SMT异常处理规范
SMT异常处理的方法及步骤

请做出以下异常的分析处理步骤并说明理由: 品质反馈,LM9044八月五日单天DCS1800-APC不良91PCS,生产数26437PCS, 单项不良率0.34%,请工程分析处理。
智慧海派科技有限公司
贴装偏位
按压不当
印刷连锡
卡座 连锡
……
智慧海派科技有限公司
信息收集 原因分析 改善动作 效果验证 效果保持
参数设置不当 锡膏添加
√
√
印 刷 连 锡
PCB变形 ……
智慧海派科技有限公司
信息收集 原因分析 改善动作 效果验证 效果保持
当前印刷效果
调整参数
印刷效果
智慧海派科技有限公司
信息收集 原因分析 改善动作 效果验证 效果保持
SOP定义
搅拌刀加刻度
IPQC稽核
智慧海派科技有限公司
信息收集 原因分析 改善动作 效果验证 效果保持
炉后检查
卡座连锡
功能测试
QC抽检
智慧海派科技有限公司
信息收集 原因分析 改善动作 效果验证 效果保持
• 处理
• 计划 • 目的
Action
Plan
Check
• 确认 • 检查
Do
• 实施
智慧海派科技有限公司
When Where What Who
• 什么时候? • 6月5日夜班。时间段?? • 在哪儿? • 10线。1轨??2轨?? • 发生了什么? • 错料。 • 谁? • 谁上错了??谁发现的?? • 为什么? • 为什么错料??为什么未及时发现??为什么。。。?? • 多少? • 300PCS。用量几颗??TOP&BOT分别错料多少?? • 多少钱?
SMT品质异常管制办法

备注
CHIP料有错件 、少件、飞件 、方向反,规 格大小不符等 。
QC根据《贴片文件》测量、 核对胶纸板时查出错误。
复检
告知作业员(线长)
告知贴片工程师
分析、核对
机器OK
技术确认OK(要求后续
更改文件)
贴片锡膏板。 异常填写《首件
检查记录表》
①胶纸板异常QC应立即反馈
产线纠正(没有反馈默认正
分析确认OK待锡膏 板再重点检查
SMT品质异常管控处理办法
方法 类别
首件异常
种类 胶纸板
详细分类
上错料
异常定义
参照《站位表》依次通过自 检、复检未检出,QC最终核 查时查出错误。
处理流程
知会作业员(线长)
更换错误物料三方重检 Nhomakorabea料OK贴片胶纸板。
控制方法 管控依据
改善结果
异常填写《首件 重检物料OK,胶纸 检查记录表》 板规格测量OK
报告》交责任人
改善。(SMT异常
一般问题要求在2 小时内改善OK。
若2小时内未改善OK,质控QC 有权要求停线处理,并报告 各主管、厂长。
单要求在48小时
停止AOI检测
告知作业员
内回复。) 1)填写《巡检
(线长)
程序员调试程序OK 记录表》,严重
(1)程序检测时误报多; 不良板及良品板检测10片OK
正 的填写《8D纠正
AOI
检测程序不良 (2)有不良但AOI检测不 、工作不正常 出;
常检测 重检。
对之前所检测产品返工 预防措施报告》 调试OK后使用。 交责任人分析改
(3)工作不正常。
善。
(2)不良板、良
设备异常
立即停止异常设备
异常问题反馈规范
异常问题反馈规范一、目的为更加规范生产现场发现异常时,能及时准确反应并能通过相关人员确认、分析、及时解决。
确保生产顺利进行特制定此规范。
二、适用范围本规范适用SMT事业部所有生产中发生的异常现象。
三、职责初级反馈:负责提出异常,并确认异常是否属实,协助相关人员处理异常(作业员、线长、IQC、IPQC、QC、仓管员)。
中级反馈:负责生产线异常分析、排查异常原因,提出改善对策和后续预防方案(生产主管、工艺工程师、设备工程师、PE工程师、QE工程师、计划员)。
高级反馈:负责异常解决方案的沟通决策,重大异常问题方案的制定和反馈(工程经理、生产经理、计划经理)。
最终反馈:负责生产过程中重大异常的方案决策、处理稽核。
四、异常处理作业流程:4.1、生产部按照计划部排产表进行生产作业。
4.2、生产部在生产过程中发现产品、物料与样品不符、生产出的产品达不到标准要求或者来料无法使用等现象时。
及时上报给当班主管、在线相关负责的工程师(物料问题反馈给QE工程师、设备问题反馈给设备工程师、工艺问题反馈给工艺工程师、欠料反馈给计划)。
4.3、相关工程师确认异常可以接受,生产线可以继续生产;如确认异常不能接受则有生产线长或IPQC在异常分生后20分钟内开出《停线通知单》并有生产主管、相关工程师签字确认(根据异常的不同选择相关的工程师)。
最后有开《停线通知单》部门发出。
4.4、《停线通知单》受理责任人在30分钟内做出技术分析,初步给出分析结果。
结果可分为制程问题、设计问题、来料问题。
4.5、制程问题有该线体设备工程师、工艺工程师、QE工程师成立异常处理团队解决,生产主管跟进处理进程。
异常处理团队需要将异常分析原因及解决方案记录在《停线通知单》上。
如果需要返工或者改变工艺,异常处理团队和生产主管需要安排人员全程跟进改善效果。
4.6、如确认是来料问题、设计问题有QE工程师、IQC工程师、计划员、物控员成立异常处理团队解决,异常处理团队需要和客户沟通给出解决方案。
SMT品质异常处理规范

1.当品质部IPQC在制程巡检中依《IPQC制程检验作业指导书》、各站
位《作业指导书》及相关《检验标准》抽查,若发现异常且出现以下状 4 报告回复期限
况时,
以上所有【品质异常处理报告】,从开出起要求24小时内回复。
⑴ 在抽查印刷位品质,若一次抽查发现:
A.同一不良超过5个时,立即将不良品交当班主管/技术员确认,并开出 四.流程图
主管确认不 良,工程分 析原因
责任部门写 出改善对策
【品质异常处理报告ห้องสมุดไป่ตู้,要求责任者主管/技术员改善;
B.同一不良未超过5个时,立即将不良品交当班主管/技术员确认,并要
求改善;同时要求当班主管/技术员【IPQC抽样检查记录表】上签字;
2.当炉后目检QC在检验中,发现直通率低于70%(以大片计),
由生产部当班主管/领班立即知会工程改善,若工程在确认事实后半小时
内还是未能改善,目检QC当班主管/领班则应立即开出【品质异常处理 报告】给到工程要求整改,待整改OK后再生产。
品质将编号 异常归档
品质验证 改善效果 跟踪
品质异常跟 进,24H内 收回并记录
1. CR(Critical)致命缺陷:产品的使用影响到使用安全或丧失使用条件的缺陷。 2. MA(Major)主要缺陷:有质量隐患,严重影响到产品性能或工艺方面的缺陷。 3. MI(Minor)次要缺陷:无质量隐患,只属外观上轻微的缺陷。 4. AQL(Acceptance Quality Level)合格质量水平:对连续提交检查批的过程平均质量 规定的合格界限。
3 最终检验异常
品质部QA在出货检验中,依《SMT外观检验标准》、《SMT推拉力测 试作业指导书》及《IQC-OQC抽样检验计划表》作业检验,发现不良按 要求将结果记录于【QA抽样检验记录表】中;若每日的检验中同一机型 同一重缺失(暂定于错件、漏件、极性反向、立碑、短路五项重缺失) 出现次数达到2次,由品质领班开出【品质异常处理报告】给到当班的 生产部主管/领班,要求分析改善。
SMT生产现场异常处理流程

责任者
作业者 领班
技术员 领班
根据领班或技术员报告,现场确认处置结果,或对异常的处理作出 主管 进一步的对应或作业指示
根据异常的重要程度,主管对应后向相关者进行联络
主管
1、人身安全按公司危急管理体制路径对应 2、机器设备安全12小时内报告厂长、总经理 3、物品安全关系24H内报告厂长、总经理处置
1、现状把握清楚,召开检讨会议,确定检讨方向 2、追溯关系出荷/在库并按检讨方法处置 3、5W检讨、对策报告提交 4、对策教育并实施
主管
主管/厂长 外部门关系
序号
1 2
3 4 5 6
7 注
处置流程
1 发现
2 对异联络
6 安全
品质 7 事故
SMT生产现场异常处理流程
说明
发现异常,暂停作业,及时报告领班。
1、对异常进行初步判断和处理 2、不能解决的异常应依赖技术员或主管处理 3、对象品的区分隔离和明确标识并特别管理 4、紧急事项(安全/灾难等)依危急管理体制路径对应
SMT生产异常处理作业规范

4.3.5对重大的异常,应由发现部门主管级(包括品管、PIE),立即在现场召集有关部门召开QIT。会议决定是否立即停线处理,并立即上报总经理。
4.4、改善措施的紧急处理及长远对策的实施:
4.5.4、正常生产的异常单至少跟进2小时生产的数据来验证有效性后方可关闭,若当时已无生产,但一周内有生产的再跟进验证,若一周内不生产的,则拉长在跟进/验证栏内填上“下工单跟进”。所有待下工单跟进的生产异常单由拉长负责跟进验证。
4.5.5、标准化验证:按《纠正和预防措施控制程序》文件进行标准化验证。
4.6、文员每周进行《生产异常通知书》的统计并将结果知会相关部门,周会议上进行通报并确认改善有效性。
4.7、《生产异常通知书》第一页由发出部门保存作备查依据,第二页发给品管部,第三页分发给责任部门。
3、职责
3.1、发现异常的部门负责及时填报《生产异常通知书》及主导异常分析,提出纠正行动方案,并参与纠正行动。
3.2、工程部、品管部、生产部负责组织分析生产异常原因及提出纠正对策。
3.3、品管部、生产部、工程部跟进纠正效果。
4、程序
4.1、生产异常发生及确认
4.1.1、对照4.2.1和4.2.2条:当生产线出现异常时,(设备故障停线、停机、品质不良居高、产能偏低、损耗严重超标等异常情况)生产线拉长、IPQC、或主管和工程师应立即联系相关部门确认、处理。
4.2.2、遇到下列重大异常情况时,拉长应立即填报《生产异常通知书》并按要求执行。
①、错、漏、反:
A、首件错、物料错(含PCB)、错件、错贴纸、错/漏板号等1个点或以上时;
B、部品散乱、漏点胶、多胶、漏印锡膏5点或以上或同一位置连续出现5PCS或以上时;
SMT产线异常处理流程
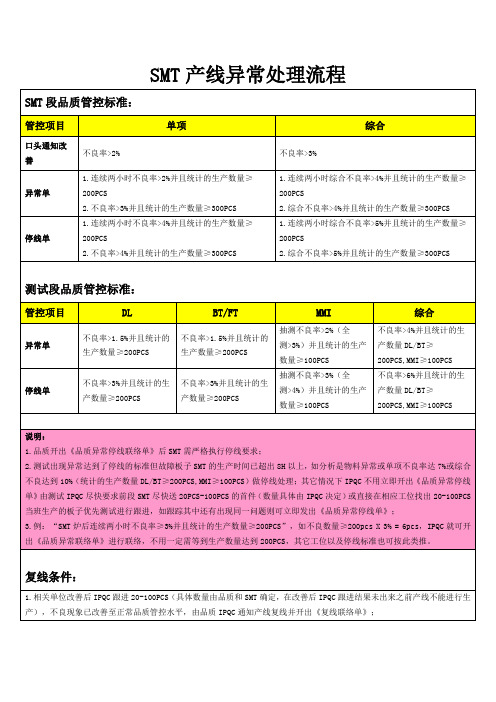
3.注意事项:复现条件成立时,速度要快,可先口头通知再签复线单。
停线后处理事宜:
1.品质部主导停线改善事宜,重点跟踪改善效果的跟进,尽量缩短停线时间;
不良率>6%并且统计的生产数量DL/BT≥200PCS,MMI≥100PCS
说明:
1.品质开出《品质异常停线联络单》后SMT需严格执行停线要求;
2.测试出现异常达到了停线的标准但故障板子SMT的生产时间已超出8H以上,如分析是物料异常或单项不良率达7%或综合不良达到10%(统计的生产数量DL/BT≥200PCS,MMI≥100PCS)做停线处理;其它情况下IPQC不用立即开出《品质异常停线单》由测试IPQC尽快要求前段SMT尽快送20PCS-100PCS的首件(数量具体由IPQC决定)或直接在相应工位找出20-100PCS当班生产的板子优先测试进行跟进,如跟踪其中还有出现同一问题则可立即发出《品质异常停线单》;
3.例:“SMT炉后连续两小时不良率≥3%并且统计的生产数量≥200PCS”,如不良数量≥200pcs X 3% = 6pcs,IPQC就可开出《品质异常联络单》进行联络,不用一定需等到生产数量达到200PCS,其它工位以及停线标准也可按此类推。
复线条件:
1.相关单位改善后IPQC跟进20-100PCS(具体数量由品质和SMT确定,在改善后IPQC跟进结果未出来之前产线不能进行生产),不良现象已改善至正常品质管控水平,由品质IPQC通知产线复线并开出《复线联络单》;
SMT产线异常处理流程
SMT异常处理流程

更换零件
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称: Reflow异常处理流程
指
导
书
(8)
编辑日期: 2008.03.03
Ver. : 1.1
Normal
Reflow设备自动Alarm (温度等) Alarm 立即停止流板(PCB) 1.全检異常時段之PCB, 並做記號 2. 按Barcode追踪; 3. 通知下制程 制程改善 (必须重新测Profile)
Pass 正常生产
Fail
注意事项︰
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称:
指
导
书
编辑日期: 2008.03.03
Ver. : 1.1
FAIL PCB
依据判定 标准复判 PASS
Fail
人员点击Confirm Pass, 系统自动记录为误判
生产
AO无法涵盖
OK Rework
目检
Fail
OK
下制程
注意事项︰
治具清单(治具规格)
数量
治具清单(治具规格)
数量
制表: 朱 佳
发行部门:半制技术二课
作 业
作业名称: AOI 测试涵盖率异常处理规范
指
导
书
( 10 )
编辑日期: 2008.03.03
Ver. : 1.1
ICT 测试
SMT有专人针对SMT 的不良做统计
Notice: 生产所用材料之规格须于BOM内所建材料之规格相符,方可使用。
SMT工艺异常处理流程

SMT工艺异常处理流程目的为了有效追踪工艺异常问题的根本原因,明确各关联部门的权责,提高异常事故处理效率,减少投诉;适用范围本流程适用于龙旗科技有限公司所有主板项目;定义SMT(Surface Mounting Technology):表面贴装技术;SMT工艺异常:因SMT设备(程序)参数的技术性缺失、原材料(主料、辅料)不良、设计错误等因素影响,导致工艺控制失效使得生产效率无法达到预定目标,使产品品质超出IPC允收标准的所有事件均称之为SMT工艺异常;职责工程部:分析工艺异常原因,判定异常事故的性质,提供改善建议;研发事业部:解释设计原则,修正设计方案;质量保证部:提供质量数据报告,反馈投诉处理意见,划分责任归属;质量策划部:跟踪各阶段问题的及时关闭和阶段控制,对于工艺问题,结合工程分析和风险评估,协助推动研发改善;售后服务部:反馈客户信息,调查、追踪客户端产品状态;项目管理部:总体协调和督促项目组成员推动问题点的解决,保障项目进度;内容1.可制造性设计导致工艺异常的处理流程1.1.如发现可制造性设计导致的工艺异常,由外协厂汇总问题点并输出试产报告,由驻厂NPI将试产报告发给项目组。
针对《试产报告》中反馈的可制造性设计问题,由工程确认是否改版并提供分析评估意见给研发;1.1.1.若研发对工程的分析意见无异议,则由研发执行改版,质量策划跟踪改版进度,工程负责改版确认;1.1.2.若工程的分析意见与研发设计要求有争议,则由项目经理和质量策划评估、解决;2.生产过程中工艺异常处理流程2.1.当生产中发现工艺异常时,需龙旗驻厂NPI及时进行产线状态确认,驻厂PQE及时提供《外协厂异常问题反馈单》,工程根据《外协厂异常问题反馈单》负责判断、确认并提供改善建议,PQE根据异常风险等级决定是否维持生产或停线;2.2.生产过程中的工艺异常分类及处理2.2.1.来料不良导致工艺异常的处理2.2.1.1.来料不良信息反馈2.2.1.1.1.来料不良导致的工艺异常事故,由龙旗驻厂PQE负责来料异常的信息反馈,并通知SQE联系供应商至产线配合改善;2.2.1.2.来料不良原因分析2.2.1.2.1.驻厂PQE主导外协厂、供应商至产线分析,并提供分析结果;2.2.1.2.1.1.若外协厂与供应商意见一致,确认了双方认可的分析结果,再由工程根据双方的分析结果给出风险评估意见,并提供给PQE参考,由PQE决定是否换料或克服生产;2.2.1.2.1.2.若外协厂与供应商意见分歧,未达成双方认可的分析结果,则由工程根据异常反馈信息作出判断分析,并将分析意见提供给PQE参考,由PQE协调SQE解决;2.2.2.加工技术资料缺失导致工艺异常的处理2.2.2.1.Gerber资料内容缺失的处理2.2.2.1.1.驻厂NPI以邮件形式通知项目组,SMT工艺工程师进行确认,若情况属实,由研发负责文件升级并给到外协厂,NPI负责跟踪直至问题关闭;2.2.2.2.《工艺控制事项》内容缺失的处理2.2.2.2.1.由上海NPI负责文件升级并给到外协厂,驻厂NPI督导外协厂根据升级文件调整工艺维持生产;2.2.3.SMT设备(程序)问题导致工艺异常的处理2.2.3.1.设备性能衰减导致工艺异常的处理2.2.3.1.1.当外协厂SMT设备在固定周期内未进行充分的保养、升级换代等原因使性能衰减,导致工艺异常事故,则需工程介入对设备性能进行评估,并责成外协厂按照设备出厂的固有参数进行改造,再进行设备性能指标(CPK)确认,以满足龙旗产品的工艺能力为前提条件;2.2.3.2.设备突发性故障导致工艺异常的处理2.2.3.2.1.生产过程中设备突发性故障造成的工艺异常,由外协厂内部控制;2.2.3.3.贴片程序错误导致工艺异常的处理2.2.3.3.1.贴片文件缺失、错误导致的问题,由龙旗研发负责贴片文件更改、升级;2.2.3.3.2.程序编辑错误,由驻厂NPI、质量督促外协厂进行检讨并修正;2.2.4.钢网开孔方式导致工艺异常的处理2.2.4.1.龙旗外发的贴片文件中SOLDER MASK、PASTE MASK、STENCIAL为钢网加工文件,是外协厂开钢网的原始参考资料,用于开钢网时作位置参考和焊盘形状参考,具体的钢网开孔方式(尺寸、形状)由外协厂自决处理;2.2.4.2.当钢网开孔方式导致工艺异常时,需驻厂NPI知会外协厂给予解释,同时以邮件的形式反馈给SMT工艺工程师进行评估;2.2.4.2.1.如果是贴片文件错误导致钢网开错,则由研发负责文件更改、升级,驻厂NPI负责督促外协厂根据升级文件重新开钢网;2.2.4.2.2.如果是外协厂因技术失误导致钢网开错,所产生的质量问题,由PQE负责处理;2.2.5.辅助治具导致工艺异常的处理(载具\点胶\夹具)2.2.5.1.外协厂负责辅助治具的打样、调校,龙旗工程负责输出具体需求和评估意见,PQE 负责处理导致的质量问题;3.工艺异常投诉的处理流程3.1.针对工艺异常投诉事件,需质量、工程、研发协调处理;3.1.1.工程、研发负责工艺异常的原因分析及状态确认;3.1.2.质量策划负责工艺异常投诉的协调、跟踪、直至异常原因的明确定性;3.1.3.PQE根据研发和工程的分析结论,责成外协厂提供改善措施,并跟踪后续生产、直至问题关闭;若需进行外埠第三方验证,则由PQE负责协调外协厂处理,并提供分析报告;3.2.工艺异常内部投诉的处理流程3.2.1研发调试阶段投诉工艺异常的处理3.2.1.1.先由研发进行功能、信号方面的定性分析,并预留不良样品(未做过任何维修)和填写《PCBA焊接异常问题联络单》提交给质量策划,再由质量策划联络工程分析判断;3.2.2.后段整机装配阶段投诉工艺异常的处理3.2.2.1.由售后负责收集后段信息,PQE负责汇总外协厂生产数据,工程进行分析判断;3.3.工艺异常客户投诉处理流程3.3.1异常信息收集与反馈3.3.1.1.售后负责收集、反馈客户信息,在《客户投诉处理单》中需详细描述客户操作流程(如PCBA状态、包装运输方式、作业方式等),并附上清晰图片及说明文字;3.3.1.2.PQE负责汇总外协厂生产数据,并提供不良样品(未做过任何维修),联络工程和研发进行分析;3.3.2异常原因分析及处理3.3.2.1.PQE组织会议,判定客户投诉的理由是否充分,投诉要求是否合理;3.3.2.1.1.如果投诉理由成立,明显表现为工艺异常导致的客户投诉问题,由PQE负责督促外协厂检讨并提交后续改善方案,工程负责改善方案的确认;3.3.2.1.2.如果投诉理由不充分,异常原因比较模糊,需由质量策划知会研发先进行功能、信号方面的定性分析,并填写《PCBA焊接异常问题联络单》;工程根据《PCBA焊接异常问题联络单》再进行分析并给出判定结论;。
SMT异常处理规范

支集表分解非常十分爆收本果.5、定义 无6、真量6.1烘烤工序非常十分局里及处理办法:6.1.1非常十分问题:板里变色氧化 所属工序:烘烤1.1非常十分局里(图片)1.2.1 烘烤条件非常十分,不按烘烤条件举止做业: A 、非绿油板为 120°2H B 、绿油板为 120°2HC 、OSP 板烘烤条件为 80°3H.D 、168 客户 OSP 板烘烤条件为:100°2H.1.2.2 烤箱温度非常十分,不即时面检烤箱温度; 1.2.3 人员裸脚交触板里金里,传染净污;1.3 非常十分板处理步调 ①将不良的产品局部断绝、标记;报告本量人员确认;②联结设备人员确认设备温度是可与设定普遍;设备是可有非常十分; ③待确认OK 后才可流至下工序. 1.4 非常十分板处理过程 6.1.2非常十分问题:产品翘直、皱合 所属工序:烘烤1.1非常十分局里(图片)①产品已搁仄坦;②拿与板的办法不精确引导FPC 翘直、皱合;板里颜色变色非常十分板IPQC 确认 下工序不良报兴 NG OKOK NGOKOK①将不良的产品局部断绝、标记;报告本量人员确认;②确认做业人员是可按拿搁板央供做业; ③待确认OK 后才可流至下工序.6.1.3非常十分问题:烘烤后超12H 已使用 所属工序:烘烤1.1非常十分局里(图片)无①做业地区产品标记不精确,引导产品超时已使用; ②产线死产计划安插分歧理;1.3 非常十分板处理步调①将超时的产品局部断绝、标记; ②死产前需要再次烘烤后才搞使用; ③烘烤OK 后才可流至下工序.1.4 非常十分板处理过程6.2印刷工序非常十分局里及处理办法: 6.2.1非常十分问题:印刷偏偏位 所属工序:印刷1.1非常十分局里(图片)①印刷机MARK 辨别 X 、Y 坐标偏偏移;②FPC 不揭仄坦; ③钢网牢固不稳; ④印刷机非常十分;翘直、皱合非常十分板不良报兴 IPQC 确认下工序超时已使用再次烘烤下工序NGNG①将印刷不良偏偏移的板与出,区别搁置;②按洗板过程举止荡涤锡膏;③荡涤完后找本量人员确认,而后再次印刷;④印刷OK后才可流至下工序.6.2.2非常十分问题:印刷少锡所属工序:印刷1.1非常十分局里(图片)①钢网启孔过小,下锡不良;②FPC不揭仄坦牢固不稳;③有同物引导钢网堵孔;④印刷参数非常十分;1.3 非常十分板处理步调①将印刷不良少锡的板与出,区别搁置;②按洗板过程举止荡涤锡膏;③荡涤完后找本量人员确认,而后再次印刷;④印刷OK后才可流至下工序.1.4 非常十分板处理过程6.2.3非常十分问题:印刷多锡、连锡所属工序:印刷1.1 非常十分局里(图片) 1.2 本果分解①钢网启孔过大,锡量过多;②FPC不揭仄坦牢固不稳;③有同物引导顶起钢网不紧揭FPC;④印刷参数非常十分;1.3 非常十分板处理步调①将印刷不良多锡、连锡的板与出,区别搁置;②按洗板过程举止荡涤锡膏;③荡涤完后找本量人员确认,而后再次印刷;④印刷OK后才可流至下工序.????非常十分板处理过程NGOK OKOKOKNGNG印刷锡膏印刷多锡、连锡非常十分板下工序IPQC确认洗板或者报兴NGOK OKOKOKNGNG印刷锡膏印刷偏偏位非常十分板下工序IPQC确认洗板或者报兴NGOK OKOKOKNGNG印刷锡膏印刷少锡非常十分板下工序IPQC确认洗板或者报兴????????揭片工序非常十分局里及处理办法: ???? 非常十分问题:揭偏偏 所属工序:揭片 ??非常十分局里(图片)??本果分解①吸嘴型号使用不精确; ②吸与不宁静;③辨别参数树坐不当; ④物料拆置不到位; ⑤揭拆坐标非常十分; ⑥元件去料非常十分;1.3 非常十分板处理步调 ①将揭拆偏偏移的不良板与出,区别搁置; ②报告正在线技能员举止分解安排③偏偏移的元件位子拨正并报告IPQC 确认,无非常十分后才不妨过回流炉④安排揭正后才可流至下工序. 1.4 非常十分板处理过程 6.3.2非常十分问题:漏件 所属工序:揭片1.1 非常十分局里(图片)1.2 本果分解①吸嘴型号使用不精确;②吸与不宁静,运止历程中掉料;③辨别参数树坐不当,扔料;④物料拆置不到位;1.3 非常十分板处理步调①将揭拆漏件的不良板与出,区别搁置; ②报告正在线技能员举止分解安排③漏件的元件位子找IPQC 确认,根据BOM 、图纸 补上元件后才不妨过回流炉 ④安排无漏件后才可流至下工序.1.4 非常十分板处理过程6.3.3非常十分问题:反背 所属工序:揭片NG揭偏偏非常十分板OK下工序IPQC 确认拨正维建 OKOK NGNG漏件非常十分板OK下工序IPQC 确认补料维建OKOK NG①步调角度树坐过失; ②元件拆置目标纷歧致;③人员违规做业,公自搁进元件到料戴中,不通过相闭人员确认;1.3 非常十分板处理步调 ①坐时停止死产,报告正在线技能员举止分解安排; ②将揭拆反背的不良板与出,区别搁置; ③反背的元件位子找IPQC 确认,跟据图纸 安排佳目标后才不妨过回流炉 ④安排无反背后才可流至下工序.1.4 非常十分板处理过程 6.3.4非常十分问题:错料 所属工序:揭拆1.1 非常十分局里(图片)1.2 本果分解 ①步调树坐过失; ②人员上料过失;③去料过失; ④集料使用过失;1.3 非常十分板处理步调 ①坐时停止死产,报告正在线管造人员举止分解考察;②将揭拆错料的不良板与出,区别断绝搁置,搞佳标记;③错料的元件位子找IPQC 确认,跟据BOM 、图纸 换回精确的物料后才不妨过回流炉 ④换回精确的物料后才可流至下工序.1.4 非常十分板处理过程 6.4回流焊交工序非常十分局里及处理办法: 6.4.1非常十分问题:炉温非常十分与树坐纷歧致所属工序:回流焊交NG错料非常十分板OK下工序IPQC 确认 调换精确物料 OK OKNG①回流炉设备温度非常十分;1.3 非常十分板处理步调 ①停止死产过炉,坐时报告正在线技能员查看设备并安排; ②将炉内的不良板与出,区别断绝搁置,搞佳标记;③找本量人员确认其上锡焊交效验,保证焊交无非常十分后才不妨死产,流进下工序; ④安排佳炉温普遍后才可死产.1.4 非常十分板处理过程 6.4.2非常十分问题:锡已熔 所属工序:回流焊交1.1 非常十分局里(图片)1.2 本果分解 ①回流温度缺累; ②设备温度非常十分; ③过板聚集引导温度下落;1.3 非常十分板处理步调 ①停止死产过炉,坐时报告正在线技能员查看设备并安排;②将炉内的不良板与出,区别断绝搁置,搞佳标记; ③找本量人员确认其上锡焊交效验,保证焊交无非常十分后才不妨死产,流进下工序; ④安排佳炉温普遍后才可死产. 1.4 非常十分板处理过程 6.4.3非常十分问题:假焊、真焊 所属工序:回流焊交1.1 非常十分局里(图片)1.2 本果分解 ①锡量缺累; ②有同物顶起; ③FPC 变形;④安排焊盘与元件大小不匹配;温度非常十分非常十分板下工序报兴处理 IPQC 确认 NG NGOK OK报兴处理NG 锡已熔非常十分板OK下工序IPQC 确认 沉新焊交维建 OKOK NG③支焊交维建处理;④找本量人员确认其上锡焊交效验,保证焊交无非常十分后才不妨死产,流进下工序;6.4.4非常十分问题:连锡、多锡 所属工序:回流焊交1.1 非常十分局里(图片)1.2 本果分解①印刷推尖、锡量过多;②揭拆偏偏移; ③揭拆压力过大;④有同物;1.3 非常十分板处理步调 ①报告正在线技能员考察分解并安排; ②区别断绝搁置,搞佳不良标记; ③支焊交维建处理; ④找本量人员确认其上锡焊交效验,保证焊交无非常十分后才不妨死产,流进下工序; 1.4 非常十分板处理过程 6.5面胶工序非常十分局里及处理办法: 6.5.1非常十分问题:少胶 所属工序:面胶1.1 非常十分局里(图片)1.2 本果分解 ①面胶量过少; ②人员做业遇到;③针嘴堵孔;④FPC 板不拆置定位佳;⑤面胶速度过快;NG非常十分板OK下工序IPQC 确认焊交建理 OKOK NG NG连锡、多锡非常十分板OK下工序IPQC 确认焊交建理 OKOK NG③支面胶维建处理;注意补胶时,要核查于胶火型号,不可用错胶火;④找本量人员确认其上面胶效验,保证胶量无非常十分后才不妨死产,流进下工序;6.5.2非常十分问题:多胶所属工序:面胶1.1 非常十分局里(图片) 1.2 本果分解①面胶量过多;②人员做业遇到;③FPC板不搁佳;1.3 非常十分板处理步调①报告正在线技能员考察分解并安排;②区别断绝搁置,搞佳不良标记;③支面胶维建处理;④找本量人员确认其上面胶效验,保证胶量无非常十分后才不妨死产,流进下工序;1.4 非常十分板处理过程6.5.3非常十分问题:针孔、气泡所属工序:面胶1.1 非常十分局里(图片) 1.2 本果分解①胶火回温时间缺累;②胶火逾期;③元件、FPC板受潮;④烘烤温度非常十分;1.3 非常十分板处理步调①报告正在线技能员考察分解并安排;②区别断绝搁置,搞佳不良标记;③支面胶维建处理;注意补胶时,要核查于胶火型号,不可用错胶火;④找本量人员确认其上面胶效验,保证胶量无非常十分后才不妨死产,流进下工序;1.4 非常十分板处理过程NG非常十分板OK下工序IPQC确认面胶建理OKOKNGNG多胶非常十分板OK下工序IPQC确认面胶建理OKOKNGNG针孔、气泡非常十分板OK下工序IPQC确认面胶建理OKOKNG。
SMT品质异常处理规范

2 制程检验异常
1.当品质部IPQC在制程巡检中依《IPQC制程检验作业指导书》、各站 4 报告回复期限
位《作业指导书》Βιβλιοθήκη 相关《检验标准》抽查,若发现异常且出现以下状 况时, ⑴ 在抽查印刷位品质,若一次抽查发现: A.同一不良超过5个时,立即将不良品交当班主管/技术员确认,并开出 【品质异常处理报告】,要求责任者主管/技术员改善; B.同一不良未超过5个时,立即将不良品交当班主管/技术员确认,并要 求改善;同时要求当班主管/技术员【IPQC抽样检查记录表】上签字; ⑵ 在抽查炉前检查位品质,若一次抽查发现: A.同一不良超过5个时,立即将不良品交当班主管/技术员确认,并开出 【品质异常处理报告】,要求责任者主管/技术员改善; B.同一不良未超过5个时,立即将不良品交当班主管/技术员确认,并要 求改善;同时要求当班主管/技术员【IPQC抽样检查记录表】上签字; 2.当炉后目检QC在检验中,发现直通率低于70%(以大片计), 由生产部当班主管/领班立即知会工程改善,若工程在确认事实后半小时 内还是未能改善,目检QC当班主管/领班则应立即开出【品质异常处理 报告】给到工程要求整改,待整改OK后再生产。 备注:若为克服生产之机型则不按此要求作业。
以上所有【品质异常处理报告】,从开出起要求24小时内回复。
三、定义
1. CR(Critical)致命缺陷:产品的使用影响到使用安全或丧失使用条件的缺陷。 2. MA(Major)主要缺陷:有质量隐患,严重影响到产品性能或工艺方面的缺陷。 3. MI(Minor)次要缺陷:无质量隐患,只属外观上轻微的缺陷。 4. AQL(Acceptance Quality Level)合格质量水平:对连续提交检查批的过程平均质量 规定的合格界限。
3 最终检验异常
SMT异常处理规范
编 制王康建确 认审 核
文件编号YJ-SOP-0006
版 本 号A01页 次 3 OF 5
日 期编 制
王康建
确 认
审 核
SMT制程异常处理规范裕佳电子有限公司
文件名
6.流程图
审 核
自行解决
编 制
王康建
确 认
工程异常
LINE STOP
制程不良较多时稽核立即开立生产问题反馈单通知
接受通知接受通知
技术员出动
生产线领班出动现场
原因分析
机器产生不良
人员产生不良
设计材料不良
对策树立
接受联络通知
回复对策及解决方案或派员出动现场
接受通知
制造部主管
未得到解决时对策协议(措施.对策)责任部门选定
实施措施
LINE 启动
确认对策实
结案。
制程异常及停线标准
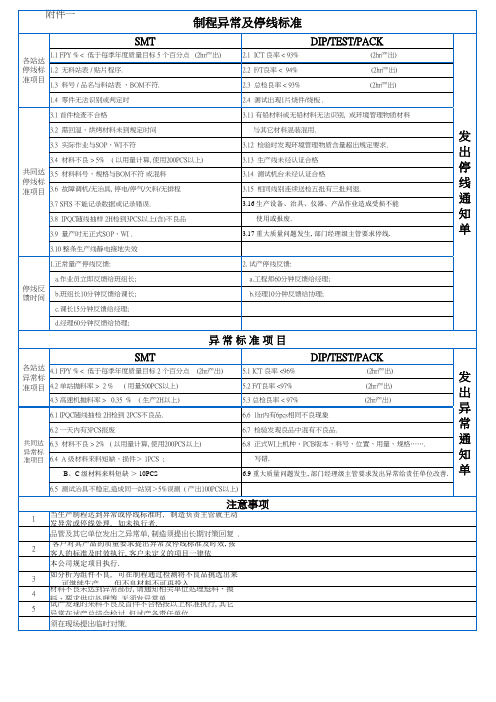
附件一SMTDIP/TEST/PACK1.1 FPY % < 低于每季年度质量目标 5 个百分点 (2hr产出)2.1 ICT 良率 < 93% (2hr产出)1.2 无料站表 / 贴片程序. 2.2 F/T良率 < 94% (2hr产出)1.3 料号 / 品名与料站表 、BOM不符. 2.3 总检良率 < 93% (2hr产出)1.4 零件无法识别或判定时 2.4 测试出现1片烧件/烧板 .3.1 首件检查不合格3.11 有铅材料或无铅材料无法识别, 或环境管理物质材料3.2 需回温、烘烤材料未到规定时间 与其它材料混装混用.3.3 实际作业与SOP、WI不符3.12 检验时发现环境管理物质含量超出规定要求.3.4 材料不良 > 5% ( 以用量计算, 使用200PCS以上)3.13 生产线未经认证合格3.5 材料料号、规格与BOM不符 或混料 3.14 测试机台未经认证合格3.6 故障调机/无治具, 停电/停气/欠料/无排程3.15 相同线别连续送检五批有三批判退.3.7 SFIS 不能记录数据或记录错误.3.16 生产设备、治具、仪器、产品作业造成受损不能3.8 IPQC随线抽样 2H检到3PCS以上(含)不良品 使用或报废.3.9 量产时无正式SOP、WI . 3.17 重大质量问题发生, 部门经理级主管要求停线.3.10 整条生产线静电接地失效1.正常量产停线反馈: 2. 试产停线反馈:a.作业员立即反馈给班组长;a.工程师60分钟反馈给经理;b.班组长10分钟反馈给课长;b.经理10分钟反馈给协理;c.课长15分钟反馈给经理;d.经理60分钟反馈给协理;SMTDIP/TEST/PACK4.1 FPY % < 低于每季年度质量目标 2 个百分点 (2hr产出)5.1 ICT 良率 <96% (2hr产出)4.2 单站抛料率 > 2 % ( 用量500PCS以上)5.2 F/T良率 <97% (2hr产出)4.3 高速机抛料率 > 0.35 % ( 生产2H以上) 5.3 总检良率 < 97% (2hr产出)6.1 IPQC随线抽检 2H检到 2PCS不良品. 6.6 1hr内有6pcs相同不良现象6.2 一天内有3PCS报废6.7 检验发现良品中混有不良品.6.3 材料不良 > 2% ( 以用量计算, 使用200PCS以上) 6.8 正式WI上机种、PCB版本、料号、位置、用量、规格…….6.4 A 级材料来料短缺、损件> 1PCS ;写错.B 、C 级材料来料短缺 > 10PCS6.9 重大质量问题发生, 部门经理级主管要求发出异常给责任单位改善.6.5 测试治具不稳定,造成同一站别>5%误测 ( 产出100PCS以上)1当生产制程达到异常或停线标准时, 制造负责主管就主动发异常或停线处理, 如未执行者,品管及其它单位发出之异常单, 制造须提出长期对策回复 .2客户对其产品的质量要求提出异常及停线标准及时效, 按客人的标准及时效执行, 客户未定义的项目一律依本公司规定项目执行.3如分析为组件不良, 可在制程通过检测将不良品挑选出来 , 可继续生产 . 但不良材料不可再投入.4材料不良未达到异常部份, 请通知相关单位处理退料、换料、要求供应处理等, 无须发异常单.5试产发现的来料不良及首件不合格按以上标准执行, 其它异常在试产总结会检讨, 但试产各责任单位须在现场提出临时对策.注意事项停线反馈时间发出异常通知单制程异常及停线标准各站达异常标准项目共同达异常标准项目各站达停线标准项目共同达停线标准项目异 常 标 准 项 目发出停线通知单。
smt异常管理制度

smt异常管理制度作为数字化和自动化程度较高的生产方式,SMT制程在提高生产效率和产品质量方面具有显著优势。
然而,由于SMT制程受到环境影响较大,设备运行参数较为复杂,因此异常情况较为常见,如设备故障、材料损坏、操作失误等。
这些异常情况如果没有及时处理,将会对生产进度和产品质量造成严重影响,严重时还会引发安全事故。
为了更好地管理SMT制程中的异常情况,提高生产效率和产品质量,我公司在生产管理中建立了全面的SMT异常管理制度。
该制度包括了异常识别、异常处理、异常监控、异常分析和改善等环节,旨在确保异常情况能够得到及时有效的处理,最大程度地减少异常带来的损失。
二、制度内容1.异常识别:SMT制程中的异常情况主要包括设备故障、材料损坏、操作失误等多种情况。
为了及时发现异常,必须对生产过程进行全面监控和巡检。
制度规定,生产人员应按照规定的流程和标准进行生产作业,并严格按照设备操作手册操作设备。
同时,设备维护人员应对设备进行定期巡检和保养,及时发现问题并加以处理。
2.异常处理:一旦发现异常情况,必须立即采取相应的措施进行处理。
制度规定,生产人员在发现异常时应立即停工,并向领导报告。
相关人员应及时调查异常原因,制定相应的处置方案,并依照方案进行处理。
同时,应及时通知相关部门和人员,协调处理,确保异常情况得到及时有效处理。
3.异常监控:为了及时掌握异常情况的发生和处理情况,制度规定,所有异常情况应进行登记和记录,并建立异常数据库。
相关部门应定期对异常情况进行分析,总结经验,查找问题原因,并制定改进措施。
同时,制度规定,异常情况应定期向领导汇报,确保异常处理工作得到领导关注和支持。
4.异常分析和改善:异常情况的发生往往是由于某种潜在问题导致的。
为了减少异常情况的发生,必须对异常进行深入分析,找出问题的根本原因,并采取有效的改进措施。
制度规定,相关部门应定期对异常情况进行分析,查找问题根源,并建立持续改进机制,督促改进措施的实施和效果评估。
smt异常处理流程

SMT异常处理流程
一、检测异常
1.AOI检测异常
(1)发现元件缺失
(2)发现焊点异常
2.SPI检测异常
(1)发现焊盘短路
(2)发现焊盘开路
二、异常分析
1.确认异常类型
(1)确认异常具体表现
(2)区分不同类型异常
2.定位异常原因
(1)检查设备工作状态
(2)分析生产过程可能影响因素
三、异常处理
1.人工修复
(1)手工修正焊点异常
(2)补焊缺失元件
2.设备调整
(1)调整设备参数(2)重设机器位置
四、检验验证
1.重新检测
(1)重新进行AOI检测(2)重新进行SPI检测2.手工检查
(1)人工查看焊点质量(2)确认元件安装位置
五、记录与分析
1.记录异常情况
(1)记录异常发生时间(2)记录异常处理方法2.数据分析
(1)分析异常频率(2)分析异常原因。
异常处理规范
异常处理规范Leabharlann 3-3-4.紧急措施要求事项: 3-3-4-1.须立即调查统计包含原物料(库存及制程备料)、制程半 成品(SMT、DIP、手焊、检测、维修)及成品之库存数量。 3-3-4-2.品管依异常品之制程流向与各单位协论处理作业方式、 处理期限,并于作业完成后确认处理结果。 3-3-4-3.不良品无法立即处理完全者,应予以隔离,并由品管 标识公告;当有不良品出货之疑时,品管单位须向业务部门联 络,并由业务部门采取紧急措施。 3-3-4-4.生产异常事件经品管紧急处理,且不良品已被适当隔 离标示,无混淆之顾虑后,由品管单位同意,生产才能继续进 行。
2.范围: 适用于组装部所有量产产品在生产制程中之品质异常处理。
异常处理规范
3.内容: 3-1.作业时机: 3-1-1.原材料上线不良超过规定目标(2%)时。 3-1-2.严重作业疏失(如制程错误、设备操作不当)造成制程作业 不良之品质问题时。 3-1-3.零件或产品出现错料/混料时。 3-1-4.同一现象连续3PCS不良,两小时同一目检站/测试站检 测出同一不良现象超过5PCS,经确认有趋势性不良时。 3-1-5.在检测或老化站出现零件冒烟/烧毁时。 3-1-6.当产品批量生产,生产直通率低于98.5%时;批量生产 小于500PCS时产品生产直通率低于90%时。 3-1-7.品质记录经统计分析发现潜在或重大品质问题时。
异常处理规范
3-7.成本损失计算: 分析单位给出临时对策,班组长要认真阅读并按照临时对策 执行,统计好测试结果、异常处理所产生的报废损耗、无效 工时,交给排单发Skype知会相关单位,同时生产记录表也 要填写清楚。
3-8.结案: 生产异常单改善对策,经生产单位主管确认有效后,由课长 (含)以上主管确认结案,并于《组装部生产异常单处理进度 追踪记录表》结案登录,再分送给各相关单位存查。
SMT制程常见异常分析

首先,需要检查焊接的温度和时间是否合适,如果温度过高或时间过长需要及时调整。其次,需要检 查零件的表面是否有氧化层或污染物,如果有需要及时清除。此外,还可以通过改变焊接的工艺来改 善零件锡多的问题。
零件锡少原因
零件锡少
这种情况通常是由于焊接温度过低或焊 接时间过短导致的。此外,如果零件的 表面有油污或氧化层,也可能会导致焊 接时出现锡少的现象。
VS
解决方案
首先,需要检查焊接的温度和时间是否合 适,如果温度过低或时间过短需要及时调 整。其次,需要检查零件的表面是否有油 污或氧化层,如果有需要及时清除。此外 ,还可以通过改变焊接的工艺来改善零件 锡少的问题。
零件冷焊原因
零件冷焊
这种情况通常是由于焊接时没有足够的热量或没有足够的压力导致的。此外, 如果零件的表面有污染物或氧化层,也可能会导致焊接时出现冷焊的现象。
解决方案
首先,需要检查零件本身的质量,确保零件的尺寸、形状和材质都符合要求。其 次,需要检查贴片机和印刷机的精度,确保它们能够正确地放置和印刷零件。此 外,还可以通过增加零件的吸附力来解决零件缺失或错位的问题。
零件反白原因
零件反白
这种情况通常是由于印刷机的墨量不足或墨水质量不好导致的。此外,如果零件的表面太光滑,也可能会导致墨 水无法附着在零件上,从而出现反白的现象。
零件锡少解决方案
原因
零件锡少可能是由于焊接温度过低、焊接时间过短、焊 锡量过小等原因所致。
解决方案
首先,调整焊接温度和时间,增加焊锡量;其次,检查 焊锡质量是否符合要求,如有问题及时更换;最后,在 生产过程中,要定期检查焊接质量,及时发现并解决问 题。
零件冷焊解决方案
原因
零件冷焊是由于焊接时温度过低或时间过短所致。
索尼SONY贴片机SMT异常故障处理方法及要点

當回焊爐出現異常會紅燈亮﹐ 蜂鳴器報警,立即通知生技
當開關如圖所示時表示爐子已被關掉﹐爐溫會下降 處理方法﹕點擊開關將爐子開啟(通知生技關機或重DOWN程式后恢復生產時會出現下面的信息。 處理方法﹕點擊”是”后繼續生產。注意﹕一定要點擊是﹐否則會漏打
高速機有很多保護SENSOR﹐編帶浮起SENSOR就是一個保護SENSOR。 當SENSOR被物體擋住就會報下面的信息。
處理方法﹕檢查編帶浮起SENSOR周圍有什么物體擋了編帶浮起SENSOR﹐將 遮擋物去除然后恢復生產。
• 1.印刷機異常處理 • 2.點膠機異常處理 • 3.貼片機異常處理 • 4.回焊爐異常處理
運行完成 用時15分3秒生產了10片板子停止生產
由于在點膠過程中針頭可能會點到錫膏時間久了就會堵塞針嘴不能出膠。所以為了 防止堵塞針嘴﹐就設置了點膠極限為10Pcs。當生產完10 10Pcs就會出現上面的信息 處理方法﹕擦拭針嘴后點擊OK后恢復生產。
此異常出現的原因是吸嘴臟污或磨損 處理方法﹕更換干淨的吸嘴后恢復生產
軌道卡板就會出現下面的信息 處理方法﹕取出基板檢查軌道是否過窄﹐軌道皮帶是否轉動﹐檢查基板是否變形。 找出卡板原因處理后繼續生產。
此位置應該有實物板
此位置應該無實物板
插拔Feeder時請確認﹕ Feeder壓蓋扣到位﹐Feeder位置插到位。
SMT制程不良原因及改善对策

调整印刷机平台的水平度平行度;
6
基板表面异物造成周边元件锡膏印刷 过厚;
基板使用前进行除尘作业;
7
一次面基板背面残留锡膏过炉形成锡 珠,二次面锡膏印刷时垫起钢网形成 多锡;
避免一次面基板粘附锡膏,避免洗 板作业;
8 修理员回锡过多;
指导修理员按标准作业。
11
立起
产生原因
1 铜铂两边大小不一产生拉力不均; 2 预热升温速率太快; 3 机器贴装偏移; 4 锡膏印刷厚度不均; 5 回流焊内温度分布不均; 6 锡膏印刷偏移; 7 机器轨道夹板不紧导致贴装偏移; 8 机器头部晃动贴装偏移; 9 焊盘两端的散热程度不一致融化速度差异; 10 炉温设置不当; 11 铜铂间距过大; 12 MARK点误照造成元件打偏; 13 料架不良,元件吸着不稳打偏; 14 原材料不良; 15 钢网开孔不良;
发形成干锡膏,混入印刷产生钢网堵孔。
改善对策
10
多锡
产生原因
改善对策
1 钢网开孔过大或厚度过厚;
按标准制作钢网;
2 锡膏印刷厚度过厚;
调整印刷参数(压力、脱模等) ;
3 钢网底部粘锡;
清洗钢网;
4 IC元件底部接地焊盘锡膏溢出形成多 接地焊盘开孔适当减小,贴装高度适
锡;
当调高;
5
印刷平台不平行或高于基板导致印刷 多锡;
19 原材料设计不良;
反馈IQC联络供应商;
20 料架中心偏移;
校正料架中心;
21 机器吹气过大将锡膏吹跑;
将贴片吹气调整为0.2mm/cm² ;
22 元件氧化;
更换OK之材料;
23 PCB贴装后长时间没过炉,导致活性剂挥发; 及时将PCB-A过炉,生产过程中避免堆积;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异常问题:板面变色氧化 所属工序:烘烤异常现象(图片)原因分析烘烤条件异常,没有按烘烤条件进行作业: A 、非绿油板为 120°2H B 、绿油板为 120°2HC 、OSP 板烘烤条件为 80°3H 。
D 、168 客户 OSP 板烘烤条件为:100°2H 。
烤箱温度异常,没有及时点检烤箱温度; 人员裸手接触板面金面,污染脏污;异常板处理步骤 ①将不良的产品全部隔离、标识;通知品质人员确认; ②联络设备人员确认设备温度是否与设定一致;设备是否有异常;③待确认OK 后才可流至下工序。
异常板处理流程 异常问题:产品翘曲、皱折 所属工序:烘烤异常现象(图片)原因分析①产品未放平整;②拿取板的方式不正确导致FPC 翘曲、皱折;异常板处理步骤 ①将不良的产品全部隔离、标识;通知品质人员确认; ②确认作业人员是否按拿放板要求作业;③待确认OK 后才可流至下工序。
异常板处理流程 异常问题:烘烤后超12H 未使用 所属工序:烘烤翘曲、皱折异常板检查 不良报废IPQC 确认 下工序板面颜色变色异常板检查IPQC 确认下工序不良报废NGOKOK NGOKNGNGOK无①作业区域产品标识不明确,导致产品超时未使用; ②产线生产计划安排不合理;异常板处理步骤①将超时的产品全部隔离、标识; ②生产前需要再次烘烤后才能使用; ③烘烤OK 后才可流至下工序。
异常板处理流程印刷工序异常现象及处理方式:异常问题:印刷偏位 所属工序:印刷异常现象(图片)原因分析①印刷机MARK 识别 X 、Y 坐标偏移; ②FPC 没有贴平整; ③钢网固定不稳; ④印刷机异常;异常板处理步骤①将印刷不良偏移的板取出,区分放置; ②按洗板流程进行清洗锡膏;③清洗完后找品质人员确认,然后再次印刷; ④印刷OK 后才可流至下工序。
异常板处理流程异常问题:印刷少锡 所属工序:印刷超时未使用再次烘烤下工序NGOK OKOKOK NGNG印刷锡膏印刷偏位异常板检查下工序IPQC 确认洗板或报废①钢网开孔过小,下锡不良; ②FPC 没有贴平整固定不稳; ③有异物导致钢网堵孔;④印刷参数异常;异常板处理步骤①将印刷不良少锡的板取出,区分放置; ②按洗板流程进行清洗锡膏;③清洗完后找品质人员确认,然后再次印刷; ④印刷OK 后才可流至下工序。
异常板处理流程异常问题: 印刷多锡、连锡所属工序:印刷异常现象(图片)原因分析①钢网开孔过大,锡量过多; ②FPC 没有贴平整固定不稳;③有异物导致顶起钢网没有紧贴FPC ; ④印刷参数异常;异常板处理步骤①将印刷不良多锡、连锡的板取出,区分放置; ②按洗板流程进行清洗锡膏;③清洗完后找品质人员确认,然后再次印刷; ④印刷OK 后才可流至下工序。
异常板处理流程贴片工序异常现象及处理方式: 异常问题: 贴偏所属工序: 贴片NGOK OKOKOK NGNG印刷锡膏印刷多锡、连锡异常板检查下工序IPQC 确认洗板或报废①吸嘴型号使用不正确; ②吸取不稳定;③识别参数设置不当; ④物料安装不到位; ⑤贴装坐标异常; ⑥元件来料异常;异常板处理步骤 ①将贴装偏移的不良板取出,区分放置; ②通知在线技术员进行分析调整③偏移的元件位置拨正并通知IPQC 确认,无异常后才可以过回流炉④调整贴正后才可流至下工序。
异常板处理流程 异常问题:漏件所属工序:贴片异常现象(图片)原因分析①吸嘴型号使用不正确;②吸取不稳定,运行过程中掉料; ③识别参数设置不当,抛料; ④物料安装不到位;异常板处理步骤①将贴装漏件的不良板取出,区分放置; ②通知在线技术员进行分析调整③漏件的元件位置找IPQC 确认,根据BOM 、图纸 补上元件后才可以过回流炉 ④调整无漏件后才可流至下工序。
异常板处理流程异常问题:反向 所属工序:贴片NG贴偏异常板检查OK下工序IPQC 确认拨正维修OKOKNG NG漏件异常板检查OK下工序IPQC 确认补料维修OKOK NG①程序角度设置错误; ②元件安装方向不一致;③人员违规作业,私自放入元件到料带中, 没有经过相关人员确认;异常板处理步骤①立即停止生产,通知在线技术员进行分析调整; ②将贴装反向的不良板取出,区分放置; ③反向的元件位置找IPQC 确认,跟据图纸 调整好方向后才可以过回流炉 ④调整无反向后才可流至下工序。
异常板处理流程异常问题:错料所属工序:贴装异常现象(图片)原因分析①程序设置错误; ②人员上料错误; ③来料错误; ④散料使用错误;异常板处理步骤 ①立即停止生产,通知在线管理人员进行分析调查; ②将贴装错料的不良板取出,区分隔离放置,做好标识; ③错料的元件位置找IPQC 确认,跟据BOM 、图纸 换回正确的物料后才可以过回流炉 ④换回正确的物料后才可流至下工序。
异常板处理流程回流焊接工序异常现象及处理方式: 异常问题:炉温异常与设置不一致所属工序:回流焊接NG错料异常板检查OK下工序IPQC 确认 更换正确物料 OK OK NG①回流炉设备温度异常;异常板处理步骤 ①停止生产过炉,立即通知在线技术员检查设备并调整;②将炉内的不良板取出,区分隔离放置,做好标识;③找品质人员确认其上锡焊接效果,确保焊接无异常后才可以生产,流入下工序; ④调整好炉温一致后才可生产。
异常板处理流程 异常问题:锡未熔所属工序:回流焊接异常现象(图片)原因分析①回流温度不足; ②设备温度异常;③过板密集导致温度下降;异常板处理步骤 ①停止生产过炉,立即通知在线技术员检查设备并调整;②将炉内的不良板取出,区分隔离放置,做好标识;③找品质人员确认其上锡焊接效果,确保焊接无异常后才可以生产,流入下工序;④调整好炉温一致后才可生产。
异常板处理流程 异常问题:假焊、虚焊 所属工序:回流焊接温度异常异常板检查 下工序报废处理 IPQC 确认NGNGOK OK报废处理NG 锡未熔异常板检查OK下工序IPQC 确认重新焊接维修OKOKNG①锡量不足; ②有异物顶起; ③FPC 变形;④设计焊盘与元件大小不匹配;异常板处理步骤 ①通知在线技术员调查分析并调整; ②区分隔离放置,做好不良标识; ③送焊接维修处理;④找品质人员确认其上锡焊接效果,确保焊接无异常后才可以生产,流入下工序;异常板处理流程 异常问题: 连锡、多锡所属工序:回流焊接异常现象(图片)原因分析①印刷拉尖、锡量过多; ②贴装偏移; ③贴装压力过大; ④有异物;异常板处理步骤 ①通知在线技术员调查分析并调整; ②区分隔离放置,做好不良标识; ③送焊接维修处理;④找品质人员确认其上锡焊接效果,确保焊接无异常后才可以生产,流入下工序;异常板处理流程 点胶工序异常现象及处理方式: 异常问题:少胶所属工序:点胶NG假焊、虚焊异常板检查OK下工序IPQC 确认焊接修理OKOKNG NG连锡、多锡异常板检查OK下工序IPQC 确认焊接修理OKOKNG①点胶量过少; ②人员作业碰到; ③针嘴堵孔;④FPC 板没有安装定位好; ⑤点胶速度过快;异常板处理步骤 ①通知在线技术员调查分析并调整; ②区分隔离放置,做好不良标识;③送点胶维修处理;注意补胶时,要核对胶水型号,不可用错胶水;④找品质人员确认其上点胶效果,确保胶量无异常后才可以生产,流入下工序;异常板处理流程 异常问题: 多胶所属工序:点胶异常现象(图片)原因分析①点胶量过多; ②人员作业碰到; ③FPC 板没有放好;异常板处理步骤 ①通知在线技术员调查分析并调整; ②区分隔离放置,做好不良标识; ③送点胶维修处理;④找品质人员确认其上点胶效果,确保胶量无异常后才可以生产,流入下工序;异常板处理流程 异常问题:针孔、气泡 所属工序:点胶NG少胶异常板检查OK下工序IPQC 确认 点胶修理OKOK NG NG多胶异常板检查OK下工序IPQC 确认点胶修理OKOKNG异常现象(图片)原因分析①胶水回温时间不足;②胶水过期;③元件、FPC板受潮;④烘烤温度异常;异常板处理步骤①通知在线技术员调查分析并调整;②区分隔离放置,做好不良标识;③送点胶维修处理;注意补胶时,要核对胶水型号,不可用错胶水;④找品质人员确认其上点胶效果,确保胶量无异常后才可以生产,流入下工序;异常板处理流程7、相关文件《SMT贴装检验规范》《SMT点胶检验规范》7、相关表单8、印刷连锡、少锡信息调查表查检项目标准实际负责单位设计焊盘设计是否符合设计指引按设计指引工艺钢网型号版本是否用错按设计指引工艺钢网厚度及开孔是否符合设计指引按设计指引工艺印刷印刷参数是否合理按印刷条件表工艺是否有首件确认需要首件确认生产钢网使用寿命是否超期不可超期生产首件确认是否合格N/A生产钢网张力是否合格30-50N生产FPC贴板是否平整按贴板SOP要求生产产品实际涨缩值小于4%%品质。