数控车床刀补PPT课件
合集下载
数控技术课件:刀具半径补偿原理33页PPT
数控技术课件:刀具半径补偿原理
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
21、要知道对好事的称颂于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
21、要知道对好事的称颂于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!
数控车床的刀具补偿功能PPT课件

第9页/共27页
四、刀尖圆弧半径补偿(G40、G41、G42)
1.刀尖圆弧半径补偿的定义
在实际加工中,由于刀具产生磨损及精加工的需要,常将 车刀的刀尖修磨成半径较小的圆弧,这时的刀位点为刀尖圆弧 的圆心。
为确保工件轮廓形状,加工时不允许刀具刀尖圆弧的圆心 运动轨迹与被加工工件轮廓重合,而应与工件轮廓偏移一个半 径值,这种偏移称为刀尖圆弧半径补偿。圆弧形车刀的刀刃半 径偏移也与其相同。
第6页/共27页
2.利用刀具几何偏移进行对刀操作
(1)对刀操作的定义 调整每把刀的刀位点,使其尽量重合于某一理想基准点, 这一过程称为对刀。 (2)对刀操作的过程
1)手动操作加工端面,记录下刀位点的Z向机械坐标值。 2)手动操作加工外圆,记录下刀位点的X向机械坐标 值,停机测量工件直径,计算出主轴中心的机械坐标值。 3)将X、Z值输入相应的刀具几何偏移存储器中。
(快速点定位)
N50 G42 G01 X40.0 Z5.0 F0.2; (刀补建立)
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
N80 G40 G00 X85.0 Z10.0; (刀补取消)
N90 G28 U0 W0;
(返回参考点)
N100 M30;
第20页/共27页
(1)刀补的建立 刀补的建立指刀具从起点接近工件时,车刀圆弧刃的圆
圆弧刃的圆心与编程轨迹始终相距一个偏置量,直到刀补取
消。
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
FC–刀补建立 CDE–刀补进行 EF–刀补取消
第22页/共27页
(3)刀补取消 刀具离开工件,车刀圆弧刃的圆心轨迹过渡到与编
四、刀尖圆弧半径补偿(G40、G41、G42)
1.刀尖圆弧半径补偿的定义
在实际加工中,由于刀具产生磨损及精加工的需要,常将 车刀的刀尖修磨成半径较小的圆弧,这时的刀位点为刀尖圆弧 的圆心。
为确保工件轮廓形状,加工时不允许刀具刀尖圆弧的圆心 运动轨迹与被加工工件轮廓重合,而应与工件轮廓偏移一个半 径值,这种偏移称为刀尖圆弧半径补偿。圆弧形车刀的刀刃半 径偏移也与其相同。
第6页/共27页
2.利用刀具几何偏移进行对刀操作
(1)对刀操作的定义 调整每把刀的刀位点,使其尽量重合于某一理想基准点, 这一过程称为对刀。 (2)对刀操作的过程
1)手动操作加工端面,记录下刀位点的Z向机械坐标值。 2)手动操作加工外圆,记录下刀位点的X向机械坐标 值,停机测量工件直径,计算出主轴中心的机械坐标值。 3)将X、Z值输入相应的刀具几何偏移存储器中。
(快速点定位)
N50 G42 G01 X40.0 Z5.0 F0.2; (刀补建立)
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
N80 G40 G00 X85.0 Z10.0; (刀补取消)
N90 G28 U0 W0;
(返回参考点)
N100 M30;
第20页/共27页
(1)刀补的建立 刀补的建立指刀具从起点接近工件时,车刀圆弧刃的圆
圆弧刃的圆心与编程轨迹始终相距一个偏置量,直到刀补取
消。
N60 Z-18.0;
(刀补进行)
N70 X80.0;
(刀补进行)
FC–刀补建立 CDE–刀补进行 EF–刀补取消
第22页/共27页
(3)刀补取消 刀具离开工件,车刀圆弧刃的圆心轨迹过渡到与编
第三节刀具补偿原理PPT课件

下午8时26分
数控技术
3
第三节 刀具补偿原理
3.2、刀具长度补偿计算
图2-11 数控车床刀具结构参数示意图
• 实现刀尖圆弧中心轨迹与刀架相关点的转换
下午8时26分
数控技术
4
第三节 刀具补偿原理
3.2、刀具长度补偿计算
由于在实际操作过程中F与S之间的距离难以直接 测得,而理论刀尖点P相对刀架参考点F的距离容 易测得,故先计算P相对F的偏移量,再根据情况 计算。
拐角:相邻两轮廓交接点处的切线在工件实体 一侧的夹角。0~3600
轨迹连接方式: 直线接直线; 直线接圆弧; 圆弧接圆弧; 圆弧接直线。
图2-14 拐角的定义 a)外拐角 b)内拐角
令当RsR=s≠0 0时
刀尖圆弧半径补偿——Rs很小,引起零件轮 廓的误差可以不考虑;调试过程及对刀过程
可得刀已具经长将度Rs补引偿起的误计差算包公含式在为内:。
零件轮廓轨迹经补偿后,通过控制F点来实现
下午8时26分
数控技术
5
第三节 刀具补偿原理
3.2、刀具长度补偿计算
钻床的刀具:刀具安装方式的刀 具长度补偿——
数控技术
13
第三节 刀具补偿原理
3.3.1、刀具半径补偿原理
刀具半径补偿执行过程相关问题:
上述刀具半径补偿算法只适用于自定的二维坐标平 面内,而平面的指定是通过G17/G18/G19来设定的。
硬件数控采用读一段,算一段,再走一段的数据流 方式,无法考虑到两个轮廓段之间刀具中心轨迹的 过渡问题,靠编程员解决。
CNC中,增设了两组刀补缓冲器,以便让至少两个 含有零件轮廓信息的加工程序段(一般保证3个段) 的信息同时在CNC系统内部被处理,从而可对刀具 中心轨迹及时修正,回避了刀具干涉现象的发生。
刀补原理 课件
PPT 课件
10
第十页,共22页。
4、过切 过切(ɡuò qiē)有以下两种情况:
(1)刀具(dāojù)半径大于工件内轮廓转角时产生的过切。 ( 2)刀具直径大于所加工沟槽(ɡōu cáo)时产生的过切。
PPT 课件
11
图9-4 刀具过切情况图 第十一页,共22页。
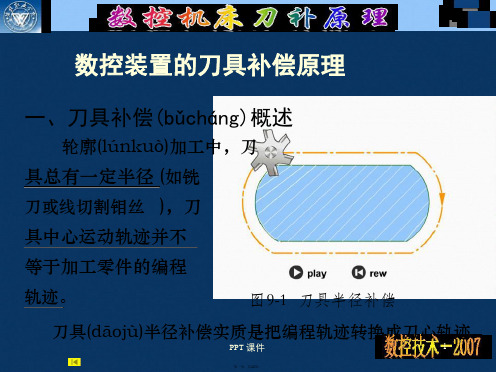
二 、刀具(dāojù)半径补偿原理
图a
图b
图9-9 内轮廓PPT直课件线(zhíxiàn)转接过渡 18
第十八页,共22页。
轨迹(guǐjì)JC→CK解决了内轮廓加工的刀具过切现象,
JC→CK相对(xiOāAn与gdAuFì缩)于短CB与DC 长度,这种求交点 C的过 渡方式通常称为缩短型转换。
图c
图d
图9-10 内轮廓P(PTl课ú件nkuò)直线转接过渡
Y
X2 ?Y2
? Y ? ? r cos ? ? ? R
X
? X Y 2
2
PPT 课件
第十三页,共22页。
X ?? X ? Y ?? Y ?
RY X2 ?Y2
RX
X 2 ?13Y 2
2、圆弧刀具(dāojù)半径补偿计算y
B′(Xb′,Yb′)
对圆弧而言,刀补后轨
迹是一段同心圆弧。如图圆
O
弧半径(bàRn,jì圆ng弧)为起点(Aq,ǐd终iǎn) 点B,刀具半径为 r。假定上
C 刀补算法根据两段轨迹的夹角和刀补方向等,可分 为三种转接过渡方式: 伸长型、缩短型、插入型 。以直线
转接详解 C功能刀补原理。
PPT课件
17
第十七页,共22页。
1、内轮廓(lúnkuò)过渡
下图中, AB 、AD 为刀具(dāojù)半径,刀J心B 与轨D迹K交点 为C,交点 C的坐标值可由系统求出,实际刀心运动轨迹为 JC→CK。
数控车床操作之数控车对刀与刀补PPT课件(35页)

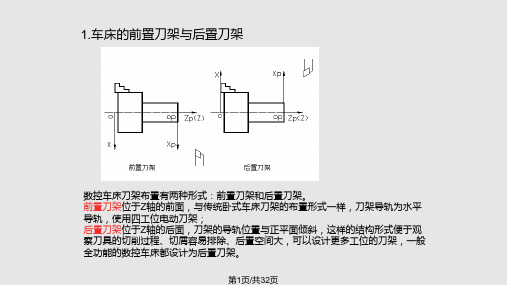
• 刀位点:
• 刀位点是表示刀具特征的点,一般是刀具上的 一点。
刀尖点 • 尖形车刀的刀位点为假想
,园
形车刀的刀位点为园相对工件运动的起点,即加工 程序开始时刀具刀尖点的起始位置,经常也 把它作为加工程序的终点。
(3)对刀点:
• 对刀点是用来确定刀具与工件的相对位置 关系的点.是确定工件坐标系与机床坐标系 关系的点。
• 式中:X、 Z:快速点定位的终点绝对坐标值。
• U、W :快速定位终点相对于起点(上一点)的
位移量相对坐标值
2、直线插补指令:
• 控制刀具在坐标轴间以插补联动方式按指定进 给速度做任意斜率的直线运动.
• 指令格式: G01 X Z F_ ;
•
G01 U W F_ ;
• 式中:X、 Z:直线插补的终点坐标值。
后续课程安排:
• 仿真机房:数控车床对刀仿真操作
•
1.后现代社会以大众文化的兴起为特 征,而 大众文 化要求 文化的 大众消 费性质 ,图像 以强有 力的视 觉冲击 力成为 实现大 众消费 的主要 途径。
•
2.传统意义上的书籍,没有图像的填 充就被 边缘化 ,纯文 学也只 有借助 图像才 能走向 市场中 心、大 众视野 ,充斥 市场的 总是图 文并茂 的大众 读物, 这就形 成了当 下对文 学的消 费由读 字到读 图的转 变。
•
3.当然,文学毕竟是图像无法取代的 ,人类 文明的 传播方 式从图 像过渡 到文学 ,就是 因为文 字的抽 象描述 、概括 能力是 超越图 像的。 文字通 过语言 唤起人 脑中的 想象, 其魅力 在于建 构一个 内视形 象,这 种内视 审美是 文学独 有的, 语言艺 术独有 的。
•
4.文学独特的“味外之旨”、“韵外 之致” ,其丰 富性和 多重意 义,依 靠图像 是永远 无法接 近的。 图像的 直观性 正好切 断了这 种对文 字魅力 的省思 和想象 。
刀具补偿原理(课堂PPT)

刀具补偿一般分为刀具半径补偿和刀具长度 补偿。 铣刀主要是刀具半径补偿; 钻头只需长度补偿; 车刀需要两坐标长度补偿和刀具半径补偿。
6
刀具半径补偿
ISO标准规定,当刀具中心轨迹在编程轨迹(零件轮廓 ABCD)前进方向的左侧时,称为左刀补,用G41表示。 反之,当刀具处于轮廓前进方向的右侧时称为右刀补, 用G42表示,如图所示。G40为取消刀具补偿指令。
3
r 刀具
A
r
B
在铣床上用半径为r的刀具加工外形轮廓为A的工件时,刀具中心沿着与轮廓A距离为r
的轨迹B移动。我们要根据轮廓A的坐标参数和刀具半径r值计算出刀具中心轨迹B的坐
标参数,然后再编制程序进行加工,因控制系统控制的是刀具中心的运动。在轮廓加
工中,由于刀具总有一定的半径,如铣刀半径或线切割机的钼丝半径等。刀具中心
则
X2 Y2
X X X Y Y Y
xO A A K
Xrsin r Y
X2Y2
Yrcosr X
X2Y2
y A(X,Y)
O
α
r
ΔY K
α A′(X′,Y′)
ΔXK
x
O′
16
2. 圆弧刀具半径补偿计算
对于圆弧而言,刀具补偿后的刀具中心轨迹是一个与圆弧
同心的一段圆弧。只需计算刀补后圆弧的起点坐标和终点坐标 值。如图5-4所示,被加工圆弧的圆心坐标在坐标原点O,圆弧 半径为R,圆弧起点A,终点B,刀具半径为r。
20
21
22
23
y B′(XX,b′ Y ,Yb′)
B(Xb,Yb) ΔXΔ KY
假定上一个程序段加工结束后刀
具中心为A′,其坐标已知。那么
圆弧刀具半径补偿计算的目的,
6
刀具半径补偿
ISO标准规定,当刀具中心轨迹在编程轨迹(零件轮廓 ABCD)前进方向的左侧时,称为左刀补,用G41表示。 反之,当刀具处于轮廓前进方向的右侧时称为右刀补, 用G42表示,如图所示。G40为取消刀具补偿指令。
3
r 刀具
A
r
B
在铣床上用半径为r的刀具加工外形轮廓为A的工件时,刀具中心沿着与轮廓A距离为r
的轨迹B移动。我们要根据轮廓A的坐标参数和刀具半径r值计算出刀具中心轨迹B的坐
标参数,然后再编制程序进行加工,因控制系统控制的是刀具中心的运动。在轮廓加
工中,由于刀具总有一定的半径,如铣刀半径或线切割机的钼丝半径等。刀具中心
则
X2 Y2
X X X Y Y Y
xO A A K
Xrsin r Y
X2Y2
Yrcosr X
X2Y2
y A(X,Y)
O
α
r
ΔY K
α A′(X′,Y′)
ΔXK
x
O′
16
2. 圆弧刀具半径补偿计算
对于圆弧而言,刀具补偿后的刀具中心轨迹是一个与圆弧
同心的一段圆弧。只需计算刀补后圆弧的起点坐标和终点坐标 值。如图5-4所示,被加工圆弧的圆心坐标在坐标原点O,圆弧 半径为R,圆弧起点A,终点B,刀具半径为r。
20
21
22
23
y B′(XX,b′ Y ,Yb′)
B(Xb,Yb) ΔXΔ KY
假定上一个程序段加工结束后刀
具中心为A′,其坐标已知。那么
圆弧刀具半径补偿计算的目的,
数控车床基本指令以及刀具补偿PPT课件
……. G90 X40 Z20 F30
X30 X20 ……..
A-B-C-D-A A-E-F-D-A A-G-H-D-A
第24页/共32页
2.圆锥面切削循环(G90)
指令格式 G90 X(U)_ Z(W)_ R_ F_; 指令功能 实现锥面切削循环,刀具从循环起点按图示走刀路线,最后返回 到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。 指令说明 X、Z 表示切削终点坐标值; U、W 表示切削终点相对循环起点的坐标分量; R 表示切削始点与切削终点在X轴方向的坐标增量(半径值; F表示进给速度。
2.编程格式 G54G00 X_ Z_;
第4页/共32页
G50与G54~G59的区别 G50指令与G54~G59指令都是用于设定工件加工坐标系的,但 在使用中是有区别的。 ■G50指令是通过程序来设定、选用加工坐标系的,它所设 定的加工坐标系原点与当前刀具所在的位置有关,这一加工原 点在机床坐标系中的位置是随当前刀具位置的不同而改变的。 ■ G54~G59设置加工坐标系,通过MDI方式预先输入到系统中.
刀具几何偏置补偿 刀具磨损偏置补偿
刀尖圆弧补偿
第12页/共32页
刀具补偿功能?
所谓刀具补偿功能就是指用来补偿刀具实际安装位置 (或者实际刀尖圆弧半径)与理论位置(刀尖圆弧半径)之 差的一种功能。
刀具几何补偿是补偿刀具形状和刀具安装位置与编程时理 想刀具或基准刀具的偏移的;
刀具磨损补偿则是用于补偿当刀具使用磨损后刀具头部与 原始尺寸的误差的。
但若用假想刀尖点编程加工斜面时,在加工中出 现CDdc部分的残留。
同样,用假想刀尖点编程加工圆弧时,在加工也 会中出现部分残留,这样就会引起加工表面的形状误 差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
4、刀具的偏置补偿
⑴几何位置补偿 刀具几何位置补偿是用于补偿各刀具安
装好后,其刀位点(பைடு நூலகம்刀尖)与编程时理 想刀具或基准刀具刀位点的位置偏移的。
通常是在所用的多把车刀中选定一把车 刀作基准车刀,对刀编程主要是以该车刀 为准。
.
图示
.
补偿数据获取:
➢分别测出各刀尖相对于刀架基准面的偏离距离[X1,
(2)、刀径补偿引入和卸载时,刀具位置的变化是一个渐 变的过程。
(3)、当输入刀补数据时给的是负值,则G41、G42互相转 化。
(4)、G41、G42指令不要重复规定,否则会产生一种特殊 的补偿。
.
⑸刀具补偿的编程实现 1>刀径补偿的引入(初次加载):
❖刀具中心从与编 程轨迹重合到过度 到与编程轨迹偏离 一个偏置量的过程.
第二节、换刀程序编写
1、关于参考点操作的指令
G27、G28、G29. ----- 参考点控制
⑴格式:
G27 X... Z... T0000 ; 回指令参考点检验
G28 X... Z... T0000 ; 经指令中间点再自动回参考点
G29 X... Z... ;
G41 G00 X __ Z __
G42 G01 G40 G00 X__ Z __
❖说明:
G41 —刀具半径左补偿
G42 —刀具半径右补偿
G42
G41
G40—取消刀具半径补偿 .
指令说明:
X、Z 为建立或取消刀补程序段中,刀具移动的 终点坐标。
❖执行刀补指令应注意:
(1)、刀径补偿的引入和取消应在不加工的空行程段上, 且在G00或G01程序行上实施。
➢ 为了保证加工尺寸的准确性,必须考虑刀尖圆角 半径补偿以消除误差。
➢ 由于刀尖圆弧通常比较小(常用 r1.2~1.6 mm), 故粗车时可不考虑刀具半径补偿.
.
⑵刀具半径补偿的方法
• 人工预刀补:人工计算刀补量进行编程 • 机床自动刀补
.
⑶机床自动刀具半径补偿
机床自动刀补原理
➢当编制零件加工程序时,不需要计算刀具中心运
批量加工一批零件后,刀具自然磨损后而 导致刀尖位置尺寸的改变,此即为该刀具 的磨损补偿。
批量加工后,各把车刀都应考虑磨损补偿 (包括基准车刀)
.
⑶刀具几何补偿的合成 若设定的刀具几何位置补偿和磨损补偿
都有效存在时,实际几何补偿将是这两者
的矢量和。
X=Xj+Xm、 Z=Zj+Zm
.
⑷刀具几何补偿的实现
D
C (24,-24)
N4 G00 X40.0 Z5.0 N5 G00 X0.0 N6 G42 G01 Z0 F60 (加刀补)
O N7 G03 X24.0 Z-24 R15
N8 G02 X26.0 Z-31.0 R5
N9 G40 G00 X30 (取消刀补)
N10 G00 X45 Z5 . N11 M30
决定刀尖圆弧所在位置。
➢要把代表车刀形状和位置的参数输入到数据库中。 ➢以刀尖方位号表示。
.
从图示可知,
➢ 若刀尖方位码设为0或9时,机床将以刀尖圆弧中 心为刀位点进行刀补计算处理;
➢ 当刀尖方位码设为1~8时,机床将以假想刀尖为
刀位点,根据相应的代码方位进行刀补计算处理。
.
⑷刀具半径补偿指令
❖格式:
2>刀径补偿进行
刀具中心始终与编程
轨迹保持设定的偏置
距离.
.
3>刀径补偿的取消
❖刀具中心从与编 程轨迹偏离过度到 与编程轨迹重合的 过程.
刀径补偿的引入和取 消必须是不切削的空 行程上.
.
例1:考虑刀尖半径补偿
O1111 N1 G92 X40.0 Z10.0
N2 T0101
N3 M03 S400
刀具的几何补偿是通过引用程序中使用的 Txxxx来实现的。
T xx xx
过程:
当前刀具号 刀补地址号
➢ 将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址 中。
➢ 当程序执行到含 Txxxx的程序行的内容时,即自动到刀补 地址中提取刀偏及刀补数据。
➢ 驱动刀架拖板进行相应的位置调整。
➢ T XX 00取消几何补偿。 .
可以使加工程序不随刀尖位置的不同 而改变.
.
⑵刀具使用一段时间后会 磨损,会使加工尺寸产生误 差.
解决:
•将磨损量测量获得后进行补偿.
可以不修改加工程序.
.
⑶数控程序一般是针对刀位点, 按工件轮廓尺寸编制的.当刀尖 不是理想点而是一段圆弧时,会 造成实际切削点与理想刀位点 的位置偏差.
解决:
•对刀尖圆弧半径进行补偿.
对于有自动换刀功能的车床来说,执行T指令时,将 先让刀架转位,按刀具号选择好刀具后,再调整 刀架拖板位置来实施刀补。
.
5、刀尖圆弧半径补偿
⑴刀具半径补偿的目的
➢ 若车削加工使用尖角车刀,刀位点即为刀尖,其 编程轨迹和实际切削轨迹完全相同。
➢ 若使用带圆弧头车刀(精车时),在加工锥面或 圆弧面时,会造成过切或少切。
可以使按工件轮廓编程不受影响.
.
2、刀具补偿的概念
刀具补偿:是补偿实际加工时所用的刀具与编程时 使用的理想刀具或对刀时使用的基准刀具之间的偏 差值,保证加工零件符合图纸要求的一种处理方法。
.
3、刀具补偿的种类
刀具补偿
刀具的偏置补偿
(TXXXX实现)
几何位置补偿 磨损补偿
刀尖圆弧半径补偿
(G41、G42实现)
2.3 数控车床刀补与换刀技术
第一节:数控车床刀具补偿 第二节:换刀程序编写
.
第一节 数控车床刀具补偿
1、为什么需要刀具补偿?
⑴编程时,通常设定刀架上各刀在工作 位时,其刀尖位置是一致的.但由于刀 具的几何形状、安装不同,其刀尖位置 不一致,相对于工件原点的距离不相同.
解决:
•各刀设置不同的工件原点. •各刀位置进行比较,设定刀具偏差补偿.
Z1]、[X2,Z2] 、[X3,Z3]…
➢若选刀具1为对刀用的基准刀具,则各刀具的几何
偏置分别为 [Xj ,Zj ]
Xj1=0、
Zj1=0
Xj2 =(X2-X1) x 2、Zj2 = Z2-Z1 Xj3 =(X3-X1) x 2、Zj3 = Z3-Z1
.
⑵磨损补偿 主要是针对某把车刀而言,当某把车刀
动轨迹,只按零件轮廓编程。
➢ 使用刀具半径补偿指令。 ➢ 在控制面板上手工输入刀具补偿值。 ➢ 执行刀补指令后,数控系统便能自动地计算出刀
具中心轨迹,并按刀具中心轨迹运动。即刀具自 动偏离工件轮廓一个补偿距离,从而加工出所要 求的工件轮廓。
.
刀尖方位的设置
➢ 车刀形状很多,使用时安装位置也各异,由此