钢板对接的焊接生产及焊接工艺编制考核评分表
焊接工艺评定报告全套表格

工程(产品)名称
评定报告编号
委托单位
工艺指导书编号
项目负责人
依据标准
《建筑钢结构焊接技术规程》(JGJ 81)
试样焊接单位
施焊日期
焊工
资格代号
级别
母材钢号
规格
供货状态
生产厂家
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
δs
(MPa)
δb
(MPa)
δ5
(%)
φ
(%)
Akv
评定
年月日
评定单位:(签章)
年月日
审核
年月日
技术负责
年月日
表B-3焊接工艺评定指导书
共2页第4页
工程名称
指导书编号
母材钢号
规格
供货状态
生产厂
焊接材料
生产厂
牌号
类型
烘干制度(℃×h)
备注
焊条
焊丝
焊剂或气体
焊接方法
焊接位置
焊接设备型号
电源及极性
预热温度(℃)
层间温度
后热温度(℃)及时间(min)
焊后处理
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气
保护气流量(1/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kl/cm)
备注
牌号
Φ(㎜)
焊前清理
层间清理
背面清根
技术措施
其他:
编制
日期
年月日
焊接工艺评定表格

焊接工艺指导书编号:WPS-08002日期:3月焊接工艺评估汇报编号:PQR-08002
焊接措施:SMAW机械化程度:(手工、半自动、自动)手工
焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及次序)
坡头形式:V型
衬垫(材料及规格)/
其他:
母材:
类别号:Ⅱ组别号:Ⅱ-1与类别号:Ⅱ组别号:Ⅱ-1
相焊及原则号:GB6479钢号:16Mn与原则号:GB6479钢号:16Mn相焊
厚度范围:
母材:对接焊缝δ=16角焊缝/
管子直径、壁厚范围:对接焊缝12-32mm角焊缝/
其他
焊接材料:
焊材类别
焊条
焊材原则
GB/T5117
填充金属尺寸
Ф3.2Ф4.0
焊材型号
E5016
焊材牌号(钢号)
J506
其他
/
耐蚀堆焊金属化学成分(100﹪)
接头形式
对接
焊接措施
SMAW
焊接位置
平焊
预热和焊后热处理规定
/
评估原则
JB4708《钢制压力容器焊接工艺评估》
焊缝构造示意图
评估阐明
电源特性
直流反接
清根工艺
/
坡口工艺
机械加工
试件尺寸
150*150*16*2
规定
检查
项目
外观检查
无外观缺陷
无损探伤
射线(/)、超声波(/)、表面(√ )
力学及弯曲性能测试
其他:/
焊接位置:
对接焊缝位置:平焊方向:(向上、向下)
角焊缝位置:/方向:(向上、向下)
技术措施:
焊接速度(cm/min):5~10
钢结构焊接(对接焊)质量检验评定表

月
日
钢结构焊接(对接焊)质量检验评定表
—66.1
工程名称:ຫໍສະໝຸດ —承包单位:部位名称
桩号、位置
共 页第 页
主要工程数量
序号
检查项目 CJJ2—90
1 第10.3.1条
质保资料
质量要求
焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未溶合 、溢流、烧穿、未填满的火口和超出允许限度的气孔、夹 渣、咬肉等缺陷。
对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型 焊)正边尺寸允许偏差+2.0,-1.0mm。
在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构 件用单侧焊缝连接时,其未熔透部分的厚度不大于0.25倍 板厚,最大不大于4.0mm。 对所有焊缝都应进行外观检查,内部检查以超声波探伤为 主。 必须符合相关管理法规和质量标准的要求。
质量情况
序 号
实测项目
规定值或 允许偏差
(mm)
实 测 值 或 实 测 偏 差 值 应 合合
(mm)
检 格格
点 点率
1 2 3 4 5 6 7 8 9 10 数 数 %
焊缝 外观 气孔
1
质量 检查 咬边 检验 超声波检验
级别 X射线检验
2
焊缝余高
3
焊缝凹面值
4
焊缝错边
承
包
单
位
自
评
意 见
项目负责人:
年
月
监 理 意 见
监理工程师:
日
年月
技术负责人:
质检员:
填表人:
年
平均 合格率 (%)
评定 日 等级
焊接评分表
5 6
其他 定额 合 计
安全文明生产 操作时间
5 5 100
设备、工具复位,试件、场地清理干净,有一处不符合要求扣1分 每超1分钟从总分中扣2分
以下内容为不合格 :1、焊缝表面存在裂纹;2、任意更改试件焊接位置;3、板料表面灼伤;4、漏焊;5、焊接时间超出定额的30%。
参数设置及设备调试正确 安全作业 及事故 (故障) 处理
1
自备器具准备完备
15
班前检查、隐患整改,设备 器具摆放、设备设施符合安 全规范
故障处理
安全警示(防护)标志设置 、悬挂规范
设置防护隔板。未设置扣3分。
电流、气瓶测试规范
在专用调试板上测试电流,开启氧气瓶前开启气瓶徐吹测试瓶嘴是否 畅通。未按规定执行一项扣2分。 切割时打开预热氧,停止作业关闭气瓶供气阀,松开减压螺栓。切割 时加装垫板,回火必须检查。焊机合闸单手进行,脸部侧开。未按规 定执行一项扣2分 20 使用专用引弧板引弧。未使用扣3分。焊条粘接钢板扣3分。
25
1.咬边深度≤0.5mm (1)累计长度每5mm扣1分 (2)累计长度超过焊缝有效长度的15%扣5分 2.咬边深度>0.5mm每累计5mm扣5分。
焊缝接头重叠高度超过≤2㎜ 未焊透深度≤15%t且≤1.5mm 总长度不超过焊缝有效长度 的10% 焊脚尺寸L~1.2L且超差部分 总长度不超过焊缝有效长度 的10% 焊缝宽度差≤4mm且总长度不 超过焊缝有效长度的10% 焊接收弧时应填满凹坑,凹 下的深度≤1mm为合格。
坡口平整,角度规范
切割线条平直
板材长度300、圆管一周尺寸公差为±2mm,,每超过尺寸公差1mm, 扣1分。
焊缝表面不允许有焊瘤
如有扣1分/个。
焊缝表面单个气孔D≤2mm
最新版全套焊接工艺评定表格
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8
1/3
SMAW
J507
铁素体含量:
测量标准:
铁素体测量仪:
检验员:年月日审核人:年月日
YearmonthdateExamed:yearmonthdate
其他:
表码号:Q/ZKD/D105-2009
力学性能检测记录表
焊评编号(PQRNo.)
PQR02
拉伸试验
试验标准号:_GB/T228-2002____试验报告编号:_______PQR02_________
其他:/
编制
日期
审核
日期
批准
日期
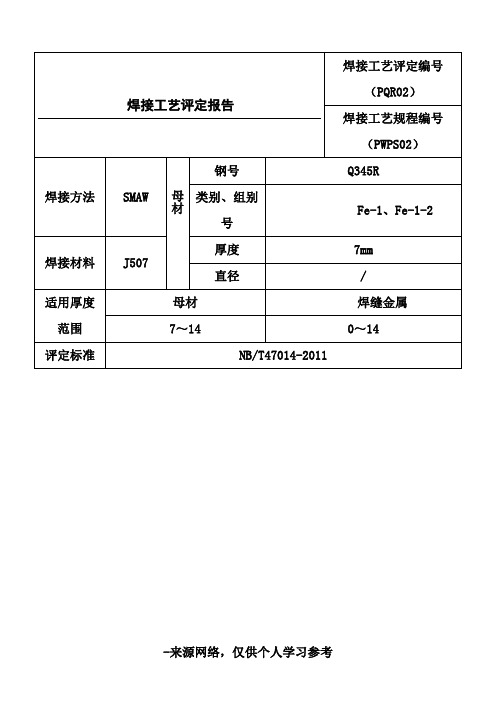
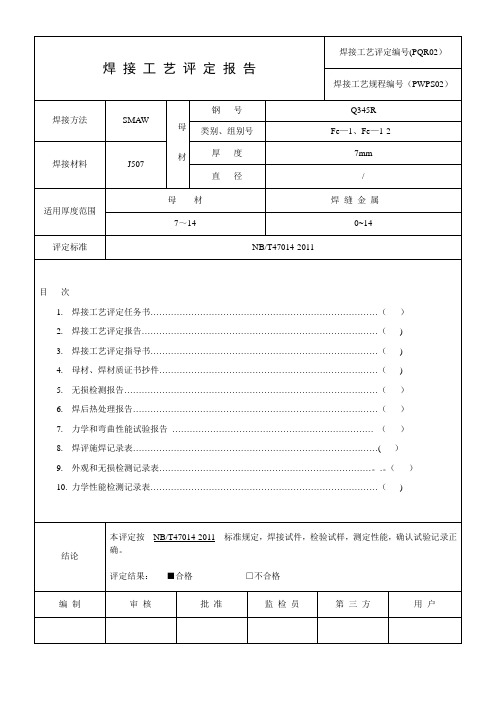
焊接工艺评定报告
表码号:Q/CKD/D027-2009共3页第1页
单位名称:有限公司
焊接工艺评定报告编号:PQR02预焊接工艺规程编号:PWPS02
焊接方法:SMAW机械化程度(手工,半自动,自动):手工
接头简图(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度):
表面裂痕
无
单面焊根部未焊透
无
表面气孔
无
单面焊根部未熔合
无
弧坑
无
单面焊根部凹陷
最新版全套焊接工艺评定表格【范本模板】
焊接工艺评定任务书
热处理检验报告
表码号:Q/CKD/D035—2009 产品名称:产品编号: 部件
名称
部件
图号
热处理
方式
炉次号
试板热处理
状态
热处理工艺要求
PQR02
评定试板
焊后消除
应力
热处理
□同炉热处理
□无试板
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
及时间
出炉温度
(℃)
常温≤150620±203≤200
随炉冷却
后空冷
200
实际热处理温度-时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告内。
结论:■合格□不合格
审核人:李平检查员:李洲2011年3月22日。
焊工实操考试评分表

15~17
14~18
13~20
<13,>20
得 分
4分
2分
1
0分
焊缝
宽度差
尺寸标准
≤
>~2
>2~3
>3
得 分
6分
4分
2分
0分
咬边
尺寸标准
无咬边
深度≤
每2mm扣1分
深度>
0分
得 分
10分
正面成型
标 准
优
良
中
差
得 分
6分
4分
2分
0分
背面成型
标 准
优
良
中
差
得 分
4分
2分
1分
0分
背面凹
尺寸标准
0
>0~1
2 评定区外的缺陷,按点数扣分最多扣至40分
2、 二级片基本分30分;评定区外缺陷按表内缺陷性质扣分,最多扣至20分;
3、 三级片得0分;
4、同一试件有多张底片的,按等级最低一张底片评分;
缺陷
性质
缺陷
尺寸
扣 分 标 准
圆
形
缺
陷
尺寸
≤
每点扣分
尺寸
>
每点扣1分
条
形
缺
陷
条形
缺陷
每1mm扣4分
注:试件的X射线检验按JB/T 4730-2005 标准评定;评定区域:10×10mm;
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分;
3.焊溜系指流淌到焊缝以外未熔合母材上形成的>2mm的满溢金属;
无损检验项目及评分标准
项目
拍片
数量
焊接测试评分表

焊工测试评分表(焊缝形式:板对接,焊接方法:采用二氧化碳气体保护焊填充及盖面) 测试人员钢号: 项目 序号 1 2 3 4 5 6 7 1 2 3 焊缝 外表 状态 4 5 6 7 8 焊缝 内在 质量 9 考核技术要求 焊缝余高0~1.5mm 焊缝余高落差小于等于1.5mm 焊缝累积咬边长度≤10mm 焊缝直线度落差≤2mm,且焊缝波 纹均匀美观 焊缝比坡口每侧增宽0.5~2mm 焊缝的错边应小于0.5mm 焊肉大小符合图纸要求,且不偏弧 焊缝表面应该原始状态,不允许加 工、焊补、修边等 不允许有裂纹、夹渣、未熔合等 气孔在任何10mm焊缝长度内,不得 多于3个。 单个气孔不得沿着径向长度> 1.5mm 焊缝收弧弧坑深度≤1mm 焊渣飞溅及氧化物清理,考虑引弧 板及熄弧板的使用 工件的变形状况在1°~2° 沿着厚度方向的一条直线上各种缺 陷总长不得大于30%T的厚度,且≤ 1.5mm 单段焊缝中未焊透长度≤1mm 考试日期: 得分 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 实操用时: 评分标准 余高每增加0.2mm时,扣0.5分 落差大于1.5mm时,每增加0.2mm 扣0.5分 咬边长度每增加1mm扣1分,大于 5mm时得分为零 焊缝落差度大于2mm时每增加1mm 时扣除1分;波纹不整齐扣1分 焊缝宽度大于2mm时,每增宽1mm 时扣1分 错边大于0.5mm时为零分 焊肉小于图纸尺寸得分为零,偏 弧每增加1mm时扣除0.5分 不是原始状态为零分 出现裂纹时为零分 范围长度内大于3个气孔时为零 分 气孔直径大于1.5mm是为零分 弧坑深度大于1mm,每增加0.1mm 时扣1分 焊渣飞溅未清理扣2分,其余未 做分别扣1分 变形>2°时,每增加1°扣1分 缺陷大于1.5mm时,每增加0.5mm 时扣2分 未焊透大于1mm时,每增加0.1mm 时扣1分 未焊透大于5mm时,每增加0.1mm 时扣1分 未按顺序操作得零分 扣分 备注
焊接工艺评定记录表001

/
/
/
/
/
/
/
施焊环境
室内
环境温度(℃)
-2
相对湿度
58%
预热温度(℃)
100℃
层间温度(℃)
160℃
后热温度
/
时间(min)
/
后热处理
/
技术措施
焊前清理
用角磨机打磨
层间清理
用角磨机打磨至光亮
背面清根
碳弧气刨清根至露出打底焊缝金属光泽
其 他
1、施焊前焊口40mm范围内用砂轮机打磨至光亮。
2、在施焊前将试件用气割将焊口100mm范围内加热到60℃.
焊接工艺评定记录表001
焊接工艺评定记录表
共1页第1页
工程名称
Q345/Q345T字接头焊接工艺评定
指导书标号
PWPS-2011-007
焊接方法
GMAW
焊接位置
F
设备型号
TKⅢ-350
电源及极性
直流反接
母材钢号
Q345C/Q345B
类别
Ⅱ
生产厂
日照/安阳钢铁股份有限公司
母材规格
t=16/40
供货状态
道
次
焊接
方法
焊条(焊丝)
直径(mm)
气体流量
(L/mim )
电流
(A)
电压
(V)
焊接速度
(mm/min)
热输入量
( kJ/cm)
1、3
GMAW
1.2
18
245-255
28-29ຫໍສະໝຸດ 300152、4GMAW
1.2
18
270-280
31-32
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢板对接的焊接生产及焊接工艺编制考核评分表
钢板对接的焊接生产及焊接工艺编制考核评分
表
任务名称焊接生
产及工
艺编制
工
艺
组
姓名成绩
考核
点和配分考核标准
考核
人
得分
焊接应力与
变形的分析
(10分)
错一处扣1-2分。
钢板下料工艺过程卡(10分)下料方法选用合理、坡口加工选用设备正确,工艺过程卡填写规范(9-10分);下料方法选用、坡口加工选用设备基本合理,工艺过程卡较规范(6-8分);下料方法选用、坡口加工选用设备不符合要求,工艺过程卡不规范
(0-5分)。
钢板装配工
艺卡(10分)装配方法正确(能正确考虑焊接应力与变形),工艺卡填定规范(9-10分);装配方法基本正确(钢板对接时对焊接应力与变形考虑不周全),工艺卡填定较规范(6-8分);装配方法不正确,工艺卡填定不规范(0-5分)。
焊接工艺卡(分20)接头形式、坡口形式、焊接层数选择正确、焊接图形正确(8分);技术要求及说明(4分);焊接方法、焊接材料、电流种类极性、焊接电流、电弧电压、焊接速度、气体及流量等(18分)。
焊接试件过程及质量分能调节与工艺内容的焊接工艺参数(2分);
析(15分)能按照焊接工艺要求
焊接试件(5分);能
结合试件质量分析工
艺的可操作性(8分)。
PPT汇报(15分)PPT制作完整(8分);汇报流畅(7分)
个人素养
(20分)
见个人素养评分表。