油漆检验过程控制表格(结构件)
钢结构制安、油漆质量自检查表格2005-11-28
金属结构制安、油漆分部工程质量要点要求金属钢结构工程的制作安装、油漆是工业厂房设备施工的关键重要工序,为了更好的控制钢结构的制安及油漆,认真落实国家强制性质量技术规范、确保建设工程质量。
严格施工管理工序工艺纪律,确保工程建设质量目标的落实,特提以下要求,望各施工单位遵照执行:一.结构制作保证项目:1.人员:焊工必须经考试合格,并取得相应施焊条件的合格证。
在有效期限内,方能持证上岗。
2.焊条:焊条不得使用药皮脱落或焊芯生锈的焊条,不得使用受潮结块的焊剂及已熔烧过的渣壳。
不得使用无合格证的焊条、焊剂。
3.焊丝:焊钉在使用前必须清除油污、铁锈等杂质。
4.焊条使用前应按产品说明书规定的烘烤时间和温度进行烘烤,并作烘烤记录。
5.根据设计及施工范围国家规范要求对焊接部位必须进行超声波,X射线深伤检验。
经检验合格后方能转入下道工序。
6.焊缝表面:严禁有以下缺陷:裂纹、夹渣、焊瘤、烧穿、弧坑、咬边、针状气孔和熔合性飞溅物。
7.钢材:品种、型号、规格和质量必须符合设计要求和施工规范规定,并有出厂检验合格证。
8.钢材下料切割断面:必须无裂纹,夹层和大于1mm的缺棱。
9.焊缝坡口及刨边尺寸必须严格按设计及施工规范要求设制。
10.严禁在施焊部位以外任意起弧。
严禁对大型金属结构件火焰效正温度控制不严造成金属结构受损导致退火和淬火影响使用功能。
油漆:1. 除锈:经酸洗和喷丸(砂)工艺处理的钢材表面必须露出金属色泽、即时涂刷底漆。
对采用人工加机械除锈的钢材表面严禁有锈皮。
涂漆基层必须无焊渣、焊疤、灰尘、油污和水等杂质。
2. 油漆的稀释剂、固化剂必须符合设计要求和国家质量标准。
需有出厂检验报告和甲方、监理的见证取样复检报告方能使用。
3.严禁油漆涂装工序误涂、漏涂及漆膜不达标、脱皮反锈,严禁使用过期及失效的油漆。
4.油漆色标色卡统一执行GB国家标准。
表各种底漆或防锈漆要求最低的除锈等级要求二、基本项目结构制作11.构件表面不许有明显凹面和损伤,表面划痕不得超过0.5mm。
外墙涂料施工方案检查表
外墙涂料施工方案检查表
一、施工前准备
•准备倒计时器和标尺测量涂料干燥时间。
•检查外墙涂料的颜色、型号和规格是否符合要求。
•确保施工人员已经了解并掌握了涂料施工的具体方案。
二、施工现场准备
•确保施工现场清洁整齐,没有杂物。
•检查施工设备和工具是否完好,确保设备正常运转。
•准备好涂料搅拌器、刷子、滚筒等相应工具。
三、涂料施工过程检查
•涂料搅拌均匀,无颜色分层现象。
•外墙基层处理干燥均匀,无明显裂缝。
•涂料施工均匀、厚度一致。
•涂料干燥时间控制准确。
•涂料施工过程中要注意防水控制。
四、施工结束后检查
•外墙涂料施工完毕,无漏刷现象。
•清理施工现场,无涂料残留。
•对外墙涂料干燥时间进行记录。
•检查施工质量,确保涂料表面平整光滑。
五、施工验收
•施工完毕后进行外墙检查验收。
•对外墙涂料进行颜色、光泽度、平整度等方面的验收。
•对施工过程中遇到的问题及时整改和记录。
六、施工后维护
•根据涂料特性定期进行维护保养。
•避免外墙涂料暴露在恶劣环境下,影响使用寿命。
•对外墙涂料进行定期检查,发现问题及时处理。
以上为外墙涂料施工方案检查表,希望能为施工过程中的施工人员提供一些参考,确保施工质量和施工效率。
喷漆工作检测记录表
喷漆工作检测记录表检测项目
检测方法
1. 喷漆表面平整度:采用目视检查和手感触摸的方式进行检测。
2. 喷漆涂层厚度:使用涂层测厚仪进行检测。
3. 喷漆颜色一致性:采用比色卡进行对比检测。
4. 喷漆干燥时间:观察喷漆表面干燥情况,与标准进行对比。
5. 喷漆涂层硬度:使用硬度计进行检测。
6. 喷漆涂层附着力:使用附着力测试仪进行检测。
检测结果记录
检测人员
(检测人员签名):_________
(检测日期):_________
备注
1. 检测过程中发现的问题应及时记录并反馈给施工人员,要求其整改。
2. 检测结果不合格的项目应重新进行喷漆施工,并重新进行检测。
3. 检测记录表应保存完整,以备查阅。
钢结构涂装质量检验表(涂表001)
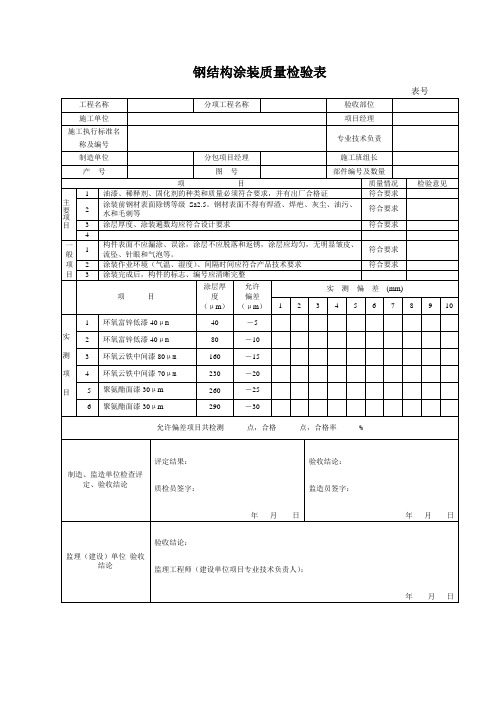
钢结构涂装质量检验表
表号工程名称分项工程名称验收部位
施工单位项目经理
施工执行标准名
称及编号
专业技术负责制造单位分包项目经理施工班组长
产号图号部件编号及数量
项目质量情况检验意见
主要项目1 油漆、稀释剂、固化剂的种类和质量必须符合要求,并有出厂合格证符合要求2
涂装前钢材表面除锈等级Sa2.5。
钢材表面不得有焊渣、焊疤、灰尘、油污、
水和毛刺等
符合要求3 涂层厚度、涂装遍数均应符合设计要求符合要求4
一般项目1
构件表面不应漏涂、误涂,涂层不应脱落和返锈,涂层应均匀,无明显皱皮、
流坠、针眼和气泡等。
符合要求
2 涂装作业环境(气温、湿度)、间隔时间应符合产品技术要求符合要求
3 涂装完成后,构件的标志、编号应清晰完整
项目
涂层厚
度
(μm)
允许
偏差
(μm)
实测偏差(mm)
1 2 3 4 5 6 7 8 9 10
实测项目1 环氧富锌低漆40μm40 -5
2 环氧富锌低漆40μm80 -10
3 环氧云铁中间漆80μm160 -15
4 环氧云铁中间漆70μm230 -20
5 聚氨酯面漆30μm 260 -25
6 聚氨酯面漆30μm 290 -30
允许偏差项目共检测点,合格点,合格率%
制造、监造单位检查评定、验收结论评定结果:
质检员签字:
年月日
验收结论:
监造员签字:
年月日
监理(建设)单位验收
结论验收结论:
监理工程师(建设单位项目专业技术负责人):
年月日。
油漆检验表格模板
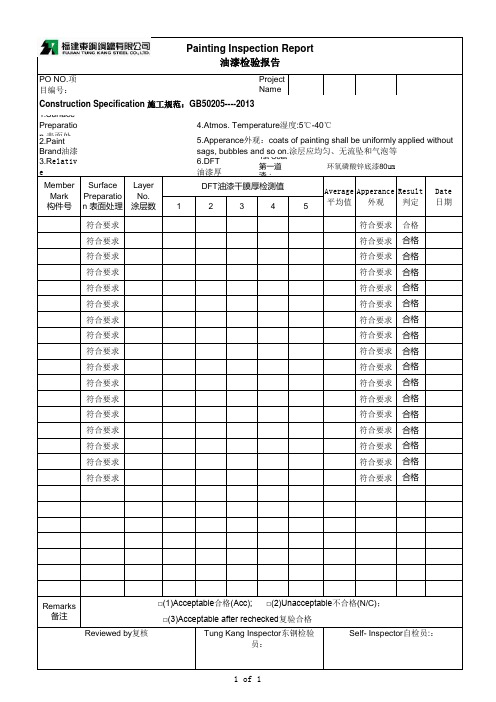
PO NO.项目编号:1504TXProject Name 项目名称:联芯集成电路制造项目1.Surface Preparation 表面处理:Sa2.52.Paint Brand 油漆品牌:Jotun 佐敦3.R elative Humidity相对湿度:<85% 6.DFT 油漆厚度1st Coat 第一道漆:12345符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格Reviewed by 复核Tung Kang Inspector 东钢检验员:Self- Inspector 自检员::Painting Inspection Report油漆检验报告□(3)Acceptable after rechecked 复验合格Member Mark 构件号Remarks备注Surface Preparatio n 表面处理Layer No.涂层数Average 平均值Apperance 外观Result 判定Date日期Construction Specification 施工规范:GB50205----20134.Atmos. Temperature 湿度:5℃-40℃5.Apperance 外观:coats of painting shall be uniformly applied without sags, bubbles and so on.涂层应均匀、无流坠和气泡等 环氧磷酸锌底漆80um DFT 油漆干膜厚检测值□(1)Acceptable 合格(Acc); □(2)Unacceptable 不合格(N/C);1 of 1。
汽车涂装过程控制检查表(底漆、中涂、面漆烘烤)

2、烘烤时间:50min 2、烘烤时间:40min 2、烘烤时间:50分钟
3、自干12小时以上 3、自干10小时以
表格说明:1、时间、温度填写值按现场实际值填写说明;2、终检确认人由相关车间检验员填写确认并判定,符合工艺标准打“√”,不 符合打 “×”;对于严重不合格的项目由班组填写立即整改,并在不合格栏中填写整改措施以及确切的整改时间。
编号:PG-QR-030
版本:A.0
汽车有限公司
涂装特殊过程控制检查表
车型:
生产车号:
序号 所属总成 自 结束时间 烘烤时间 开始温度 结束温度
日期:
操作者 判定
2
中涂
3
面漆
改进措施:
终检确认
底漆:1、烘烤温度:60℃~75℃
参考 中涂:1、烘烤温度:60℃~75℃
数据 面漆:1、烘烤温度:60℃~75℃
涂料检验记录表(四) - 模板
厚度计
拉伸速度(㎜/min)
试件编号
1
2
3
4
5
试件最大拉力
P(N)
试件直角撕裂区域三点的厚度d(㎜)
厚度d平均值(㎜)
撕裂强度TS(MPa)
撕裂强度TS
平均值(MPa)
备 注
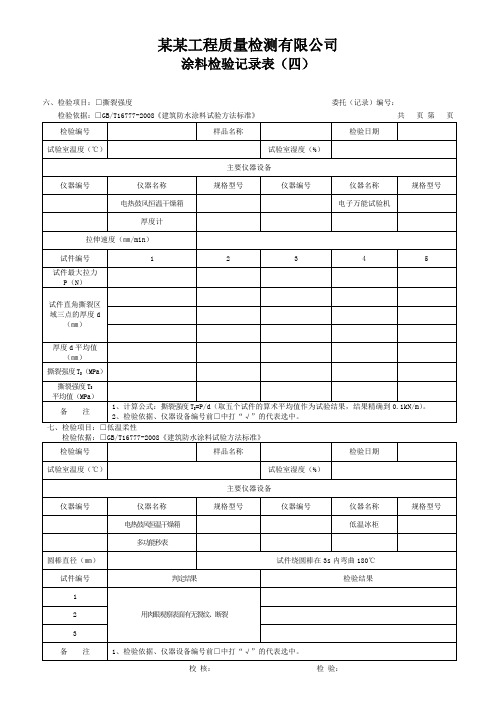
1、计算公式:撕裂强度TS=P/d(取五个试件的算术平均值作为试验结果,结果精确到0.1kN/m)。
2、检验依据、仪器设备编号前□中打“√”的代表选中。
检验结果
1
用肉眼观察表面有无裂纹、断裂
2
3
备 注
1、检验依据、仪器设备编号前□中打“√”的代表选中。
校 核: 检 验:
某某工程质量检测有限公司
涂料检验记录表(四)六、检Leabharlann 项目:□撕裂强度 委托(记录)编号:
检验依据:□GB/T16777-2008《建筑防水涂料试验方法标准》 共 页 第 页
检验编号
样品名称
检验日期
试验室温度(℃)
试验室湿度(%)
主要仪器设备
仪器编号
仪器名称
规格型号
仪器编号
仪器名称
规格型号
电热鼓风恒温干燥箱
七、检验项目:□低温柔性
检验依据:□GB/T16777-2008《建筑防水涂料试验方法标准》
检验编号
样品名称
检验日期
试验室温度(℃)
试验室湿度(%)
主要仪器设备
仪器编号
仪器名称
规格型号
仪器编号
仪器名称
规格型号
电热鼓风恒温干燥箱
低温冰柜
多功能秒表
圆棒直径(㎜)
试件绕圆棒在3s内弯曲180℃
试件编号
判定结果
油漆检测表1

承認
质检员
審査
作成
合格 条件付合格 不合格
適用箇所 I 表面処理 素地調整の程度 適用 SSPC(米国) sp-2 sp-3 sp-6 sp-10 sp-5 sp-8 Ⅱ塗装工事 塗料の種類.商品名 項目 下塗り① 下塗り② 中塗り 上塗り 仕上色 塗 料 製 造 下塗 中塗 塗料の種類 油性さび止め 塗料 合成樹脂系さ び止め塗料 長油性フタル 酸樹脂系中塗 塗料 長油性フタル 酸樹脂系上塗 塗料 記号: 关西涂料 关西涂料 关西涂料 商品名 BASE WHITE BASE WHITE BASE WHITE マンセル 2.5Y8/12 実施年 月日 塗装工事実施状況 天候 温度 湿度 作業場所 屋内 屋外 SIS(スウ エーデ St2 St3 Sa2 Sa2.5 Sa3 Pickling ケレン 3種 2種 1種 1種 1種 酸洗 除錆率 手動除去 動力除去 67%以上 95%以上 99.99%以上 完全除去 √ 実施年 月日 素地調整実施状況 天候 温度 湿度 作業場所 屋内 屋外
名 Ⅲ検査結果 膜厚測定 項目 素地調整 下塗り① 下塗り② 中塗り 上塗り 35u 35u 30u 25u 外観検査 規定値 平均値/規定値の9 0%以上 最小値/規定値の70%以 上
様式
顧 客 設備名称 審査月日 デッキ 平成
塗装検査成績書
機器番号 機器名称 年 月 日~ 月 日 年 月 日 判 定
上塗 者 Ⅲ検査結果 項目
外観検査
膜厚測定 規定値 平均値/規定値の9 0%以上 最小値/規定値の70%以 上
素地調整 下塗り① 下塗り② 中塗り 上塗り 35u 35u 30u 25u
様式
顧 客 設備名称 審査月日 タラップ 平成
钢结构油漆分项工程质量检验评定表

基
本 1
项
目 2
项目 油漆外观 补刷油漆
质量情况 1 2 3 4 5 6 7 8 9 10
等级
项目
允
许
偏
差
项
目
干漆膜厚度
要求厚度 (μ m)
室内 125
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
±10
室外 150
L/1000且≯20
工程名称:
钢结构油漆分项工程质量检验评定表
建8-5-1
部位:
项目
质量情况
保 1 油漆、稀释剂和固化剂等种类和质量必须符合设计要求和专门规定 证
经酸洗和喷丸(砂)工艺处理的钢材表面必须露出金属光泽;机械刷光的钢 项 2 材表面,允许留存与金属密贴的轧制表皮。涂漆基层无焊渣、焊疤、灰尘、
油污和水等杂质 目
保证项目
检
查 结
基本项目
检查
0
项,其中优良
0
项,优良率
%
果
允许偏差项目
实测
0
点,其中合格
点,合格率
%
工程负责人:
评
定 等
工
级
长:
班 组 长:
核 定 等 级
专职质量检查员:
年月日
喷涂喷漆检验规范(含表格)
喷涂喷漆检验规范(IATF16949/ISO9001-2015)1.0目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2.0范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3.0职责3.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
3.2 制造部参与不合格品的处理。
3.3 供应部负责进料中不合格品与供应商的联络。
3.4 管理者代表负责不合格品处理的批准。
4.0工作程序:4.1喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
4.2一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
4.3外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
5.0非破坏性检验检验项目5.1外观和颜色检验条件A 色板采用客户样件或经客户认可的签样。
色泽、颜色须符合设计图纸或与色板比较无明显差异。
光泽:使用光泽计来判定,入射角度60°,±5%误差为检验合格。
B 光源要求:北极昼光或室内高效能日光灯两光源(照明度约为1000流明)。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
C 目测距离:A级面为300mm,B等级面为500mm;C等级面为1000 mm。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
D. 检验方法:在眼睛距离等级面的标准处,以3m/min速度扫描检查。
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起泡、起皱、针孔,积粉等不良等现象5.2等级面划分标准:A 级面:装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面。
24-2过程检验单(内含4表)
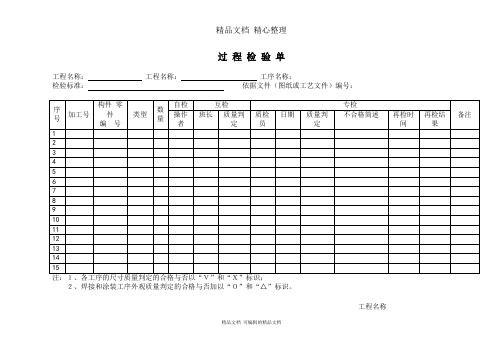
过程检验单
工程名称:工程名称:工序名称:
检验标准:依据文件(图纸或工艺文件)编号:
2、焊接和涂装工序外观质量判定的合格与否加以“O”和“△”标识。
工程名称
合同编号涂装日检验记录表
焊接工序过程控制表
说明:1、监督员每天按不同工程及同工程不同接头形式抽查一次;
2、每种接头形式首次施焊的构件必须抽查;
3、监督员必须如实填写上列表格,由焊接班长或车间负责人审核。
超声波探伤报告
工程名称
主管负责人:审核:检查人:探伤日期:发报日期:
上海某公司
任务职掌一览表
年10月10日
核准:主管:提案:。
涂装操作的检验记录表

6
涂装硬度
涂层硬度应符合设计要求
7
涂装附着力
涂层附着力应符合设计要求
8
涂装耐候性
涂层耐候性应符合设计要求
9
涂装耐化学性
涂层耐化学性应符合设计要求
10
涂装安全性
涂装过程中应遵守安全操作规程,确保人员安全
注:请在实测数据栏内填写相应检验项目的实际检测数据,合格与否栏内打勾表示合格,否则不合格。如有异常情况,请在备注栏内注明。
涂装操作的检验记录表
序号
检验项目
检验标准
实测数据
合格与否
检验人
检验日期
1
涂装材料
材料型号、规格、颜色应符合设计要求
2
表面处理
表面应清洁、无油污、无水分、无锈蚀、无打磨痕迹
3
涂装厚度
涂层厚度应符合设计要求,且均匀一致
4
涂装外观
涂层应均匀、光滑、无气泡、无裂纹、无流挂
5
涂装干燥时间
涂层干燥时间应符合产品说明书要求
喷涂操作检验记录表

喷涂操作检验记录表1. 检验记录日期:[日期]检验人员:[姓名]2. 检验说明2.1 检验项目2.1.1 喷涂前准备工作描述:检验喷涂工作进行前的准备工作是否完善。
结果判定:合格/不合格2.1.2 喷涂厚度描述:检验喷涂的涂层厚度是否符合要求。
结果判定:符合要求/不符合要求2.1.3 喷涂均匀性描述:检验喷涂涂层的均匀性。
结果判定:均匀/不均匀2.1.4 喷涂后处理描述:检验喷涂完成后进行的处理措施是否正确。
结果判定:正确/不正确2.1.5 喷涂附着力描述:检验喷涂涂层的附着力。
结果判定:良好/不良好2.1.6 喷涂遮盖力描述:检验喷涂涂层的遮盖力。
结果判定:强/弱2.1.7 喷涂硬度描述:检验喷涂涂层的硬度。
结果判定:符合要求/不符合要求2.1.8 喷涂表面质量描述:检验喷涂涂层的表面质量。
结果判定:光滑/粗糙2.2 结果判定说明- 合格:该项检验结果符合要求。
- 不合格:该项检验结果不符合要求,需要重新进行喷涂操作或修复工作。
3. 备注[可选,填写其他需要说明的内容]以上检验记录表是用于检测喷涂操作过程中各项指标的完成情况,以便确保喷涂质量符合要求。
每次喷涂操作完成后,应由专人进行检测,并记录检验结果。
如发现异常结果,应及时采取相应的措施进行修复或调整,以保证喷涂作业的质量和效果。
4. 附录[可选,附上相关图片、图表等辅助材料]以上是喷涂操作检验记录表的内容,用于记录喷涂操作过程中的各项指标检验结果。
根据实际情况,可根据需要进行适当的调整和修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2次/天
备注
配比参照实际产品配比修正 参照所属客户技术要求
配比参照实际产品配比修正
配比参照实际产品配比修正 参照所属客户技术要求 参照所属客户技术要求
打磨后平整光滑、坚硬而无光泽,手摸无阶梯感和粗糙
一次打磨 打磨效果
感,腻子与工件表面连接处不得有明显接痕。腻子层应磨
平、磨透,打磨后不得有直径Φ≥10mm、厚度δ≥1mm的连
屏蔽
漏屏蔽、屏蔽脱落 螺丝孔、机加工面、活塞杆 等 原漆、固化剂、稀释剂混合
屏蔽部位要严密、牢固,不得出现脱落和破损、漏风(污 染漆雾)。 屏蔽边界应清晰、压实,不得出现越界屏蔽与漏屏蔽现象
比例=5:1:1~2,搅拌均匀
涂料粘度
21~25s(≤15℃) 18~21s(16~25℃)15~19s(≥26 ℃)
漆膜厚度
漆膜厚度增加40μm以上,符合涂装技术基准
光泽度
符合涂装技术基准
附着力
1级
面漆 涂装外观
外观表面覆盖均匀、平整光滑,流挂、漏喷、咬底、气泡 、针孔、颗粒等缺陷。外观表面无橘皮、麻点、发白、油
℃)
杯
底漆涂装 漆膜厚度
漆膜厚度增加40μm以上,符合涂装技术基准
涂层测厚仪检测
附着力 涂装外观 腻子配比
1级 外观表面覆盖均匀、平整光滑,无流挂、漏喷、颗粒等缺 陷。 腻子与固化剂混合比例=100:2
腻子 腻子厚度
每次涂刮腻子厚度≤0.5mm,腻子涂刮总厚度≤1mm(特殊情 况除外)
腻子效果
腻子刮在涂有油漆并已干透的上,刮腻子的部位表面平 整,无漏刮和翘边、开裂、气孔、夹渣等缺陷
目视
目视
检测频率 1次/批
确认
1次/批
1次/天 1次/天 1次/周 1次/周 2次/天 1次/天 1次/天
2次/天
实际测量粘度:(粘度记录 表) 实测厚度:(厚度记录表)
钢号:
2次/天
2次/天 1次/天 1次/天 1次/天 1次/天 1次/天
实际测量粘度:(粘度记录 表) 实测厚度:(厚度记录表) 实测厚度:(厚度记录表) 钢号:
结构件涂装过程检验表
项目
控制内容
技术要求
检测方法
技术文件 技术文件执行情况 上件
漆前处理 抛丸 清理
一致性 清除工件表面上油污、异物等附着物质,并确认吊钩、吊 点正确、合理、安全可靠。所有机加工部位(孔、面、螺纹 孔等)按要求用屏蔽器具保护,要求屏蔽正确使用:牢固、 无遗漏、松脱、损坏、变形等现象, 抛丸后质量达Sa2.5级要求(即彻底的喷射、抛射除锈),钢 材表面无可见的油脂、污垢、氧化皮铁锈和其它
对设备抛丸不到的部位进行手工补抛,要求手工抛丸彻 底,抛丸除锈质量达到Sa2.5级要求。工件内外应无粉尘和 钢丸等杂物附着,抛丸面无残留的锈迹和氧化皮。
目视 目视 目视
原漆、固化剂、稀释剂混合 比例=18:2:3.5-7,搅拌均匀
电子称
涂料粘度
19~24s(≤15℃) 17~21s(16~28℃)15~Hale Waihona Puke 9s(≥28 秒表,湿温度计,T-4
缩、异物附着等现象。
拆除屏蔽,屏蔽按要求整理存放后运转至抛丸上件工序,
面漆下件
要求工件内外无残留的钢丸和异物,机加工孔和面无漆雾 污染。工件下件用专用吊具吊装,并且工件不得踩踏和放
置地面上、要求放置在容器内或保护性器具上。
划格器 目视 巡视 巡视
目视
目视
巡视 巡视 电子称 秒表,湿温度计 涂层测厚仪检测 涂层测厚仪检测 划格器