埋弧焊工艺参数及焊接
埋弧焊工艺参数及焊接技术

埋弧焊工艺参数及焊接技术(2)埋弧焊2006-10-30 10:03:31 阅读461 评论0 字号:大中小订阅(3) 对接接头双面焊一般工件厚度从10 ~40mm 的对接接头,通常采用双面焊。
接头形式根据钢种、接头性能要求的不同,可采用图18 所示的I 形、Y 形、X 形坡口。
图18不同板厚的接头形式a)I形坡口对接焊b)Y形坡口对接焊c)X形坡口对接焊这种方法对焊接工艺参数的波动和工件装配质量都不敏感,其焊接技术关键是保证第一面焊的熔深和熔池的不流溢和不烧穿。
焊接第一面的实施方法有悬空法、加焊剂垫法以及利用薄钢带、石棉绳、石棉板等做成临时工艺垫板法进行焊接。
1) 悬空焊装配时不留间隙或只留很小的间隙( 一般不超过lmm) 。
第一面焊接达到的熔深一般小于工件厚度的一半。
反面焊接的熔深要求达到工件厚度的60 %~70 %,以保证工件完全焊透。
不开坡口的对接接头悬空焊的焊接参数,如表9 所示。
表9 不开口对接接头悬空双面焊的焊接条件工件厚度/mm 焊丝直径/mm 焊接顺序焊接电流/A 电弧电压/V 焊接速度/cm.min -16 4 正380 ~420 30 58反430 ~470 30 558 4 正440 ~480 30 50反480 ~530 31 5010 4 正530 ~570 31 46反590 ~640 33 4612 4 正620 ~660 35 42反680 ~720 35 4114 4 正680 ~720 37 41反730 ~770 40 3816 5 正800 ~850 34 ~6 63反850 ~900 36 ~8 4317 5 正850 ~900 35 ~37 60反900 ~950 37 ~39 4818 5 正850 ~900 36 ~38 60反900 ~950 38 ~40 4020 5 正850 ~900 36 ~38 42反900 ~1000 38 ~40 4022 5 正900 ~950 37 ~39 453反1000 ~1050 38 ~40 402) 在焊剂垫上焊接如图19 所示,焊接第一面时采用预留间隙不开坡口的方法最为经济。
埋弧焊接工艺

埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。
从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%左右,且多年来一直变化不大。
当焊丝确定以后(通常取决于所焊的钢种),配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能(特别是塑性及低温韧性)、抗裂性能、焊接缺陷发生率及焊接生产率等。
焊丝与焊剂的配用重量比为焊丝:焊剂=~,视焊接接头类型、所用焊剂种类、焊接规范参数而定。
与熔炼焊剂相比,烧结焊剂用量较为节省,约可少用20%左右。
我国采用焊剂量在5万吨左右波动,其中70%约为熔炼焊剂,余为非熔炼焊剂。
欧美工业发达国家以非熔炼型焊剂为主,约在80%、90%以上,但仍然有熔炼型焊剂生产销售,熔炼焊剂这种持久的生产力与其固有的一些特点有关。
近年来,在我国出现了一种钢筋的新的焊接方法,即竖向钢筋电弧——电渣压力焊。
与以前的钢筋搭接手工电弧焊法相比,可节约钢材15%以上,生产率大大提高,焊接材料消耗费用也有所降低,确有取代后者的发展趋势,应用日益广泛。
该方法主要使用熔炼焊剂,它起到维弧、电渣加热、金属凝固模体等作用。
目前我国熔炼焊剂的五分之一左右用于竖向钢筋的焊接。
我国的锰矿资源比较缺乏,特别是适于生产熔炼焊剂的品位高、磷含量低、铁含量低的锰矿就更少了。
全国仅在广西、云南、湖南等省有锰矿矿脉,经过多年开采,符合生产焊剂的锰矿商品日渐紧张。
为取代高锰渣系焊剂,研制、推广中锰、低锰焊剂已成为客观需要的紧迫任务。
随着含适量锰焊丝的生产供应的扩大,中锰、低锰渣系焊剂应该有广阔的市场。
关于商品焊剂的技术性能说明,目前在行业上的通常作法是,熔炼焊剂给出其化学成分及配一种焊丝的熔敷金属力学性能,烧结焊剂只给出其渣系构成及配一种焊丝的熔敷金属力学性能。
埋弧焊工艺参数及焊接技术

埋弧焊工艺参数及焊接技术埋弧焊是一种常见的焊接方法,广泛应用于工业领域。
在进行埋弧焊时,正确设置工艺参数是保证焊接质量的重要因素之一。
本文将介绍埋弧焊的工艺参数以及焊接技术,帮助读者更好地理解和掌握这一焊接方法。
1. 埋弧焊工艺参数1.1 电流与电压在埋弧焊中,电流和电压是两个关键的工艺参数。
合理的电流和电压设定可以保证焊接的稳定性和质量。
一般来说,电流的选择应该根据焊接材料和焊接件的厚度来确定。
较粗的焊接件需要较大的电流,而较薄的焊接件则需要较小的电流。
电压的选择则影响焊接过程中的弧长以及熔池的形成和稳定性。
通常情况下,较高的电压可以获得较长的弧长,适用于焊接较厚的材料。
而较低的电压则适用于焊接薄板材料。
1.2 焊接速度焊接速度是指焊接电弧沿焊缝移动的速度。
合理的焊接速度能够控制焊接过程中的热输入,从而保证焊接接头的质量。
焊接速度的选择应该综合考虑焊接材料的热导性、电流和电压等参数。
一般来说,焊接速度过快容易导致焊缝出现缺陷,而速度过慢则容易引起过烧。
1.3 焊接角度焊接角度是指焊条或焊枪与焊缝法线之间的夹角。
合理的焊接角度可以影响焊接过程中的熔池形成和焊缝形状。
一般来说,焊接角度过大可能导致熔池过大,焊接质量不稳定。
而焊接角度过小则会影响焊接速度和焊缝的形成。
2. 焊接技术2.1 预热在进行埋弧焊前,预热焊接部位是提高焊接质量的技术之一。
预热可以减轻焊接部位的残余应力,提高焊接强度和韧性。
预热温度的选择应考虑焊接材料的类型和厚度等因素,并通过试验和实践来确定最佳的预热温度。
2.2 清洁焊接前的清洁工作十分重要,可以有效地避免焊接缺陷的产生。
焊接部位应清除油污、氧化物和其他杂质,确保焊接表面干净。
这可以通过机械清洁、溶剂清洗、除锈剂处理等方法来完成。
2.3 间隙控制在焊接过程中,合适的间隙控制能够保证焊缝的形状和尺寸。
间隙的选择应根据焊接件的要求和所使用的焊接方法来决定。
一般来说,焊接件的间隙应视焊接材料的膨胀和热收缩特性来决定。
焊工工艺学 第七章 埋弧焊

用于平焊或倾斜度不大的位置及角焊位置焊接,其他
位置的焊接,则需采用特殊装置来保证焊剂对焊缝区 的覆盖和防止熔池金属的漏淌。 (2)焊接时不能直接观察电与坡,的相对位置, 容易产生焊偏及未焊透,不能及时调整工艺参数。
(3)埋弧焊使用电流较大,电弧的电场强度较高, 电流小于100 A时,电弧稳定性较差,因此,不适宜焊 接厚度小于1mm的薄件。 (4)焊接设备比较复杂,维修保养工作量比较大, 且仅适用于直的长焊缝和环形焊缝焊接,对于一些形
三、高效埋弧焊技术
1. 多丝埋弧焊
双丝埋弧焊原理图 a) 纵列式 b) 横列式 c) 直列式
多丝埋弧焊与常规埋弧焊相比具有焊接速度快、耗 能低、填充金属少等优点。
2. 带极埋弧焊
带极埋弧焊原理图 1—电源 2—带极 3—带极送进装置 4—导电嘴 5—焊剂 6—渣壳 7—焊道 8—焊件
3. 窄间隙埋弧焊
焊剂。熔炼焊剂是将原料混合后入炉熔炼,经水冷粒
化、烘干而成。 (2)焊剂按化学成分不同有高锰焊剂、中锰焊剂、 低锰焊剂和无锰焊剂等,并可根据焊剂中二氧化硅和 氟化钙的含量高低,分成不同的类型。
3. 焊剂的牌号
(1)熔炼焊剂牌号的表示方法
焊剂牌号表示为“HJ × × × ”, HJ后面有三位
数字。 1)第一位数字表示焊剂中氧化锰的平均含量。
5. 焊丝伸出长度
一般将导电嘴出口到焊丝端部的长度称为焊丝伸出 长度。当焊丝伸出长度增加时,则电阻热作用增大,使
焊丝熔化速度增快,以致焊缝厚度稍有减少,余高略有
增加;伸出长度太短,则易烧坏导电嘴。焊丝伸出长度 随焊丝直径的增大而增大,一般在15 ~40mm之间。
6. 焊丝倾角
焊丝倾角对焊缝成形的影响 a) 焊丝后倾 b) 焊丝前倾 c) 焊丝后倾角对焊缝厚度及焊缝宽度的影响
埋弧焊工艺参数及焊接技术
埋弧焊工艺参数及焊接技术一、埋弧焊工艺参数1.电流选择:埋弧焊工艺通常采用直流电源,电流大小的选择要根据焊缝宽度、材料厚度和焊条规格等因素来确定。
一般来说,电流过大容易出现焊渣溅射、焊缝收缩变大等问题,电流过小则焊缝无法充分熔透。
2. 电弧长度:电弧长度是指电弧端和电极之间的距离,通常控制在15mm左右。
电弧长度过长,容易导致电弧不稳定,焊接质量下降;电弧长度过短,容易导致焊缝形不成。
3.保护气体流量:埋弧焊需要在焊接过程中通过保护气体(如纯氩气)对焊缝进行保护,防止氧气和氮气的污染。
保护气体流量的大小要根据材料种类和规格来确定,一般为8-15升/分钟。
保护气体流量过大会增加熔渣溅射的可能性,过小则可能导致氧气和氮气侵入焊缝。
4.焊接速度:焊接速度取决于焊接材料的厚度和焊条的直径等因素,一般来说,焊接速度过快会导致焊缝连接不牢固,焊接速度过慢会造成焊缝过热、变形等问题。
合理的焊接速度可根据经验和试验来确定。
二、埋弧焊接技术1.准备工作:对于焊接材料,应保证焊件焊口的清洁度,去除表面的氧化物和油污。
对于厚度较大的材料,可采用加热预热的方法,以提前消除焊接应力。
2.焊条的选择:要选择合适的焊条,焊条的种类和规格要与焊接材料的种类和规格相匹配,以确保焊接质量。
焊条的保质期要注意,过期的焊条不能使用。
3.焊接过程:焊接时,要保证电弧稳定,焊条与工件的距离适当,不得与气缝直接接触。
焊接位置要选择合适,以便操作方便。
焊接方向要与主应力方向垂直。
4.焊后处理:焊接后,应采取适当的焊后处理措施,如退火、热处理等,以提高焊接接头的性能和质量。
总结:埋弧焊工艺参数及焊接技术对焊接质量和效率具有重要影响。
通过选择合适的电流、电弧长度和保护气体流量等参数,合理控制焊接速度,做好焊前准备和焊后处理工作,可以保证埋弧焊接的质量和可靠性。
同时,焊工应具备良好的焊接技术和操作经验,能够正确操作焊接设备和工具,严格按照操作规程进行焊接,以确保焊接质量和安全。
埋弧焊工艺标准

埋弧焊工艺标准
埋弧焊是一种在焊剂层下完成电弧焊接的方法。
在进行埋弧焊之前,需要进行一系列准备工作,包括焊件的坡口加工、待焊部位的表面清理、焊件的装配以及焊丝表面的清理、焊剂的烘干等。
具体标准如下:
1. 坡口加工:坡口加工要求按GB 986—1988执行,以保证焊缝根部不出现未焊透或夹渣,并减少填充金属量。
坡口的加工可使用刨边机、机械化或半机械化气割机、碳弧气刨等。
2. 待焊部位的清理:在焊前应将坡口及坡口两侧各20mm区域内及待焊部位的表面铁锈、氧化皮、油污等清理干净。
3. 焊件的装配:装配焊件时要保证间隙均匀,高低平整,错边量小,定位焊缝长度一般大于30mm,并且定位焊缝质量与主焊缝质量要求一致。
必要时采用专用工装、卡具。
4. 预热:当埋弧焊焊接的板厚在60mm以上时,焊前必须对焊道及两侧2倍板厚范围内预热,预热温度为100~150℃,板厚为40~60mm时,预热温度宜为60~80℃。
5. 保温:焊接完成前不得中途停止超过15分钟,当必须停止时,应采取保温措施缓冷,重新施焊前必须再次预热,层间温度控制在℃,焊接完后应采用保温棉及时进行保温。
此外,在焊接工艺上主要采取气保焊打底,埋弧自动焊填充及盖面,打底厚度根据板厚而定。
以上信息仅供参考,如需获取更多详细信息,建议查阅埋弧焊工艺标准书籍或咨询专业人士。
第3章 埋弧焊

使电弧恢复至原来的长度而稳定燃烧,这种作用称为电弧自身调节作用。
(2)影响电弧自身调节性能的因素 影响电弧自身调节性能的因素主要有焊接电流和电源外特性。 1)焊接电流。电弧长度改变后, 焊接电流变化越显著,则电弧长
度恢复得越快。当电弧长度改变
的条件相同时,选用大电流焊接 的电流变化值(Δ I1),要大于选用 小电流焊接的电流变化值(Δ I2),
等设备的配合,可以方便地完成内外环缝、内外纵缝的焊接,
与焊接变位器配合,可以焊接球形容器焊缝等。
1)立柱式焊接操作机:立柱式焊接操作机的构造如图3-6所示,用以完 成纵、环缝多工位的焊接。
图3-6 立柱式焊接操作机 1—埋弧焊机 2—横臂 3—横臂进给机构 4—齿条 5—钢轨 6—行走台车 7—焊接电源及控制箱 8—立柱
第三章 埋弧焊
第一节 埋弧焊的原理及特点 定义:埋弧焊是相对于明弧焊而言的,是指电弧在颗粒状焊剂层下 燃烧的一种焊接方法。 焊接时,焊机的启动、引弧、焊丝的送进及热源的移动全由机械控制, 是一种以电弧为热源的高效的机械化焊接方法,现已广泛用于锅炉、压力 容器、石油化工、船舶、桥梁、冶金及机械制造工业中。 一、埋弧焊工作原理 埋弧焊是利用焊丝和焊件之间燃烧的电弧所产生的热量来熔化焊丝、焊剂 和焊件而形成焊缝的。
2.埋弧焊机组成 典型的埋弧焊机组成如图3-5所示,它是由焊接电源,机械系统 (包括送丝机构、行走机构、导电嘴、焊丝盘、焊剂漏斗等),控
制系统(控制箱、控制盘)三部分组成。
图3-5典型埋弧焊机的组成 1—焊接电源 2—控制装置 3—焊丝盘 4—焊丝 5—焊丝送给电动机 6—焊剂漏斗 7—焊丝送给滚轮 8—焊剂 9—电弧 10—轨道 11—焊剂回收装置
图3-3 弧长变化、网压波动对焊接电流和电弧电压的影响 a)弧长变化的影响 b)网压波动的影响
第二章 焊接方法——埋弧自动焊
2020/6/17
13
四、自动埋弧焊的工艺参数
1、焊接电流
当其它条件不变时,增加焊接电流,焊缝厚度和
余高都增加,而焊缝宽度则几乎保持不变(或略
焊接电流是决定焊有丝增熔加)化,速见度图、a。熔透深度和母材熔化量的
焊剂
自动埋弧焊焊 剂有熔炼型、 烧结型两大类, 烧结型焊剂作 为一种新型焊 剂,越来越多 地在埋弧自动 焊中使用。
保护电弧和熔池
稳弧
20焊20/6剂/17 的作用
焊缝成形
8
冶金作用
三、自动埋弧焊焊接设备与材料
焊接操作架 在大型、专用埋弧焊设备中,焊接机头安装于门架、立柱
或横梁上,配上适当的附加装置,如传感器、十字拖板、压 力架、旋转胎架、衬垫装置以及焊剂回收装置等,实现各种 用途的埋弧自动化焊接。
焊丝伸出长度影响焊丝的熔化速度,对焊缝成型也有一定 影响。焊丝伸出长度增加时,熔敷速度和余高增加,焊丝上产 生的电阻热增加,电弧电压变大,熔深减小,熔宽增加,余高 减小。如果焊丝伸出长度过长,电弧不稳定,甚至造成停弧。
四、自动埋弧焊的工艺参数
6、焊丝倾角
焊丝倾角
焊道形状 熔透 余高 熔宽
通常认为焊丝垂直水平面的焊接为正常状态。
如手工焊和气保焊,一般熔深在3-5mm,因此6mm 以下的薄板,即可以不开坡口。
如果是埋弧焊方法,熔深更深,那么不开坡口的厚 度可达12-14mm;
如果是多丝、大电流,带衬垫,适当的间隙,甚至 18mm、20mm也有可能不开坡口的。
五、埋弧焊操作技术
(1)焊剂垫法
埋弧焊参数

1. 焊接规范及其影响埋弧焊最主要的焊接规范是焊接电流、焊接电压和焊接速度,其次是焊丝直径、焊丝伸出长度、焊剂和焊丝类型、焊剂粒度和焊剂层厚度等。
所有这些规范,对焊缝成形和焊接质量都有不同程度的影响(表1)此外,在同样焊接规范下焊件倾斜角度也直接影响焊缝成形。
操作者必须知道这些规范的影响情况,才能正确选择和调节规范,焊出优质焊缝。
(1)焊接电流焊接电流是埋弧焊最重要的规范,它直接决定焊丝熔化速度、熔深和母材熔化量。
增大焊接电流可以加快焊丝熔化速度,提高焊接生产率。
同时,电弧吹力随焊接电流而增大,熔池金属被电弧排开,使熔池底部未熔化母材受到电弧直接加表1 焊接规范及其影响焊缝特点当以下规范增大时的影响焊接电流焊接电压(伏)焊接速度(米/时)焊丝直径1500(安)以内由22~24到32~34 由34~36到50~60 10~40 40~100熔深显著增大略增大略减小无变化减小减小熔宽略增大增大显著增大(除直流正接)减小减小增大余高显著增大减小减小略增大略增大减小形状系数显著减小增大显著增大(除直流正接)减小略减小增大熔合比显著减小略增大无变化显著增大增大减小焊缝特点当以下规范增大时的影响焊丝前倾焊件倾斜间歇和坡口焊剂粒度上坡焊下坡焊熔深显著减小略增大减小无变化略减小熔宽增大略减小增大无变化略增大余高减小增大减小减小略减小形状系数显著增大减小增大无变化增大熔合比减小略增大减小减小略减小热,熔深增加。
电流过大时会造成烧穿钢板,电流过大还会使焊缝余高过高,热影响区增大和引起较大焊接变形。
电流减小,熔深减小。
电流过小时,容易产生未焊透,电弧稳定性不好。
电流变化对熔宽变化影响不大。
(2)焊接电压焊接电压是焊丝端头与熔化金属表面间的电压,即电弧两端的电压。
由于这个电压难以测量,实际生产中是测量导电嘴与工件间的电压,可由机头上的电压表读出。
当焊接电缆较长时,由于电流大,在电缆上有电压降,焊接电源上电压表的指示值,比机头上电压表的指示值要高1~2伏以上。
埋弧焊工艺参数及焊接技术

埋弧焊工艺参数及焊接技术Last revision on 21 December 2020埋弧焊工艺参数及焊接技术1.3.1影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。
本节主要讨论平焊位置的情况。
(1) 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
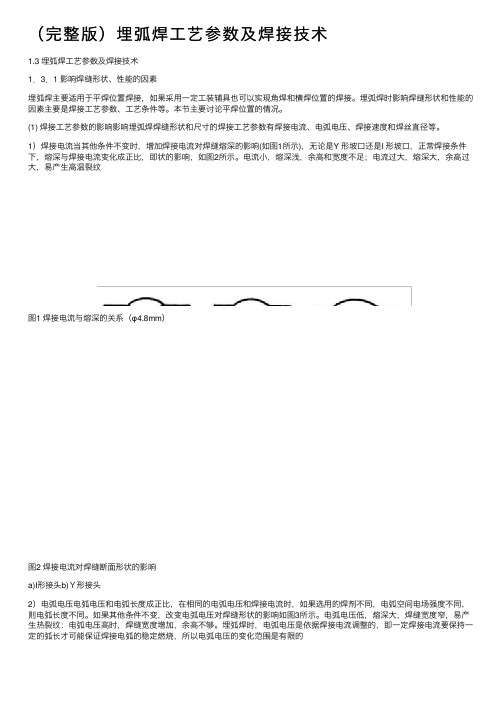
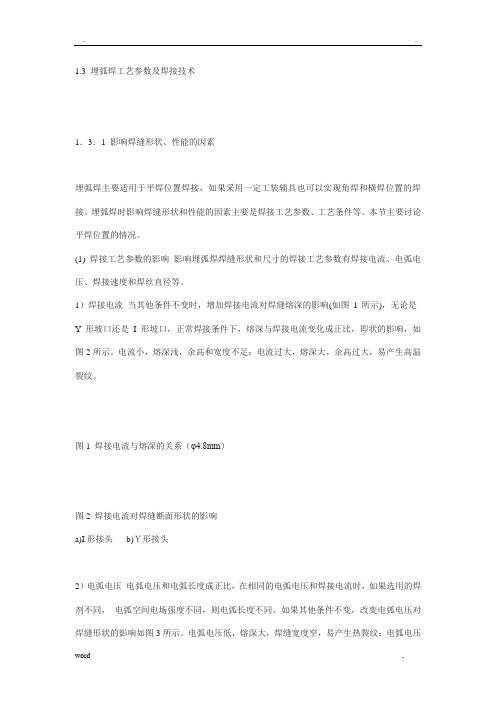
1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是 Y 形坡口还是 I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹图1 焊接电流与熔深的关系(φ)图2 焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头2)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。
电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的图3电弧电压对焊缝断面形状的影响a)I形接头b)Y形接头3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图 4 所示。
焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。
实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量。
图4 焊接速度对焊缝形成的影响H-熔深B-熔宽图5焊接速度对焊缝断面形状的影响a)I形接头b)Y形接头4)焊丝直径焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化。
埋弧焊

小车式、悬挂式、门架式、车床式、悬臂式
目前,应用最广泛的是小车式和悬臂式的
小车式埋弧自动焊机
悬臂式埋弧焊机
二、等速送丝式埋弧焊机 埋弧焊的自动调节作用,调节焦点是保 持弧长不变 。 1.等速送丝式埋弧焊机的工作原理
等速送丝式埋弧焊机是根据焊接过程 中,通过改变焊丝的熔化速度,使变化的 弧长恢复正常,从而保证焊接过程稳定。
焊接电压(V) 36~28 38~40 40~42
1000~1200
42~44
3.焊接速度 主要影响焊缝厚度和焊缝宽度。
(1)焊速过大,易形成未焊透、咬边、焊缝粗糙不 平等 缺陷。 影响 (2)焊速过小,会形成易裂的“蘑菇形”焊缝或产生 烧穿、夹渣、焊缝不规则等缺陷。
焊接速度对焊缝断面形状的影响 a)I形接头 b)Y形接头
下降外特性的电源,焊接电 流变化越大,电弧自身调节 作用就越强,故等速送丝式 埋弧焊机的焊接电源要求具 有缓降的电源外特性。
l1 l2
O
△I2
△I 1
I
焊接电流和电源外特性的影响
2.MZ1-1000型埋弧焊接的组成
主要用于焊接水 平位置及倾斜小于 15°的对接和角接 焊缝也可以焊接直 径埋弧焊机各 有哪些有缺点呢?
MZ1-1000型焊机与MZ-1000型焊机特性的比较
比较内容
自动调节原理
MZ1-1000型埋弧焊机 MZ-1000型埋弧焊机
电弧自身调节作用 电弧电压自动调节作用
控制电路及机构 较简单
送丝方式 电源外特性 等速送丝式 缓降外特性
较复杂
埋弧焊
作者:张娟
主要内容
埋弧焊原理 埋弧焊机 埋弧焊的焊接材料 埋弧焊工艺
埋弧焊是电弧在颗粒状焊剂层下燃烧
完整版埋弧焊工艺参数及焊接技术
完整版埋弧焊工艺参数及焊接技术在进行埋弧焊工艺参数及焊接技术的探讨之前,首先需要了解埋弧焊的基本概念。
埋弧焊是一种常用的电弧焊接方法,通过将焊丝埋在焊缝中,利用电弧加热熔化焊缝两侧的材料,形成牢固的焊接接头。
埋弧焊广泛应用于工业领域中的焊接工艺中,具有高效、快捷、高质量的特点。
一、埋弧焊工艺参数埋弧焊工艺参数是指在埋弧焊过程中需要控制和调节的参数。
不同的焊接材料和焊接工件要求不同的工艺参数,下面介绍几个常见的埋弧焊工艺参数。
1. 电流:焊接过程中电流的选择对焊接质量至关重要。
一般来说,焊接电流越大,焊接速度越快,但是如果电流过大,会使焊接接头产生过渡熔化、气孔等缺陷。
因此,在设置电流时需要根据焊接材料和工件的要求选择适当的电流。
2. 电压:焊接电压直接影响到焊接速度和焊缝的质量。
当电压过高时,焊接速度会加快,但是容易产生飞溅和熔穿等缺陷。
而电压过低则会导致焊缝不完全熔化,影响焊接接头的强度。
因此,在设置电压时需要根据焊接材料和工件的要求选择适当的电压。
3. 焊接速度:焊接速度是指焊枪在焊接过程中移动的速度。
焊接速度的选择应根据焊接材料和工件的要求以及焊接的位置和环境条件来确定。
焊接速度过快会导致焊缝不完全熔化,焊接速度过慢则容易使焊接区域过热,从而产生焊缝凹陷和熔渣残留等问题。
二、焊接技术除了合适的工艺参数,有效的焊接技术也是埋弧焊的关键。
下面介绍几个常用的焊接技术。
1. 准备工作:在焊接之前,需要进行准备工作,包括清除焊接表面的污垢和氧化物,并将焊缝两侧的材料加热到适当的温度,以确保焊接质量。
2. 焊接姿势:埋弧焊通常采用手持式焊枪进行,焊工应采取稳定的姿势,控制焊枪的角度和位置,以保证焊接过程的稳定和准确。
3. 焊接顺序:在进行多道焊接时,需要根据焊接材料和工件的要求确定焊接的顺序。
通常情况下,先焊接两端再进行中间部分的焊接,以保证焊接接头的质量和稳定性。
4. 控制温度:焊接过程中需要控制焊接区域的温度,以保证焊缝的质量。
埋弧焊焊接参数
1.3 埋弧焊工艺参数及焊接技术1.3.1 影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。
本节主要讨论平焊位置的情况。
(1) 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y 形坡口还是I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
图1 焊接电流与熔深的关系(φ4.8mm)图2 焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头2)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。
电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
图3电弧电压对焊缝断面形状的影响a)I形接头b)Y形接头焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。
实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量。
3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
(完整版)埋弧焊工艺参数及焊接技术
(完整版)埋弧焊⼯艺参数及焊接技术1.3 埋弧焊⼯艺参数及焊接技术1.3.1 影响焊缝形状、性能的因素埋弧焊主要适⽤于平焊位置焊接,如果采⽤⼀定⼯装辅具也可以实现⾓焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接⼯艺参数、⼯艺条件等。
本节主要讨论平焊位置的情况。
(1) 焊接⼯艺参数的影响影响埋弧焊焊缝形状和尺⼨的焊接⼯艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所⽰),⽆论是Y 形坡⼝还是I 形坡⼝,正常焊接条件下,熔深与焊接电流变化成正⽐,即状的影响,如图2所⽰。
电流⼩,熔深浅,余⾼和宽度不⾜;电流过⼤,熔深⼤,余⾼过⼤,易产⽣⾼温裂纹图1 焊接电流与熔深的关系(φ4.8mm)图2 焊接电流对焊缝断⾯形状的影响a)I形接头b)Y形接头2)电弧电压电弧电压和电弧长度成正⽐,在相同的电弧电压和焊接电流时,如果选⽤的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所⽰。
电弧电压低,熔深⼤,焊缝宽度窄,易产⽣热裂纹:电弧电压⾼时,焊缝宽度增加,余⾼不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即⼀定焊接电流要保持⼀定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的图3电弧电压对焊缝断⾯形状的影响a)I形接头b)Y形接头焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度⼩,焊接熔池⼤,焊缝熔深和熔宽均较⼤,随着焊接速度增加,焊缝熔深和熔都将减⼩,即熔深和熔宽与焊接速度成反⽐,如图 4 所⽰。
焊接速度对焊缝断⾯形状的影响,如图 5 所⽰。
焊接速度过⼩,熔化⾦属量多,焊缝成形差:焊接速度较⼤时,熔化⾦属量不⾜,容易产⽣咬边。
实际焊接时,为了提⾼⽣产率,在增加焊接速度的同时必须加⼤电弧功率,才能保证焊缝质量3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度⼩,焊接熔池⼤,焊缝熔深和熔宽均较⼤,随着焊接速度增加,焊缝熔深和熔都将减⼩,即熔深和熔宽与焊接速度成反⽐,如图 4 所⽰。
埋弧焊焊接参数
1.3 埋弧焊工艺参数及焊接技术1.3.1 影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。
本节主要讨论平焊位置的情况。
(1) 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y 形坡口还是I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
图1 焊接电流与熔深的关系(φ4.8mm)图2 焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头2)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。
电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
图3电弧电压对焊缝断面形状的影响a)I形接头b)Y形接头焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。
实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量。
3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
埋弧焊焊接参数范文
埋弧焊焊接参数范文埋弧焊是一种常用的电弧焊接方法,它通过在焊接区域形成一个保护层来提供保护和稳定的电弧,并使用焊丝作为填充材料。
埋弧焊具有高效、高质量和广泛适用的优点,被广泛应用于船舶、桥梁、石油和化工等领域。
1.电流:电流是埋弧焊中最重要的参数之一,它直接影响焊接速度和焊缝质量。
选择适当的电流可确保焊缝的熔深和焊缝的质量。
一般来说,焊接厚度越大,需要使用更大的电流。
电流的选择应根据焊接材料的类型、规格和焊接件的要求进行。
2.电压:电压是埋弧焊中另一个重要的参数。
它直接影响焊接电弧长度和焊接速度。
适当的电压可以保持稳定的电弧形态,防止电弧抖动和飞溅。
一般来说,焊接厚度越大,需要使用更高的电压。
电压的选择应根据焊接材料的类型、规格和焊接件的要求进行。
3.保护气体流量:埋弧焊中使用保护气体来保护焊缝和焊丝,防止氧化和污染。
保护气体流量的大小应根据焊接材料的类型、规格和焊接件的要求进行选择。
一般来说,焊接厚度越大,需要使用更大的保护气体流量。
保护气体流量的选择应确保能够有效地覆盖焊接区域,并防止气体逃逸。
4.焊接速度:焊接速度是埋弧焊中另一个重要的参数。
焊接速度的快慢直接影响焊缝的形成和焊缝的质量。
一般来说,焊接厚度越大,焊接速度越慢。
焊接速度的选择应根据焊接材料的类型、规格和焊接件的要求进行。
5.间隙:焊接间隙是指两个焊接接头之间的距离。
焊接间隙的大小影响焊缝的形成和焊缝的质量。
一般来说,焊接间隙越小,焊接质量越好。
焊接间隙的选择应根据焊接材料的类型、规格和焊接件的要求进行。
6.焊丝直径:焊丝直径是埋弧焊中另一个重要的参数。
焊丝直径的选择应根据焊接材料的类型、规格和焊接件的要求进行。
一般来说,焊接厚度越大,焊丝直径越大。
7.焊接角度:焊接角度是指焊接枪与焊接面之间的夹角。
焊接角度的选择应根据焊接材料的类型、规格和焊接件的要求进行。
一般来说,焊接厚度越大,焊接角度越大。
以上是埋弧焊焊接参数选择和调整的一些基本内容。
埋弧焊焊接工艺

埋弧焊焊接工艺(1)焊接电流焊接电流是决定焊缝熔深的主要因素。
其他条件不变时,焊接电流增大,焊缝的熔深H及余高a均增加,而焊缝的宽度变化不大。
正常情况下,焊接电流与熔深间成正比关系:H = kmIkm为电流系数,决定于电流种类、极性及焊丝直径等。
表4-2给出了各种条件下的km值。
表3-1 各种条件下的km值焊丝直径/mm 电流种类焊剂牌号km值(mm/100A)T形焊缝及开坡口的对接焊缝堆焊及不开坡口的对接焊缝5 交流HJ431 1.5 1.12 交流HJ431 2.0 1.05 直流正接HJ431 1.75 1.15 直流正接HJ431 1.25 1.05 交流HJ430 1.55 1.15因此,焊接电流应根据熔深要求首先选定。
增大焊接电流可提高生产率,但焊接电流过大时,焊接热影响区宽度增大,并易产生过热组织,从而使接头韧性降低;此外电流过大还易导致咬边、焊瘤或烧穿等缺陷。
焊接电流过小时,易产生未熔合、未焊透、夹渣等缺陷,使焊缝成形变坏。
(2)电流种类与极性采用直流反接时,熔敷速度稍低,熔深较大。
焊接时一般情况下都采用直流反接。
采用直流正接时,熔敷速度比反接高30%~50%,但熔深较浅,降低了熔敷金属中母材的百分比。
特别适合于堆焊。
母材的热裂纹倾向较大时,为了防止热裂,也可采用直流正接。
采用交流进行焊接时,熔深处于直流正接与直流反接之间。
(3)电弧电压电弧电压对熔深的影响很小,主要影响熔宽,随着电弧电压的增大,熔宽增大,而熔深及余高略有减小。
为保证电弧的稳定燃烧及合适的焊缝成形系数,电弧电压应与焊接电流保持适当的关系。
焊接电流增大时,应适应提高电弧电压,与每一焊接电流对应的焊接电压的变化范围不超过10V。
当电弧电压取下限时,焊道窄;取上限时,焊道宽。
若电弧电压超出该合适范围,焊缝成形将变差。
电弧电压除对焊缝成形有影响外,还会改变熔敷金属的化学成分。
当电弧电压增加时,焊剂的熔化量增加,熔渣和液态金属重量间的比值增大,过渡到熔敷金属中的合金元素会有所增加。
半自动埋弧焊工艺参数

半自动埋弧焊工艺参数1.电流和电压电流和电压是半自动埋弧焊中最基本的焊接参数。
电流的大小决定焊丝熔化速度和热输入量,而电压的高低则决定着焊丝进出电弧的稳定性。
一般来说,焊接厚板时所需的电流较大,焊接细密部件时所需的电流较小。
电压的选择要根据焊接工件的材质和厚度来确定,一般较大电压适用于焊接较厚的工件,较小电压适用于焊接较薄的工件。
2.电弧长度电弧长度指的是焊丝露出焊枪嘴外部的长度。
电弧长度的大小会影响焊丝的熔化速度和热输入量。
一般来说,焊接厚板时所需的电弧长度较大,焊接细密部件时所需的电弧长度较小。
然而,过长的电弧长度容易导致焊缝过宽,过短的电弧长度则容易导致焊缝不深。
3.电弧稳定性电弧稳定性是半自动埋弧焊中一个非常重要的参数。
电弧不稳定会导致焊缝质量下降以及焊接速度变慢。
为了保持电弧的稳定性,可以适当增大电流或电压,或者采用较为稳定的焊丝。
4.焊接速度焊接速度是指焊接过程中焊接焊缝的移动速度。
焊接速度的选择要根据焊接工件的材质和厚度来确定。
一般来说,焊接厚板时所需的焊接速度较慢,焊接细密部件时所需的焊接速度较快。
焊接速度的选择应该使焊接焊缝质量最佳,并且能够保持焊接过程的稳定性。
5.焊丝直径和种类焊丝的直径和种类对焊接质量有很大影响。
一般来说,焊接厚板时所需的焊丝直径较大,焊接细密部件时所需的焊丝直径较小。
焊丝的种类可以根据工件的材质来选择,一般有碳钢焊丝、不锈钢焊丝、铝焊丝等。
6.保护气体保护气体在半自动埋弧焊中起到保护焊缝免受氧化的作用。
常用的保护气体有纯CO2气体和混合气体。
纯CO2气体适用于焊接碳钢工件,而混合气体适用于焊接不锈钢和铝合金工件。
保护气体的流量要适中,不能过大或过小。
总的来说,半自动埋弧焊的参数选择要根据具体情况来确定。
在实际操作中,需要根据焊接工件的材质、厚度以及焊接要求来选择合适的焊接参数,以保证焊接质量和焊接效率的最佳平衡。
埋弧焊焊接参数范文
埋弧焊焊接参数范文埋弧焊是一种半自动电弧焊接方法,相比手工焊接更高效且质量更稳定。
它主要适用于钢结构的大体积和重型焊接物件,如桥梁、壳体、表面板等。
埋弧焊的焊接参数主要包括焊接电流、焊接电压、焊接速度以及焊接送丝速度等。
下面将对这些参数进行详细的介绍。
1.焊接电流:焊接电流是埋弧焊最主要的焊接参数之一,它直接影响到焊接接头的熔透和均匀度。
一般来说,焊接电流要根据焊接接头的材料和厚度进行调整。
比如,焊接低碳钢时,焊接电流可设置在150-300A之间。
2.焊接电压:焊接电压是指焊接电弧之间的电压差,它也会影响到焊接接头的质量和形状。
一般来说,焊接电压要根据焊接电流和焊接材料的特点进行调整。
在一定范围内,提高焊接电压可增大焊接速度,但同时也要注意不要过高以免导致焊接过深。
3.焊接速度:焊接速度是指焊接焊缝的进给速度,它会直接影响到焊接接头的凝固组织和焊缝形状。
焊接速度的选择要根据焊接电流、焊接电压和焊接材料的相应参数进行调整。
通常情况下,焊接速度越快,焊接接头的熔透性就越低,焊缝的宽度就越窄。
4.焊接送丝速度:焊接送丝速度是指焊丝通过焊枪的速度,它主要用于控制焊丝的用量。
一般来说,焊接送丝速度要根据焊接电流、焊接电压、焊接速度和焊丝直径进行选择。
如果焊接送丝速度过快,可能导致焊丝烧断;如果焊接送丝速度过慢,可能会造成焊丝积灰。
除了上述主要的焊接参数外,埋弧焊接还需要考虑其他一些因素,如焊接极性、焊接电弧长度、电弧稳定度等。
这些因素的合理选择和控制,可以使焊接接头达到理想的质量要求。
总之,埋弧焊焊接参数是进行埋弧焊接时需要考虑和设置的一系列工艺参数和焊接条件。
它们的选择和控制将直接影响到焊接接头的质量和强度。
因此,在进行埋弧焊接时,需要根据具体情况和要求,合理确定焊接参数,并进行严格的操作控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
埋弧焊工艺参数及焊接技术1. 影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。
下面我们主要讨论平焊位置的情况。
1.1焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
<1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示>,无论是Y 形坡口还是I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
图1 焊接电流与熔深的关系<φ4.8mm)图2 焊接电流对焊缝断面形状的影响a>I形接头b>Y形接头<2)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。
电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
图3电弧电压对焊缝断面形状的影响a>I形接头b>Y形接头<3>焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图 4 所示。
焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。
实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量图4 焊接速度对焊缝形成的影响H-熔深B-熔宽图5焊接速度对焊缝断面形状的影响a>I形接头b>Y形接头<4>焊丝直径焊接电流、电弧电压、焊接速度一定时,焊丝直径不同,焊缝形状会发生变化。
表 1 所示的电流密度对焊缝形状尺寸的影响,从表中可见,其他条件不变,熔深与焊丝直径成反比关系,但这种关系随电流密度的增加而减弱,这是因为随着电流密度的增加,熔池熔化金属量不断增加,熔融金属后排困难,熔深增加较慢,并随着熔化金属量的增加,余高增加焊缝成形变差,所以埋弧焊时增加焊接电流的同时要增加电弧电压, 以保证焊缝成形质量。
表 1 电流密度对焊缝形状尺寸的影响 <U=30-32V ,Uw =33cm /min )项 目焊接电流/A700——750 1000~1100 1300—1400焊丝直径/mm 6 5 4 6 5 4 6 5 平均电流密度/A·mm -2 26 36 58 38 52 84 48 68熔深H /mm 7.0 8.5 11.5 10.5 12.0 16.5 17.5 19.0 熔宽 B /mm 22 21 19 26 24 22 27 24 形状系数 B /H 3.1 2.5 1.7 2.5 2.0 1.3 1.5 1,31.2 工艺条件对焊缝成形的影响<1)对接坡口形状、间隙的影响 在其他条件相同时,增加坡口深度和宽度,焊缝熔深增加,熔宽略有减小,余高显著减小,如图6所示。
在对接焊缝中,如果改变间隙大小,也可以调整焊缝形状,同时板厚及散热条件对焊缝熔宽和余高也有显著影响,如表2所示。
表2 焊缝间隙对对接焊尺寸的影响工艺参数 熔深/mm 熔宽/mm 余高/mm 熔合比(%>板厚/ mm 电流/A 电弧电压/V 焊接速度/ cm .min -1 间隙/mm0 2 4 0 2 4 0 2 4 0 2 412 700-750 32~3450 134 7.5 5.6 8.0 6.0 7.5 5.5 20 10 21 11 20 10 2.5 2.0 2.0 --- 1.0 --- 74 71 64615746 20 800-850 36~3820 33.4 134 10.0 11.0 6.5 9.5 11.5 7.0 10.0 11.0 7.0 27 23 11 27 22 11 27 22 10 3.0 3.5 2.5 2.0 2.5 2.5 1.5 60 63 72 57 58 61 52 49 45 30 900-1000 40-422033.4 13410.5 12.0 7.5 11.0 12.0 7.5 10.5 11.0 7.5 34 30 12 33 29 12 35 30 12 3.5 3.0 1.5 3.02.02.5 1.561 67 72 59 63 72 555960<2>焊丝倾角和工件斜度的影响焊丝的倾斜方向分为前倾和后倾两种,见图7。
倾斜的方向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。
图7a为焊丝前倾,图7b为焊丝后倾。
焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。
而电弧对熔池前方的母材预热作用加强,故熔宽增大。
图7c是后倾角对熔深、熔宽的影响。
实际工作中焊丝前倾只在某些特殊情况下使用,例如焊接小直径圆筒形工件的环缝等。
工件倾斜焊接时有上坡焊和下坡焊两种情况,它们对焊缝成形的影响明显不同,见图8。
上坡焊时(图8a、b>,若斜度β角> 6°~12°,则焊缝余高过大,两侧出现咬边,成形明显恶化。
实际工作中应避免采用上坡焊。
下坡焊的效果与上坡焊相反,见图8c、d。
图7 焊丝倾角对焊缝形成的影响a>前倾b>后倾c>焊丝后倾角度对焊缝形成的影响图8 工件斜度对焊缝形成的影响a>上坡斜 b>上坡斜工件斜度的影响 c>下坡斜d>下坡斜工件斜度的影响β-工件斜度<3>焊剂堆高的影响埋弧焊焊剂堆高一般在25~40mm,应保证在丝极周围埋住电弧。
当使用粘结焊剂或烧结焊剂时,因为密度小,焊剂堆高比熔炼焊剂高出20%~50%。
焊剂堆高越大,焊缝余高越大,熔深越浅。
1.3焊接工艺条件对焊缝金属性能的影响当焊接条件变化时,母材的稀释率、焊剂熔化比率(焊剂熔化量/焊丝熔化量>均发生变化,从而对焊缝金属性能产生影响,其中焊接电流和电弧电压的影响较大。
图9~图11给出了焊接电流、电弧电压和焊接速度对焊剂熔化比率的影响。
因为焊剂熔化比率的变化,焊缝金属的化学成分、力学性能均发生变化,特别是烧结焊剂中合金元素的加入对焊缝金属化学成分的影响最大。
图 12 ~图14 给出各种焊接条件变化时对焊缝金属 Mn、Si 含量的影响。
图9 焊接电流对焊剂熔化比率的影响图10 电弧电压对焊剂熔化比率的影响图11 焊接速度对焊剂熔化比率的影响图12 焊接电流对焊缝金属化学成分的影响图13 电弧电压对焊缝金属化学成分的影响图14 焊接速度对焊缝金属化学成分的影响2 埋弧焊实施方法及工艺参数选择2.1焊前准备<1)坡口设计及加工同其他焊接方法相比,埋弧焊接母材稀释率较大,母材成分对焊缝性能影响较大,埋弧焊坡口设计必须考虑到这一点。
依据单丝埋弧焊使用电流范围,当板厚小于14mm ,可以不开坡口,装配时留有一定间隙:板厚为14 ~22mm ,一般开V 形坡口;板厚22 -50mm 时开X 形坡口。
对于锅炉汽包等压力容器通常采用U 形或双U 形坡口,以确保底层熔透和消除夹渣。
埋弧焊焊缝坡口的基本形式和尺寸设计时,请查阅GB/T986 ~1988 。
坡口加工方法常采用刨边机和气割机,加工精度有一定要求。
< 2)装配点固埋弧焊要求接头间隙均匀无错边,装配时需根据不同板厚进行定间距、定位焊,如表 3 所示。
另外直缝接头两端尚需加引弧板和熄弧板,以减少引弧和引出时产生缺陷。
<3)焊前清理坡口内水锈、夹杂铁末,点焊后放置时间较长而受潮氧化等焊接时容易产生气孔,焊前需提高工件温度或用喷砂等方法进行处理。
表 3 埋弧焊装配标准板厚 t/mm 焊缝长度 /mm 定位长度 /mm<25 300 ~ 500 50 ~ 70>25 200 ~ 500 70 ~ 1002.2 选择焊接工艺方法<1)对接接头单面焊对接接头埋弧焊时,工件可以开坡口或不开坡口。
开坡口不仅为了保证熔深,而且有时还为了达到其他的工艺目的。
如焊接合金钢时,可以控制熔合比;而在焊接低碳钢时,可以控制焊缝余高等。
在不开坡口的情况下,埋弧焊可以一次焊透20mm 以下的工件,但要求预留 5 ~6mm 的间隙,否则厚度超过14—16mm 的板料必须开坡口才能用单面焊一次焊透。
对接接头单面焊可采用以下几种方法:在焊剂垫上焊,在焊剂铜垫板上焊,在永久性垫板或锁底接头上焊,以及在临时衬垫上焊和悬空焊等。
分述如下: 1)在焊剂垫上焊接用这种方法焊接时,焊缝成形的质量主要取决于焊剂垫托力的大小和均匀与否,以及装配间隙的均匀与否。
图 15 说明焊剂垫托力与焊缝成形的关系。
板厚 2~8mm的对接接头在具有焊剂垫的电磁平台上焊接所用的参数列于表4 。
电磁平台在焊接中起固定板料的作用。
图15 在焊剂垫上对焊接a>焊接情况 b>焊剂托力不足 c>焊剂拖力很大 d>焊剂拖力过大表 4 对接接头在电磁平台-焊剂垫上单面焊的焊接条件板厚/mm 装配间隙/mm 焊丝直径/mm 焊接电流/A电弧电压/V 焊接速度/cm·min -1电流种类焊剂垫中 焊剂颗粒 焊接垫软管中的空气压力/kPa 20~1.01.6 120 24~28 73 直流反接细小8130~1.51.6275~300 28~30 56.7 交流 细小 812275~300 28~30 56.7 3 400~425 25~28 117 4 0~1.5 2 375~400 28~30 66.7 交流 细小 101~152 4 525~550 28~30 83.3 101 5 0~2.5 2 425~450 32~34 58.3 交流 细小 101~152 4 575~625 28~30 76.7 6 0~3.0 2 475 32~34 50 交流 正常 101~152 4 600~650 28~32 67.5 70~3.04650~70030~3461.7交流正常101~1528 0~3.5 4 725~775 30~36 56.7 交流正常101~152板厚10—20mm的I形坡口对接接头预留装配间隙并在焊剂垫上进行单面焊的焊接参数,见表5。