关键设备应急计划
关键设备应急预案演练计划
一、前言为确保公司关键设备在突发事件发生时能够得到及时、有效的应急处置,降低事故损失,提高员工应对突发事件的能力,根据国家相关法律法规及公司实际情况,特制定本关键设备应急预案演练计划。
二、编制依据1. 《中华人民共和国安全生产法》2. 《生产安全事故应急条例》3. 《公司安全生产管理制度》4. 《关键设备操作规程》5. 《公司应急预案编制指南》三、演练目的1. 检验关键设备应急预案的实用性和可操作性。
2. 提高员工对关键设备应急预案的熟悉程度,增强应急处置能力。
3. 优化应急组织结构,明确各岗位职责。
4. 提升应急物资、装备的保障能力。
5. 促进公司与政府、周边单位之间的应急联动。
四、演练范围本次演练范围包括公司所有关键设备,如生产设备、能源设备、通讯设备等。
五、演练时间1. 演练时间:2023年X月X日至X月X日2. 演练周期:每年一次六、演练组织1. 成立演练指挥部,负责演练的总体策划、组织实施和评估总结。
2. 设立演练领导小组,负责演练的具体实施和协调工作。
3. 成立应急指挥部,负责演练过程中的应急指挥、协调和保障工作。
七、演练内容1. 演练科目(1)关键设备故障应急处置(2)关键设备安全事故应急处置(3)关键设备火灾、爆炸事故应急处置(4)关键设备泄露、污染事故应急处置2. 演练流程(1)演练前准备:召开演练动员大会,明确演练目的、任务、组织架构和职责分工。
(2)演练实施:按照演练科目,进行模拟演练,包括应急响应、处置、恢复等环节。
(3)演练总结:对演练过程中存在的问题进行总结,提出改进措施。
八、演练步骤1. 演练准备(1)成立演练筹备组,负责演练的组织、协调和保障工作。
(2)制定演练方案,明确演练科目、流程、时间、地点、人员等。
(3)组织参演人员开展应急培训,提高应急处置能力。
(4)准备演练所需的物资、装备和场地。
2. 演练实施(1)按照演练方案,开展模拟演练。
(2)参演人员按照预案要求,进行应急响应、处置和恢复工作。
设备故障应急处理办法 关键设备故障应急计划

《设备故障应急处理办法关键设备故障应急计划》摘要:应急处理组管理办法》通知矿属南二井各单位(部门)了降低设备故障对矿井安全生产影响使设备发生故障能及有效地得到快速控制处理处置得到人力、物力保障缩短故障处理保证矿井安全生产秩序有效运行尽量减少因设备故障造成对生产影响和损失,各连队单位必须成立设备故障应急处置突击队突击队成员设备发生故障影响安全生产情况下必须从矿、队安排到现场处置设备故障,凡设备发生故障没到具体故障、无具体处置方法调室必须电话告知机电副总、机电副矿长、生产副矿长由机电副矿长组织落实具体处置方法关成立《李子垭南二井机电设备故障应急处理组管理办法》通知矿属南二井各单位(部门)了降低设备故障对矿井安全生产影响使设备发生故障能及有效地得到快速控制处理处置得到人力、物力保障缩短故障处理保证矿井安全生产秩序有效运行尽量减少因设备故障造成对生产影响和损失研究定特制定办法希各单位(部门)认真遵照贯彻执行综合培养、利用矿机电专业技术人才充分发挥其专业特长集优势力量全矿机电设备发生重疑难问题减少机电设备故障对生产影响特成立机电设备故障应急处理组现将有关容通知如下、组织机构管理㈠矿成立机电设备故障应急响应处理领导组组长矿长副组长机电副矿长、机电副总工程师生产副矿长成员机运科全体成员机电科长、调室全体成员、机电副科长以及机电运输科所有成员、、综采队、掘进队、准备队、通风队和机电运输队队长、记、技术员以及机电副队长、电钳班班组长㈡领导组职责领导组责全矿机电设备故障应急处理统领导、组织指挥和和协调工作对现场设备发生故障立即组织落实相关人员到现场组织、指导组长责设备发生故障处理组织和、协调工作;由副组长责机电设备故障应急处理技术策策和、人力、财力、物力组织落实等日常具体工作3检和督促矿井主要生产设备易损配件、部件、维护保养油脂日常筹备到位情况机运科责现场设备发生故障应急处理现场具体技术指导工作;调室责设备发生故障应急处理进跟踪、信息反馈及连队相协助协调工作;安监科责设备发生故障应急处理现场安全监督工作5责任单位责设备发生故障应急处理具体开展、物落实、人员落实、现场实施工作领导组下设设备故障组织处理办公室和设备故障技术处理办公室调室责人任设备故障组织处理办公室主任责设备故障安排落实处置程跟踪机电副总任设备故障技术处理办公室主任责设备故障技术方案制定,现场技术指导人员安排及制定和落实相应故障安全技术预防措施二、设备故障汇报制设备发生故障应0分钟以快方式向调室汇报、连队值班领导汇报向调室汇报应包括以下容⑴ 设备故障发生类别、现象、;⑵ 初步判断故障原因、现场采取初步处理措施;⑶ 是否能短处理及处理所要;⑷ 是否要有关部门、单位协助处理;⑸汇报人姓名3 凡发生设备故障、停电事故现场责任人必须向调室汇报会汇报对责任单位党政责人各处罚50元次对现场责任人处罚00元次调室应作每次设备故障汇报记录作设备故障汇报记录对当班责任人处罚00元次对调室责人处罚处罚50元次机电设备故障应急处理领导组下设电气故障应急处理组和机械液压故障应急处理组、电气故障应急处理组组长机电副总工程师副组长机电副科长成员机电运输科分管电气人员和综采队、掘进队、准备队、通风队以及机电运输队队长、记、分管电气副队长和技术员、机械液压故障应急处理组组长机电副总工程师副组长机电科长成员机电运输科分管机械人员和综采队、掘进队、准备队、通风队以及机电运输队队长、记、分管机械副队长和技术员三、设备故障预防措施了杜绝设备故障发生根据矿井安全生产实际情况制定如下预防措施各单位严格按设备安装、使用技术条件安装使用设备设备安装机运科、安监科、调室现场验收严禁投入使用设备验收由调室牵头组织验收验收由机运科形成验收记录并存档严格把设备配件质量关验收设备配件严禁投入使用设备配件实行“谁验收、谁责”制3 制定完善设备技术操作规程、设备维护保养制并严格贯彻执行严格贯彻执行设备日检、维护保养、定期强制检修工作5 严格贯彻执行安全检制、值班巡制、业技能培训制、安全生产学习会、专题会、例会制四、设备故障应急处置措施工作职责各连队单位必须成立设备故障应急处置突击队突击队成员设备发生故障影响安全生产情况下必须从矿、队安排到现场处置设备故障调室接到设备故障汇报情况应立即通知机运科、责任单位、调室值班领导相关值班领导必须接到电话通知0分钟到达调室落实现场处置方法惹不能寻处置方法必须立即向机电副总汇报由机电副总落实具体处置方法3 设备故障应急处置领导组成员、连队突击队成员必须保持手机畅通机运科、连队合理安排相关人员休息确保任何情况下都有相应专长人员矿责设备故障应急处置工作开展5机运科值班人员当日设备故障应急处置成员当日严禁饮洒以保持清醒头脑指挥、指导处置现场设备发生故障5 凡设备发生故障现场不能立即处置机运科必须派人到现场指导处置连队必须指派技术员以上管理人员带领业技能强突击队成员到现场惹能地面调室通电话系指导可不到现场指导但必须调室职守跟踪掌握现场处理情况;惹通电话系指导不能必须入井到现场指导、处置、协调6入井应急处置现场设备故障调室应派专车运送机运队应无条件执行7凡设备发生故障没到具体故障、无具体处置方法调室必须电话告知机电副总、机电副矿长由机电副总组织落实具体处置方法;凡设备发生故障没到具体故障、无具体处置方法调室必须电话告知机电副总、机电副矿长、生产副矿长由机电副矿长组织落实具体处置方法;凡设备发生故障8没到具体故障、无具体处置方法调室必须电话告知机电副总、机电副矿长、生产副矿长、矿长由矿长组织落实具体处置方法当全矿机电设备发生可能影响采掘头面生产以上、影响全矿生产及以上重疑难故障除按规定通知有关领导外要通知应急处理领导组副组长和电气、机械液压故障应急处理组组长、副组长并由机电矿长立即组织相关人员会诊确定设备故障类型、原因和处理方案随即组织协调相关人员到现场进行处理机电设备故障应急处置技术方案策、人财物组织、进督促及质量把关由机电矿长责8设备故障应急处置程现场必须落实专人每向调室汇报现场处置情况调室、队值班领导必须每询问现场处置情况并将现场处置情况向机运科值班领导汇报惹处置程产生新问题必须向机运科值班领导、机电副总、机电副矿长汇报根据能处理与否按四款7条规定由机电副总或机电副矿长或矿长组织落实处置方法9设备故障应急处置程现场、调室必须保持信息畅通现场应设置专人与调室系0凡设备发生故障影响安全生产设备故障现象、原因、所取采现场处置方法必须向机运科值班领导、机电副总、机电副矿长汇报清楚机运科成员、连队单位突击队成员电气、机械液压组全体成员要熟悉身责任围全矿重(主要)设备如掌握和了采煤机、掘进机、主通风机、压风机、各型提升绞车、柴油机车、皮带运输机、刮板运输机、钻机、各变电所及各作业场所电气设备、瓦斯抽放泵等机电设备和地面生产系统等机械电气原理、结构、控制方式、性能等以及其故障现象原因分析、故障故障处理方法加强监管考核全矿设备日常检修质量、维护保养情况、规操作情况、设备配件储备备用等情况管理各专业组机运科、连队单位要根据各类设备故障应急处理情况进行详细记录、整理定期进行总结分析和交流学习3各组组长或副组长机运科要定期每季应组织对全矿电钳人员进行机电设备“操作、检修、维护、保养”业技能培训与考试各单位应积极配合组织电钳工参与培训以实际操作主理论培训辅原则培训计划必须报安监科备案领导组要督促各连队要相应成立制定相应队设备故障应急处理激励机制考核办法报矿机运科、管科备案月月进行考核兑现将电钳人员人工30%与组和电钳人员电钳工人业技能、故障处理效率、参与故障处理主动性进行与工挂钩考核办法要以充分调动广电钳人员业技能学习、参与故障应急处置积极性开展改革活动充分发挥其主观能动性积极想办法处理现场存设备存、发生实际问题5各组组长或副组长机运科每季至少开展组织召开次专业组设备故障应急处置工作分析总结会总结季工作出存问题提出下步打算和针对性措施五、奖惩考核规定凡违反办法规定设备故障应急处置不从安排处罚300元次;对不主动相办法问题处罚00元次设备故障处置程存“庸、浮、懒、散、拖”主动性差、落实不力管理人员组织给予诫免谈话对态极不端正给予降级工标准处罚各单位设备发生故障向调室汇报给予当班现场责人罚款00元次;调室通知领导组及电气、机械液压故障处理应急组正副组长给予当班调员罚款00元次;各组组长立即反应并组织进行现场处理给与责任组组长罚款00元次各队对发生日常设备故障影响采掘头面生产以下、影响全矿生产以下应急处理由队队长组织进行应急处理但必须给调室汇报情况调室必须按规定通报矿相关领导处理全矿各类设备重疑难故障各队应无条件配合从机电设备故障应急处理领导组和电气、机械液压故障应急处理组安排进行故障处理统指挥、安排对不从安排连队处罚党政责人000元次对不从安排职工处罚300元次对协助问题职工奖励300元次(由要协助问题单位支付调室、机运科、机电副矿长审批直接由管科从当月工结算划)设备故障应急处置从效率上、问题上对作出突贡献职工矿给予奖励000元次抽调人员所发生工费用由专业组组长提出见机电科长、机电矿长、矿长审批支付、全矿机电技术类改革项目由矿每半年评审次根据评审结和取得实效给预获奖项目00~500元项补助3各专业组进行机运科对职工业技能理论与实践培训所发生培训费用按矿有关件规定进行由矿统支付井下实际操作培训按理论培训两倍5倍发放但培训计划必须报矿安监科备案各单位要强化设备日常巡检、维护保养、检修工作减少设备故障对安全生产影响凡单位每月发生6及以上设备故障影响矿给予采煤队、机运队电钳工人平500元奖励给予掘进队电钳工人平300元奖励给予通防队电钳工人平00元奖励发生6以上设备故障影响矿给予对等处罚该奖惩各队必须按队激励机制考核办法进行分配工表造发严禁吃锅饭平分配必须体现绩效考核原则5矿领导组加强设备故障应急处置领导和管理,强化日常设备巡检、维护保养、检修管理凡各连队单位每月发生6及以上设备故障影响矿对采掘队、机运队领导组成员各奖励300元对通防队领导组成员各奖励50元发生6以上设备故障影响矿给予对等处罚凡采煤、机运每月发生6及以上设备故障影响矿给予机运科成员各奖励300元给予调室成员各奖励50元发生6以上设备故障影响矿给予对等处罚凡掘进、通防队每月发生6及以上设备故障影响矿给予机运科成员各奖励00元给予调室成员各奖励00元发生6以上设备故障影响矿给予对等处罚6凡每月瓦斯监控设备故障影响采掘连队生产及以上,矿对通防科所有成员、通防队队管及瓦斯监控人员各奖励00元凡每月瓦斯监控设备故障影响采掘连队生产以上矿给予对等处罚7 办法奖惩考核实行月月考核月月兑现具体由机运科牵头调室、机运科共进行考核生产副矿长、机电副矿长、矿长审批兑现机运科必须次月0日前报出考核结交矿管科和各连队连队对单位电钳工人考核结必须报机运科备案矿对采煤队、机电运输队按当月电钳工月平工标准每月给予人工补贴;对掘进队、准备队、通风队按当月电钳工月平工标准每月给予05人工补贴;采煤队、机电运输队每月再行提取人工掘进队、准备队、通风队每月再行提取人工两者共作队电钳工业技能考核奖励使用各单位只能电钳班工提取不能其他班组或工种提取各单位必须制定《电钳工业技能与工挂钩考核办法》交单位民管会通报机运科、营科备案并每月考核执行矿上根据各专业组对重疑难故障处理情况效和日常工作开展情况到年底各单位设备故障平影响实现月包机考核指标年末对领导组和专业组相关人员给予定奖励六、办法从06年月0日起执行特通知南二井 06年月8日。
关键设备故障应急措施方案

b)委外加工;
c)调整作业计划;
4
实施应急
相关部门
必须按照规定实施应急措施。当发现应急措施效果不能满足顾客要求时,应及时报告公司分管领导;
5
跟踪
综合管理部
适时监控应急实施过程和效果, 一旦发现应急方案不能满足顾客要求,必须组织相关部门重新制定应急措施,直到满足顾客要求为止;
生产部应按制定的关键设备(模具)易损清单,储备足够的关键设备(模具)易损件,一旦发生易损件故障时,维修人员能迅速更换,恢复生产。
关键设备故障应急
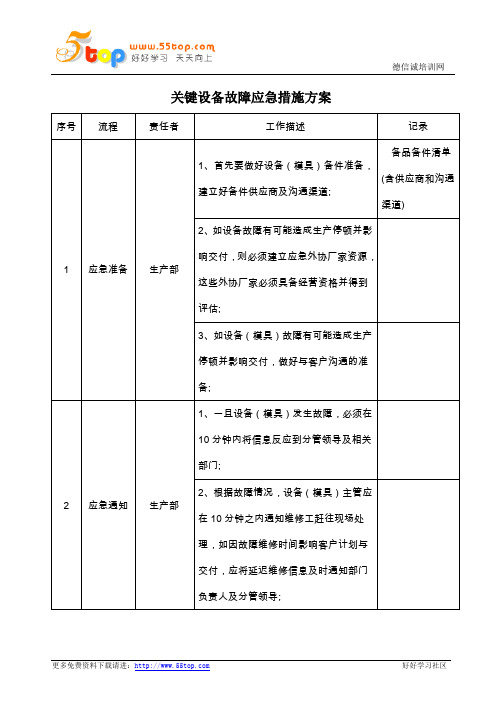
序号
流程
责任者
工作描述
记录
1
应急准备
生产部
1、首先要做好设备(模具)备件准备,建立好备件供应商及沟通渠道;
备品备件清单(含供应商和沟通渠道)
2、如设备故障有可能造成生产停顿并影响交付,则必须建立应急外协厂家资源,这些外协厂家必须具备经营资格并得到评估;
3、如设备(模具)故障有可能造成生产停顿并影响交付,做好与客户沟通的准备;
2
应急通知
生产部
1、一旦设备(模具)发生故障,必须在10分钟内将信息反应到分管领导及相关部门;
2、根据故障情况,设备(模具)主管应在10分钟之内应将延迟维修信息及时通知部门负责人及分管领导;
3
制订应急措施
生产部
如设备(模具)故障需长时间抢修,由生产部组织召开应急会议,确定应急办法,通常的应急措施如下(但不限于):
关键设备停机应急计划

部门
责任人
电话
应急联络方式
生产管理部
部长技术Βιβλιοθήκη 发部部长技术工程部
部长
五.劳动力短缺应急计划
注:对重要岗位,KSM预先确定可顶岗人员,并保持一定数量的可顶岗人员,对顶岗人员实施相同的培训.
在人员短缺情况下优先考虑可替岗人员,部门领导通过岗位素质矩阵,衡量选择顶岗人员。
一、关键设备停机应急计划
二、
部门
责任人
电话(内部联络方式)
应急联络方式
生产动力部
陈宗军
联络部门主管
压铸车间
联络部门主管
机加车间
联络部门主管
清理车间
李
联络部门主管
外协联络人
冯坤
联络部门主管
公司领导电话见公司电话薄
注:
1.无备件后的零件拆除,需经设备组特许后在暂不使用的且有所需件的设备上做好记的
2.零件拆卸,但须记录,备件到位后即恢复。
并通过维修积累的经验不断补充异常处理规定。
二、停电应急计划
部门
责任人
电话
应急联络方式
电工班组
手机:
绿园供电局
89956541
手机:
公司领导电话见公司电话薄
注:1.外网停电,设备动力部与供电部门签订协议,生产管理部妥善安排生产,或提
前增加备用库存保证100%供货。
2.在库存暂无电器元件备件,采购无法快速解决,且急需恢复正常供电时,需
重要原材料及外购件需采取以下保证措施,确保中断供货带来的风险
分供方数要求:至少三家同类供货产品具备生产能力,其中2家选择在30-40公里范围内,并具有潜在供应商。
设备故障应急计划
设备故障应急计划一、工作目标1.快速响应机制建立在设备出现故障时,迅速启动应急响应流程,确保相关信息能够及时准确地传达给所有相关部门和员工。
这包括故障通报的标准化、故障处理的优先级确定以及相关资源的快速分配。
具体操作包括制定明确的故障上报渠道、响应时间标准和责任人制度。
2.设备故障分析与归档对发生的设备故障进行详细记录和分析,形成故障档案,以供未来预防和参考。
这要求建立一套详尽的故障分析流程,包括故障原因的排查、故障影响的评估以及预防措施的制定。
通过这些步骤,可以不断优化设备维护和故障处理流程。
3.员工培训与预案演练定期对员工进行设备故障应急处理培训,并通过模拟演练来检验培训效果和预案的可行性。
培训内容应包括故障识别、基本故障排除、应急响应流程以及个人防护等。
通过不断的培训和演练,提高员工的应急处理能力和团队的协作效率。
二、工作任务1.预案编制与更新根据最新的设备情况和行业标准,制定详尽的设备故障应急预案,并定期更新。
预案应涵盖各类可能发生的故障情况,并针对每种情况提供具体的应对措施。
更新预案时,需考虑设备的变更、新技术的应用以及法律法规的变化。
2.资源整合与配置确定并储备必要的应急处理资源,包括备用的关键部件、维修工具、必要的文档资料等。
同时,建立快速调配机制,确保在发生故障时,能够迅速地将资源分配到需要的岗位上。
资源的整合和配置应基于历史故障数据和未来预测需求进行优化。
3.沟通协作机制建立在组织内部建立有效的沟通协作机制,确保在应急事件发生时,所有相关人员都能迅速获得所需信息并采取行动。
这包括搭建应急沟通平台、制定沟通 protocol 以及确立跨部门协作流程。
机制的建立应注重实际操作的便捷性和信息传递的准确性。
三、任务措施1.建立故障监测系统开发或采购先进的设备故障监测系统,实现对关键设备的实时监控。
监测系统应能够提前发现故障征兆,并通过预警机制及时通知相关人员。
此外,监测系统还应具备数据分析和存储功能,便于事后分析和归档。
关键设备故障应急处置方案
关键设备故障应急处置方案随着现代企业的发展,各种关键设备的作用越来越重要,一旦设备故障,将会影响到企业的正常生产经营。
因此,制定一套科学合理的设备故障应急处置方案,对企业的稳定运行具有重要的意义。
本文将为您介绍关键设备故障应急处置方案的制定流程和注意事项。
制定流程1.应急责任人的设置设备故障应急处置方案应该指定一至两名应急责任人,负责设备故障的应对,并通知相关人员。
2.设定应急响应流程在设备故障发生之前,需要为关键设备的故障设置一套应急响应流程,该流程应聚焦于设备故障的风险级别评估和应急响应流程设计。
3.制定应急处置步骤对于不同的设备故障应该制定相应的应急处置步骤。
公司可以根据不同的设备故障建立具体的应急处置方案,并将其列入文件和协议中以备不时之需。
其中,只有熟悉行业标准和设备的工程师或IT人员才能真正提供一套适合的处置方案。
4.制定培训计划对于管理人员和所有相关员工开展培训,为所有参与应急响应的责任和管理人员提供指导,并确保他们能够正确地采取必要的行动。
注意事项1.提前做好预案设备故障应急处置方案需要提前做好,尽量避免在出现设备故障时才开始制定应急方案。
此外,关键设备故障不仅是硬件方面发生问题,还有软件和系统的问题。
因此,在制定应急方案时,必须考虑到所有问题。
2.分析故障原因在设备故障发生之后,第一步是对故障进行原因分析。
对问题的严重度和紧急性进行评估,再根据风险评估的结果来制定应对方案。
3.确保备份确保在设备故障之前,及时备份企业重要的数据信息。
因此,企业需要在购买设备前考虑到数据备份和冗余,以确保在设备故障时数据得以保留。
4.培训应急管理人员对于应急管理人员和员工进行培训非常重要,这可以提高员工应对紧急情况的准备性,减少人员的错误行动。
5.不断完善应急预案在应急响应过程中,及时记录经验并总结,可以查明不足之处并加以完善,以确保在下一次的应急响应过程中得以更快地反应。
结论设备故障对企业的影响是很严重的,因此建立一套完备的设备故障应急处置方案必不可少。
2024年高低压配电设备应急预案范文(三篇)
2024年高低压配电设备应急预案范文一、背景随着社会的不断发展,电力在人们的日常生活和生产中起到了至关重要的作用。
高低压配电设备作为电力供应的关键环节,一旦发生故障或事故,将带来严重的影响,甚至威胁到人们的生命财产安全。
因此,制定一个科学合理的高低压配电设备应急预案,是保障电力供应安全和人民生命财产安全的重要举措。
二、目标1. 确保高低压配电设备正常供电并及时排除故障。
2. 最小化事故对生产、生活和环境的影响。
3. 提高应急处理能力,有效应对突发事件。
三、组织体系应急响应机构:1. 设立应急响应中心,负责协调、指导和监督应急工作。
2. 形成高低压配电设备应急抢修队伍,包括电力工程技术人员、抢修人员和相关保障人员。
四、应急预案内容1. 应急预警与信息发布:(1)建立多渠道信息收集机制,及时获取天气预报、地震预警和电力供应情况等信息。
(2)设立信息发布系统,及时发布应急预警信息,并通知相关单位和人员。
2. 应急响应程序:(1)故障排查与评估:一旦发生高低压配电设备故障,立即启动应急响应程序,组织抢修人员前往现场排查和评估故障情况,并及时向应急响应中心报告。
(2)紧急抢修与恢复:根据故障情况,调配抢修人员和相关设备前往现场进行抢修工作,确保电力供应正常恢复。
(3)协调沟通与指挥调度:应急响应中心负责协调抢修人员、相关单位和其他应急资源,进行沟通和指挥调度,确保各项工作协调有序。
3. 应急管理措施:(1)备品备件储备:建立高低压配电设备备品备件储备制度,确保必要备品备件的及时供应。
(2)人员培训与演练:定期组织高低压配电设备抢修人员进行应急培训和演练,提高应急处理能力。
(3)设备巡检与维护:加强高低压配电设备的日常巡检和维护工作,及时发现并排除潜在故障隐患。
(4)事故调查与分析:对发生的事故进行调查与分析,总结经验教训,完善应急预案。
五、应急演练为确保高低压配电设备应急预案的实施效果,每年至少组织一次应急演练。
重要设备失效时的应急方案

评估设备失效对客户满意度和公司声誉的影响,包括客户投诉和媒 体报道等。
生产恢复后安全检查
检查设备性能
确保设备经过维修后能够正常运转,性能达到 预期要求。
安全操作培训
对操作人员进行安全操作培训,确保他们了解 设备操作规程和安全注意事项。
安全监管与评估
加强设备运行过程中的安全监管和定期评估,及时发现并解决潜在的安全隐患 。
调度流程制定
制定详细的抢修调度流程 ,明确抢修人员的工作职 责和协作方式,确保高效 执行抢修任务。
人员培训与演练
定期对抢修人员进行培训 和演练,提高其专业技能 和应对突发情况的能力。
关键备件调用流程
备件清单制定
根据设备运行状况和维修记录, 制定关键备件清单,确保在设备 失效时能够迅速调用相关备件。
制定替代方案
针对关键设备,需要预先制定替代方案,包括使用备 用设备、调整工艺参数等。
启动紧急维修
一旦设备失效,应立即组织专业人员进行紧急维修, 尽快恢复设备正常运转。
损失评估标准与方法
生ห้องสมุดไป่ตู้损失
评估设备失效导致的生产中断对产量和产品质量的影响,计算相 应的经济损失。
质量损失
分析设备失效对产品质量的影响,包括不合格品的数量和退货情况 。
应急资源整合与共享
资源整合
整合企业内外部应急资源,建立应急 资源库,提高资源利用效率。
资源共享
与其他企业、组织建立合作关系,实 现应急资源共享,提高应对能力。
THANK YOU
感谢各位观看
02
故障排除流程制定
03
故障预防措施
针对不同类型的设备故障,制定 相应的故障排除流程,确保故障 能够得到及时有效的处理。
关键设备应急计划与管理

关键设备应急计划与管理前言在企业的生产运营中,关键设备的正常运转直接影响着生产能力、生产效率以及企业的经济效益。
然而,由于各种不可预见因素,如自然灾害、技术故障、人为失误等等,这些关键设备在生产运营中难免会受到影响甚至损坏,这将影响企业的正常生产和运营,直至停止。
为此,需要制定关键设备应急计划与管理,以減少损失并且迅速恢复被影响的设备。
什么是关键设备在制定关键设备应急计划与管理前,我们需要先了解关键设备的定义。
关键设备是指《安全生产法》中所定义的危险性大、技术复杂、运行条件苛刻、故障后果严重或难以恢复正常生产的设备。
关键设备应急预案制定应急预案编制流程1.建立应急预案编制领导小组,明确责任分工;2.识别关键设备,建立详细设备台账;3.制订可能发生的各类突发事件的应对措施;4.确定关键设备应急处理流程;5.制定应急演练计划;6.应急预案的定期演练,并对预案进行评估和改进。
应急预案内容1.应急预案制定的依据和目的;2.应急预想发生的事件类型和等级;3.应急预案的组织架构和责任分工;4.紧急处理流程和措施;5.根据处理过程制定的应急预案流程图;6.应急预案演练计划;7.应急预案的修订、更新和确定标准。
关键设备应急管理实施检查关键设备的安全为确保关键设备的安全,需要定期对关键设备进行检查,包含设备月检查、季度检查和年度检查等。
检查中应要重点关注设备的运行状态、安全设备的完好性、环境是否满足设备的运行要求等方面。
质量保证针对设备的关键性,需要建立质量保证管理制度。
应该制定严格的质量检查制度和抽检制度,对设备运行情况进行及时检查。
设备管理对关键设备进行管理,包括设备的使用、设备的维护、设备的更新等。
应根据设备使用情况进行设备维修,防止意外事故的发生。
同时在设备更新的过程中,需要进行科学、合理的施工。
保持施工标准的统一。
应急响应一但出现问题,需要建立众包应急响应体系。
快速响应,并对该问题进行维修处理。
非常时期,应优先考虑设备恢复。
关键设备故障事故应急预案

一、编制目的为确保公司关键设备在发生故障时能够迅速、有效地进行应急处理,最大程度地减少停机损失,降低维修成本,保障生产秩序的正常运行,特制定本预案。
二、适用范围本预案适用于公司所有关键设备在运行过程中发生的突发性故障,包括但不限于设备停机、性能异常等情况。
三、组织机构1. 应急领导小组- 组长:公司总经理- 副组长:公司副总经理- 成员:各部门负责人、设备主管、安全主管等2. 应急处置小组- 组长:设备主管- 副组长:安全主管- 成员:维修人员、操作人员、安全员等四、工作程序1. 信息报告- 发现设备故障后,操作人员应立即向设备主管报告。
- 设备主管接到报告后,应立即向应急领导小组报告。
2. 应急响应- 应急领导小组接到报告后,应立即启动应急预案。
- 应急处置小组按照预案要求,迅速到达现场,开展应急处理工作。
3. 故障诊断- 应急处置小组到达现场后,应迅速对故障设备进行诊断,确定故障原因。
4. 应急处理- 根据故障原因,采取相应的应急措施,如更换备件、调整参数、隔离故障设备等。
- 若故障无法立即排除,应采取措施确保生产安全,如调整生产计划、启用备用设备等。
5. 故障排除- 在故障排除过程中,应严格按照操作规程进行,确保安全。
6. 恢复正常生产- 故障排除后,应进行设备试运行,确认设备恢复正常。
- 试运行合格后,恢复正常生产。
7. 事故调查- 应急领导小组应组织相关部门对故障原因进行调查,分析事故原因,提出改进措施。
8. 应急演练- 定期组织应急演练,提高应急处置能力。
五、职责1. 应急领导小组- 负责组织、协调、指挥应急工作。
- 审批应急预案的修订。
2. 应急处置小组- 负责现场应急处理工作。
- 负责故障排除、恢复正常生产。
3. 设备主管- 负责设备故障的诊断和排除。
- 负责应急预案的修订。
4. 操作人员- 负责设备日常操作和维护。
- 及时报告设备故障。
六、附则1. 本预案自发布之日起实施。
2. 本预案由应急领导小组负责解释。
关键设备应急预案演练计划
一、前言为确保我单位关键设备在发生故障或紧急情况时能够迅速、有效地进行处置,降低事故损失,提高应急处置能力,特制定本演练计划。
二、演练目的1. 提高关键设备操作人员及相关部门对突发事件的应急处置能力。
2. 检验关键设备应急预案的可行性和有效性。
3. 增强员工的安全意识,提高团队协作能力。
4. 为实际操作提供经验积累,完善应急预案。
三、演练范围本次演练范围包括但不限于以下关键设备:生产设备、动力设备、安全防护设备等。
四、演练时间2023年X月X日至X月X日,共计X天。
五、演练组织机构1. 演练领导小组:负责演练的总体协调和指挥。
2. 演练指挥组:负责演练的具体实施和协调。
3. 演练保障组:负责演练的后勤保障和物资准备。
4. 演练评估组:负责演练效果的评估和总结。
六、演练内容1. 突发事件情景模拟:模拟关键设备发生故障或紧急情况,如设备损坏、电源故障、火灾等。
2. 应急响应程序:按照应急预案要求,启动应急响应程序,进行应急处置。
3. 信息报告与沟通:演练过程中,各参演部门按照要求进行信息报告和沟通。
4. 应急处置措施:根据演练情景,采取相应的应急处置措施,如设备抢修、人员疏散、灭火等。
5. 演练总结:演练结束后,进行总结评估,找出不足,提出改进措施。
七、演练步骤1. 演练准备阶段:- 成立演练组织机构,明确各部门职责。
- 制定演练方案,包括演练时间、地点、内容、人员安排等。
- 准备演练所需物资和设备。
- 对参演人员进行培训和演练前的动员。
2. 演练实施阶段:- 按照演练方案,模拟突发事件情景,启动应急响应程序。
- 各参演部门按照预案要求,进行应急处置。
- 演练指挥组对演练过程进行监控和协调。
3. 演练总结阶段:- 演练结束后,各参演部门进行现场总结,评估演练效果。
- 演练评估组对演练进行全面评估,提出改进意见。
- 撰写演练总结报告,上报演练领导小组。
八、演练要求1. 参演人员要严格遵守演练纪律,确保演练顺利进行。
设备维修的应急计划
设备维修的应急计划1. 应急计划概述此应急计划旨在确保在关键设备出现故障时,能迅速有效地进行维修,以最小化对日常运营的影响。
本计划适用于所有设备维修情况,包括但不限于服务器、网络设备、生产设备等。
2. 应急响应团队- 组长:负责整体协调应急响应行动。
- 技术支持人员:负责具体的维修操作。
- 物流与供应链管理:负责维修所需物料的及时供应。
3. 应急响应流程3.1 设备故障报告任何发现设备故障的员工应立即通过电话或邮件报告给应急响应团队组长。
3.2 故障评估组长接到报告后,应在15分钟内评估故障的严重性和紧急程度。
3.3 启动应急计划如果评估结果表明需要启动应急计划,组长应立即通知所有应急响应团队成员。
3.4 维修操作技术支持人员应立即前往现场,进行设备的诊断和维修。
3.5 物料供应物流与供应链管理团队应立即启动物料供应流程,确保所需零部件或设备能在最短时间内到达维修现场。
3.6 维修进度监控组长应持续监控维修进度,并在必要时调整应急响应计划。
3.7 设备重启与测试维修完成后,技术支持人员应重新启动设备并进行全面测试,以确保其恢复正常运行。
3.8 故障总结与报告维修完成后,组长应组织团队成员进行故障总结,形成书面报告,并提交给管理层。
4. 培训与演练所有应急响应团队成员应定期接受设备维修相关的培训,以确保团队成员具备最新的维修技能和知识。
此外,每季度应至少进行一次应急响应演练,以检验和提高应急响应能力。
5. 附件- 应急响应团队成员名单及联系方式- 设备维修指南- 物料供应清单6. 审批本应急计划需经管理层审批后方可执行。
---此份文档应保存于易于访问的位置,并确保所有相关员工都有权限查看和执行其中的内容。
定期审查和更新此计划以确保其与当前业务需求和环境保持一致。
关键设备停机应急计划1

关键设备停机应急计划1引言关键设备是制造业、能源行业、交通运输行业等重要行业中必不可少的设备。
当出现了设备损坏、停机等情况,会给企业带来严重的经济损失,甚至在某些情况下可能造成人身伤亡等严重后果。
因此,科学制定关键设备停机应急计划,是保障企业生产正常运行和员工安全的重要手段。
应急预案应急预案的目的为确保关键设备在停机中能够得到及时的修复恢复,最大限度的减少生产损失及其可能造成的影响,故制定此关键设备停机应急预案。
应急预案的适用范围该应急预案适用于需要对关键设备进行维修、保养、更换时的停机期间。
应急预案的基本程序应急预案的基本程序如下:•第一步:现场确认。
尽快确定停机原因,并评估停机所涉及到影响,从而制定相应的解决方案。
•第二步:紧急维修。
及时通知相关的技术人员,以尽快恢复设备的正常运行,必要时可以寻求外部维修帮助。
•第三步:评估影响。
针对停机时间的长短、生产线的设置等因素,科学评估其对生产和财务的影响,随后通知影响相关的部门。
•第四步:恢复生产。
设备启动后,需要经过一段时间的试运行,确认设备能够正常运转后,由生产部门各作业区对产品进行质量检测。
应急预案的具体措施针对不同类型的关键设备,应急预案实施的具体措施有所不同。
下面以生产线为例,介绍应急预案的具体措施。
生产线停机的应急预案措施1.确认停机原因。
尽快查明停机原因,针对异常情况采取相应的措施,防止故障扩散。
2.确定受影响程度。
根据生产线的停机情况,分析和评估对生产计划的影响,及时调整排产计划,减少生产损失。
3.开始维修。
对关键设备进行检查、维修、更换配件等操作,相关技术工人需要及时进入现场进行维修,并带上所需的工具和备品备件。
4.更新信息。
对维修进程进行持续监测控制,将维修进展情况及时更新至系统。
5.完成维修。
维修完成后,进行试运行和按要求调试,确保生产线运转正常然后恢复生产。
应急预案的实施与管理应急预案的组织1.确定评审。
由公司总部、部门经理等成员对制定的计划进行评估和审查。
关键装置、重点部位应急预案范本

关键装置、重点部位应急预案范本第一章总则第一条为了做好关键装置、重点部位的应急工作,防止突发事件对生命财产安全造成损害,特制定本应急预案。
第二条本应急预案适用于关键装置、重点部位的日常生产和运营活动,涵盖了发生火灾、泄漏、爆炸、事故、自然灾害等突发事件的应急处置措施。
第三条关键装置、重点部位应急预案的制定、实施和维护工作由负责该装置或部位的管理人员负责,具体责任人职责见附件一。
第四条相关人员应进行应急培训,了解本应急预案的内容,熟悉应急处置流程,确保在突发事件发生时能迅速有效地采取应对措施。
第五条本应急预案应定期进行演练和评估,根据演练情况进行修订和完善。
第二章突发事件等级与应急响应级别划分第六条突发事件等级划分如下:(一)一级事件:对人员生命财产安全造成重大威胁的事件,需要立即采取紧急措施进行处理。
(二)二级事件:对人员生命财产安全造成较大威胁的事件,需要及时采取应急措施进行处理。
(三)三级事件:对人员生命财产安全造成一定威胁的事件,需要及时研判、处置和防控。
第七条应急响应级别划分如下:(一)一级响应:一级事件发生时,立即启动一级响应,调动相关部门和力量,全力处置,确保人员生命财产安全。
(二)二级响应:二级事件发生时,启动二级响应,组织应急力量进行处置,减少人员伤亡和财产损失。
(三)三级响应:三级事件发生时,启动三级响应,组织应急力量进行处置,尽快控制事件发展。
第三章应急组织与人员职责第八条设立关键装置、重点部位应急指挥部,由应急主管负责指挥决策,具体负责人为附件一中的相关责任人。
第九条应急指挥部负责对突发事件进行研判、决策,制定应急处置方案,组织调度应急资源。
第十条相关部门应建立协调机制,加强信息共享和沟通协作,提供必要的支持和配合。
第十一条所有人员应熟悉本预案内容,按照职责要求做好应急准备工作,积极参与应急演练。
第十二条相关责任人负责属地范围内关键装置、重点部位的应急工作,包括但不限于以下职责:(一)负责制定和落实应急预案。
12关键设备应急计划演练记录

12关键设备应急计划演练记录日期:2024年8月15日地点:公司办公大楼参与人员:公司全体员工演练目标:测试公司关键设备应急计划的可行性和有效性,提高员工对应急情况的应对能力。
演练步骤及记录:1.演练前准备:提前通知全体员工参与演练,核实关键设备计划和应急预案,检查演练所需的设备和工具。
2.演练开始:在上午9点正式开始演练,公司总经理致辞并说明演练目标和流程。
全体员工分为几个小组,分别在各自的办公区域等待指令。
3.模拟情景一:停电故障。
在演练过程中,突然停电,公司员工立即按照应急预案进行处理,启动备用发电机,保证关键设备的正常运行。
4.模拟情景二:网络故障。
在演练过程中,公司网络出现故障,影响正常的办公和生产。
IT部门迅速排除故障,并切换到备用网络,确保关键设备的连通性。
5.模拟情景三:火灾警报。
突然响起火灾警报,员工迅速疏散到安全区域,并使用灭火器扑灭初起火情况。
消防队及时赶到,确认无火情后员工返回工作区。
6.过程记录:在演练过程中,员工表现出色,紧急情况下能够迅速冷静应对。
各个部门之间的合作配合良好,有效地控制了突发事件,保障了公司的正常运营。
7.演练总结:演练结束后,公司总经理召集全体员工进行总结,对演练过程中存在的问题和不足进行梳理和分析,并提出改进建议。
同时肯定员工们的表现和团队合作精神。
8.演练效果评估:经过演练,公司关键设备应急计划得到了有效检验,员工们在应急情况下表现出色,提高了公司整体的安全防范意识和危机处理能力。
9.演练意义:本次演练不仅是一次检验公司应急计划的有效性,也为员工提供了一次应急处理的实战经验,帮助他们更加深入理解公司的安全管理制度。
10.演练结语:希望公司在日常工作中继续加强安全意识培训,提高员工应急处理的技能和能力,确保公司在突发事件中稳定和安全运行。
11.演练结论:该次演练充分展示了公司全员参与的团队精神和协同合作的能力,提升了公司整体的安全意识和防范能力。
设备故障突发应急方案及措施
设备故障突发应急方案及措施1. 应急响应组织建立一个应急响应组织是设备故障应急方案的基础。
该组织应由以下人员组成:- 应急负责人:负责组织和协调设备故障突发应急工作,拥有决策权。
- 技术专家:拥有设备故障处理经验和技术知识,能够提供技术支持和指导。
- 通信专员:负责与相关部门、供应商和客户沟通,并提供及时的更新和信息发布。
2. 应急预案制定一份设备故障应急预案是保证应急工作的高效性和准确性的关键。
该预案应包括以下内容:- 突发事件分类:对设备故障的不同类型和级别进行分类,以便能够快速响应和采取相应措施。
- 通知和报告程序:明确应急响应组织成员之间的沟通渠道和流程,并规定及时通知、报告和记录的要求。
- 应急处置流程:设定一套设备故障应急处置流程,包括确定故障原因、恢复设备功能、备份数据等环节。
- 相关资源准备:明确所需的应急资源和设备,例如备用设备、备用电源等,并确保其可靠性和可用性。
- 培训和演练计划:定期开展设备故障应急培训和演练,以提高员工应急响应能力和反应速度。
3. 数据备份与恢复设备故障可能导致数据丢失或损坏,因此进行定期的数据备份是至关重要的。
以下是一些建议:- 确定关键数据:明确哪些数据被视为关键数据,并制定备份计划和频率。
- 备份策略:选择合适的备份方式,例如本地备份、云备份或远程备份,并确保备份的安全性和完整性。
- 测试恢复能力:定期测试数据恢复的能力,以确保备份数据的有效性和完整性。
- 安全存储备份数据:将备份数据存储在安全可靠的位置,确保其免受未经授权的访问和损坏的风险。
4. 供应商和合同管理对于关键设备和技术的供应商和合同进行有效管理也是应急方案的一部分。
以下是一些建议:- 确定关键供应商:识别关键设备和技术的供应商,并与其建立紧密的合作关系。
- 定期评估供应商能力:定期评估供应商的能力、信誉以及响应和恢复速度,以确保其能够满足业务的需求。
- 备用方案和替代供应商:制定备用方案和采购替代供应商的计划,以确保在供应商故障或维护期间能够正常运营。
关键设备突然发生故障应急计划演练记录
演练内容:演练方式:演练时间:
地点:主持人:参加人员:场景与目的:演练过程记
录:适宜
性:
充分
性:存在问题和改进措施:
记录人/日期确认/日期演练效果评
价:
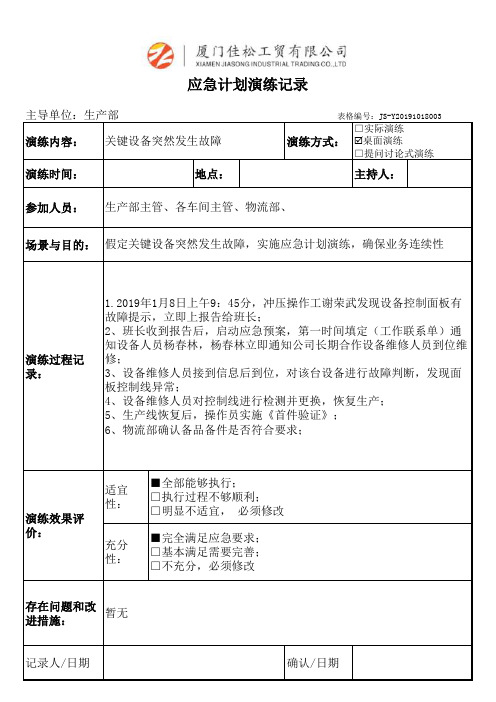
应急计划演练记录
假定关键设备突然发生故障,实施应急计划演练,确保业务连续性1.2019年1月8日上午9:45分,冲压操作工谢荣武发现设备控制面板有故障提示,立即上报告给班长;2、班长收到报告后,启动应急预案,第一时间填定(工作联系单)通知设备人员杨春林,杨春林立即通知公司长期合作设备维修人员到位维修;3、设备维修人员接到信息后到位,对该台设备进行故障判断,发现面
板控制线异常;
4、设备维修人员对控制线进行检测并更换,恢复生产;
5、生产线恢复后,操作员实施《首件验证》;
6、物流部确认备品备件是否符合要求;
■全部能够执行;□执行过程不够顺利;□明显不适宜, 必须修改■完全满足应急要求;□基本满足需要完善;
□不充分,必须修改
暂无主导单位:生产部 关键设备突然发生故障□实际演练 桌面演练□提问讨论式演练生产部主管、各车间主管、物流部、。
关键设备故障应急预案

关键设备故障应急预案
一、预案启动条件
当关键设备出现以下情况之一时,应立即启动应急预案:
1. 设备完全停止工作,导致生产线停滞;
2. 设备部分功能失效,影响产品质量或生产效率;
3. 设备存在安全隐患,可能导致人员伤害或环境污染。
二、应急响应团队组建
成立专门的应急响应团队,成员包括设备管理人员、维修技术人员、生产管理人员等,确保各职能部门协同作战。
三、故障诊断与评估
1. 立即对故障设备进行初步诊断,判断故障类型和严重程度;
2. 评估故障对生产和安全的影响,确定优先级和处理顺序;
3. 根据故障情况决定是否启动备用设备或采取其他临时措施。
四、现场安全管理
1. 确保故障设备周围的安全,设置警示标志,防止无关人员接近;
2. 如果故障涉及危险物质泄漏或火灾风险,立即启动相应的紧急处置程序。
五、故障修复与恢复生产
1. 组织技术人员进行故障修复,必要时联系设备制造商或专业维修公司;
2. 修复过程中,保持与生产部门的沟通,协调生产计划调整;
3. 故障排除后,对设备进行全面检测,确保其安全稳定运行;
4. 逐步恢复生产,优先保证关键订单和高优先级产品的生产。
六、事后分析与总结
1. 对故障原因进行深入分析,总结经验教训;
2. 更新维护记录,完善设备档案;
3. 根据故障处理结果,优化应急预案,提高未来应对能力。
七、培训与演练
1. 定期对应急响应团队成员进行培训,提升专业技能和应急处理能力;
2. 定期组织模拟演练,检验预案的有效性和团队的协作能力。
关键设备故障应急计划演练记录

应急计划演练记录预案名称关键设备故障应急对策演练组织人演练时间2020年10月 15日演练地点一车间应急计划模拟演练情况记录一、关键设备故障描述:10月15日9点一车间主任张伟报告,MA4700注塑机连续出现异常报警,导致MA4700停机。
二、应急预案启动,10月15日9点04分,生产部主任决定启动关键设备故障应急预案,立即召集设备主管、生产计划负责人和维修工组织故障原因分析。
三、故障原因分析:一车间设备负责人会同设备维修工立即到生产线现场确认注塑机故障发生的原因和状况,经现场分析是因为注塑机的冷却水管漏水,导致设备停机。
四、解决措施:1、更换注塑机冷却水管。
设备维护人员检索设备部件仓库,查有有该规格水管,维修事件大约需1-2小时。
2、销售部和生产部应迅速查注塑机故障是否会影响顾客的交货期,经核查确认对交期不大,不需要通知顾客,但稳妥起见,建议安排加班补上当天计划。
3、生产部,通知生产线人员准备当天加班2小时五、措施实施:模拟拆卸更换冷却水管,安装复位、调试,注塑机恢复正常,到上午9点37分,从启动应急对策到演练结束时间约计33分钟。
演练效果评价预案充分性、有效性评审充分性:▇全部能够执行口执行过程不够顺利口明显不适宜有效性:口完全满足应急要求口基本满足需要完善口不充分必须修改人员到位情况▇迅速准确口基本按时到位口个别人员不到位口重点部位人员不到位口职责明确,操作熟练口职责明确,操作不够熟练口职责不明,操作不熟练物资到位现场物资现:▇现场物资充分,全部有效口现场物资不充分口现场物资严重缺乏协调组织整体组织:▇准确、高效口协调基本顺利,能满足要求口效率低,有待改进实战效果评价▇达到预期目标口基本达到目的,部分环节有待改进口没有达到目标,须重新演练外部协报告上级: ▇报告及时口联系不上相关部门: ▇按要求协作口行动迟缓作有效性存在问题和改进措施:无领导评审本次应急对策演练完成较好管理者代表:。
关键设备故障应急措施方案
3、如设备(模具)故障有可能造成生产停顿并影响交付,做好与客户沟通的准备;
2
应急通知
生产部
1、一旦设备(模具)发生故障,必须在10分钟内将信息反应到分管领导及相关部门;
2、根据故障情况,设备(模具)主管应在10分钟之内通知维修工赶往现场处理,如因故障维修时间影响客户计划与交付,应将延迟维修信息及时通知部门负责人及分管领导;3来自制订应急措施生产部
如设备(模具)故障需长时间抢修,由生产部组织召开应急会议,确定应急办法,通常的应急措施如下(但不限于):
a)启动应急设备;
b)委外加工;
c)调整作业计划;
4
实施应急
相关部门
必须按照规定实施应急措施。当发现应急措施效果不能满足顾客要求时,应及时报告公司分管领导;
5
跟踪
综合管理部
适时监控应急实施过程和效果,一旦发现应急方案不能满足顾客要求,必须组织相关部门重新制定应急措施,直到满足顾客要求为止;
生产部应按制定的关键设备(模具)易损清单,储备足够的关键设备(模具)易损件,一旦发生易损件故障时,维修人员能迅速更换,恢复生产。
3如设备模具故障有可能造成生产停顿并影响交付做好与客户沟通的准应急通知生产部1一旦设备模具发生故障必须在10分钟内将信息反应到分管领导及相关部门
关键设备故障应急措施
序号
流程
责任者
工作描述
记录
1
应急准备
生产部
1、首先要做好设备(模具)备件准备,建立好备件供应商及沟通渠道;
备品备件清单(含供应商和沟通渠道)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧急应变联络一览表
序号 应急事件 维修服务厂家/主管部门 联系人
A 关键设备故障: 1 2 3 4 5 6 7 8 9 10 500T四柱式液压机 Y002 800T油压机 Q003 数控剪 JH003 莫托曼机器人 X-005 十四轴专用钻床 DSC-J-030 武汉市汉阳信誉锻压机械经营部 天津锻压机床厂 江苏亚威机床有限公司 武汉大恒工贸有限公司 宁夏中卫大河机床有限责任公司 陈诗平 黎志强 徐晓峰 胡卫华 李容钢 翟经理 翟经理 李伟 阮淑兰 翟经理 沈浩 何少波 徐工 常桂林 吴学知 柳经理
闭ห้องสมุดไป่ตู้双点双动压力机 济南第二机床厂售后服务
DSC-J-049 闭式双点双动拉伸压力 济南第二机床厂售后服务 机 J46-500/300A/1 焊接机器人(盟立) 焊接机器人(小原) 冲三G2A、B生产线 盟立售后服务 武汉小原 济南第二机床厂售后服务 上海复盛 柳州富达 武汉寿力有限公司 会田工程技术有限公司 首钢
吴林辉
汤建清 李文国 黄健岭 王恒 王正钢 牛德润 魏磊
联系电话
027-84869665
18807120972
022-26352570或13021334307 0514-6882218或13301442661 13659866228 13707195721 0531-87109674或0531-87109674, 15666970310 0531-87109674或0531-87109674, 15666970310 13886060800 13986009945 0531-87109674或0531-87109674, 15666970310 13986093420 027-87251230 139713206588 13986126735 86755-2601-3818 13924669320 13886096020 13908659521
供电局 供电局 供电局 刘先彬 周世雄 吴体汉 张爱军 唐家庆 张经理
C 电机维修:
山东莱恩光电科技有限公司
王恒
武汉杰安特 十堰俊景工贸有限公司 江阴冶金机械有限公司 武汉麦仁机电技术有限公司 十堰凯博起重设备公司 山东莱恩光电科技有限公司 天津七所 高科技有限公司 十堰俊景工贸有限公司 齐雅得 机电工程有限公司 首钢motoman
84842661或95598 84842661或95598 84842661或95598 13971658058 13627287881 13072720187 13507190567 13871199550 张经理13871146366
13971629756
18802717027
13914200177 13995648832 13797821850 13971629756 18607130895 13720315383 13477080586
11 DK015 螺杆式空压机 12 13 14 15 16 B 1 2 3 停电 : 无电源 线路故障 放炮事故 武汉济兴机电设备有限公司 D 电路板维修: 武汉世诚电器服务公司 E 机加工维修: 武汉宏亿工贸发展有限公司 武汉市富仁模具冲压有限公司 武汉民政机电设备有限公司 F 起重: 武汉凯瑞捷重型物流有限公司 3-L004B 空气压缩机(螺杆式) 双螺杆空压机(DK027,028) 多工位压力机 点焊机器人 滚边涂胶机器人