FAI全尺寸报告范本
FAI报告范本2
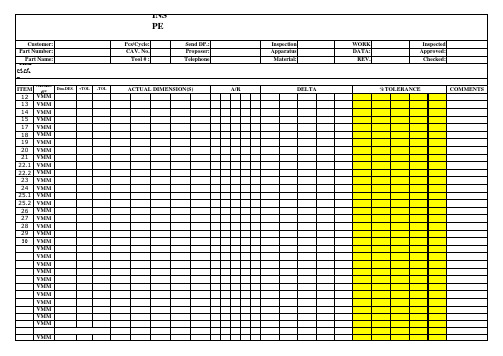
WORK NO. DATA: REV.
Inspected Approved: Checked:
ACTUAL DIMENSION(S)
A/R
DELTA
%TOLERANCE
COMMENTS
INSPECTION REPORT
Customer: Pcs/Cycle: Send DP.: Inspection sort: Part Number: CAV. No. Proposer: Apparatus NO.: Part Name: Tool # : Telephone NO. : Material: *Method of inspection abbreviation: HG = Height gauge, MIC = Micrometer, DC = Dial Caliper, CG = Checking Gauge, CMM = Coordinate Measuring Machine, PG = Projector, TG = Thickness Gauge,VMM=Vision Measuring Machine ITEM Method* VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM VMM
2) Input “E” in the report if there are no measure(such as screw thread gauge) for inspection or can’t go to benchmark in practicality inspection. 3) Input “P” if that couldn’t inspect because of the inspected workpiece indestructibility. 4) Input “?”if the workpiece was distortion severity or dimension dose’t lable clarity. 5) Input “NONE” if there exist in the drawing but didn’t measure it on the practicality , or can’t inspect after parts linked. NOTICE: 1) This inspection is only used in analyzing or examine analyzing. But can’t assure that others no checked have the same problem or result. 2) The Inspection Report can only offer consult to proposer (DP.), but forbid using in any prove out of company. 3) If you need paper files,please printed yourself before signed by the Inspecter .orelse is invalid.
FAI报告格式

INSPECTION REPORT
Customer: Pcs/Cycle: Send DP.: Inspection sort: WORK NO. Part Number: CAV. No. Proposer: Apparatus NO.: DATA: Part Name: Tool # : Telephone NO. : Material: REV. *Method of inspection abbreviation: CMM = Coordinate Measuring Machine, PG = Projector, TG = Thickness Gauge,VMM=Vision Measuring Machine 送检人员信息,便于根据报告 HG = Height gauge, MIC = Micrometer, DC = Dial Caliper, CG = Checking Gauge, 及时联系到相关人员确认一些 ITEM Method* 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
10.10
9.90
10.15
9.85
A R R
A
A
R
R
0.05 0.03 -0.02
0.10
-0.10
0.15
-0.15
50 # *
100
-100
150
-150
根据单个的测试 数据判定通过与
计算测量结果与 设计值之差
一眼就可以看出 实际尺寸坐落公 差带的位置,超 出公差的程度, 便于快速判定尺
-100%<x<100% 的情况都为合格, 并为无颜色,其 他情况为超差, 为黄色,当上偏 差为零,尺寸上 超差,则现实#,
FAI报告模板范文

FAI报告模板范文Executive SummaryThis report presents the findings of an aircraft accident investigation that occurred on [date of occurrence] involving [type of aircraft]. The accident occurred while the aircraft was on a routine flight in [name of region]. The aircraft was [describe type of aircraft] and was operated by [airline or other operator]. The flight was enroute from [location] to [destination] when the accident occurred.The investigation concluded that the cause of the accident was [cause of the accident]. This was due to [reason for accident]. The factors that contributed to the accident were [factors that contributed to the accident].Factors identified during the investigation include [identify factors identified during the investigation]. These factors indicate that [describe how these factors contributed to the accident].The investigation was conducted in accordance with the International Civil Aviation Organization (ICAO) Annex 13 - Aircraft Accident and Incident Investigation and the relevant safety regulations in [specify applicable country]Table of Contents:1. Introduction2. Aircraft Details3. Accident Overview4. Investigation5. Factors6. Findings7. Conclusions9. Appendices1. IntroductionThis report presents the findings of an aircraft accident investigation that occurred on [date of occurrence] involving [type of aircraft]. The aircraft was [describe type of aircraft] and was operated by [airline or other operator]. The flight was enroute from [location] to [destination] when the accident occurred.• Aircraft and Engine History• Pilot and Crew Training Records• Meteorological Conditions• Flight Data Recorder and Cockpit Voice Recorder• Wreckage Examination• Operational Procedures• Maintenance Records• Aircraft Opera tor Procedures2. Aircraft Details3. Accident OverviewThe aircraft impacted the ground in [name of region], at [specific location]. The aircraft was destroyed in the accident and there were no survivors.4. Investigation5. FactorsThe investigation identified the following factors that contributed to the accident:• Maintenance/Inspection: The aircraft had not been maintained according to the prescribed service schedule.• Training: The pilot was not adequately trained to respond to the situation.• Meteorological Conditions: The weather conditions were outside of the aircraft's operating limits.• Flight Operations: The crew did not follow established procedures for the flight.• Aircraft Performance: The aircraft was not performing as expected.6. FindingsThe investigation team found that the cause of the accident was [cause of accident]. This was due to [reason for the accident]. The factors that contributed to the accident were [factors that contributed to the accident].7. ConclusionsThe investigation determined that the [cause of accident] caused the accident. The factors that contributed to the accident were [factors that contributed to the accident].• Procedures for [relevant procedure] need to be improved.。
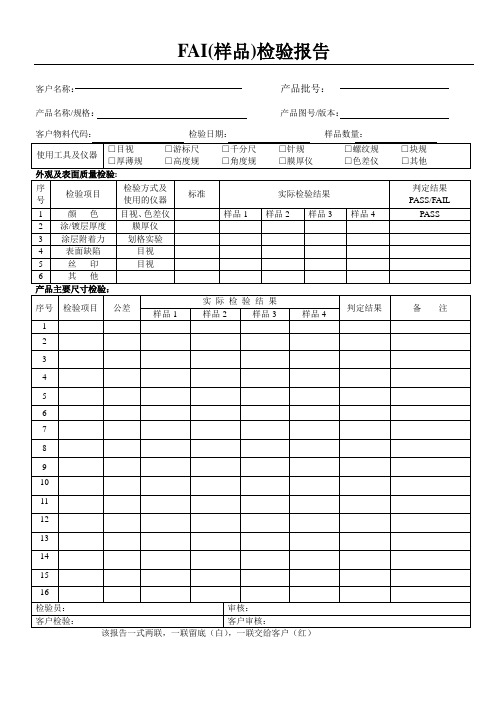
FAI(样品)检验报告
样品2
样品3
样品4
PASS
2
涂/镀层厚度
膜厚仪
3
涂层附着力
划格实验
4
表面缺陷
目视
5
丝印
目视
6
其他
产品主要尺寸检验:
序号
检验项目
公差
实际检验结果
判定结果
备注
样品1
样品2
样品3
样品4
1
2
3
4
5
6
789ຫໍສະໝຸດ 101112
13
14
15
16
检验员:
审核:
客户检验:
客户审核:
该报告一式两联,一联留底(白),一联交给客户(红)
客户名称:产品批号:
产品名称/规格:产品图号/版本:
客户物料代码:检验日期:样品数量:
使用工具及仪器
□目视□游标尺□千分尺□针规□螺纹规□块规
□厚薄规□高度规□角度规□膜厚仪□色差仪□其他
外观及表面质量检验:
序号
检验项目
检验方式及使用的仪器
标准
实际检验结果
判定结果PASS/FAIL
1
颜色
目视、色差仪
FAI报告(模版)
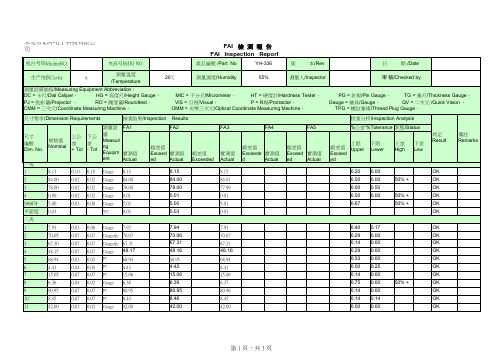
產品編號 /Part No
YH-336
版
本/Rev
日
期 /Date
生产线别Cavity
A
測量溫度 /Temperature
20℃
測量濕度/Humidity
55%
测量人/Inspector
审 核/Checked by
測量設備縮寫/Measuring Equipment Abbreviation:
DC = 卡尺/Dial Caliper,
0.10 0.00
OK
0.40 0.00
OK
0.10
OK
OK
0.66 0.00
50% +
OK
0.66 0.00
50% +
OK
0.00 0.07
OK
0.00 0.00
OK
0.33 0.00
OK
0.00 0.25
OK
備註 Remarks
第 2 页,共 3 页
东莞市亿环电子科技有限公 司
机台号码MechinNO.
25
0.87
0.07 0.07 HG 0.85
0.84
26
0.87
0.07 0.07 HG 0.85
0.88
27
1.77
0.07 0.07 HG 1.74
1.76
28
1.87
0.07 0.07 HG 1.87
1.84
29
0.92
0.07 0.07 HG 0.91
0.93
四夹
1
3.22
0.05 0.05 Gauge 3.26
8
6.36
0.04 0.02 Gauge 6.38
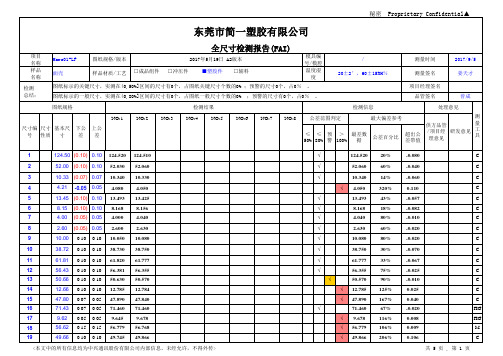
FAI 全尺寸检测报告
3.60 -0.05 0.05 3.639 3.341
55
3.60 -0.05 0.05 3.457 3.388
3.60 -0.05 0.05 3.341 3.409
3.60 -0.05 0.05 3.346 3.517
3.60 -0.05 0.05 3.345 3.595
1.17 -0.05 0.05 1.210 1.118
-0.067
C
-0.025
C
-0.010
C
0.025
C
0.040
C
-0.020
HG
0.008
HG
0.009
M
0.106
C
共5页,第1页
20
43.16 -0.10 0.10 43.286 43.344
21
36.66 -0.10 0.10 36.802 36.812
22
30.16 -0.10 0.10 30.318 30.291
60%
-0.020
C
√
13.960
60%
-0.020
C
√
13.970
80%
-0.010
C
√
13.950
40%
-0.030
C
√
13.960
60%
-0.020
C
√
13.950
40%
-0.030
C
√
13.940
20%
-0.040
C
√
13.920
20%
-0.040
C
√
13.910
40%
-0.030
C
√
13.920
FAI报告
硬度
冲击值
冲击值
冲击值
HB
J/cm2
J/cm2
J/cm2
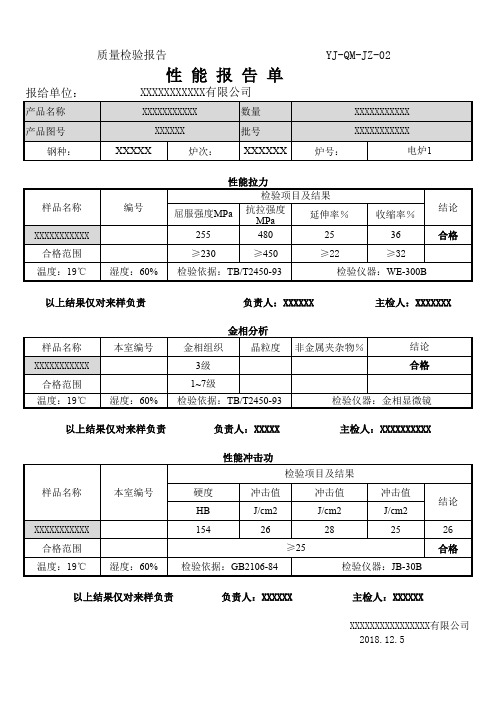
154
26
≥25
检验依据:GB2106-84
28
25
检验仪器:JB-30B
结论
26 合格
以上结果仅对来样负责
负责人:XXXXXX
主检人:XXXXXX
XXXXXXXXXXXXXXXX有限公司 2018.12.5
质限公司
产品名称
XXXXXXXXXXX
数量
产品图号
XXXXXX
批号
钢种:
XXXXX
炉次:
XXXXXX
YJ-QM-JZ-02
XXXXXXXXXXX
XXXXXXXXXXX
炉号:
电炉1
样品名称
XXXXXXXXXXX 合格范围 温度:19℃
编号 湿度:60%
本室编号 湿度:60%
金相分析
金相组织
晶粒度
3级
1~7级 检验依据:TB/T2450-93
非金属夹杂物%
结论 合格
检验仪器:金相显微镜
以上结果仅对来样负责
负责人:XXXXX
主检人:XXXXXXXXXX
样品名称
本室编号
XXXXXXXXXXX 合格范围 温度:19℃
湿度:60%
性能冲击功 检验项目及结果
性能拉力
检验项目及结果
屈服强度MPa 抗拉强度 MPa
延伸率%
255
480
25
收缩率% 36
结论 合格
≥230
≥450
≥22
≥32
检验依据:TB/T2450-93
检验仪器:WE-300B
FAI全尺寸报告

判 定 NG NG OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
確認 备注
保存期限:15年
+2 -2
+1 -1 +0.1 +0.2 -0.2 +5 -5 +5 -5 +3 -3 +2 -2 +1 -1 +0.2 -0.2 +1 -1 +0.5 -0.5
231.00 227.00
230.00
228.70 227.90 228.87 #DIV/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0
!
OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
T2
测定
2
3
#平 DI均 V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0 #DI!V/0