焊接当量计算
【2019年整理】管道施工DIN计量方法

什么是焊接达因数?DIN (Dia-inch ),计算焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因),10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,1、Din: dia-inch 就是用接头公称直径来表示工作量的一种计量单位。
包括承插、罗纹和对焊接头。
2、DB: dia-inch-butt 指用寸径表示的对焊接头。
3、焊接当量大致意思同第一条差不多。
以上焊接工作量描述具体包含哪些内容呢?一般来说,在用DIN描述的工作量清单当中,相应的将管道的工作量大致分解为:焊接达因、热处理、无损检测、阀门安装、支架制作 /安装、试压和吹洗等。
在用达因表示的工程量清单商务报价方面,总是分别按照材质、管表号、焊接类型、接头类型进行包价。
如:SS SCH20 FW(SW) BW(SW) 38.00解释一下:不锈钢壁厚SCH20安装口(预制口) 对焊口(承插口)另外:对于各种特殊情况如开孔补强,管廊和工艺焊口,都规定了折算系数。
国外在这些方面作的已经很成熟了,我们需要关注的是各种情况下我们实际的消耗。
实际影响焊工效率的主要因素:a. 管道材料质量:如果管道材料质量较好,那么接头的组对效率和组对质量都很理想,如错边什么的。
焊工焊接效率会比较高,焊接合格率也高,折算下来对平均焊接能力估算值影响是比较大的。
b. 辅助工种配比,实际施工组织中,不能保证焊工有足够多的辅助工种协助,以保证焊工能够连续不断地进行焊接。
如焊口的打磨、组对、点焊等,中间会有很多的中断焊接时间。
c. 焊接质量要求,质量要求高的管道,焊接工艺的执行当然也会更加严格,检查过程也比较正规。
焊工作业中投机取巧的伪效率就降低了。
d. 焊接设备和焊接工艺,采用白动和半白动焊接设备的焊接工艺效率当然要比纯手工焊接效率要高的多。
装置区的可以根据经验公式算:装置区的焊接工程量=管线总长度x0.127 (修正系数)X管线寸口 + (弯头数量x管线寸口X 2) + (三通数量x管线寸口X3) + (法兰数量x管线寸口)+ (大小头数量x 管线寸口X2)对于非装置区即管廊区,可以按公式计算非装置区的焊接工程量=焊口数(管线总长度 /单根管线长度)x管线寸口+ (弯头数量x管线寸口x 2) + (三通数量x管线寸口X3) + (法兰数量x管线寸口)+ (大小头数量x管线寸口x 2)如:管线是3”,焊口数有20个,焊接工程量就是60”。
钢的碳当量公式及其在焊接中的应用
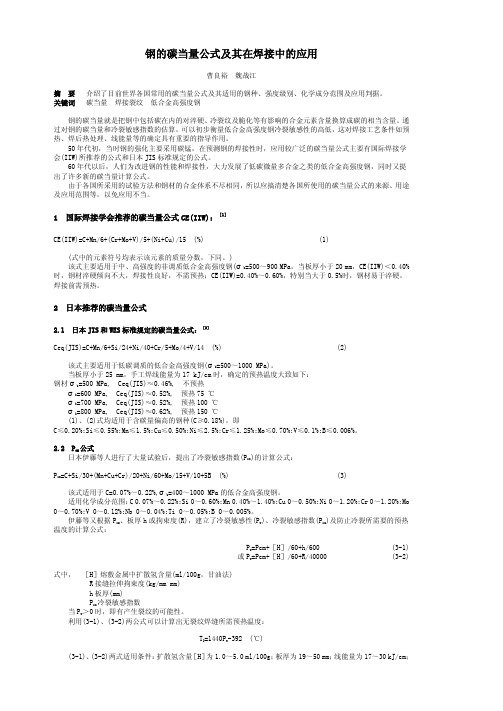
2.2 Pcm 公 式 日 本 伊 藤 等 人 进 行 了 大 量 试 验 后 , 提 出 了 冷 裂 敏 感 指 数 (Pcm)的 计 算 公 式 :
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (%)
(3)
该 式 适 用 于 C=0.07%~ 0.22%,σ b=400~ 1000 MPa 的 低 合 金 高 强 度 钢 。 适 用 化 学 成 分 范 围 : C 0.07%~ 0.22%;Si 0~ 0.60%;Mn 0.40%~ 1.40%;Cu 0~ 0.50%;Ni 0~ 1.20%;Cr 0~ 1.20%;Mo 0~ 0.70%;V 0~ 0.12%;Nb 0~ 0.04%;Ti 0~ 0.05%;B 0~ 0.005%。 伊 藤 等 又 根 据 Pcm、 板 厚 h 或 拘 束 度 (R), 建 立 了 冷 裂 敏 感 性 (Pw)、 冷 裂 敏 感 指 数 (Pcm)及 防 止 冷 裂 所 需 要 的 预 热 温度的计算公式:
碳 当 量 及 所 对 应 的 板 厚 的 焊 接 性 和 施 焊 条 件 分 别 见 图 3 和 表 2。
表 2 钢的焊接性与施焊条件
焊接性分类 普通酸性焊条
低氢焊条
消除应力 敲击处理
Ⅰ优良
不需预热
不需预热
不需
不需
Ⅱ 较 好 预 热 40~ 100 ℃ -10 ℃ 以 上 不 需 预 热 任 意
任意
Pw=Pcm+[ H] /60+h/600 或 Pw=Pcm+[ H] /60+R/40000
式 中 , [ H] 熔 敷 金 属 中 扩 散 氢 含 量 (ml/100g, 甘 油 法 ) R 接 缝 拉 伸 拘 束 度 (kg/mm. mm) h 板 厚 (mm) Pcm 冷 裂 敏 感 指 数
钢的碳当量公式和其在焊接中的应用

钢的碳当量公式及其在焊接中的使用曹良裕魏战江摘要介绍了目前世界各国常用的碳当量公式及其适用的钢种、强度级别、化学成分范围及使用判据。
关键词碳当量焊接裂纹低合金高强度钢钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,使用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及使用范围等,以免使用不当。
1 国际焊接学会推荐的碳当量公式CE(IIW):[1]CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)(1)(式中的元素符号均表示该元素的质量分数,下同。
)该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900 MPa。
当板厚小于2 0 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0. 60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式2.1 日本JIS和WES标准规定的碳当量公式:[2]Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 (%) (2)该式主要适用于低碳调质的低合金高强度钢(σb=500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm时,确定的预热温度大致如下:钢材σb=500 MPa, Ceq(JIS)≈0.46%, 不预热σb=600 MPa, Ceq(JIS)≈0.52%, 预热75 ℃σb=700 MPa, Ceq(JIS)≈0.52%, 预热100 ℃σb=800 MPa, Ceq(JIS)≈0.62%, 预热150 ℃(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%; Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0.006%。
钢的碳当量公式及其在焊接中的应用

钢的碳当量公式及其在焊接中的应用曹良裕 魏战江摘 要 介绍了目前世界各国常用的碳当量公式及其适用的钢种、强度级别、化学成分范围及应用判据。
关键词关键词 碳当量 焊接裂纹 低合金高强度钢钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS 标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
1 国际焊接学会推荐的碳当量公式CE(IIW)CE(IIW)::[[11]]CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%) (1)(式中的元素符号均表示该元素的质量分数,下同。
)该式主要适用于中、高强度的非调质低合金高强度钢(σb =500~900 MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式2.12.1 日本JIS 和WES 标准规定的碳当量公式标准规定的碳当量公式::[[22]]Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 (%) (2)该式主要适用于低碳调质的低合金高强度钢(σb =500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm 时,确定的预热温度大致如下:钢材σb =500 MPa, Ceq(JIS)≈0.46%, 不预热 σb =600 MPa, Ceq(JIS)≈0.52%, 预热75 ℃σb =700 MPa, Ceq(JIS)≈0.52%, 预热100 ℃ σb =800 MPa, Ceq(JIS)≈0.62%, 预热150 ℃(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%;Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0.006%。
焊条用量与焊接当量
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
国际标准碳当量
国际焊接学会推荐的碳当量公式CE(IIW):[1]
CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)
(式中的元素符号均表示该元素的质量分数,下同。
)
该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
焊条用量与焊接当量
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
Dia-inch 焊接总工程量算法

6
评分人数
阅读权限 40 在线时间 604 小时 注册时间 2008-6-6
第2页 共5页
最后登录 2011-5-14
lupg: 帮助他人解决问题 魅力 + 1 点
——————平和参与交流——————— 声明:本文内容由 lxzzl 发布、并对此行为可能带来的后果 承担全部责任 如有侵犯他人的权益,可联系 管理员 或致信 zyf7679@,本站将协助修改或删除。
查标准上工标网
0 0
收藏
分享
评分
顶
踩
回复
引用
评分 报告 使用道具
misliu
发表于 2008-7-24 15:54 | 只看该作者
阅读权限 30 在线时间 148 小时 注册时间 2008-6-15 最后登录 2011-5-17 回复 引用 评分 报告 使用道具 TOP
第4页 共5页
lgcan70
发表于 2010-3-1 22:35 | 只看该作者
10 楼
计焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1达因),10 个1英寸的焊口就是10达因,2个5英寸的焊口也是10达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影 响,所以只适用于壁厚在8毫米以下的焊口。操作中可以对超过8毫米每增加2毫米加乘一个0.1的系数。具体系数 还可以商确. 9# ailiy
等级: 海川高中3年级 UID 帖子 主题 积分 威望 财富 魅力 贡献 专业 75417 620 0 1211 0点 1087 点 1197 点 0点 机械修理技术
pdms焊缝当量
PDMS焊缝当量
PDMS(Polydimethylsiloxane)焊缝当量是一种焊接缺陷的评定方法。
它是指在焊接过程中,由于焊接材料、焊接工艺、焊接参数等因素的影响,焊缝尺寸与理想焊缝尺寸之间的偏差。
PDMS焊缝当量是一种以焊缝长度为基础的评定方法,用于评定焊缝的质量和缺陷等级。
PDMS焊缝当量的计算方法如下:
1. 首先,根据焊接材料的性质、焊接工艺和焊接参数等因素,确定焊缝的理想尺寸。
2. 然后,将焊缝长度按照一定比例转换为PDMS焊缝当量值。
这个比例因子是由制造商确定的,一般是根据实际生产经验和实验数据得出的。
3. 最后,将焊缝长度乘以比例因子,就可以得到PDMS 焊缝当量值了。
PDMS焊缝当量值越大,说明焊缝尺寸与理想焊缝尺寸之间的偏差越大,焊缝质量越差。
PDMS焊缝当量值的大小通常与焊接缺陷等级相关,例如,PDMS焊缝当量值大于100通常被认为是焊接缺陷的严重等级。
需要注意的是,PDMS焊缝当量值只是一种评定焊接缺陷的方法,不能完全反映焊接质量和焊接缺陷的实际情况。
因此,在实际生产中,还需要结合其他评定方法和实际情况
进行综合分析。
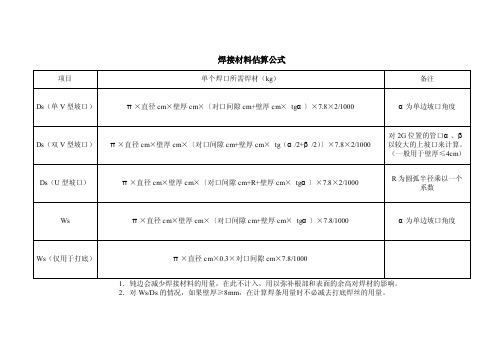
焊接材料用量估算计算公式列表
150-220℃ 580-600℃ 60M口所需焊材(kg)
备注
Ds(单 V 型坡口)
π ×直径 cm×壁厚 cm×〔对口间隙 cm+壁厚 cm× tgα 〕×7.8×2/1000
α 为单边坡口角度
Ds(双 V 型坡口) π ×直径 cm×壁厚 cm×〔对口间隙 cm+壁厚 cm× tg(α /2+β /2)〕×7.8×2/1000
α 为单边坡口角度
Ws(仅用于打底)
π ×直径 cm×0.3×对口间隙 cm×7.8/1000
1.钝边会减少焊接材料的用量,在此不计入,用以弥补根部和表面的余高对焊材的影响。 2.对 Ws/Ds 的情况,如果壁厚≥8mm,在计算焊条用量时不必减去打底焊丝的用量。
项目名 称
规格
高加给 水管道
273×30 355.6×
150-220℃ 580-600℃ 120 Min
9 Ws/Ds 200-300℃ 720-750℃
60Min
18 Ws/Ds 150-220℃ 580-600℃
60Min
9 Ws/Ds 200-300℃ 720-750℃
30Min
150-220℃ 580--600℃ 60Min
46 Ws/Ds 150-220℃ 580-600℃ 90Min
对 2G 位置的管口α 、β 以较大的上坡口来计算。
(一般用于壁厚≤4cm)
Ds(U 型坡口)
π ×直径 cm×壁厚 cm×〔对口间隙 cm+R+壁厚 cm× tgα 〕×7.8×2/1000
R 为圆弧半径乘以一个 系数
Ws
π ×直径 cm×壁厚 cm×〔对口间隙 cm+壁厚 cm× tgα 〕×7.8/1000
焊接碳当量
焊接碳当量(Welding Carbon Equivalent)是用于评估焊接接头中的合金元素含量对焊接性能的影响的一个指标。
它主要用于预测焊接接头的冷裂纹倾向性。
焊接碳当量的计算公式可以根据具体的焊接标准和材料而有所不同,常见的计算公式包括以下两种:
1.简化碳当量公式(CEV):
CEV = C + (Mn/6) + (Cr+Mo+V)/5 + (Ni+Cu)/15
其中,C、Mn、Cr、Mo、V、Ni和Cu分别表示焊接材料中的碳、锰、铬、钼、钒、镍和铜的质量百分比。
CEV值越高,焊接接头的冷裂纹倾向性越大。
2.Ito-Bessyo碳当量公式(Pcm):
Pcm = C + Si/30 + (Mn+Cu+Cr)/20 + (Ni+Mo)/60 + V/100
其中,C、Si、Mn、Cu、Cr、Ni、Mo和V分别表示焊接材料中的碳、硅、锰、铜、铬、镍、钼和钒的质量百分比。
Pcm值越高,焊接接头的冷裂纹倾向性越大。
需要注意的是,不同的焊接材料和标准可能会采用不同的碳当量公式或修正因子。
此外,碳当量只是预测焊接接头的冷裂纹倾向性的指标之一,实际焊接性能还受到其他因素的影响,如焊接工艺、残余应力等。
对于具体的焊接项目,建议参考相关的焊接标准或咨询专业的焊接工程师以获取准确的焊接碳当量计算方法和评估指导。
焊接当量计算方法

计算焊接工作量的单位,也就是焊接当量。
国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因)。
10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影响,所以只适用于壁厚在8毫米以下的焊口;超过8毫米每增加2毫米加乘一个0.1的系数。
装置区的可以根据经验公式算:1、装置区的焊接工程量=管线总长度×0.127(修正系数)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)2、对于非装置区即管廊区,可以按公式计算非装置区的焊接工程量=焊口数(管线总长度/单根管线长度)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)/如:管线是3”,焊口数有20个,焊接工程量就是60”。
上式中的管线寸口即管线外径的英制,上面公式只是1种外径规格的管子计算方法,所有规格的管线均按上面公式计算,最后再加起来,就可得到总焊接工程量。
对于厚壁管,可以根据经验乘以一个系数。
3、还有一种方法,可按经验,根据总单线图的图纸数量,估算总焊口数。
对于非装置区即管廊区,可以按上面的公式计算,但是对于装置区的,按这么算就多算了!可以根据经验公式这么算:装置区的焊接工程量=管线总长度× 0.127(修正系数)×管线寸口+(弯头数量×管线寸口× 2)+(三通数量×管线寸口× 3)+(法兰数量×管线寸口)+(大小头数量×管线寸口× 2)。
焊接当量达因的英文缩写
焊接当量达因的英文缩写【篇一:焊接当量达因的英文缩写】焊接达因数:din(dia-inch),焊接达因数是计算焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因),10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影响,所以只适用于壁厚在8毫米以下的焊口。
超过8毫米每增加2毫米加乘一个0.1的系数。
具体系数还可以商榷。
装置区的可以根据经验公式算:装置区的焊接工程量=管线总长度0.127(修正系数)管线寸口+(弯头数量管线寸口 2)+(三通数量管线寸口 3)+(法兰数量管线寸口)+(大小头数量管线寸口2)对于非装置区即管廊区,可以按公式计算非装置区的焊接工程量=焊口数(管线总长度/单根管线长度)管线寸口+(弯头数量管线寸口 2)+(三通数量管线寸口 3)+(法兰数量管线寸口)+(大小头数量管线寸口 2)如:管线是3 ,焊口数有20个,焊接工程量就是60 。
上式中的管线寸口即管线外径的英制,上面公式只是1种外径规格的管子计算方法,所有规格的管线均按上面公式计算,最后再加起来,就可得到总焊接工程量。
对于厚壁管,可以根据经验乘以一个系数。
还有一种方法,可按经验,根据总单线图的图纸数量,估算总焊口数。
每道口d:n25,1达因;dn50,2达因;dn80,3达因;dn100,4达因;dn125,5达因;dn150,6达因;dn200,8达因;dn250,10达因;dn300,12达因;dn350,14达因;dn400,16达因;dn450,18达因;。
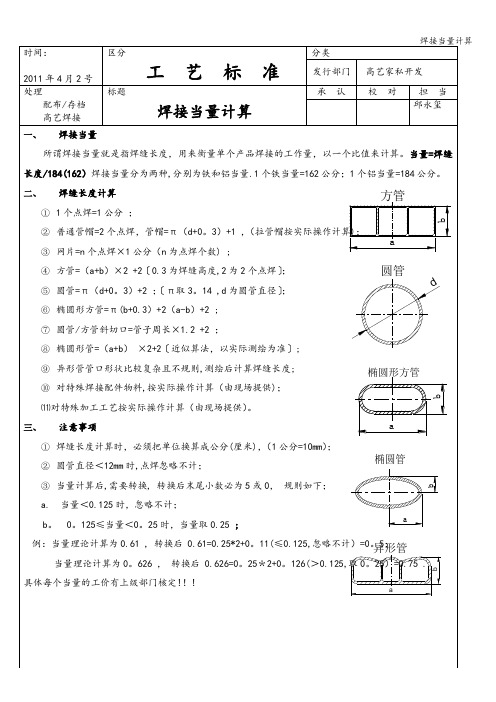
焊接当量计算
补充说明:
为了便于安排月/年计划生产、成本管理,特说明以下几点:
1.焊接采用当量的形式,来衡量产品的工作量(具体如上),
注:每个金属(铁、铝、不锈钢)产品需计算当量,便于计算焊丝等投入,
对于CO²焊,每公分(厘米)需焊丝300-350mm,其中包括直径0。
8和1。
0焊丝;对于Ar焊待定.
2。
打磨采用长度的形式,来衡量产品的工作量(以公分,即厘米计算),注:每个需要打磨的产品,需要上报每个产品所需的打磨片或磨光片。
3.抛光采用零件或部件的表面积的形式,来衡量产品的工作量(以m²计算),注: 每个需要抛光的产品,需要上报每个产品的表面积.
4. 喷粉采用成品或半成品的表面积的形式,来衡量产品的工作量及粉体用量(以KG 计算)。
注:每个需要喷粉的产品,需要计算每个产品的表面积及粉体用量。
5。
油漆采用需要喷涂面面积的形式,来衡量产品的工作量及油漆用量.
注:每个需要喷涂的产品,需要上报每个产品的喷涂面积及油漆用量。
钢的碳当量公式及其在焊接中的应用
钢的碳当量公式及其在焊接中的应用钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
1 国际焊接学会推荐的碳当量公式CE(IIW):[1]CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%) (1)(式中的元素符号均表示该元素的质量分数,下同。
)该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900 MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式2.1 日本JIS和WES标准规定的碳当量公式:[2]Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14(%) (2)该式主要适用于低碳调质的低合金高强度钢(σb=500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm时,确定的预热温度大致如下:钢材σb=500 MPa, Ceq(JIS)≈0.46%, 不预热σb=600 MPa, Ceq(JIS)≈0.52%, 预热75 ℃σb=700 MPa, Ceq(JIS)≈0.52%, 预热100 ℃σb=800 MPa, Ceq(JIS)≈0.62%, 预热150 ℃(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%;Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0.006%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
补充说明:
为了便于安排月/年计划生产、成本管理,特说明以下几点:
1.焊接采用当量的形式,来衡量产品的工作量(具体如上),
注:每个金属(铁、铝、不锈钢)产品需计算当量,便于计算焊丝等投入,对于CO²焊,每公分(厘米)需焊丝300-350mm,其中包括直径0.8和1.0焊丝;对于Ar焊待定。
2. 打磨采用长度的形式,来衡量产品的工作量(以公分,即厘米计算),
注: 每个需要打磨的产品,需要上报每个产品所需的打磨片或磨光片。
3.抛光采用零件或部件的表面积的形式,来衡量产品的工作量(以m²计算),注: 每个需要抛光的产品,需要上报每个产品的表面积。
4. 喷粉采用成品或半成品的表面积的形式,来衡量产品的工作量及粉体用量(以KG计算)。
注: 每个需要喷粉的产品,需要计算每个产品的表面积及粉体用量。
5. 油漆采用需要喷涂面面积的形式,来衡量产品的工作量及油漆用量。
注: 每个需要喷涂的产品,需要上报每个产品的喷涂面积及油漆用量。