皮带轮安装工具的研制和应用
抽油机皮带轮安装工具的研制和应用

井冲次的目的,现场没有专门的皮带轮安装工具 , 3安 丁 组 . 装 具成 2 E l 士 芷 基 1 兰兰 兰 i 芝 捌 用大锤捶击安装 , 极易造成皮带轮内外损伤 ; 影响 此T具 部 H 施力下 顶、 i = } 由i 成: 斤 扶正 ■ 把 世 土圭 二 盘 { 上 二 电机的运行陛能, 多次大力砸击会使电机内部广 部 、定 分 十 T 形 带 挡 轴 [ 三 三 [ 土 罡 圭 兰 主 I 分 同 部 ( _、 皮 轮 板、挡 兰 盖 圆 f 土 二 主 习 兰 兰 j 较大 的震 动 , 样对 电机 的轴承 、 圈 以及线 与 线 板、 斤顶 这 线 千 挡板) 见图2 ( ) 导 一 } }÷ 1 薯斗 而儿 } : 出砂 }J _l油层 j 原理 他HJ 刊孑 【 f I 具组装起 来 , 挡板 同 轴 严 重 , 时停井 时间过长容 易造成砂 躺 V 定存 电机 尾轴 . 卜 计 将 扶 装置 吲定存 因耗 I 装 { 前调冲次耗时没有达到中石化集团公司标准规定, }带轮槽 上 ,装 千斤顶挡板 圃定 f斤 顶 , 芰 千 因此 , 制了专 门的安装皮带 轮的专, 研 } _ } 斤 顾施 力}电机 皮带 轮均 匀 受 力匀速 推进 将 2 以前皮带 轮的安 装方法 皮 f轮 平稳装 电机.f ( 图 34。 I { } 车J } } 、) 以前皮带 轮安装过程 :见图 1 ( ) 4 现场 使J效果 { j 抽油机电机皮带轮与其轴是键连接 ,安装时 该 具Dl iI :完成 后 , 们于 2 0 我 0 8年 5月 只能沿着电机轴向平稳移动, 但现场安装没有可使 l 6¨在我 区 明 1 1 9 、明 13 井 上逊 行 了实 —1 用的专用工具, 主要利用榔头沿着皮带轮与轴的结 验 , 皮带 轮 , 安装 只需 2人 配合 就 可以 完成 的 操 省 安 合边缘进行锤击迫使皮带轮慢慢移动而与轴配合。 平稳 安 装 1作 , 作 方便 , 时 省力 , 全可 以前安装皮带轮的缺点 : 靠, 以前要 由 3 4人 才能完成 的 f , 在只 ~ 现 作 a 安装 困难 砸 击时皮带 轮只有 一 个点 受 力 , 需 2 就 呵轻松 完成 。随后对 l 人 2台抽 油机进 对 于要求配 合具有方 向性和 紧密 l 生的键结 合来说 , 行 了实验 测 试,测试 各 : 时统 计数据 , T 序耗 新 很难保证皮带轮平稳进入要求位置, 这样就会造成 ] 应J 以后 , 其 H 游梁式 抽油机 调 冲次平均 时问 电机轴键槽 与皮带轮键槽的不同平面,容易造成 _ . 人 作 44 分钟 / 次降 为 3. 钟 / 千斤顶 扶正装置 轴挡板 千斤顸挡板 皮带轮挡板 拉杆 l 台 4 3分 图 2 返, 时费时 费力 。 台次 , 到 j 好的效果 , 收 较 见 l 。 h 极易砸坏皮带轮。 因为榔头砸击时皮带轮瞬 经济 效益 : a 新 具从设计到完成, 间受力很大, 多次砸击会直接导致铸铁构成的 皮带 单套成本为 2 0元。 2 轮与轴的结合部位严重变形, 皮带轮内厕不规则后 共加 应用 2套 , 本 : 总成 将无法再使用。 另外多次砸击产生的震动会使皮带 f20 20 4(  ̄ 2 × = . 4 厅元 ) = 0 轮内部产生应变裂纹 , 肉眼很难发现 , 而用 给抽油 h 少停 井B l产 能 l , 吨麒油 按 2 0 . 减  ̄J h 2吨 每 60 机电机造成安全隐患。 , 何 训 c 砸击会 严重影 响电机 的运行 陛能 。 多次大力 则 := 2 6 0 . ( r 1 X20 =3 2万元 ) ’ 1 n 砸击会使电机内部产生较大的震动, 这样对电机的 缸年 节约皮 轮 费 』 以及 电机 损 坏 赞 j } j } j 图 3 轴承 、 以及线与线 之f _ 缘都造 成很 大的影 l 5, 兀 线圈 鄙拘 绝 F4 响 , 重影响 电机的运行 f能 。 严 生 r I 1 一 H后 i得 的总经 济效 益 : . 具他 j 犬 新 融巽 作用时长。 用榔头拍击皮带轮过程巾, 操 f f一l31 + — 4 =7 7 ( 元 ) 2  ̄f .2 45 00 4 . 6 万 + = 5 作 者一般 都要站在 抽油机 底座上 , 离地 面有 一定 距 }会效 益 : 的高度, 会影响操作者的工作速度, 但是这是客观 a 该-具 存使 用时 , 1 省日 、 { , 、 作 力便 、 占力 操 ’ 安 存 在的 因素 , 改变 。 不能 全 叮 . 欠大 减少 1电机皮带 轮 安装时 问 , r 有效 的 3 皮带 轮安装_ T具的结构 和原理 降低 了 1 人的劳 动强度 , 提岛 r采@ -作 时率 E 4 3 . 1依据 。 抽油机 调冲次过 袢中拔掉 皮带轮 在 h 改变 1 r 原来J榔头砸皮带轮的操作, 刳 避免损 和更 换新皮带 轮都是必须 的工 序 , 两种 T序我 坏 带轮 及电机 内其他零 部什 , 且消除 了安 伞隐 比较 5 . 3操作 时问短 。 丁作 时间 由原来的 4 分 钟 将l 2 而 降低到现 3 4分钟, 从而减df  ̄ ' - 时间,  ̄T 减少砂卡 们发现两者之间有着相同之处 : 无论是拔 、 安装皮 患 ,, J 1 约 成本 . 可在 伞Ⅸ范 嗣内推J 一 带轮 所需 要的力 都是 要 克服皮 带轮 和 电机 轴 之问 机半 , r采油 工作m- 。 高 l  ̄- - 5 论 结 的摩擦力, 只是这种力跟皮带轮和电机轴之间的配 5 4劳动强度小。由原来 3 人操作变为 2人操 电 动机 带 轮安装 具 经使 1表 明 ,此装 胃 J } } j 合紧密程度有关, 方向不一样, 力本质 L 是村I 同的 达到 厂没、 } , 在较短 的时间 将皮 带轮 安 作 f拍0能够 5 5安个性能提高, 符合 H E管理体系的要 S 这两者之间可以相互看作一个T序是另一个 — 序 装 电村 卜 啪 行如下倪 电: 的可逆操 作过程 。 对 电机 皮带轮拔 _ 的研 通过 r 51 书低 作材料 }采fx 常川材 料制成 , 求 、 成 制 扣  ̄, / 究发现 : 拔皮带轮是对皮带轮实施的是托 力, 那么 宛分利,J 旧物 资 , 到修 …利 废的 目的。 参 考文献 I 废 达 1 1 石油大学编. 石油技术辞典[ 北 装皮带轮就需要对皮带轮实施推力; 拔皮带轮的过 5 结 构简 制 造容易 , . 2 T具零 部件能 I: × 绒 【  ̄国石 油学会. 京: 油工业 出版祖 1 9 . 石 96 程 中顶 丝要顶 彳 电机轴 j,固定端 定在皮 带 轮 纠修刊:i F lJ  ̄造 l i
带式输送机通用型托辊更换专用工具制作及应用

带式输送机通用型托辊更换专用工具制作及应用摘要:带式输送机是燃煤电厂将煤炭送入煤仓的主要设备,它对电厂的稳定运行起着至关重要的作用。
托辊的作用是支撑输送带和输送带上所承载的物料,是保证皮带输送机正常工作的重要零部件,因此当托辊失去原有的技术性能指标时,需要尽快更换。
由于皮带自身重量和张紧等因素,更换托辊是一项繁重的工作。
因此,有必要研究一种新型的能够适用于大部分型号托辊更换的通用型托辊更换专用工具。
关键词:带式输送机;托辊;通用;专用工具0 概述输煤系统在大型火力发电厂中的主要作用是燃煤的接卸、储存和供给锅炉所需燃煤。
输煤系统主要包括卸煤系统和上煤系统两部分。
运卸煤系统主要包括卸煤设备、输送设备和堆料设备;上煤系统主要包括取料设备、输送设备和加仓设备煤系统共有22条皮带机,其中卸煤系统13条(#1AB、#2AB、#3AB、#4AB、#5AB、#6ABC),皮带机B=1600mm,V=3.5m/s,Q=3000t/h,均为双路布置。
上煤系统共有9条(#7、#8AB、#9AB、#10AB、#11AB),皮带机B=1400mm,V=2.78m/s,Q=1600t/h,双路布置,正常情况下为一路运行一路备用,具备同时运行的条件。
皮带机总长约7300多米,输送胶带总长15626米。
1 输煤皮带托辊1.1托辊的种类托辊根据所处的位置和作用,可分为承载皮带和物料的普通上托辊,承载回空段的下托辊,缓和冲击作用的缓冲托辊,调整跑偏用的调偏托辊。
承载的槽形上托辊,槽角通常有20°、30°、35°。
增大槽角可以提高输送量,物料输送平稳,不易撒落,同时可以降低皮带宽度、节约费用。
输煤系统用的承载槽形上托辊,槽角为35°。
在工作段驱动滚筒处,有两组过渡托辊,槽角分别为20°和10°,它能使皮带受力更理想且防止撒料。
乐清电厂输煤皮带机常用的托辊有35°槽形托辊、过渡托辊、缓冲托辊、调偏托辊、V形调偏托辊、反V型托辊、下调偏托辊、平行托辊、螺旋托辊、防磁托辊、梳形托辊等。
三角皮带拆装工具的研制与应用
杌 械 研 究 与应 用 ・2 0 1 3 年 第1 期( 第2 6 卷, 总 第1 2 3 期)
经验交流
三 角 皮 带 拆 装 工具 的研 制 与应 用
鸿 彦嵩
( 大唐 安 阳发 电厂 ,河 南 安 阳 4 5 5 0 0 4 )
摘
要: 重 点介 绍 了三角皮带拆装工具的研 制及 实 际应 用 , 通过对 日常 三 角皮 带拆装 方 法及 拆装 工具研 制过程 的 阐 述, 得 出研制成功 的拆装工具 能够彻 底解决 日常拆 装方 法带来的诸 多弊 端。因其具有方便省 力 , 操 作安全等
次单根 皮 带断 裂 打烂 对 轮 防护 罩 现 象 。分 析 原 因为
3 0 0 0 m m 以上的皮带) 还需要在千斤顶的配合下将皮 带撑紧才能紧固螺栓完成安装工作。 ( 2 )带着多根皮带调整两对轮外端面平行十分 困难。多根皮带既要张紧又要对轮找正 , 很难达到带
收稿 日期 : 2 0 1 2 — 1 2 — 2 8
通过 各单位 调查 发现 , 目前 拆装 三角皮 带 的方法 都不外 乎 上述两 种 。于是 决 定 自行研 制 一 种 专 门用 来拆 装三 角皮 带 的工具 。 认 真 分析 了 以上两种 方法 的拆 装特点 , 发 现各有 优缺 点 。方法 1操 作烦 琐 很 难 达 到带 传 动 机 构 的装
盘车作成 了推车 式 , 由小车 、 减 速机 、 盘 轮器组成 。 小车底部安装有 4个万 向轮 , 后 部焊有 扶手 , 扶 手上装 有倒相开关 按纽 。小车底部 同时还在 四角安装 了 4个 伸长臂 , 每个 伸长 臂上 安装 有调 节 丝杠 。 当盘车 移 动 到被盘 的对 轮前时 , 伸长臂 向四周张 开 , 通过调 节丝杠 来完成盘车 与被盘对轮 的同轴 心联 结并 牢牢将 盘车 固 定; 盘轮器上 有两根调节杠 可插 到被 盘对轮 轮辐 内 ; 减 速机在操作 人 员 的操纵 下 以 6 r / a r i n的转 速正 反 方 向 交替旋转 , 从 而解决 了人力盘皮 带轮 问题 。
插秧机发动机皮带安装工具的设计
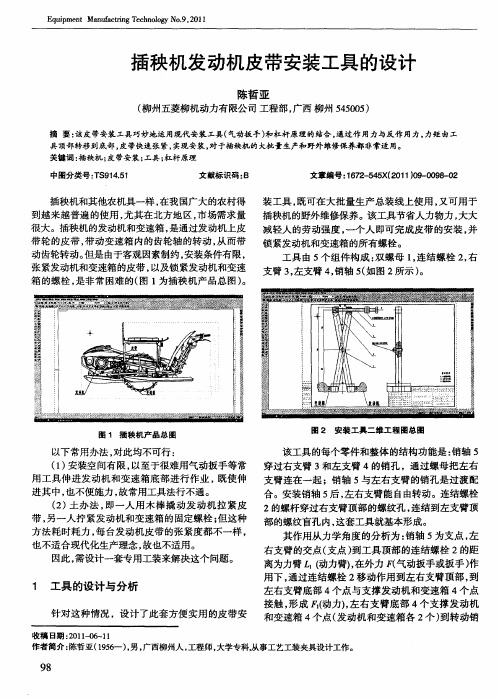
该工具 的每个零件和整体 的结构功能是 : 销轴 5 穿过右支臂 3 和左支臂 4的销孔 ,通过螺母 把左 右
支臂连在一起 ;销轴 5与左右支臂的销孔是过渡配 合 。安装销轴 5 , 后 左右支臂能 自由转动 。连结螺栓 2的螺杆穿过右支臂顶部 的螺纹孔 , 连结到左支臂顶 部 的螺纹盲孔 内, 这套工具就基本形成 。
图 1 插 秧 机 产 品 总 图
图 2 安装工具二维工 程图总图
以下常用办法 , 对此均不可行 : () 1 安装空间有限 , 以至于很难用气动扳手等常 用工具伸进发动机和变速箱底部进行作 业 , 既使伸 进其 中, 也不便施力 , 故常用工具法行不通 。 () 2 土办法 , 即一人 用木棒 撬动发 动机拉 紧皮 带, 另一人拧 紧发动机和变速箱 的固定螺栓 ; 但这种 方法耗时耗力 , 台发动机皮带的张紧度都不一样 , 每 也不适合现代化生产理念 , 故也不适用。 因此 , 需设计一套专用工装来解决这个 问题。
插秧机和其他农机具一样 , 在我 国广大 的农村得 到越来越普遍的使用 , 尤其在北方地区 , 市场需求量 很大 。插 秧机 的发 动机 和 变速 箱 , 是通 过发 动 机 上皮 带轮的皮带 , 带动变速箱内的齿轮轴 的转动 , 而带 从 动齿轮转动。 但是 由于客观因素制约, 安装条件有 限, 张紧发动机和变速箱的皮带 , 以及锁紧发动机和变速 箱的螺栓 , 是非常困难的( 1 图 为插秧机产 品总图 ) 。
其作用从力学角度 的分析为 : 销轴 5 为支点 , 左
右支臂的交点 ( 支点 ) 到工具顶部 的连结螺栓 2的距 离为力臂 厶 ( 动力臂)在外力 气动扳手或扳手 ) , 作 用下 , 通过连结螺栓 2 移动作用到左右支臂顶部 , 到 1 工具 的设 计与分析 左右支臂底部 4 个点与支撑发动机和变速箱 4 个点 接触 , 形成 ( 动力) 右支臂底部 4个支撑发动机 , 左 针对这 种情况 ,设 计了此套方便实用 的皮带安 和变速箱 4 个点( 发动机 和变速箱各 2 ) 个 到转 动销
抽油机电动机防水皮带轮的研制及应用
抽油机电动机防水皮带轮的研制及应用发布时间:2022-05-23T07:57:33.972Z 来源:《科学与技术》2022年2月3期作者:祝令濮[导读] 在油田生产工艺中,游梁式抽油机有着十分重要的应用占比祝令濮中原油田分公司濮东采油厂河南濮阳 457000摘要:在油田生产工艺中,游梁式抽油机有着十分重要的应用占比,但在多雨季时期,抽油机皮带可能在雨中产生一定的损耗情况,在耗损情况不断堆积和加深之后,势必会对整体油田生产工艺造成效率影响,而面对此类情况,必须要针对抽油机电动防水皮带轮进行一定的研制与改造,以促进抽油机的整体应用效果能够更加优质稳定,并提升工艺效率。
基于此,本文就将针对抽油机电动防水皮带轮的研制及应用展开相关的探讨和分析。
关键词:皮带消耗;防水皮带;游梁式抽油机;结构改进;研制应用引言在目前的油田生产环节中应用较多的便是游梁式抽油机,其中皮带是极为重要的组成构建之一。
而且由皮带和齿轮减速器组合后,就形成了抽油机的减速装置与传装置。
现阶段,整体油田生产工艺环节中所应用的有游梁式抽油机中的皮带都是采用的普通单组三角带以及联组带组成的。
随着雨季到来,烧皮带情况逐渐增多,因为雨水会顺着皮带的运动方向进入到皮带轮槽中,部分水分会顺着皮带轮快速的旋转并甩出,而另外一部分雨水会持续保持在皮带和皮带轮之间,形成固定水膜。
以至于皮带产生打滑。
1关于雨季皮带消耗增多问题分析现阶段,抽油机井低冲次井相对较多,用于冲次所产生的影响一直持续不断,降低了皮带轮的直径不断减小,这样一来皮带和皮带轮之间的接触面积也会相对缩小,摩擦力逐渐降低。
随着个别油田生产地区的雨季到来,雨水降临,完全暴露在户外的皮带随着主动轮位置处于在一个相对较低的位置中,雨水就会顺应着皮带而逐渐流入到皮带轮槽内,而另外一部分雨水就会随着皮带轮的旋转状态而甩出去,还有一小部分雨水会集中在主动轮上面。
另外,当皮带分离皮带轮之后,因为皮带和皮带轮之间的挤压力不断减弱,导致皮带凹槽内会吸附大量的水珠,在高速运转情况下,皮带槽内的积水量不断增长,皮带与皮带轮之间就会产生强劲的润滑剂作用,这让原本处于高温运转状态的皮带会因为积水过多、过于润滑而失去吸收热量的功能,温度逐渐降低。
发动机皮带轮的组装工艺

发动机皮带轮的组装工艺
发动机皮带轮的组装工艺一般包括以下步骤:
1. 准备工作:检查发动机皮带轮的表面是否有损坏或磨损,清洁并检查轮轴轴承的状态。
2. 定位轮轴:将发动机轴的接口与轮轴上的相应接口对准。
确保轮轴和轴承孔对称。
3. 安装皮带轮:将皮带轮放置在轮轴上,确保与轴承孔对齐。
根据轴承的类型,可能需要使用推力轴承或锁紧螺母等固定轮轴。
4. 填充润滑剂:在轮轴和轴承之间涂上适量的润滑剂,以减少摩擦和磨损。
5. 旋转测试:旋转皮带轮,确保其顺畅旋转,没有卡住或阻力。
6. 固定螺栓:使用螺栓将皮带轮固定在发动机上。
根据具体要求,可使用正确的扭矩进行紧固。
7. 检查紧固度:确保螺栓紧固度适当,并检查轮轴是否与轴承保持良好连接。
8. 清洁和调整:清洁皮带轮表面和周围区域,确保没有杂质或污垢。
调整皮带
的松紧度,以确保正常的运行和传动效率。
以上是发动机皮带轮的一般组装工艺步骤,具体的步骤和要求可能因不同发动机型号和厂商而有所不同。
在进行组装前,建议查阅相关的发动机制造商的技术手册或保养指南,以确保正确的操作和组装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
严重,因耗时停井时间过长容易造成砂卡躺井。目 前调冲次耗时没有达到中石化集团公司标准规定, 因此,研制了专门的安装皮带轮的专用工具。
2以前皮带轮的安装方法 以前皮带轮安装过程:(见图1) 抽油机电机皮带轮与其轴是键连接,安装时 只能沿着电机轴向平稳移动,但现场安装没有可使 用的专用工具,主要利用榔头沿着皮带轮与轴的结 合边缘进行锤击迫使皮带轮慢慢移动而与轴配合。 以前安装皮带轮的蚨点:
3皮带轮安装工具的结构和原理 3.1依据。在抽油机调冲次过程中拔掉皮带轮 和更换新皮带轮都是必须的工序,比较两种工序我 们发现两者之间有着相同之处:无论是拔、安装皮 带轮所需要的力都是要克服皮带轮和电机轴之间 的摩擦力,只是这种力跟皮带轮和电机轴之间的配 合紧密程度有关,方向不一样,力本质上是相同的。
科耥
科l技!论l坛
抽油机皮带轮安装工具的研制和应用
杨永超1矫金泽2周桂军-田继民1郭爱英1
(1、河南省中原油田采油三厂,河南濮阳457001 2、河南省中原油田井下特车3-.程部,河南濮阳457001)
摘要:精细设备管理水平、降低躺井率、提高采油时率一直是采油队的工作目标。在日常的生产管理过程中,油井由于生产动态的变化,井场需要对油井 进行参数的调整,其中以调整冲次为主,也就是通过更换不同直径的电机皮带轮来达到改变油井冲次的目的,使抽油机在最合理的工作制度下进行生产,但是 在E1常调整过程中,都要拔出电机皮带轮,然后再安装上,这样安装不仅费时费力,对电机的安全运行也构成一定的影响,而且由于油层出砂严重,停井时间过
a.安装困难i砸击时皮带轮只有卟点受力,
对于要求配台县有方向性和紧密眭的键结合来说, 很难保证皮带轮平稳进人要求位置,这样就会造成 电机轴键槽与皮带轮键槽的不同平面,容易造成 返,时费时费力。
b极易砸坏皮带轮。因为榔头砸击时皮带轮瞬 间受力很大,多次砸击会直接导致铸铁构成的皮带 轮与轴的结合部位严重变形,皮带轮内圆不规则后 将无法再使用。另外多次砸击产生的震动会使皮带 轮内部产生应变裂纹,而用肉眼很难发现,给抽油 机电机造成安全隐患。
c砸击会严重影响电机的运行眭能。多次大力 砸击会使电机内部产生较大的震动,这样对电机的 轴承、线圈以及线与线之间的绝缘都造成很大的影 响,严重影响电机的运行性能。
d操作用时长。用榔头拍击皮带轮过程中,操
作者—般都要站在抽油机底座上,距离地面有一定 的高度,会影响操作者的工作速度,但是这是客观 存在的因素,不能改变。
长容易造成砂卡躺井。新研制的皮带轮安装工具解决了以上问题,大大地提高了皮带轮、电机的使用寿命,达到了中石化该操作标准用时。 关键词:皮带轮千斤顶;拉杆;轴挡板;皮带轮挡板
1概述 精细设备管理水平、降低躺井率、提高采油时 率—直是采油队的工作目标。在日常的生产管理过 程中,对油井进行参数的调整,以调整冲次为主,也 就是通过更换不同直径的电机皮带轮达到改变油 井冲次的目的,现场没有专门的皮带轮安装工具, 用大锤捶击安装,极易造成皮带轮内外损伤;影响 电机的运行l生能,多次大力砸击会使电机内部产生 较大的震动,这样对电机的轴承、线圈以及线与线
皮带轮槽上,装上千斤顶挡板固定千斤顶,千
斤顶施力让电机皮带轮均匀受力匀速推进将
皮带轮平稳装在电机轴上(见图3、4)。
4现场使用效果
该工具加工完成后,我们于2008年5月
16日在我区明191、明1—31井上进行了实
验,安装皮带轮,只需2人配合就可以完成的
平稳安装工作,操作方便,省时省力,安全可
目1
靠,以前要由3~4人才能完成的工作,现在只
a该工具在使用时,省时、省力、操作方便、安 全可靠,大大减少了电机皮带轮安装时间,有效的
降低了工人的劳动强度,提高了采油工作时率。
h改变了原来用杜&头砸皮带轮的操作,避免损 坏皮带轮及电机内其他零部件,而且消除了安全隐
图4 53操作时间短。将工作时间由原来的42 9《#
患,节约了成本,可在全区范围内推广。降低到现在34分钟,从而减少停井时间,减少砂卡
需2^、就可轻松完成。随后对12台抽油机进
行了实验测试,测试各工序耗时统计数41.4分钟/台次降为343分钟,4-5-顶扶正装置轴挡恐t斤顶挡板皮带轮挡板拉杆
台次,收到了较好的效果,见表l。
。‘
经济效益:
共加二[蝴2套,总成本: a新工具从设计到完成,单套成本为220元,
这的两可者逆之悱间过可程以。相通互过看对作电一机个皮工带序轮是拔另出一工个具工的序研
究发现:拔皮带轮是对皮带轮实施的是拉力,那么 装皮带轮就需要对皮带轮实施推力;拔皮带轮的过 程中顶丝要顶在电机辅J二,固定端同定在皮带轮
上;根据两者之间的逆操作过程,因此安装皮
表1活动后调冲次耗时统计表
带轮时,顶丝要顶在皮带轮上。固定端要通过
5结论
机率,提高了采油工作时率。
电动机皮带轮安装工具经使用表明,此装置
54劳动强度小。由原来3人操作变为2人操
达到了设计目的,能够在较短的时间里将皮带轮安 装在电机轴上。其具有如下优点:
作。 5.5安全陡能提高,符合HSE管理体系的要
5.1成本低。制作材料由采油对常用材料制成, 求。
充分利用废旧物资,达到修旧利废的目的。参考文献
5.2结构简单。制造容易']:具零部件能在区级 [1】中国石油学会.石油大学编.石油技术辞典Ⅲq北
维修班制造。
京:石油工业出版强1996
万方数据
—12—
fl=220×2=0.044(万元)
h.减少停井时间产能12吨,每吨原油按2600 元计算。
则:fa=12 X2600=3..12(万元)
c每年节约皮带轮费用以及电机损坏费用
。.
B:4.5万元。
图3
d新工具使用后获得的总经济效益:
f-f2+£一£=3.12+4.5—0.044=7.576(万元)
社会效益:
拉杆固定在电机上,通过研究发现另一端的轴
尾可以作为同定端的施力点。用专用工具固定
千斤顶来代替人用力。
3.2安装工具组成
此工具由三部分组成:施力千斤顶、扶正
部分、固定部分(拉杆、圆形皮带轮挡板、轴挡
板、千斤顶挡板)。(见图2)。
原理。使用时将工具组装起来,轴挡板固
定在电机尾轴,装上拉杆、将扶正装置固定在