氩弧焊焊接工艺参数
氩弧焊焊接工艺参数-12页文档资料

氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α 的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
一般手工氩弧焊喷嘴孔径和保护气流量的选用见表2。
表 2 喷嘴孔径与保护气流量选用范围4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。
不锈钢氩弧焊工艺参数

不锈钢氩弧焊工艺参数
不锈钢氩弧焊的工艺参数包括焊接电流、焊接电压、氩气流量和焊接速度等。
具体的参数设置应根据不锈钢的合金成分、厚度和焊接位置等因素来确定。
一般而言,建议的工艺参数如下:
1. 焊接电流:一般为80-120安培,具体取决于不锈钢材料的厚度,一般厚度越大,所需电流越高。
2. 焊接电压:一般为18-25伏特,具体取决于不锈钢材料的厚度和焊接电流,较大的电流需要较高的电压。
3. 氩气流量:一般为8-15升/分钟,具体取决于焊接电流和不锈钢材料的厚度,较大的电流和厚度需要较大的氩气流量。
4. 焊接速度:一般为6-10厘米/分钟,具体取决于焊接电流和不锈钢材料的厚度,较大的电流和厚度需要较慢的焊接速度。
以上参数仅供参考,实际的工艺参数需要根据具体情况进行调整和优化。
在进行焊接作业前,建议先进行试焊,并通过实际试验来确定最佳的工艺参数。
还要注意随时检查焊接质量,并确保焊缝的均匀和牢固。
氩弧焊焊接工艺参数

氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
不锈钢氩弧焊工艺参数
不锈钢氩弧焊工艺参数摘要:一、引言二、不锈钢氩弧焊概述三、不锈钢氩弧焊的工艺参数1.焊接电流2.焊接电压3.氩气流量4.焊接速度5.焊接线形四、总结正文:一、引言不锈钢氩弧焊是一种常见的金属焊接方式,尤其在不锈钢制品的焊接中应用广泛。
要想获得高质量的不锈钢焊接效果,必须对氩弧焊的工艺参数有充分的了解和掌握。
本文将对不锈钢氩弧焊的工艺参数进行详细解析。
二、不锈钢氩弧焊概述不锈钢氩弧焊,顾名思义,就是在焊接不锈钢制品时,采用氩气作为保护气体的一种焊接方法。
由于氩气具有极好的保护性能,可以有效防止焊接过程中的氧化和氢化,因此,氩弧焊非常适合于不锈钢这种易氧化的金属材料。
三、不锈钢氩弧焊的工艺参数1.焊接电流:焊接电流是影响氩弧焊效果的重要因素。
焊接电流过大,会使焊缝宽度增加,焊缝深度减小,焊缝成型不良;焊接电流过小,则会导致焊缝宽度过窄,焊缝深度不足,焊接质量下降。
2.焊接电压:焊接电压与焊接电流一样,对焊接效果有着重要影响。
焊接电压过高,会使焊缝深度增加,但焊缝宽度会减小,焊接质量不稳定;焊接电压过低,则会导致焊缝深度不足,焊接效果不理想。
3.氩气流量:氩气流量对于保护焊接区域,防止氧化和氢化至关重要。
氩气流量过大,会导致焊接区域温度下降,焊接效果不稳定;氩气流量过小,则保护效果不佳,焊缝易受氧化和氢化影响。
4.焊接速度:焊接速度是影响氩弧焊效率的关键因素。
焊接速度过快,会导致焊缝深度不足,焊接质量下降;焊接速度过慢,则会使焊接效率低下。
5.焊接线形:焊接线形对于焊缝的成型和美观有着重要影响。
一般来说,焊接线形分为直线形、圆弧形和八字形等,根据实际需要选择合适的焊接线形。
四、总结不锈钢氩弧焊的工艺参数对焊接效果有着重要影响,要想获得高质量的焊接效果,必须对这些参数有充分的了解和掌握。
氩弧焊焊接工艺参数

板厚(mm)
电极直径(mm)
冷却水压(mPa)
焊接电流(A)
气体流量(I/min)
电流种类及极性
喷嘴直径
1.0+1.0
φ2.4
1.5
80~100
4~6
直流正接
6#
1.0+1.2
φ2.4
1.5
100~130
4~6
直流正接
6#
1.0+1.5
φ2.4
1.5
130~150
4~8
直流正接
6#
1.2+1.2
φ2.4
1.5
140~160
4~8
直流正接
6#
1.2+1.5
φ2.4
1.5
140~170
8~9
直Байду номын сангаас正接
6#
2.0+2.0
φ2.4
1.5
160-200
8~10
直流正接
6#
2.0+2.5
φ2.4
1.5
180~220
8~10
直流正接
6#
2.氩焊角焊焊接工艺参数(材质为铝板、合金板)
板厚(mm)
电流(A)
钨极直径(mm)
填充焊丝直径(mm)
氩气流量(L/min)
1mu(以内)
40~50
φ1.6
φ1.6~2.4
4~5
1.5
50~70
φ2.4
6~7
2
50~70
φ2.4
3
9~120
φ3.2
版本
修改内容
氩弧焊焊接工艺参数_百度文库(精)

氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩弧焊焊接工艺参数的选择
氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α 的大小会影响钨极的许用电流、引弧及稳弧性能。
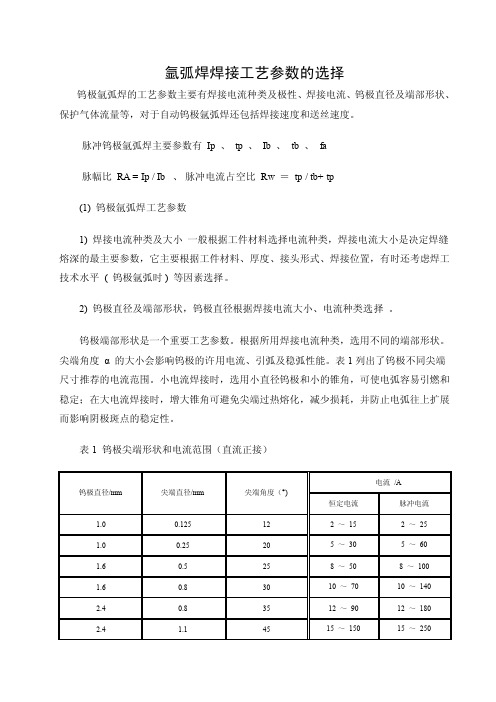
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
一般手工氩弧焊喷嘴孔径和保护气流量的选用见表2。
表 2 喷嘴孔径与保护气流量选用范围4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。
钨极氩弧焊(TIG焊)焊接工艺参数

钨极氩弧焊(TIG焊)的焊接工艺参数
钨极氩弧焊简称为TIG焊,它使用熔点很高的纯钨或钨合金(钍钨、铈钨)作为不熔化电极的氩气保护焊,故也称不熔化极氩弧焊。
为了确保钨极氩弧焊的质量,必须对焊件与焊丝表面进行清理,去除金属表面的氧化膜、油污等杂质,否则在焊接过程中将会影响电弧的稳定性,产生气孔和未熔合等缺陷.焊接工艺参数如下;
1)钨极直径:
钨极直径主要根据焊件厚度选取.此外,在同等焊接条件下,选用不同的电流种类和极性,钨极电流许用值不同,采用的钨极直径也不同.如钨极直径选择不当,将造成电弧不稳、钨极烧损和焊缝夹钨现象;
2)焊接电流:
当钨极直径选定后,再选择合适的焊接电流.各种直径的钍(铈)钨极许用电流值见表1-001;
3)氩气流量:
氩气流量主要根据钨极直径和喷嘴直径来选取,通常在3~20L/min范围内;
4)焊接速度:
氩气保护层是柔性的,当遇到侧向风力或焊接速度过快时,则氩气气流会产生弯曲而偏离熔池,影响气体保护效果,而且焊接速度会影响焊缝成形,因此应选择合适的焊接速度;
5)工艺因素:
主要指喷嘴形状与直径、喷嘴至焊件的距离、钨极伸出长度、填充焊丝直径等.虽然这些工艺因索变化不大,但对气体保护效果和焊接过程有一定影响,应根据具体情况选择.通常喷嘴直径在5~20mm内选用;喷嘴至焊件的距离不超过15mm;钨极伸出喷嘴长度为3~4mm;填充焊丝直径根据焊件厚度选择。
TIG焊焊接工艺参数:
杨怡平
2011-6-19。
氩弧焊焊接工艺参数

氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩弧焊焊接中工艺参数

氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊)或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩弧焊焊接工艺参数的选择
氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
氩弧焊焊接工艺参数的选择
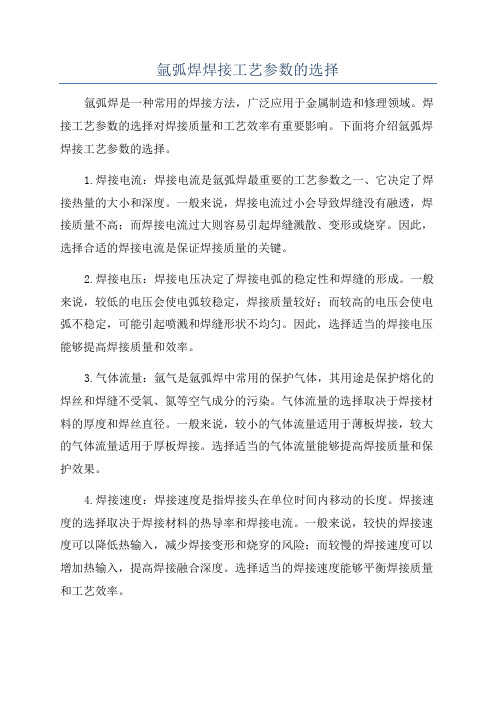
氩弧焊焊接工艺参数的选择氩弧焊是一种常用的焊接方法,广泛应用于金属制造和修理领域。
焊接工艺参数的选择对焊接质量和工艺效率有重要影响。
下面将介绍氩弧焊焊接工艺参数的选择。
1.焊接电流:焊接电流是氩弧焊最重要的工艺参数之一、它决定了焊接热量的大小和深度。
一般来说,焊接电流过小会导致焊缝没有融透,焊接质量不高;而焊接电流过大则容易引起焊缝溅散、变形或烧穿。
因此,选择合适的焊接电流是保证焊接质量的关键。
2.焊接电压:焊接电压决定了焊接电弧的稳定性和焊缝的形成。
一般来说,较低的电压会使电弧较稳定,焊接质量较好;而较高的电压会使电弧不稳定,可能引起喷溅和焊缝形状不均匀。
因此,选择适当的焊接电压能够提高焊接质量和效率。
3.气体流量:氩气是氩弧焊中常用的保护气体,其用途是保护熔化的焊丝和焊缝不受氧、氮等空气成分的污染。
气体流量的选择取决于焊接材料的厚度和焊丝直径。
一般来说,较小的气体流量适用于薄板焊接,较大的气体流量适用于厚板焊接。
选择适当的气体流量能够提高焊接质量和保护效果。
4.焊接速度:焊接速度是指焊接头在单位时间内移动的长度。
焊接速度的选择取决于焊接材料的热导率和焊接电流。
一般来说,较快的焊接速度可以降低热输入,减少焊接变形和烧穿的风险;而较慢的焊接速度可以增加热输入,提高焊接融合深度。
选择适当的焊接速度能够平衡焊接质量和工艺效率。
总之,氩弧焊焊接工艺参数的选择对焊接质量和工艺效率有重要影响。
合理选择焊接电流、焊接电压、气体流量和焊接速度,能够提高焊接质量、减少变形和烧穿的风险,提高工艺效率。
实际选择时,需要根据具体焊接材料、焊接要求和现场条件进行综合考虑和调整。
氩弧焊焊接工艺参数-百度文库(精)
氩弧焊焊接工艺参数一、电特性参数1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数1.喷嘴直径喷嘴直径(指内径增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~15mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近,保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm较好;焊角焊缝时,钨极伸出长度为7mm~8mm较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊或其他形状。
焊接根部焊缝时,焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩弧焊焊接工艺参数
---------------------------------------------------------------最新资料推荐------------------------------------------------------氩弧焊焊接工艺参数氩弧焊焊接工艺参数一、电特性参数 1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数 1.喷嘴直径喷嘴直径(指内径)增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接1/ 10电弧及焊接操作。
因此,通常使用的喷嘴直径一般取 8mm~20mm 为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽---------------------------------------------------------------最新资料推荐------------------------------------------------------ 可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为 7mm~15mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氩弧焊焊接工艺参数
一、电特性参数
1.焊接电流钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少, 焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2.电弧电压钨极氩弧焊的电弧电压主要是由弧长决定的,弧长增加,电弧电压增高,焊缝宽度增加,熔深减小。
电弧太长电弧电压过高时,容易引起未焊透及咬边,而且保护效果不好。
但电弧也不能太短,电弧电压过低、电弧太短时,焊丝给送时容易碰到钨极引起短路,使钨极烧损,还容易夹钨,故通常使弧长近似等于钨极直径。
3.焊接速度焊接速度增加时,熔深和熔宽减小,焊接速度过快时,容易产生未熔合及未焊透,焊接速度过慢时,焊缝很宽,而且还可能产生焊漏、烧穿等缺陷。
手工钨极氩弧焊时,通常是根据熔池的大小、熔池形状和两侧熔合情况随时调整焊接速度。
二、其它参数
1.喷嘴直径喷嘴直径(指内径增大,应增加保护气体流量,此时保护区范围大,保护效果好。
但喷嘴过大时,不仅使氩气的消耗增加,而且不便于观察焊接电弧及焊接操作。
因此,通常使用的喷嘴直径一般取8mm~20mm为宜。
2.喷嘴与焊件的距离喷嘴与焊件的距离是指喷嘴端面和工件间的距离,这个距离越小,保护效果越好。
所以,喷嘴与焊件间的距离应尽
可能小些,但过小将不便于观察熔池,因此通常取喷嘴至焊件间的距离为7mm~1
5mm。
3.钨极伸出长度为防止电弧过热烧坏喷嘴,通常钨极端部应伸出喷嘴以外。
钨极端头至喷嘴端面的距离为钨极伸出长度,钨极伸出长度越小,喷嘴与工件间距离越近, 保护效果越好,但过小会妨碍观察熔池。
通常焊对接缝时,钨极伸出长度为5mm~6mm 较好;焊角焊缝时,钨极伸出长度为7mm~8mm 较好。
4.气体保护方式及流量钨极氩弧焊除采用圆形喷嘴对焊接区进行保护外,还可以根据施焊空间将喷嘴制成扁状(如窄间隙钨极氩弧焊或其他形状。
焊接根部焊缝时, 焊件背部焊缝会受空气污染氧化,因此必须采用背部充气保护。
氩气和氦气是所有材料焊接时,背部充气最安全的气体。
而氮气是不锈钢和铜合金焊接时,背部充气保护最安全的气体。
一般惰性气体背部充气保护的气体流量范围为0.5~ 42L/min。
当喷嘴直径、钨极伸出长度增加时,气体流量也应相应增加。
若气流量过小, 保护气流软弱无力,保护效果不好,易产生气孔和焊缝被氧化等缺陷;若气流量过大, 容易产生紊流,保护效果也不好,还会影响电弧的稳定燃烧。
对管件内充气时,应留适当的气体出口,防止焊接时管内气体压力过大。
在根部焊道焊接结束前的25~50毫米时,要保证管内内充气体压力不能过大,以便防止焊接熔池吹出或根部内凹。
当采用氩气进行管件焊接背面保护时,最好从下部进入,使空气向上排出,并且使气体出口远离焊缝。
请教不锈钢304的焊接工艺
理论:对304不锈钢结构进行焊接的要点:由于不锈钢本身所具有的特性,与普碳
钢相比不锈钢的焊接有着其特殊性,更易在其焊接接头及其热影响区(HAZ 产生各种
缺陷。
焊接时要特别注意不锈钢的物理性质。
例如304不锈钢的热膨胀系数是低碳钢和高铬系不锈钢的1.5倍;导热系数约是低碳钢的1/3 ,而高铬系不锈钢的导热系数约是低碳钢的1/2;比电阻是低碳钢的4 倍以上,而高铬系不锈钢是低碳钢的3倍。
这些条件加上金属的密度、表面张力、磁性等条件都对焊接条件产生影响。
电焊:304不锈钢的焊接原则上不须进行焊前预热和焊后热处理。
一般具有良好的焊接性能。
但有时候易产生高温裂纹。
另外还易发生6相脆化,在铁素体生成元素的作用下生成的铁素体引起低温脆化,以及耐蚀性下降和应力腐蚀裂纹等缺陷。
经焊接后,焊接接头的力学性能一般良好,但当在热影响区中的晶界上有铬的碳化物时会极易生成贫铬层,而贫铬层和出现将在使用过程中易产生晶间腐蚀。
为避免问题的发生,应采用低碳(C W0 .03%的牌号或添加钛、铌的牌号。
为防止焊接金属的高温裂纹,通常认为控制奥氏体中的S铁素体肯定是有效的。
一般提倡在室温下含5%以上的S铁素体,进行适当的焊后热处理。
氩弧焊:钨极氩弧焊或熔化极氩弧焊都可以。
不知道你厂用的是那种?焊
前准备:4mm —下的厚度不用开破口,直接焊接,单面一次焊透。
4到6
mm 厚度对接焊缝可采用不开破口接头双面焊。
6
mm以上,一般开V或U,X形坡口。
其次:对焊件,填充焊丝进行除油和去氧化皮。
以保证焊接质量。
焊接参数:
包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
1,焊接电流是决定焊缝成形的关键因素。
通常根据焊件材料,厚度,及坡口形状来决定的。
2, 焊极直径根据焊接电流大小决定,电流越大,直径也越大。
3,焊弧和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。
4,焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。
氩弧焊,不过看你这个壁厚只有1MM,氩弧焊的话速度不会太快,而且容易焊透,造成氧化,量大的话,建议用钎焊,很快的,不过要考虑变型问题,真空钎焊就不错
实际上就是不锈钢焊接工艺。
焊道背面充氩,小电流(比碳钢、合金钢要小,一般
焊接电流在60左右,短电弧(电弧电压在10V以下,焊接过程摆动要利用锯齿形摆动方式,层间温度尽量低,焊缝颜色以白黄为标准,氩弧焊焊枪角度于前进方向成90度及以下角度,对口间隙控制在2mm左右。
不锈钢管3041.2-1.5厚焊接工艺规范
焊条电弧焊
焊条A102/直径1.6电流约60A焊接一层即可。
钨极氩弧焊
焊丝H0Cr21Ni10(ER308/直径1.6或2.0也可以不填充焊丝电流电流约50A
焊接工艺规程需要有相应的焊接工艺评定报告支持,
也就是说,做压力容器焊接工艺规程之前,应该事先做好焊接工艺的评定工作。
压力容器行业目前的工艺评定标准是JB470&2000依据标准进行评定。
具体要求,以及配套表格文件,标准中都有。
评定完成后,根据评定中的“焊接工艺指导书”来编制具体的焊接工艺规程。
工艺规程方面的标准是JB/T4709-
2000,规定了一些焊接环境,焊前准备,施焊过程,焊后处理,以及相应的焊接材料选择。
不锈钢薄板焊接怎么控制变形
口子形焊缝0.5板厚尺寸基本是300*700这样的
(1 使用直径较小之焊条及较小电流。
(2 改正焊接顺序
(3焊接前,使用夹具将焊件固定以免发生翘曲。
(4避免冷却过速或预热母材。
(5 选用穿透力低之焊材。
(6减少焊缝间隙,减少开槽度数。
(7 注意焊接尺寸,不使焊道过大。
(8 注意防止变形的固定措施。
不锈钢焊接工艺
一般不锈钢用钨极氩弧焊或熔化极氩弧焊都可以。
不知道你厂用的是那种?
焊前准备:4mm —下的厚度不用开破口,直接焊接,单面一次焊透。
4到6
mm 厚度对接焊缝
可采用不开破口接头双面焊。
6 mm以上,一般开V或U,X形坡口
其次:对焊件,填充焊丝进行除油和去氧化皮。
以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
1,焊接电流是决定焊缝成形的关键因素。
不锈钢管,不锈钢无缝管,不锈钢镜面管,不锈钢焊管,焊接三通,快装堵头通常根据焊件材料,厚度,及坡口形状来决定的。
2,焊极直径根据焊接电流大小决定,电流越大,直径也越大。
3,焊弧和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。
4,焊速:选择时要考虑到电流大小,焊件材料敏感度,焊接位置及操作方式等因素决定。