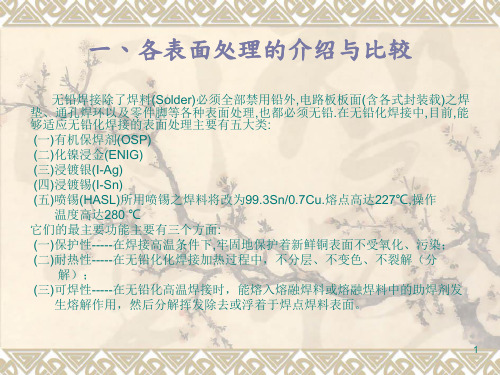
ENIG与OSP的焊接性能对比
化镍浸金焊接黑垫之探究与改善
化镍浸金焊接黑垫之探究与改善TPCA技术顾问 白蓉生本文原载于TPCA会刊第十五期一、化镍浸金流行的原因各种精密组件组装的多层板类,为了焊垫的平坦、焊锡性改善,焊点强度与后续可靠度更有把握起见,业界约在十余年前即于铜面逐渐采用化镍浸金(Electroless Nickel and Immersion Gold;EN/IG)之镀层,作为各种SMT 焊垫的可焊表面处理(Solderable Finishing)。
此等量产板类有:笔记型计算机之主机板与通讯卡板,行动电话手机板,个人数字助理(PDA)板,数字相机主板与卡板,与摄录像机等高难度板类,以及计算机外设用途的各种卡板(Card,是指小型电路板而言)等。
据IPC的TMRC调查指出ENIG在1996年只占PCB表面处理的2%,但到了2000年时却已成长到了14%了。
以台湾量产经验而言,1000l之化镍大槽中,单位操作量(Loading Factor)已达1.5ft2/gal (360cm2/L),工作忙碌时两三天就需要换槽。
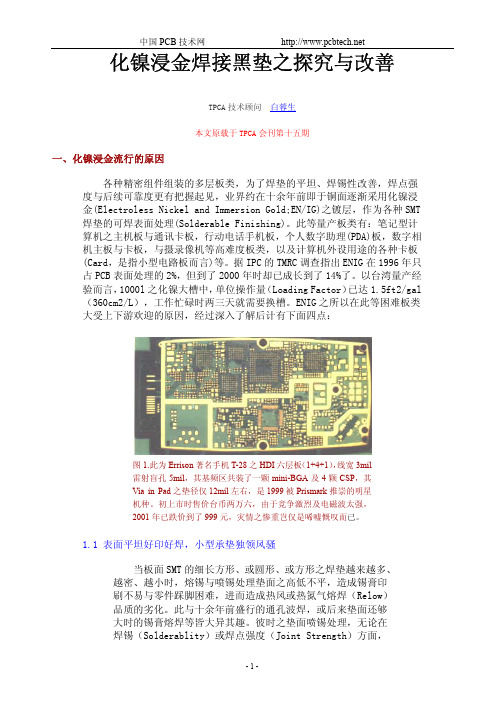
ENIG之所以在此等困难板类大受上下游欢迎的原因,经过深入了解后计有下面四点:图1.此为Errison著名手机T-28之HDI六层板(1+4+1),线宽3mil雷射盲孔5mil,其基频区共装了一颗mini-BGA及4颗CSP,其Via in Pad之垫径仅12mil左右,是1999被Prismark推崇的明星机种。
初上市时售价台币两万六,由于竞争激烈及电磁波太强,2001年已跌价到了999元,灾情之惨重岂仅是唏嘘慨叹而已。
1.1 表面平坦好印好焊,小型承垫独领风骚当板面SMT的细长方形、或圆形、或方形之焊垫越来越多、越密、越小时,熔锡与喷锡处理垫面之高低不平,造成锡膏印刷不易与零件踩脚困难,进而造成热风或热氮气熔焊(Relow)品质的劣化。
此与十余年前盛行的通孔波焊,或后来垫面还够大时的锡膏熔焊等皆大异其趣。
彼时之垫面喷锡处理,无论在焊锡(Solderablity)或焊点强度(Joint Strength)方面,均非其它可焊处理之所能望其项背。
表面贴装焊点剪切力无合格判定标准的解析

表面贴装焊点剪切力无合格判定标准的解析发布时间:2022-08-29T01:30:36.513Z 来源:《科技新时代》2022年2期1月作者:杨绪瑶[导读] 在电子产品竞争日趋激烈的今天杨绪瑶连云港杰瑞电子有限公司江苏连云港222006摘要:在电子产品竞争日趋激烈的今天,产品质量水平不仅是企业技术和管理水平的标准,更与企业的生存和发展息息相关。
而随着元器件和PCB板的发展,SMT已成为电子组装的主流,提高产品质量已成为SMT生产中的最关键因素之一。
如何判断SMT器件焊点的可靠性,SMT工厂常常想用剪切力大小来评估。
但在整个电子制造行业中,包括国际电子工业联合会(IPC)在内的各个标准制定组织,并没有制定SMT焊接后器件的行业剪切力合格判断标准。
本文将从几个方面分析为什么行业中没有统一的器件剪切力合格判定标准,以及如何来判断SMT焊点质量是否合格。
关键词:表面贴装工艺、焊点、可靠性、标准、剪切力、合金层1、引言表面贴装工艺,又称表面贴装技术(SMT,Surface Mounted Technology的缩写),是一种无需在印制板上钻插装孔,而直接将表面组装元器件贴焊到印制线路板或其他基板表面的规定位置,用焊料使元器件与印制线路板之间构成机械和电气连接的电子组装技术。
表面贴装的最终目标是获得完美的焊点,即实现元器件与电路板之间机械和电气的完美连接。
焊点的可靠性就成为焦点关注的问题。
如何来判断焊点的可靠性是每位SMT从业人员所必须掌握的技能。
判断焊点的可靠性就需要参考相应的标准。
行业内通常想通过测试器件焊接后的剪切力值来判断焊点的可靠行。
然而,在整个电子组装行业中,有关于剪切力测试方法的标准,却没有判断剪切力值是否合格的标准。
国际电子工业联合会(IPC)作为著名的全球电子行业协会,其制定了涉及电子行业的涉及、制造和测试各个领域的标准,但依然没有焊点剪切力测试是否合格的标准。
本文就从几个专业技术角度来分析为什么整个电子组装行业没有统一的判断焊点剪切力是否合格的标准。
Osp
OspOSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。
OSP是Organic Solderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。
这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
1简介随着人们对电子产品的轻、薄、短、小型化、多功能化方向发展,印制线路板向着高精密度、薄型化、多层化、小孔化方向发展,尤其是SMT的迅猛发展,从而使SMT 用高密度薄板(如IC 卡、移动电话、笔记本电脑、调谐器等印制板)不断发展,使得热风整平工艺愈来愈不适应上述要求。
同时热风整平工艺使用的Sn-Pb 焊料也不符合环保要求,随着2006 年7 月1 日欧盟RoHS 指令的正式实施,业界急需寻求PCB 表面处理的无铅替代方式,最普遍的是有机焊料防护(OSP)、无电镀镍金沉浸(ENIG)、银沉浸以及锡沉浸。
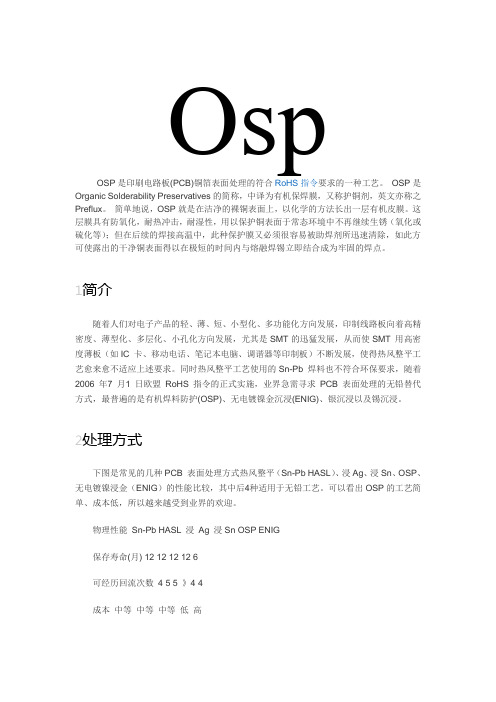
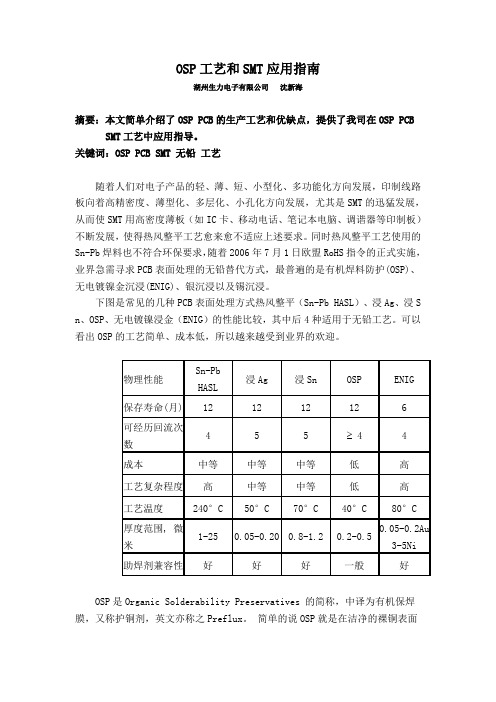
2处理方式下图是常见的几种PCB 表面处理方式热风整平(Sn-Pb HASL)、浸Ag、浸Sn、OSP、无电镀镍浸金(ENIG)的性能比较,其中后4种适用于无铅工艺。
可以看出OSP的工艺简单、成本低,所以越来越受到业界的欢迎。
物理性能Sn-Pb HASL 浸Ag 浸Sn OSP ENIG保存寿命(月) 12 12 12 12 6可经历回流次数4 5 5 》4 4成本中等中等中等低高工艺复杂程度高中等中等低高工艺温度240°C 50°C 70°C 40°C 80°C厚度范围, 微米1-25 0.05-0.20 0.8-1.2 0.2-0.5 0.05-0.2Au 3-5Ni助焊剂兼容性好好好一般好OSP是Organic Solderability Preservatives 的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
镍钯金工艺(ENEPIG)详解

镍钯金工艺(ENEPIG)详解一、镍钯金工艺(ENEPIG)与其他工艺如防氧化(OSP),镍金(ENIG)等相比有如下优点:1. 防止“黑镍问题”的发生–没有置换金攻击镍的表面做成晶粒边界腐蚀现象。
2. 化学镀钯会作为阻挡层,不会有铜迁移至金层的问题出现而引起焊锡性焊锡差。
3. 化学镀钯层会完全溶解在焊料之中,在合金界面上不会有高磷层的出现。
同时当化学镀钯溶解后会露出一层新的化学镀镍层用来生成良好的镍锡合金。
4. 能抵挡多次无铅再流焊循环。
5. 有优良的打金线(邦定)结合性。
6. 非常适合SSOP、TSOP、QFP、TQFP、PBGA等封装元件。
二、镍钯金工艺(ENEPIG)详解:1. 因为普通的邦定(ENIG)镍金板,金层都要求很厚基本上微米以上,ENEPIG板只需钯微米、金微米左右就可以满足(钯是比金硬很多的贵金属,要钯层的原因就是因为单纯的金、镍腐蚀比较严重,焊接可靠性差。
钯还有个作用是热扩散的作用,整体来说ENEPIG 可靠性比ENIG高)。
2. 化学镍钯金属这个制程已经提出好几年了,但是现在能量产的不多,也就是比较大的厂才有部分量产。
流程和化学沉金工艺基本相似,在化学镍和化学金中间加一个化学钯槽(还原钯)ENEPIG制程:除油--微蚀--酸洗--预浸--活化钯--化学镍(还原)--化学钯(还原)--化学金(置换)。
3. 现在说自己能做的供应商人很多,但是真正能做好的没有几家。
控制要主要点钯槽和金槽,钯是可以做催化剂的活性金属,添加了还原剂后,控制不好自己就反应掉,(就是俗话说的翻槽),沉积速度不稳定也是一个问题,很多配槽后速度很快,过不到几天速度就变慢很多。
这不是一般公司能做好的。
4. 化学沉金目前有很多有黑镍问题,以及加热后的扩散,中间添加一层致密的钯能有效的防至黑镍和镍的扩散。
5. 该表面处理最早是由INTER提出来的,现在用在BGA载板的比较多载板一面是需要邦定金线,另一面是需要做焊锡焊接。
镍钯金工艺(ENEPIG)详解

..镍钯金工艺(ENEPIG)详解一、镍钯金工艺(ENEPIG)与其他工艺如防氧化(OSP),镍金(ENIG)等相比有如下优点:1. 防止“黑镍问题”的发生–没有置换金攻击镍的表面做成晶粒边界腐蚀现象。
2. 化学镀钯会作为阻挡层,不会有铜迁移至金层的问题出现而引起焊锡性焊锡差。
3. 化学镀钯层会完全溶解在焊料之中,在合金界面上不会有高磷层的出现。
同时当化学镀钯溶解后会露出一层新的化学镀镍层用来生成良好的镍锡合金。
4. 能抵挡多次无铅再流焊循环。
5. 有优良的打金线(邦定)结合性。
6. 非常适合SSOP、TSOP、QFP、TQFP、PBGA等封装元件。
二、镍钯金工艺(ENEPIG)详解:1. 因为普通的邦定(ENIG)镍金板,金层都要求很厚基本上0.3微米以上,ENEPIG板只需钯0.1微米、金0.1微米左右就可以满足(钯是比金硬很多的贵金属,要钯层的原因就是因为单纯的金、镍腐蚀比较严重,焊接可靠性差。
钯还有个作用是热扩散的作用,整体来说ENEPIG可靠性比ENIG高)。
2. 化学镍钯金属这个制程已经提出好几年了,但是现在能量产的不多,也就是比较大的厂才有部分量产。
流程和化学沉金工艺基本相似,在化学镍和化学金中间加一个化学钯槽(还原钯)ENEPIG制程:除油--微蚀--酸洗--预浸--活化钯--化学镍(还原)--化学钯(还原)--化学金(置换)。
3. 现在说自己能做的供应商人很多,但是真正能做好的没有几家。
控制要主要点钯槽和金槽,钯是可以做催化剂的活性金属,添加了还原剂后,控制不好自己就反应掉,(就是俗话说的翻槽),沉积速度不稳定也是一个问题,很多配槽后速度很快,过不到几天速度就变慢很多。
这不是一般公司能做好的。
4. 化学沉金目前有很多有黑镍问题,以及加热后的扩散,中间添加一层致密的钯能有效的防至黑镍和镍的扩散。
5. 该表面处理最早是由INTER提出来的,现在用在BGA载板的比较多载板一面是需要邦定金线,另一面是需要做焊锡焊接。
osp培训教材
二、宏泽电子F22G系列药水介绍
*
F22G應用及特性
應用: 印刷電路板(PCB、FPC) 與IC載板之無鉛焊墊 特性 : 低成本表面處理技術 均勻的保護膜,提供最平坦的焊墊表面 較低的表面離子污染度 只在銅面上形成皮膜,防止金面上的變色污染 耐熱性優異,經多次迴焊處理後仍有極佳的焊錫性 優異的耐濕性,具有一年的保護銅能力 相容於無鉛化 (Lead-free) SMT製程 相容於免洗型(No-Clean)SMT製程 非揮發性溶劑之水溶性溶液,安全性高 低溫操作,增加電路板結構穩定性 化學性質溫和、不攻擊防焊綠漆
*
OSP的耐热性
OSP的耐热性是无铅化焊接过程中的核心问题.由于OSP的组成中,不仅含有高活性咪唑类与新鲜铜表面形成牢固的络合体,而且在无铅焊接高温度下不发生分解和逸出气体,因此要采用高分解温度OSP产品.目前,主要走向采用耐热性高的烷基苯基咪唑类组成. 烷基苯基咪唑类的热分解温高达354.7℃衍生式苯基咪唑类的热分解温度为240~260 ℃之间.因此,烷基苯基咪唑类的OSP明显地提高了分解温度和耐热性,完全适宜于无铅化焊接温度下多次回流焊接的应用.
绿油限制
有
有
有
无
无
焊点IMC
Cu6Sn5
Ni3Sn4
Cu6Sn5
Cu6Sn5
Cu6Sn5
*
4、有机保焊剂(OSP)的未来
有机保焊剂(OSP)又可称耐热预焊剂.从目前来看,由于OSP较好地解决了无铅化焊接过程中的保护性、耐热性和可焊性的基本要求,加其成本低和制造工艺过程简单,因此,耐热型/高温型的OSP还会得到快速的发展,其市场占有率还会进一步提高。OSP除了具有保护性、耐热性和可焊性的基本要求外,还具有其它突出的优点,如:生产过程最简单和稳定,OSP的生产过程仅为微蚀、预浸、上有机膜、烘干几步;返工/存储过期处理最简单,不会损伤PCB和增加厚度;在所有表面涂覆(镀)层中成本最低.这些优点也决定着OSP在无铅化焊接中的地位提高和市场继续扩大.
PCB板的无铅表面处理比较
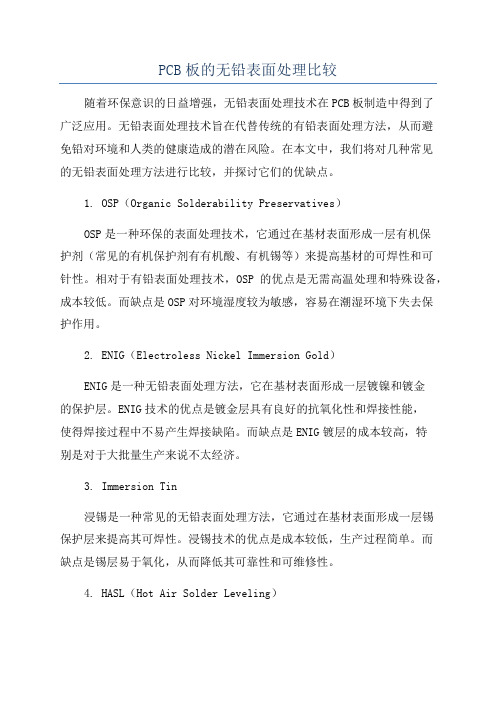
PCB板的无铅表面处理比较随着环保意识的日益增强,无铅表面处理技术在PCB板制造中得到了广泛应用。
无铅表面处理技术旨在代替传统的有铅表面处理方法,从而避免铅对环境和人类的健康造成的潜在风险。
在本文中,我们将对几种常见的无铅表面处理方法进行比较,并探讨它们的优缺点。
1. OSP(Organic Solderability Preservatives)OSP是一种环保的表面处理技术,它通过在基材表面形成一层有机保护剂(常见的有机保护剂有有机酸、有机锡等)来提高基材的可焊性和可针性。
相对于有铅表面处理技术,OSP的优点是无需高温处理和特殊设备,成本较低。
而缺点是OSP对环境湿度较为敏感,容易在潮湿环境下失去保护作用。
2. ENIG(Electroless Nickel Immersion Gold)ENIG是一种无铅表面处理方法,它在基材表面形成一层镀镍和镀金的保护层。
ENIG技术的优点是镀金层具有良好的抗氧化性和焊接性能,使得焊接过程中不易产生焊接缺陷。
而缺点是ENIG镀层的成本较高,特别是对于大批量生产来说不太经济。
3. Immersion Tin浸锡是一种常见的无铅表面处理方法,它通过在基材表面形成一层锡保护层来提高其可焊性。
浸锡技术的优点是成本较低,生产过程简单。
而缺点是锡层易于氧化,从而降低其可靠性和可维修性。
4. HASL(Hot Air Solder Leveling)HASL是一种传统的有铅表面处理方法,但也可以通过使用无铅焊锡来实现无铅处理。
HASL技术的优点是成本低,适用于批量生产。
然而,由于铅的环境和健康风险,HASL正逐渐被更环保的无铅表面处理技术所取代。
总的来说,不同的无铅表面处理方法各有优缺点。
在选择适合自己的无铅表面处理方法时,需要考虑生产成本、产品可靠性、环境要求等方面的因素。
同时,随着技术的不断发展,无铅表面处理技术也在不断进化,未来可能会有更多新的无铅表面处理方法出现。
OSP流程讲义

一. 必须先将osp膜退除干净。(用H2SO410%,或工 业酒精均可,但优先使用酒精以防强酸攻击S/M)
二. OSP 后异常板必需先退膜后修补,未退膜的板子禁止 烘烤否则板子会因无法退膜直接报废.
三.对设备,水质要求较高osp槽其是选择性化金
板受天线效应之影响,其微蚀量会成倍增加,重工3次甚
OSP流程简介
一 OSP基本流程:
入料
脱脂
水洗*2
微蚀
水洗*2
酸洗 水洗*2 OSP处理 水洗*4
吹干
烘干
出料
F2處理時間 . 處理溫度和皮膜之間的關係。
OSP流程简介
F2處理時間 . PH值和皮膜之間的關係。
OSP流程简介
烷基苯并咪唑与铜络合形成有机保焊膜之反应原理 为: 苯并咪唑环与铜的3d10结合形成错合离子团。所以 其苯环失去氢再与铜络合的速度取决于1氢与氢氧根结合 生成水的速度2烷基苯并咪唑环的多少。所以影响形成OSP 膜的最主要因素为:F2的浓度和PH值。
至可将1200U“的铜厚PAD全部咬蚀掉.
如下图:
OSP流程简介
ENIG PAD
受天线效应影响之 PAD
正常OSP PAD
盲孔
讲义结束! 谢谢!
OSP流程简介
PCB后制程加工形式: HAL即俗称的喷锡板
OSP生产工艺
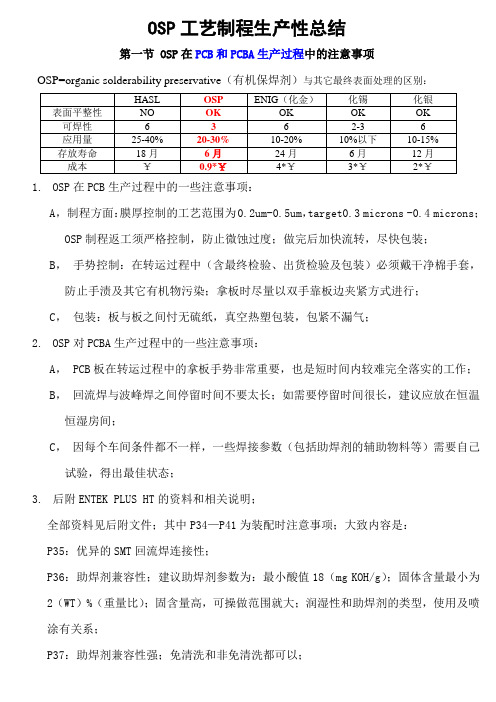
OSP工艺制程生产性总结第一节 OSP在PCB和PCBA生产过程中的注意事项OSP=organic solderability preservative(有机保焊剂)与其它最终表面处理的区别:1.OSP在PCB生产过程中的一些注意事项:A,制程方面:膜厚控制的工艺范围为0.2um-0.5um,target0.3 microns -0.4 microns;OSP制程返工须严格控制,防止微蚀过度;做完后加快流转,尽快包装;B,手势控制:在转运过程中(含最终检验、出货检验及包装)必须戴干净棉手套,防止手渍及其它有机物污染;拿板时尽量以双手靠板边夹紧方式进行;C,包装:板与板之间忖无硫纸,真空热塑包装,包紧不漏气;2.OSP对PCBA生产过程中的一些注意事项:A,PCB板在转运过程中的拿板手势非常重要,也是短时间内较难完全落实的工作;B,回流焊与波峰焊之间停留时间不要太长;如需要停留时间很长,建议应放在恒温恒湿房间;C,因每个车间条件都不一样,一些焊接参数(包括助焊剂的辅助物料等)需要自己试验,得出最佳状态;3.后附ENTEK PLUS HT的资料和相关说明;全部资料见后附文件;其中P34—P41为装配时注意事项;大致内容是:P35:优异的SMT回流焊连接性;P36:助焊剂兼容性;建议助焊剂参数为:最小酸值18(mg KOH/g);固体含量最小为2(WT)%(重量比);固含量高,可操做范围就大;润湿性和助焊剂的类型,使用及喷涂有关系;P37:助焊剂兼容性强;免清洗和非免清洗都可以;P38:无铅波峰焊溶铜情况:产品经验说明,溶铜情况低于美国NIST和NEMI报告(标准)1~1.5%,稳定在~0.78%;P39:ICT测试:用尖头测试针;接触电阻低于40微欧;P40:错印板清洁处理:有机溶剂攻击OSP膜;清洁后(表面无OSP膜保护)尽快全制程安装结束;(一般24小时内无问题;如异常,可选用酸度较高的助焊剂)P41:保存时间:20~30℃,湿度小于70度,12个月;6个月保证;第二节 OSP板在无铅焊接过程中的注意事项1.OSP焊接出现的焊盘针孔现象:A,该现象与OSP无关,因助焊剂喷上后,OSP膜就分解了,与后续的焊接没有关系;B,板表面温度偏低,为提高可焊性,加大了助焊剂的喷涂量降低了板温;C,冷焊和助焊剂中的挥发成份是产生气孔(针眼)的原因之一,盘越大,吸热越大,则产生气孔(针眼)越明显;D,锡炉中如果铜含量偏高,则焊盘表面也会出现起沙点和产生针眼的现象;F,RoHS焊接的本质,《IPC-610D》有明确的要求:第三节IMC与焊接温度和时间的相互关系IMC=Intermetallic Compounds金属间结合层1.IMC厚度与抗拉强度的关系:A,IMC<0.5um时,金属间结合层太薄,几乎没有抗拉强度;B,IMC=0.5um时,抗拉强度最佳;C,0.5um<IMC≤4.0um时,抗拉强度可以接受;(有铅的最佳为1.2um≤IMC≤3.5um)2.IMC的特性:A,它与基板材料、焊盘、元器件焊端之间的热膨胀系数差别很大;B,此种合金组织比较脆,它的厚度与焊接温度和时间成正比;C,温度没有达到210℃-230℃时,不能形成足够的IMC,只有在220℃维持2秒钟左右的条件下,才能形成良性的IMC;D,当温度大于230℃时,扩散反应就加速,声成过多的恶性IMC,焊点变得脆性多孔;第四节PCBA通孔焊点“砂眼”分析AFR= Annualized Fail Rate 年返率1.退锡工艺的PCB板,经过波峰焊接后出现焊点“砂眼”原因:A,退锡药水的主要成分硝酸及硝酸铁,攻击铜的主要物质是硝酸铁,吹孔的主要原因是孔内有水汽;B,PCB板喷锡后肯定是PAD上的锡比孔内的锡厚得多,所以退净PAD上的锡则孔内的铜肯定会被攻击,最终导致孔铜变薄且有空洞,PCB板经OSP后残留水汽,引起吹孔,表现出了焊点“砂眼”。
enig 处理工艺

enig 处理工艺Enig处理工艺是一种在PCB制造过程中使用的表面处理工艺。
它的全称是电镀镍金工艺,是通过将金属镍和金属金属混合物电镀到Copper底材上来形成一个金属保护层。
这种保护层可以用于保护电路板不受氧化,腐蚀等化学性能的影响。
Enig处理工艺的工艺流程包含了以下几个步骤:(1)化学处理法:首先还原底材,脱脂、清洗,去铜剩余;(2)镀镍法:在化学处理过的Copper底材表面喷洒亲水性溶液,电化成Ni@+2;(3)中和反应:使用碱液将溶液中的Ni@+2还原为Ni;(4)化学处理法:再次清洗。
比起现有表面处理工艺,Enig处理工艺具有以下优点:1.优异的焊接性:传统Copper PCB的表面处理有镀金(electroless gold, ENEPIG),OSP(Organic Solderability Preservatives,有机钝化剂)和HASL (Hot Air Solder Levelling,热空气钎焊)等,这些表面处理方法降低了PCB的焊接性。
相比而言,Enig处理工艺保证了高可靠性的焊接。
2.表面平整度:在进行Enig处理之后,金属保护层可以在Copper表面形成一个平坦的层。
这个层保证了底材表面的光滑度以及更好的贴附度。
这在高密度PCB的生产过程中尤为重要。
3.提升环保:由于Enig处理工艺过程中,没有使用有害的化学品,因此这种工艺流程可以有效地降低工艺对环境的影响。
Enig处理工艺也有一些缺点和局限,这些都需要我们注意:1.成本较高:因为其比起传统表面处理工艺要更复杂,因此Enig处理工艺的成本较高。
这对于一些小批量数字电路的制造可能存在一些困难。
2.厚度控制:Enig处理工艺中沉积的金属保护层厚度是固定的。
由于部分组件的焊盘需要更高的厚度,因此这种工艺方法不能满足所有的需求。
3.表面性能不足:金属保护层虽然可以保护底材,但是在强酸、强碱等环境下仍然很容易发生蚀刻,这意味着在一些特殊工作条件下,Enig处理工艺不能完全满足需求。
印刷电路板抗氧化处理

OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。
OSP 是Organic Solderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。
这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
随着人们对电子产品的轻、薄、短、小型化、多功能化方向发展,印制线路板向着高精密度、薄型化、多层化、小孔化方向发展,尤其是SMT的迅猛发展,从而使SMT 用高密度薄板(如IC 卡、移动电话、笔记本电脑、调谐器等印制板)不断发展,使得热风整平工艺愈来愈不适应上述要求。
同时热风整平工艺使用的Sn-Pb 焊料也不符合环保要求,随着2006 年7 月1 日欧盟RoHS 指令的正式实施,业界急需寻求PCB 表面处理的无铅替代方式,最普遍的是有机焊料防护(OSP)、无电镀镍金沉浸(ENIG)、银沉浸以及锡沉浸。
下图是常见的几种PCB 表面处理方式热风整平(Sn-Pb HASL)、浸Ag、浸Sn、OSP、无电镀镍浸金(ENIG)的性能比较,其中后4种适用于无铅工艺。
可以看出OSP的工艺简单、成本低,所以越来越受到业界的欢迎。
物理性能Sn-Pb HASL 浸Ag 浸Sn OSP ENIG 保存寿命(月) 12 12 12 12 6 可经历回流次数4 5 5 》4 4 成本中等中等中等低高工艺复杂程度高中等中等低高工艺温度240°C 50°C 70°C 40°C 80°C 厚度范围, 微米1-25 0.05-0.20 0.8-1.2 0.2-0.5 0.05-0.2Au 3-5Ni 助焊剂兼容性好好好一般好OSP是Organic Solderability Preservatives 的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
无铅焊接的高耐热型OSP(有机保焊剂)技术

() 4 护铜 槽液 对 补 强板 ( ie e s. s f n r) tf 7 不 良影 响。
OS 薄 膜 。 P () 3 在金 面上 不会 沉积O P S 薄膜 。
2 晶片 安置 与银 胶硬 化10 10 . 7 — 8 ℃数 分钟 。 3 以Pa ma 洁 数 分钟 ,并 在 防 焊 绿 漆 上 形成 微 . ls 清 粗 度 以 增 进 对 环 氧 树 脂 模 料 (p x lig E o y Modn
e ev t e ) 。 随 着 耐 热 型 有 机 保 焊 剂 的 推 出 , s rai s v 等 ;工艺 的 成本 低 、焊 接强 度 高 、可 耐 多次 回焊 处 理 、 P
免OS J P ̄附着 不 良。 ] 护 铜 段 :有 机 护 铜 处 理
,
在 铜 面 上 沉 积 一 层 透 明
…
・ ・ 一 ・ ・・ ・・ ・
维普资讯
…
…
…
…
…
…
…
…
…
…
・
・
>> W W W . PC. C_ CO M . CN
37
维普资讯
l 一 表面 贴 装一 一 I 一
() 黏 着材 料 (d e i ) 高分 { 2在 a h s e及 v
。
(h o u发 开 出 适 用 于 无 铅 焊 锡 ( 点 :20~2 0C之 S kk) 熔 1 3  ̄)
护 铜液 开 始 ,在 P B 面 形 成暂 时性 的 保护 膜 ,直 至 第 五 代 的Arl h n l d z l,其 裂 解 温 度 高 达 3 4 c铜 y P o yi a oe mi 5
PCB的表面工艺处理方式
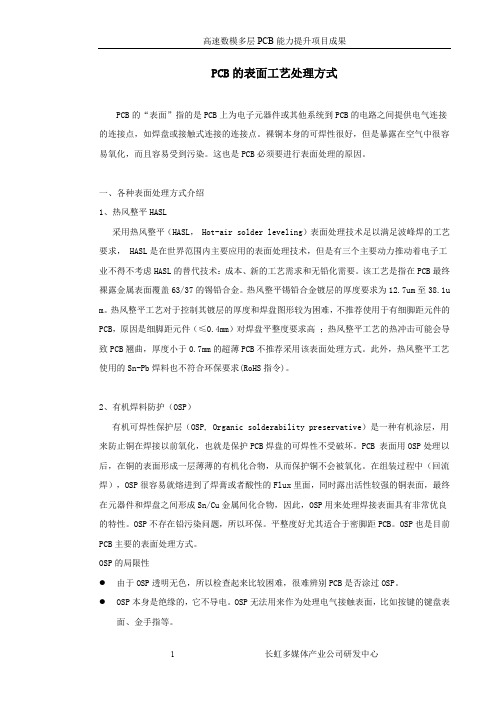
PCB的表面工艺处理方式PCB的“表面”指的是PCB上为电子元器件或其他系统到PCB的电路之间提供电气连接的连接点,如焊盘或接触式连接的连接点。
裸铜本身的可焊性很好,但是暴露在空气中很容易氧化,而且容易受到污染。
这也是PCB必须要进行表面处理的原因。
一、各种表面处理方式介绍1、热风整平HASL采用热风整平(HASL, Hot-air solder leveling)表面处理技术足以满足波峰焊的工艺要求, HASL是在世界范围内主要应用的表面处理技术,但是有三个主要动力推动着电子工业不得不考虑HASL的替代技术:成本、新的工艺需求和无铅化需要。
该工艺是指在PCB最终裸露金属表面覆盖63/37的锡铅合金。
热风整平锡铅合金镀层的厚度要求为12.7um至38.1u m。
热风整平工艺对于控制其镀层的厚度和焊盘图形较为困难,不推荐使用于有细脚距元件的PCB,原因是细脚距元件(≤0.4mm)对焊盘平整度要求高;热风整平工艺的热冲击可能会导致PCB翘曲,厚度小于0.7mm的超薄PCB不推荐采用该表面处理方式。
此外,热风整平工艺使用的Sn-Pb焊料也不符合环保要求(RoHS指令)。
2、有机焊料防护(OSP)有机可焊性保护层(OSP, Organic solderability preservative)是一种有机涂层,用来防止铜在焊接以前氧化,也就是保护PCB焊盘的可焊性不受破坏。
PCB 表面用OSP处理以后,在铜的表面形成一层薄薄的有机化合物,从而保护铜不会被氧化。
在组装过程中(回流焊),OSP很容易就熔进到了焊膏或者酸性的Flux里面,同时露出活性较强的铜表面,最终在元器件和焊盘之间形成Sn/Cu金属间化合物,因此,OSP用来处理焊接表面具有非常优良的特性。
OSP不存在铅污染问题,所以环保。
平整度好尤其适合于密脚距PCB。
OSP也是目前PCB主要的表面处理方式。
OSP的局限性●由于OSP透明无色,所以检查起来比较困难,很难辨别PCB是否涂过OSP。
OSP工艺和SMT_用指南
OSP工艺和SMT应用指南湖州生力电子有限公司沈新海摘要:本文简单介绍了OSP PCB的生产工艺和优缺点,提供了我司在OSP PCB SMT工艺中应用指导。
关键词:OSP PCB SMT 无铅工艺随着人们对电子产品的轻、薄、短、小型化、多功能化方向发展,印制线路板向着高精密度、薄型化、多层化、小孔化方向发展,尤其是SMT的迅猛发展,从而使SMT用高密度薄板(如IC卡、移动电话、笔记本电脑、调谐器等印制板)不断发展,使得热风整平工艺愈来愈不适应上述要求。
同时热风整平工艺使用的Sn-Pb焊料也不符合环保要求,随着2006年7月1日欧盟RoHS指令的正式实施,业界急需寻求PCB表面处理的无铅替代方式,最普遍的是有机焊料防护(OSP)、无电镀镍金沉浸(ENIG)、银沉浸以及锡沉浸。
下图是常见的几种PCB表面处理方式热风整平(Sn-Pb HASL)、浸Ag、浸S n、OSP、无电镀镍浸金(ENIG)的性能比较,其中后4种适用于无铅工艺。
可以看出OSP的工艺简单、成本低,所以越来越受到业界的欢迎。
OSP是Organic Solderability Preservatives 的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单的说OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜,这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短时间内与熔融焊锡立即结合成为牢固的焊点。
其实OSP并非新技术,它实际上已经有超过35年,比SMT历史还长。
OSP具备许多好处,例如平整面好,和焊盘的铜之间没有IMC形成,允许焊接时焊料和铜直接焊接(润湿性好),低温的加工工艺,成本低(可低于HASL),加工时的能源使用少等等。
OSP技术早期在日本十分受欢迎,有约4成的单面板使用这种技术,而双面板也有近3成使用它。
ENEPIG表面处理技术

ENEPIG表面处理技术应用研究高峰、温怡芸一华为技术有限公司工艺技术研究部摘要:为规避化学镍金黑盘(ENIG Black pad )造成的潜在失效风险,解决选择性ENIG + OSP设计限制及工艺流程复杂、成本高限制,特选择行业五支主流ENEPIG^水,对ENEPIG镀层综合性能进行全方位评估,包括:镍腐蚀(黑盘)、透锡率、焊点强度、按键性等。
从最终评估结果来看,ENEPIG镀层是一种比较完美的镀层,完全无黑盘失效风险,可替代ENIG规避黑盘失效风险,替代ENIG+ OSP 实现成本的降低。
ENEPIG的英文全称是Electroless Nickel Electroless Palladium Immersion Gold。
在传统ENIG 生产线上增加一个钯槽,即可实现ENEPIG X艺,工艺制作流程时间相比ENIG无明显提高。
采用氧化还原体系的钯,在沉积过程中不会对镍层产生攻击,可以作为金沉积过程中的阻挡层,规避镍腐蚀的产生。
对于焊接来说,钯本身就是就可以作为抗氧化层,ENEPIG金层的厚度相比ENIG来说可以降低至0.015um,由于金价远高于钯,所以ENEPIG综合成本相比ENIG并不会太高。
■■■■■丁p ■■■■= ■ 丫rv v , W f arrvra ia ■ r ,.fl k er ■■ ?■EMG ti乜e.Rfe >EHEFKX I, 举山tu, . c.lk :■■■!' J ! aa . IS--ECh ENEPIG工艺H轉ENEPIG技术需求ENEPIG完全无黑盘失效风险,可替代ENIG规避黑盘失效风险,不存在ENIG+OS设计限制条件, 且可比成本低8-10 %,故从设计及加工综合考虑,ENEPIG可替代ENIG+OSP实现降低成本。
ENIG的黑盘风险传统的ENIG表面处理,由于其存在的置换反应机理,决定镍腐蚀(Nickel corrosion )不可避免,当镍腐蚀达到一定程度时,会对焊点存在可靠性隐患,在IMC处发生脆性断裂,岀现黑色的断口,业界将此失效现象定义为“ Blackpad ”。
OSP板 化金板 化银板 喷锡板等工艺区别
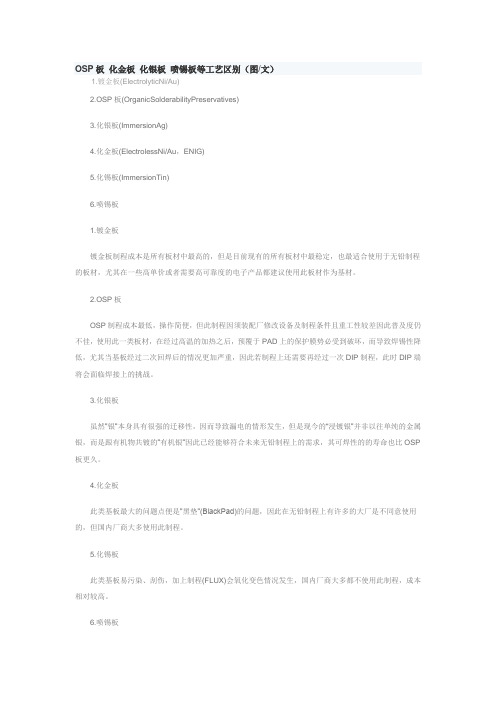
OSP板化金板化银板喷锡板等工艺区别(图/文)1.镀金板(ElectrolyticNi/Au)2.OSP板(OrganicSolderabilityPreservatives)3.化银板(ImmersionAg)4.化金板(ElectrolessNi/Au,ENIG)5.化锡板(ImmersionTin)6.喷锡板1.镀金板镀金板制程成本是所有板材中最高的,但是目前现有的所有板材中最稳定,也最适合使用于无铅制程的板材,尤其在一些高单价或者需要高可靠度的电子产品都建议使用此板材作为基材。
2.OSP板OSP制程成本最低,操作简便,但此制程因须装配厂修改设备及制程条件且重工性较差因此普及度仍不佳,使用此一类板材,在经过高温的加热之后,预覆于PAD上的保护膜势必受到破坏,而导致焊锡性降低,尤其当基板经过二次回焊后的情况更加严重,因此若制程上还需要再经过一次DIP制程,此时DIP端将会面临焊接上的挑战。
3.化银板虽然”银”本身具有很强的迁移性,因而导致漏电的情形发生,但是现今的“浸镀银”并非以往单纯的金属银,而是跟有机物共镀的”有机银”因此已经能够符合未来无铅制程上的需求,其可焊性的的寿命也比OSP 板更久。
4.化金板此类基板最大的问题点便是”黑垫”(BlackPad)的问题,因此在无铅制程上有许多的大厂是不同意使用的,但国内厂商大多使用此制程。
5.化锡板此类基板易污染、刮伤,加上制程(FLUX)会氧化变色情况发生,国内厂商大多都不使用此制程,成本相对较高。
6.喷锡板因为cost低,焊锡性好,可靠度佳,兼容性最强,但这种焊接特性良好的喷锡板因含有铅,所以无铅制程不能使用。
另有”锡银铜喷锡板”由于大多数都不使用此制程,故特性资料取的困难.附图:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.背景
ENIG兼具可焊性,可触通,可打线,与可散 热等四种功能于一身,成为表面处理的主要 方式.当笔记型电脑主机板和电子电话手机 板上,其BGA或CSP焊垫即多又小,ENIG即 渐发生焊锡性的欠佳,焊点强度不足,焊点后 续可靠度降低,甚至焊点裂开分离等问题.
二.产生原因分析
三.从焊接机理解释OSP焊锡性比ENIG强
在镍表面形成的焊IMC是以Ni3Sn4为主体, 而且在锡镍界面之间还会缓慢的长厚;一般 焊接中铜与锡亲合速度要超过镍锡的10倍以 上,在较易以较快生长IMC的情形之下,铜面 的焊点自然要比镍面焊点更为牢靠.
四,各种可焊表面处理焊接后经拉试之强度 对比(读值为磅数)(未经老化或高温环境)
由于BGA,MINI-BGA或CSP等圆型焊垫又 小又密,且还躲藏在元件本体的腹底,故焊接 位置的热量不易送入,故先天已经不足,再加 上Ni,Sn的IMC原本就较弱,以及免清洗的助 焊剂更是缺少活力等后天失调下(化镍浸金 之焊点强度就不如OSP或喷锡),于是状况频 出之际,目前许多手机板对此等小垫已改做 OSP处理.
化镍浸金 11 267 375 403 136
五.对比数据总结
1.从上述对比数据来看,ENIG焊接强度的稳 定性较差(落差大)
2.假设载板与组装之焊垫与锡球之品质,彼 此都相同而暂不加以考虑时,则其焊接点强 度与可靠度直接与IMC本身的强度有关.由 于喷锡与OSP制程式在焊接中所形成的IMC 为Cu6Sn5,且又未受其它不纯金属(如金,银 等)熔入而污染,故所表现出的强度自然好
数 据 试拉片数 最低值 平均值 最高值 落差
处理
喷锡
1
376 392 410 34
OSP
1
384 395 404 20
浸锡
4
350 382 404 54
浸锡
2
373 389 401 28
无电钯 1
155 188 240 85
无电镍钯 2
299 377 395 96
镍钯金 3
377 386 395 18