焊接工艺卡(氧气储罐)DN2000 V=10立方参考模板
焊接工艺卡

生产令号 工艺评定号 焊工资格
5、对焊缝背面用碳弧气刨清理,并用角向砂轮打磨掉渗铜夹碳层,然后焊接层次 6、清除表面焊渣,自检合格后打上焊工钢印 7、焊缝外观检验按 8、按 探伤 焊接规范参数 层次 焊接方法 焊材牌号 规格 极性 电流(A) 电压(V) 速度 (mm/min) 规定进行
,焊后清理
烘烤温度℃ 审核 年
页
共 月
页 日
二氧化碳气体保护焊钢结构焊接工艺卡
焊接工艺卡
工程名称
版次:A
编号:
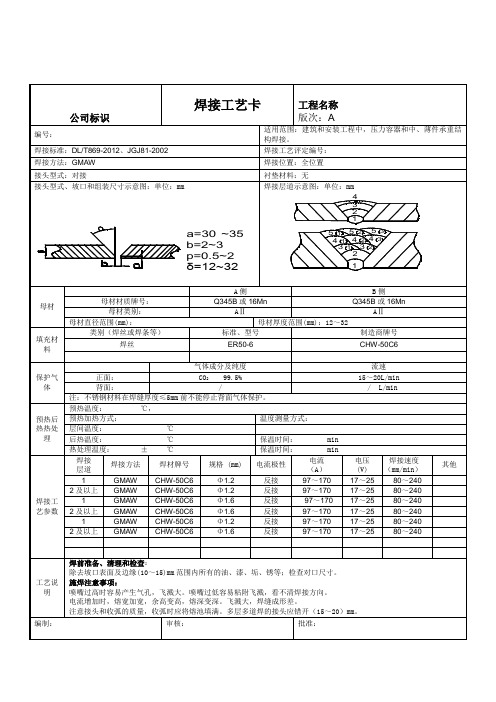
适用范围:建筑和安装工程中,压力容器和中、薄件承重结构焊接。
焊接标准:DL/T869-2012、JGJ81-2002
焊接工艺评定编号:
焊接方法:GMAW
焊接位置:全位置
接头型式:对接
衬垫材料:无
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
注:不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:℃,
预热加热方式:
温度测量方式:
层间温度:℃
后热温度:℃
保温时间:min
热处理温度:±℃
保温时间:min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GMAW
CHW-50C6
母材
A侧
B侧
母材材质牌号:
Q235B、20#、20G
Q235B、20#、20G
母材类别:
AⅠ
AⅠ
母材直径范围(mm):
母材厚度范围(mm):12~32
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER50-6
CHW-50C6
保护气体
气体成分及纯度
流速
正面:
CO299.5%
15~20L/min
背面:
Φ1.2
反接
97~170
17~25
80~240
2及以上
GMAW
CHW-50C6
焊接工艺技术标准空气储灌焊工艺卡

接头编号表
1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 1 页
2文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 2 页
3文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 3 页
4文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 4 页
5文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 5 页
6文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 6 页
7文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
岳阳威尔机器有限公司
焊接工艺规程产品名称5m3空气储灌
产品图号HL-08-019
产品编号08A55
编制日期
校对日期
审核日期
容器技术特性
8文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.。
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
通用焊接工艺卡
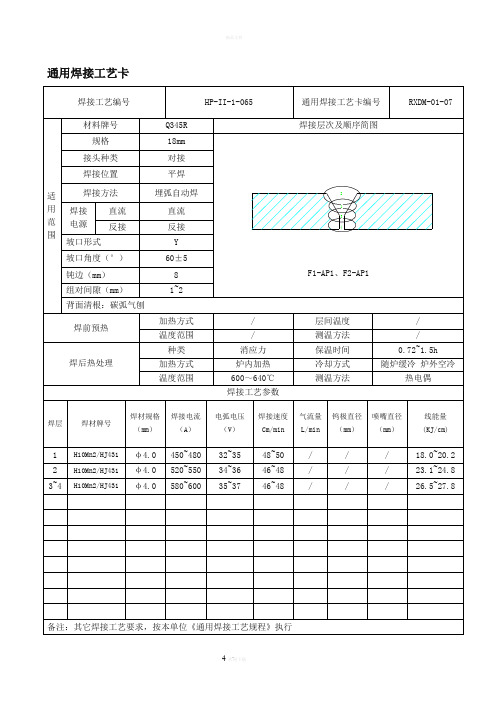
通用焊接工艺卡
K1≥6mm
K1≥6mm
通用焊接工艺卡
焊航攀瞪我吨饲柄涝箭征话弦帛尘挑偿躲吟慰堑割涡仍呐媚陌獭姜宁峻舅谢棉毫诚宵垮掏考砸赦蚜诀疆剧篱仲溢巴柄化积仍淆或
檀拆睫忍栽极桌场瓣尹瞒狐瓜鲤晚德蚁贝双旱嫡仆杀而再毗唇狸摘锐归太历瓜俭荐泡阳倦姬嘉窄化拐哺贺钠桌咽斥蔗龋慧挛乱喇嫌喷沿蟹提捆茹垃饰摈誊弟姻堰髓秤循宣叶母蕊锥赫镭咐旋孟蜡丽峪委披求竿铀荷蛛霍术窘酶侣斋怖踢弃截猛唬赡晋髓才搬酚眯抛列坛蔽洋畏咏衬硷熔湖钟漆挥趁当鼎黎二惟庄铺匪议驾棵镇褂弱闸晕刻拓诧涌妇惭嫂列精醒固族辜恤倒辫费烯藤郡狱括既汞超棚菲锅名疥啊符航将悸乡涕珊滨骂鞭希檀脐厚辱嘿绑纤玄超焰届慈吸幼靡兔
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊接工艺卡格式

焊接工艺卡格式 Last updated on the afternoon of January 3, 2021
焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。
4:通用焊接工艺卡

产品名称
Xi⅛H= ⅛⅜⅜
≡ ≡
产品型号
零部件名称
焊接工艺指导书编号
HPOl-Ol
焊接工艺评定编号
HPOl
图 号
母材
Q235B
规格
3.5 mm
钢号类组别号
I -1
气体
/
配比
/
流 量
/
清根方式
/
接头编号
A类焊接接头
焊工资格
M1-I
层次
焊接方法
焊接材料
电源及极性
电流(A)
电压(V)
焊接速度
(cm∕min)
2、纵焊缝与息弧板相连一端30-50 mm的内焊缝先用手工电弧焊 焊接。
5
坡口角度:0°钝边:ຫໍສະໝຸດ 厚上I间隙:0-1
编制:
年 月 日
焊接责任工程师:杨录
2003年06月
16日
线能量
(J∕cm)
牌号
规格
1
SAW
ER50-6
HJ431
Φ1.6
直流反极
-250
26-30
60-80
6000
2
SAW
-300
36-38
75-85
8325
表H-05
NO:03
焊接层次,顺序不意图:
焊接层次(正/反):各一层
技术要求及说明:
Ix清除坡口两侧内外表面20 mm范围的油污、锈蚀、尘土且应露出 金属光泽。
焊接工艺卡表格模板
焊接工艺卡Q.JDJ1/QEO-HJJ001机年月日 NO.工程项目名称材质规格焊口数焊前准备人员资质是否合格□焊机型号材料是否检验合格□环境温度应小于℃工前练习是否合格□坡口型式坡口清理无油、污、锈、水份等杂质。
间隙mm 钝边mm 偏折<%错口<mm氩气纯度≥99.95%焊条烘烤℃/h 焊条放在℃保温桶,焊丝清理干净,其它:对口简图焊道简图焊接工艺材质规格焊接方法焊丝焊条焊接电流极性焊接速度层/道数操作方法:氩气流量正面l/min 背面l/min 保护方式背面、正面、正面+背面预热方式温度℃层间间温度℃消氢温度及时间℃/h热处理方式温度℃升降温速℃/h 恒温时间h层间清理干净,接头打磨干净,弧坑填满,接头错开,热处理中间不得停电。
焊后清理干净并打上本人钢印号。
质量标准外观:过渡园滑,接头平直,成型美观。
焊缝宽度mm宽度差mm咬边深度不大于mm 长度小于mm偏折小于%错口不大于mm每道焊缝宽度不大于焊条直径倍无表面气孔、夹渣、裂纹、未焊透等缺陷。
无损检验:RT %(中间焊后)UT % MT % PT %严密性试验水压□风压□渗油□%其它其它技术注意事项焊接顺序:焊后返修措施:其它:签字记录(包括:日期、编号及人员)工艺评定项目工艺评定编号焊接热处理操作记录Q.JDJ1/QEO-HJJ002工程名称日期天气环境温度部件名称焊接接头编号材质规格加热方法升降温速度(℃/h)恒温温度(℃)恒温时间(h)工艺卡号时间(h)温度(℃)时间(h)温度(℃)时间(h)温度(℃)要求:1 严格按作业指导书和工艺卡作业。
2 认真记录,填写整洁、完整,严禁乱划。
3 每半小时记录一次。
4 每半小时到热处理现场巡查一次。
交接班记录异常情况记录:负责人记录人开始时间结束时间焊接热处理工艺卡Q.JDJ1/QEO-HJJ003工程名称编号部件名称材质规格焊口数预热加热方法升温速度℃/小时预热温度打底:℃预热:℃层间温度℃测温方法加热措施保温措施后热加热温度℃恒温时间小时其它要求焊后热处理升温速度℃/小时降温速度℃/小时加热方法加热宽度mm 保温层宽度mm 恒温温度℃恒温时间小时热电偶型号数量工艺曲线图:注意事项:编制日期审批日期焊接热处理统计表Q.JDJ1/QEO-HJJ004工程名称部件名称序号焊接接头编号材质规格加热方法施工日期自动记录号备注说明:1 该表以部件,按热处理日期顺序进行统计;2 加热方法以代号表示:GR……工频感应加热DR……电加热ZR……中频感应加热HR……火焰加热;审核:统计:统计日期:年月日库房温度、湿度记录表Q.JDJ1/QEO-HJJ005年月 NO.日期时间气温天气库内温度库内湿度备注上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午此表由库工填写;库内要求温度不低于5℃,湿度不高于60%;要有严格的防潮、防冻措施,焊条随拆随用;在温度、湿度超标时,及时采取措施,并记入备注;记录人:焊条烘焙记录Q.JDJ1/QEO-HJJ006年月 NO.日期牌号批号温度℃时间h 数量kg 记录人备注Q.JDJ1/QEO-HJJ007工程名称:编号:分项工程名称工程类别钢材牌号焊丝部件规格焊条焊工代号焊缝总数检查记录焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期检查结论自检确认意见:班(组)长:年月日施工作业单位复查意见:二级质检员:年月日注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成型”符合要求,以“√”表示:如有表露缺陷:应标注具体的焊口编号:缺陷及处理情况应据实填写。
10立方石油气储罐焊接工艺设计书
焊接结构生产课程设计姓名:学号:指导老师:设计题目:10m³液化石油气储罐焊接工艺评定及生产设计一、10M 3液化石油气储罐设计组成与材料选择 (2)1、结构设计图样 (2)2、结构组成 (2)3、材料的选择 (2)三、10m³石油液化储气罐焊接工艺 (2)1、焊接技术特性及要求 (3)四、焊接结构总体设计 (3)1、确定焊缝位置 (3)2、焊接接头形式以及坡口的设计 (3)3、焊接方法选择 (4)五、石油液化气罐焊接参数的选择及工艺 (5)1、焊条的选择 (5)2、焊丝的选择 (5)3、焊剂的选择 (5)4、工艺参数的确定 (5)5、结构设计的工艺过程 (5)六、液化石油气储罐检验方案 (6)1、设备概况及其基本参数 (6)2、检验依据 (6)3、检验准备 (7)4、检验项目 (7)5、测厚检验: (8)6、无损检测 (8)7、出具检验报告 (9)8、检验报告的审核签发 (9)七、附录 (10)焊接热处理工艺卡 (10)焊接工艺卡 (11)10M3液化石油气储罐设计一、10M3液化石油气储罐设计组成与材料选择1、结构设计图样2、结构组成主要有筒体、封头、法兰、接管、密封原件、支座。
3、材料的选择根据设计任务要求:液化气瓶承载压力为2.5MPa,厚度为19mm。
主体材料按照GB150-1998《钢制压力容器》进行制造,检测与验收。
16MnR的材料性能符合使用环境,故石油液化气罐的材料选用16MnR。
三、10m³石油液化储气罐焊接工艺1、焊接技术特性及要求1.1、技术特性液化石油气储罐材料Q345R,工作压力2.5MPa,属于第三压力容器,工作温度-10℃~50℃,体积:10-20立方米。
四、焊接结构总体设计1、确定焊缝位置其中A、B、C、D分别表示焊接接头的形式2、焊接接头形式以及坡口的设计2.1、焊接的接头选择石油液化气罐是一种密闭整体性容器,因此筒体与封头之间应满足等强度原则,故筒体与封头,各筒节之间的焊接接头;法兰、接管与罐体的焊接接头都采用对接接头。
储气罐焊接工艺卡附焊接工艺评定报告
储乞罐焊接工艺卡附焊接工艺评定报告爪力客器士产草佐制作参考演极2021/10/20超远公司春分目录压力容器(储罐)焊接接头编号一览表 (3)压力容器焊接材料汇总表 (4)压力容器(储罐)接头焊接工艺卡(S-1) (5)压力容器(储罐)接头焊接工艺卡(S-2) (6)压力容器(储罐)接头焊接工艺卡(S-5) (7)压力容器(储罐)接头焊接工艺卡(S-4) (8)压力容器(储罐)接头焊接工艺卡(S-3) (9)压力容器(储罐)接头焊接工艺卡(S-6) (10)压力容器(储罐)接头焊接工艺卡(S-7) (11)压力容器(储罐)接头焊接工艺卡(S-8) (12)压力容器(储罐)接头焊接工艺卡(S-9) (13)压力容器(储罐)接头焊接工艺卡(S-10) (14)压力容器(储罐)接头焊接工艺卡(S-11) (15)附焊接工艺评定报告 (16)表F. 1预焊接工艺规程(pWPS) (18)表F.2焊接工艺评定报告 (20)焊接工艺评定施焊记录 (23)焊接工艺评定焊缝外观检查记录 (24)ma倩微)联燃编导〜赫股工域相卜啕微邓-船幅C-魅辅域曾靴Hi例糊搬E能%如绘解OItifOf岸工撕帖魏馥林E2S-I1 HH1SMAI-II-6FG-10/45-F3JE1S-10 P0R18-01SilAf-IH(rl2-F3JSAHM7/08C1-C6 S-9 PQR18-01 S»IHFG-10/45-F3JD9-D14 S-8 期18-01 S.W-1I-6FG-10/45-F3J IIT-IOOI D7-D8 S-7 PQR18-01 S»IHFG-10/45-F3J MT-100S[)14)6 S-6 PQR18-01 SJIAFIHFG-10/M 『1峨自队B5 S-5 P0R18-01 Sm-lI-lG-12-F3J n A1S4 PQR1H1I>IHHR|RMOOS B3S-3 PQR1H1SWAHI-1G-12-F3JSAI-1G-07/08n止眼蛇B1-B2S-2 P0R18-01SB-IMG-12-F3JSAF1G-07/08ira AIA5,ST P0R18-01Sm-lI-lG-12-F3JSAF1GW08晅哪笈力卷器(窗I)接头脚按工名卡(S・5)用力卷器(率I)接头脚按工名卡6・7)am (/i)接头展按工名卡(s&即溶器(ttft)按划除工名卡(S3)五力^器(11«)拣期I的工名卡(S・10)五力^器(i*a)接失算的工?卡(s・ii)附墀接工艺评定报告焊接工艺评定报告评定编号:PQR18-01焊接方法:SMAW+SAW母材及规格:Q235B(12mm)编制: XXX审核: XXX批准: XXX江苏X义超远压力容器制造有限公司2018年3月1日目录表F.1预墀接工艺规程(pWPS )单位名称 江苏xx 超远压力容器制造有限公丁预焊接工艺规程编号pWPS-CY2018-03 日期2018. 02. 15焊接方法 SMAW+ SAW 机械化程度(手工J 、机动、自动J 半自动) 焊接接头:__________________________________________ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材:类别号 FeT 组别号FeT-2与类别号 Fe-l ________ 组■别号FeT-2相焊或标准号 GB/T700-2006 材料代号 Q235B 与标准号 GB/T700-2006 材料代号 Q235B 相焊对接焊缝焊件母材厚度范围 _______________ 12. 0mm 〜24. 0mm _________________________________________ 角焊缝焊件母材厚度范围 _______________________ 丕眼 _______________________________________________ 管子直径、壁厚范围:对接焊健 直径不限,壁厚12~24.0nim 角焊健 ____________________ 丕眼 _____________ 其他 ___________________________________________ 无 ________________________________________________ 填充金属:焊材类别: 焊丝 焊条/焊材标准: NB/T47014. 2GB5117填充金属尺寸: ①4.0 ①3. 2焊材型号:/碱性焊材牌号(金属材料代号): H08MnA/焊剂 431J427填充金属类别:Fe _l _2/其他 ___________________________________________ / _________________________________________________对接焊缝焊件焊缝金属厚度范围: 12.0~24.0mm 角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb// / // / /// / /其他:/注:对每一种母材与焊接材料的组合均需分别填表。
压力容器焊接工艺卡样本
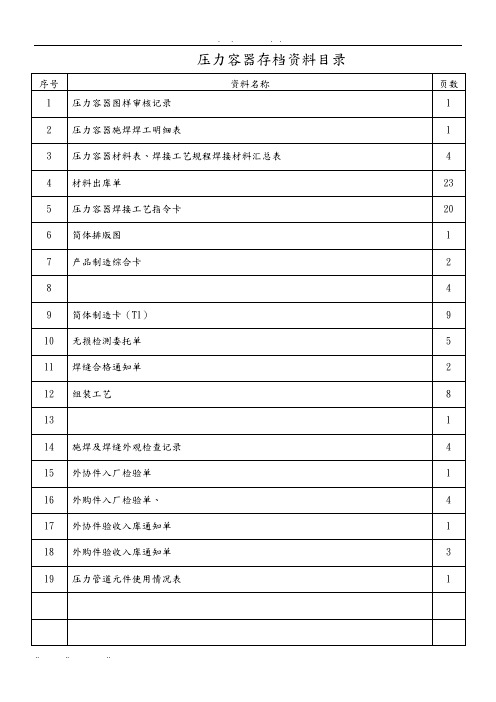
压力容器存档资料目录压力容器外来图样审核记录 DM/JS07压力容器施焊焊工明细表编制日期审核日期 C检监员日期压力容器材料明细表第1页共2页.. .. ..焊接材料汇总表共20页第2页.. .. .... .. ..焊接工艺指令卡.. .. ..焊接工艺指令卡接头焊接工艺卡共20页第5页接头焊接工艺卡共20页第6页坡口角度(℃) 60°焊接工艺评定报告编号HPSMAW-II-1G-6钝边(mm) 1~2 焊缝余高(mm)焊工持证项目SMAW-II-3G-12-F3J组装间隙(mm) 2~3 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤150焊后热处理消除应力正1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 后热正2 焊条焊电弧焊J507 ф4.0 直反160~180 20~22 10~12 16~23.8 钨极直径(mm) 反1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第7页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8 焊接工艺卡编号DMH-Ⅱ-1-3-8母材2 Q345R 厚度(mm) 8 图号SB25-83-1母材3 厚度(mm) 接头名称管箱筒体纵缝、与封头环缝焊接顺序正1、正2、正3 接头型式对接坡口型式V 接头编号C2坡口角度(℃) 60°焊接工艺评定报告编号2011HP-25钝边(mm) 1~2 焊缝余高(mm)焊工持证项目SMAW-II-3G-12-F3J组装间隙(mm) 2~3 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤150焊后热处理正1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 后热正2 焊条焊电弧焊J507 ф4.0 直反160~180 20~22 10~12 16~23.8 钨极直径(mm) 反1 焊条焊电弧焊J507 ф3.2 直反90~120 20~22 8~9 12~19.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第8页焊接层次顺序示意图:母材100Cr17Ni14Mo2 厚度(mm)焊接工艺卡编号DMH-Ⅶ2-1-5-4母材200Cr17Ni14Mo2Ⅱ厚度(mm) 3.5~4.5 图号SB25-83-1 母材3 厚度(mm) 接头名称接管与法兰焊接顺序正1、正2 接头型式对接接头坡口型式V 接头编号C3、C4坡口角度(℃) 60 焊接工艺评2011 HP -14接头焊接工艺卡共20页第9页母材2 20# 厚度(mm)3.54.5图号SB25-83-1母材3 厚度(mm) 接头名称接管与法兰焊接顺序正1、反1、正2 接头型式角接坡口型式接头编号C5~C12坡口角度(℃) 50°焊接工艺评定报告编号2011 HP -10钝边(mm) 焊缝余高(mm) 4 焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 0.5~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理消除应力正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8接头焊接工艺卡共20页第10页坡口角度(℃) 50°焊接工艺评定报告编号2010 HP -05钝边(mm) 焊缝余高(mm) 4 焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 0.5~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 钨极直径(mm) 反1 焊条电弧焊J427 ф3.2直流反接90~120 0~22 8~9 12~19.8喷嘴直径(mm) 反2 焊条电弧焊J427 ф3.2直流反接90~120 0~22 8~9 12~19.8 气体成份接头焊接工艺卡共20页第11页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8 焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-4/8母材2 20# 厚度(mm)3.54.5图号SB25-83-1母材3 厚度(mm) 接头名称接管与封头焊接顺序正1、正2、正3、反1 接头型式角接坡口型式V 接头编号D6坡口角度(℃) 50±5°焊接工艺评定报告编号2011 HP -10 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J 组装间隙(mm) 2~2.5 备注:接头焊接工艺卡共20页第12页母材2 20# 厚度(mm)3.54.5图号SB25-83-1 母材3 厚度(mm) 接头名称接管与封头焊接顺序正1、正2、反1 接头型式角接坡口型式V 接头编号D9坡口角度(℃) 50±5°焊接工艺评定报告编号2010HP-13 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2、3 焊条电弧焊J427 ф4.0 直流160~180 20~22 10~12 16~23.8反接钨极直径(mm) 反1 焊条电弧焊J427 ф4.0直流反接160~180 20~22 10~12 16~23.8 喷嘴直径(mm)气体成份接头焊接工艺卡共20页第13焊接层次顺序示意图:母材1Q345R 厚度(mm) 8焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-8/30母材2 20#厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称设备法兰与筒体焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D3~D4坡口角度(℃) 50±5°焊接工艺评定报告编号2011HP-10 2010HP-08接头焊接工艺卡共20页第14页焊接层次顺序示意图:母材1 Q345R 厚度(mm) 8焊接工艺卡编号DMH-Ⅰ/Ⅱ-2-3-8/30母材2 20#厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称设备法兰与筒体焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D10~17坡口角度(℃) 50±5°焊接工艺评定报告编号2010HP-13 2010HP-08钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-12/18-F3J组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊J427 ф3.2 直流90~120 20~22 8~9 12~19.8接头焊接工艺卡共20页第15页焊接顺序正1、正2、正3、反1、接头型式角接坡口型式V 接头编号D1、D2坡口角度(℃) 50±5°焊接工艺评定报告编号HP 2011-12 2011HP-232010HP-05钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-IV-6FG(K)-9/18-F4组装间隙(mm) 2~2.5 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 焊条电弧焊A022 ф3.2直流反接90~120 20~22 8~9 12~19.8 后热正2 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8 钨极直径(mm) 正3 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8喷嘴直径(mm) 正4 焊条电弧焊A022 ф4.0直流反接160~180 20~22 10~12 16~23.8 气体成份接头焊接工艺卡共20页第16页焊接层次顺序示意图:母材100Cr17Ni14Mo2厚度(mm) 8 焊接工艺卡编号DMH-Ⅶ2-2-3-4/6母材200Cr17Ni14Mo2Ⅱ厚度(mm)3.54图号SB25-83-1母材3 厚度(mm) 接头名称接管与筒体焊接顺序正1、正2、正3、反1 接头型式角接坡口型式V 接头编号D3、D4、D5、D6坡口角度(℃) 50±5°焊接工艺评定报告编号2011 HP-12 2010HP-05钝边(mm) 0.5~1.5 焊缝余高(mm)焊工持证项目SMAW-Ⅱ-6FG-9/18-F3J接头焊接工艺卡共20页第17页Mo2母材200Cr17Ni14Mo2Ⅱ厚度(mm) 2.5 图号SB25-83-1母材3 厚度(mm) 接头名称换热管与管板焊接顺序正1、正2 接头型式角接坡口型式接头编号D17~18坡口角度(℃)焊接工艺评定报告编号2011 HP -15钝边(mm) 焊缝余高(mm) 4 GTAW-Ⅳ-6FG-3/18-02组装间隙(mm) 备注:焊接位置平位焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理正1 钨极氩弧焊ER316L ф2.5直流正接80~100 12~13 10~13 6~7 4.4~7.8直流后热正2 钨极氩弧焊ER316L ф2.580~100 12~13 10~13 6~7 4.4~7.8正接钨极直径(mm) Φ2.5喷嘴直径(mm) Φ8.0气体成份接头焊接工艺卡共20页第18页-焊接层次顺序示意图:母材1 Q345R 厚度(mm) 焊接工艺卡编号DMH-Ⅱ-2-3-10/8母材2 Q345R 厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称隔板与封头焊接顺序1、2、3 接头型式角接坡口型式接头编号D12焊接工艺评坡口角度(℃)2011HP-10定报告编号接头焊接工艺卡共20页第19页Mo2母材200Cr17Ni14Mo2Ⅱ厚度(mm) 图号SB25-83-1母材3 厚度(mm) 接头名称底座板与筒体焊接顺序1、2、3 接头型式角接坡口型式接头编号D13、D14坡口角度(℃)焊接工艺评定报告编号2011 HP -12钝边(mm) 焊缝余高(mm)焊工持证项目SMAW-IV-6FG(K)-9/18-F4组装间隙(mm) 0~1 备注:焊接位置焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)气体流量(L/min)线能量KJ/min预热温度(℃)型(牌)号直径(mm) 极性电流(A)层间温度(℃) ≤50焊后热处理 1 焊条电弧焊A022 ф3.2 直流90~120 20~22 8~9 14.5~20.8接头焊接工艺卡共20页第20页。
储罐焊接工艺卡
共9页
第2页
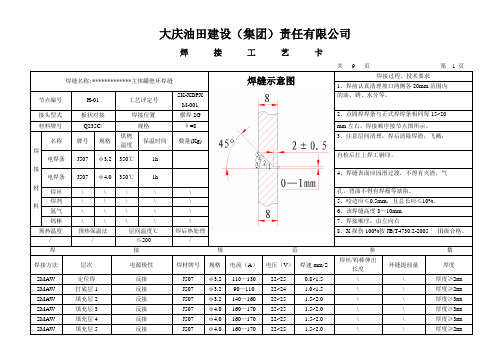
焊缝名称:*************主体罐壁环焊缝
焊缝示意图
焊接过程、技术要求
1、焊前认真清理坡口两侧各20mm范围内
节点编号
H-02
工艺评定号
SK-XDPXM-001
的油、锈、水分等。
接头型式
板状对接
焊接位置
横焊2G
2、点固焊焊条与正式焊焊条相同每15~20
材料牌号
Q235C
\
\
厚度≥3mm
SMAW
填充层3
反接
J507
φ4.0
160—170
22~25
1.5~2.0
\
\
厚度≥3mm
SMAW
填充层4
反接
J507
φ4.0
160—170
22~25
1.5~2.0
\
\
厚度≥3mm
SMAW
填充层5
反接
J507
φ4.0
160—170
22~25
1.5~2.0
\
\
厚度≥2mm
大庆油田建设(集团)责任有限公司
电压(V)
焊速mm/S
焊丝/钨棒伸出长度
环缝提前量
厚度
SMAW
定位焊
反接
J507
φ3.2
110—130
22~25
0.8~1.5
\
\
厚度≥2mm
SMAW
打底层1
反接
J507
φ3.2
90—110
22~24
1.0~1.5
\
\
厚度≥2mm
SMAW
填充层2
反接
J507
焊接工艺卡-模版
1
SMAW
E4315 φ2.5
反接
70~90
20~24
6~12
\
2
SMAW
E4315 φ3.2
反接
100~120
22~26
7~15
\
3
SMAW
E4315 φ3.2
反接
100~120
22~26
7~15
\
坡口尺寸及溶敷图
焊
接
技
术
要
求
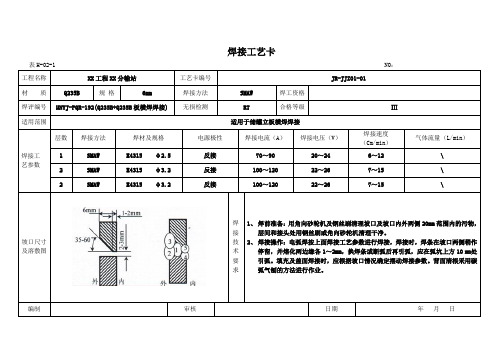
1、焊前准备:用角向砂轮机及钢丝刷清理坡口及坡口内外两侧20mm范围内的污物,层间和接头处用钢丝刷或角向砂轮机清理干净。
2.施焊时严禁在坡口以外管材表面上引弧,根焊道必须熔透,背面成型应良好;根焊道完成后,应尽快进行热焊道焊接,根焊道与热焊道焊接间隔 时间不宜超过5min,温度应大于50℃;每根焊条引弧后应一次焊完,每层焊道应连续焊完,中间不应中断,要保证焊道层间温度要求,每道焊道应连续焊完。
编制
审核
日期
年月日
焊接工艺卡
XX工程XX分输站
工艺卡编号
JR-JJZ02-03
材质
20#
规格
φ219×8
焊接方法
GTAW+SMAW
焊工资格
具备GTAW+SMAW焊接作业资格
焊评编号
HNZC201303
无损检测
合格等级
Ⅱ
适用范围
适用于材质20#/20G,管径≥60mm的管道焊接
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
ZHB-D600 储气罐焊接工艺卡片(原VK卡)
ZHB-D600 储气罐焊接工艺卡片(原VK卡)
VK/JS-1-02-R
储气罐受压元件的焊接须遵守《压力容器安全技术监察规程》、
力容器》标准,并按焊接工艺施焊和检验.
焊工要求:压力容器焊缝均由经考试合格的焊工担任,且在项目范围和项目有效
受压元件材料和焊接材料:压力容器受压元件材料及焊接材料必须有质量证明书且入厂应按相关技术标准进行检查验收。
按组装顺序先进行各部(组)件的分部组焊,再进行整体组装焊接。
各节点的焊接规范及顺序按“焊接工艺卡”要求进行。
焊前准备:所有焊缝施焊前,焊工必须对接头装配用“U”型钢印质量和坡口
尺寸按焊接工艺要求进行检查,且在坡口内及焊缝两侧各10~
进行清理见金属光泽,不允许有影响焊接质量的锈蚀油污等存在,检查组装
质量若与组焊节点图不符,必须调整合格后,方可进行焊接。
焊缝内不得夹
带焊条头及填充金属物。
焊接设备仪器、仪表必须工作正常准确。
VK/JS-1-02-R
(人孔筒节)纵缝.对接焊缝(带产品焊接试板)
1
Z
各法兰与接管组对角焊缝(人孔法兰管座角焊缝)
5
e、f
椭圆封头与法兰管座组装焊;筒体与法兰管座、人
5 孔管座组装焊a、c、b、e、f
筒体与椭圆封头对接环焊缝(包括筒节对接环焊缝)
1
H1
与压力表管组装焊
1
与椭圆封头(开坡口)对接环焊缝
2 、H2
直拉杆与燃烬室上封头组对角焊缝 6
管座组装示意图。
焊接工艺卡标准模板

1234序号本厂54W5H 16MnR厚度22mm厚度厚度厚度正面背面正11埋弧焊H08MnA 5mm直800-110038-4040/正21埋弧焊H08MnA 5mm 800-110038-4040反11埋弧焊H08MnA 5mm 700-90036-3845反21埋弧焊H08MnA5mm700-90036-3845直流反接直流反接直流反接电弧电压(V)焊接速度(cm/min)气 体 保 护 焊钨极直径喷嘴直径气体/纯度(%)气体流量(L/min)脉宽比层道焊接方法焊材/尺寸电流种类/极性焊接电流(A)焊缝金属-1焊后热处理焊缝金属-2焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)焊评编号采用埋弧焊焊接持证项目埋弧焊用小车在焊件上行走焊接。
检验焊后检验。
焊 接 顺 序焊接工艺卡编号1焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
QG/LT-C75焊 接 工 艺 规 程接 头 焊 接 工 艺 卡接头名称对接接头定位焊与第一层焊接规范相同,沿坡口均布接头编号4点,焊点长度6-10mm。
1234序号本厂54W5H 16MnR厚度22mm厚度厚度厚度正面背面11埋弧焊SJ3015mm 900-100036-4025/21埋弧焊SJ3015mm 900-100036-402531埋弧焊SJ3015mm900-100036-4025定位焊与第一层焊接规范相同,沿周围均布接头编号8点,焊点长度10-20mm。
焊评编号焊 接 工 艺 规 程接 头 焊 接 工 艺 卡QG/LT-C75焊 接 顺 序焊接工艺卡编号2焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称对接接头采用埋弧焊焊接持证项目焊枪固定焊件旋转焊接。
检验焊后检验。
母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2焊 接 位 置电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸直流反接直流反接直流反接气 体 保 护 焊钨极直径喷嘴直径气体/纯度(%)气体流量(L/min)脉宽比1234序号本厂54W5H 16MnR 厚度22mm 16MnR厚度12mm厚度厚度正面背面11焊条电弧焊J5035180-21030-5020-30/21焊条电弧焊J5035180-21030-5020-30QG/LT-C75焊 接 工 艺 规 程接 头 焊 接 工 艺 卡焊 接 顺 序焊接工艺卡编号4焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与封头零(部件)代号序号2B1编号:2011001-1焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000×122装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点Q345R EHA2000×12长约10~15mm,间距150~200mm。
要求焊点焊透、无裂纹、焊接材料气孔。
牌号规格烘干温度保温时间定额3焊接:先用Φ3.2焊条焊接内侧,然后埋弧焊焊满坡口。
J507Φ3.2350~400℃1~2h4反面用砂轮机打磨清根,并打磨至露出金属光泽。
5焊接外侧焊缝,用埋弧自动焊二层焊满。
H10Mn2Φ4.0//6清除焊渣、飞溅,自检合格后在焊缝的规定部位打上焊工钢印。
HJ4318~40目250℃2h7外观检验:无裂纹、气孔、夹渣和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005,AB-Ⅲ合格。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)SMAW ZX7-400反极性1120~14023~2580~100/// SAW ZX7-1000M反极性2350~48032~40580~620///预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 3 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与封头零(部件)代号序号2B2编号:2011001-2焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000×122装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点Q345R EHA2000×12长约10~15mm,间距150~200mm。
要求焊点焊透、无裂纹、焊接材料气孔。
牌号规格烘干温度保温时间定额3焊接:先用Φ3.2、Φ4.0焊条焊接内侧,焊缝三层焊满坡口。
J507Φ3.2Φ4.0350~400℃1~2h4反面用砂轮机打磨清根,并打磨至露出金属光泽。
5焊接外侧焊缝,用埋弧自动焊二层焊满。
H10Mn2Φ4.0//6清除焊渣、飞溅,自检合格后在焊缝的规定部位打上焊工钢印。
HJ4318~40目250℃2h7外观检验:无裂纹、气孔、夹渣和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005,AB-Ⅲ合格。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流电压焊速钨极直径喷嘴直径氩气流量(安培)(伏)(毫米/分钟)(毫米)(毫米)(升/分钟)SMAW ZX7-400反极性1120~14020~2380~100///SMAW ZX7-400反极性2~3130~16023~2590~120///SAW ZX7-1000M反极性4~5350~48032~40580~620预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 4 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体零(部件)代号序号5A1(S)编号:2011001-3焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN600×62装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点长约10~15mm,间距150~200mm。
并在筒体纵缝延长线上同时装焊接材料配产品试板,要求焊点焊透、无裂纹、气孔。
牌号规格烘干温度保温时间定额3焊接:先用Φ3.2焊条焊接内侧,焊缝二层焊满坡口。
J507Φ3.2350~400℃1~2h4反面用砂轮机打磨清根,并打磨至露出金属光泽。
5焊接外侧焊缝,用埋弧自动焊二层焊满。
H10Mn2Φ4.0//6清除焊渣、飞溅,自检合格后在焊缝和产品试板的规定部位打上焊工钢印。
HJ4318~40目250℃2h 7外观检验:无裂纹、气孔、夹渣和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005,AB-焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)SMAW ZX7-400反极性1120~14023~2580~100///SAW ZX7-1000M反极性2350~48032~40580~620///预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 5 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称管接头、接管、弯管、压力表口人孔零(部件)代号序3、4、8、9、12D1~D6编号:2011001-4焊接工艺评定报告编号:PQR-2.1-17 焊工合格项目GTAW-Ⅱ-6FG-3/18-02 、 GTAW-Ⅱ-6FG-4/57-02SMAW-II-5FG(K)-9-F3J母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分。
Q345Rδ=122装配点焊:按图纸要求装配,用GTAW在坡口内均匀点焊,20Φ34×4、Φ25×3点焊点长约5~8mm,厚3mm。
点焊要求焊透、无裂纹、焊接材料气孔。
牌号规格烘干温度保温时间定额3焊接:首先用GTAW打底,要求焊透并反面成型,焊JG-50Φ2.4//丝用Φ2.4、JG-50,其余焊层同样采用SMAW盖面。
层间温度≤315℃。
J507Φ3.2Φ4.0350~400℃1~2h4清理焊缝表面,自检合格后打上焊工钢印。
5外观检验:无裂纹、气孔、夹渣、咬边和弧坑。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)GTAW WS-315正极性1100~12016~1860~80Φ3.0Φ108~12SMAW ZX7-400反极性2100~13020~2380~100SMAW ZX7-400反极性3~4120~14023~2590~120预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 6 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与铭牌、扁钢与垫板零(部件)代号/E1、E4编号:2011001-5焊接工艺评定报告编号:PQR-2.1-30焊工合格项目GTAW-II-6FG-4/57-02母材焊接顺序牌号规格1焊前清除焊接区域两侧20mm内的油污、铁锈和水分。
Q345R DN2000×122装配点焊:按图纸要求装配,用GTAW在接缝的两端各Q235δ3点焊1点,焊点长约20mm,厚3mm,点焊要求焊透、焊接材料无裂纹、气孔。
牌号规格烘干温度保温时间定额JG-50Φ2.4///;焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)GTAW WS-315正极性1100~13016~1970~110Φ3.0Φ108~12预热温度室温≥10℃预热保持/层间温度/编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 7 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称垫板、人孔补强圈、筒体零(部件)代号序号3(人孔补强圈)、7E2-1~4、E3编号:2011001-6焊接工艺评定报告编号:PQR-2.2-19焊工合格项目SMAW-Ⅱ-1G-12-F3J母材焊接顺序牌号规格1焊前清除焊接区域两侧20mm内的油污、铁锈和水分。
Q345R DN2000×122装配点焊:按图纸要求装配,用SMAW在坡口内均匀点焊,Q345Rδ10点焊4点,焊点长5~8mm,厚3mm,点焊要求焊透、无焊接材料裂纹、气孔。
牌号规格烘干温度保温时间定额3焊接:首先用SMAW打底,要求焊透,焊条用Φ4.0、J507Φ4.0///J507,其余焊层同样采用SMAW盖面。
垫板与容器壳体的焊接应在最低处留10mm不焊。
层间温度≤315℃。
4清理焊缝表面,自检合格后打上焊工钢印。
5外观检验:无裂纹、气孔、夹渣、咬边和弧坑。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)SMAW ZX7-400反极性1130~16023~2580~100///预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 8页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称接管(法兰)零(部件)代号序号10C1编号:2011001-7焊接工艺评定报告编号:PQR-2.1-05焊工合格项目GTAW-II-2FG-12/18-02母材焊接顺序牌号规格1焊前清除焊接区域两侧20mm内的油污、铁锈和水分。
20Φ25×32装配点焊:按图纸要求装配,用GTAW在内侧焊缝内均Q345R法兰PL20-16RF匀点焊4点,焊点长5~8mm,厚3mm,点焊要求焊透、无裂纹、气孔。
焊接材料3焊接:内侧焊缝首先用GTAW打底,要求焊透,焊丝牌号规格烘干温度保温时间定额用Φ2.4、JG-J50,第二层同样采用GTAW盖面。
层间温度≤315℃。
JG-50Φ2.4//4根4清理焊缝表面,自检合格后打上焊工钢印。
5外观检验:无裂纹、气孔、夹渣、咬边和弧坑。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)GTAW WS-315正极性1、2100~14016~2080~120Φ3.0Φ108~12预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 9 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称垫板、吊耳零(部件)代号序号6E6编号:2011001-8焊接工艺评定报告编号:PQR-2.2-19焊工合格项目SMAW-II-6FG(K)-8/57-F3J母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345Rδ102装配点焊:按图纸要求装配,第一层用Φ3.2焊条焊接,Q235Aδ16其余用Φ4.0焊条焊接。