MD11-1单轴伺服系统使用手册
海德伺服

安装及配线人员 系统试运行调机人员 检查和维护人员
在您未阅读本及易燃气体 应用环境接地措施良好 接线时严禁将三相动力电与伺服驱动器 U、V、W 直接相连,否则将损坏驱动器 通电运行时,请勿接触旋转设备、移动或拆除电缆、拆除驱动器
0~200
0~200
0~3000 0~1000 0~1 1~32767
0000~1111
0000~1111 0~1000
0~255 1~1000
Hirden 伺服驱动器
0 0 mS 0 mS 0 mS 300 (r/min)/V 0 0 3 mS 0 ×10mS
50 ×10mS
100 r/min
506 0 1
100
Hz ms 0.1ms 0.1ms Hz % ms
脉冲 ×100 脉冲
0.1mS
r/min
r/min r/min r/min r/min r/min 0.1V/100%
% % % % %
39 模拟量转矩指令零偏补偿 S
40 加速时间常数
S
41 减速时间常数
S
42 S 型加减速时间常数
S
43 模拟速度指令增益
注 1:电机型号代码参数为 PA1。驱动器出厂默认匹配电机型号为华大 110ST-M04030。当需要修改 PA1 时, 需设置 PA0=302,再修改 PA1。设置好之后,进入参数管理模式,保存参数;之后断电,重新上电,修改生 效。
注 2:22,23,24 这 3 个型号参数,对应的是海得 60 系列电机。若要适配其它厂家 60 型号电机,请参照注 3。
速度误差长期过大 系统被热复位 EEPROM 错误 电流传感器错误 电机过负载 编码器 Z 脉冲错 UVW 信号存在全高电平或全低电平 驱动主控 IC 温度过高 驱动主控 IC 温度过低 驱动器输出电流大于设定值 电机瞬时负载过大 电机负载长时间过大(I^2t 检测) 保留
使用说明

WMD011使用说明WMD011使用说明I. 附件:1. WMD011烧录器2. DC 15V电源整流器3. RS232连结线4. 驱动程序磁盘II. 支持产品:除下列产品以外之所有MDT产品:1. MDT2005/2010 date code为xxxxFx.2. MDT2020 date code为xxxxCx.3. MDT2051 date code为xxxxAx.4. MDT10P21/10P22 date code为xxxxAx.III. 硬件安装:1. 将DC 15V电源整流器插入电源孔. 请确认电源整流器上110V/220V选择开关是否设在正确的位置。
2. 将RS232连结线连接到PC的COM1或COM2。
3. 打开电源开关。
红色LED会亮且黄色LED会闪烁三次。
4. 在PC上执行下列指令:MDTwriter.exe选择正确的串接端口后,屏幕会显示 "Connect success"。
WMD011使用说明P.2 2003/6 V1.1IV. 画面说明:1. 打开档案2. 储存档案3. 芯片空白检查4. 读入芯片资料5. 验证芯片资料6. 验证保护后的芯片资料7. 烧录ID 及Checksum8. 烧录程序资料9. 烧录Option 资料 10. 自动烧录全部资料 11. 自动烧录全部资料但不作芯片空白检查 12. 串行口选择区 13. 芯片型号选择区 14. Option 资料显示区 15. 程序代码显示窗口 16. ID 资料格式选择区 17. ID 文字资料显示区151617V 屏幕说明:1. 打开档案:在icon 1的位置双击鼠标左键或使用 "FileàOpen" 指令打开档案。
有三种档案格式可读取。
若附档名为 "OBJ" 或 "HEX",则认定为PIC的程序文件,开文件后会自动转换为MDT的程序代码。
MD11 使用说明书

MD11 使用说明书香港三源工业自动化有限公司香港三源工业自动化有限公司敬告MD11数控系统是专业机床控制系统,操作人员必须仔细阅读说明书,并严格执行MD11数控系统参数只对专业技术人员开放,一般操作人员不得进入更改,本说明书版权为香港工业自动化有限公司所有,未经本公司同意,不得随意增加、减少任何内容,或用于其他第三方设计,本公司保留对本说明书不竟修改的权力,MD11系统拥有强大的软件设置,但使用厂家必须外部设定安装硬件保护装置,并需定期检查维护,本公司不承担由此引发的直接或间接的损失,谢谢香港三源工业自动化有限公司目录1 技术简介※简单易学操作轻松上手※实时后挡料位置显示,一目了然※合理设计强大的技术支持造就了系统的高稳定性高抗干扰能力※可实时修改存储 10个程序 1000次计数轻松满足您日常需求※后退让功能在剪切时防止工件撞坏挡料提高机器长期加工精度※计数功能可运行剪切时根据机器刀架下来情况进行准确的实时计数※循环功能循环状态下,可在一程序定位并计数,完成后,调至下一程序往复运行,单步功能单步状态下,可在一程序内定位并计数,直至完成所有工件停止※系统内置软限位功能系统可调节系统挡料最前最后限位,保护挡料撞坏保持长期精度2 电气要求※电源输入必须是AC12V或DC15V※工作温度:-20度~ 60度※工作湿度:20%~ 80%※控制电源必须是 AC 24V操作说明按键说明1 0~9 :数字键(包含小数点)2 加减快运行:操作运行键3 参考点对数:实时修改当前位置4 循环/单步:循环单步模式切换键5 程序选用:切换选用0~9任意一个程序6 编程键:编辑程序或修改进入内部参数编程实例例一:某工件需要2个剪切尺寸100尺寸剪切2次50尺寸剪切 1次方法:点按编程键程序数码管闪动输入(不输即为默认1)程序停止闪动再按确认程序为1 ,并且闪动,输入计数数据确认剪切计数为2并且闪动输入确定后挡料目标位置是 100 后挡料数据又跳回显示实时数据即完成第一程序编程再按键程序栏闪动输入程序即选用2号程序同时闪动输入计数确认剪切计数数据 1 同时闪动输入目标位置后挡料栏即调回显示后挡料实时数据即完成所有编程点按切换循环模式右侧有指示灯显示点按系统即可运行 100 定位完成后通过脚踏踩下2次系统自动到50 定位完成后踩脚踏1次又可往复运行运行即可完成目标例2:某工件需要定位100次剪切并且不要求计数点按闪动直接输入目标位置即可定位100例3 当前显示100 但还需微调0.2方法:只需按手动调整到100.2例4 当前显示100 但需要200位置手动不放到目标松开按键即可同理慢速快速使用方法同上参数详细设置说明(只对专业人员开放)长按后进入参数设置P0: 参数选用模式 0 普通模式1 带后退让模式P1: 定位精度 0.15 基本固定P2: 退让长度没特殊要求即为0P3: 传动系数计算方法400/牙距(默认使用100线编码器)P4: 减速距离在小于减速距离时为低速运行接触器一吸一放在大于减速距离时为高速运行接触器一直吸合P5: 定位时间 0.9 基本固定P6: 慢速速度设定范围0.02~0.2P7: 系统软限位前限位一般10 后挡料低于此数减键不动作P8: 系统软限位后限位一般500 后挡料高于此数加键不动作P9: 版本信息 2.0调试方法第一步:确定电机方向数字方向按加电机后挡料向后走数字增加按减电机后挡料向前走数字减少假如:按加电机往前走掉电机U V W 任意两根更改三相相序改变电机方向假如:按加电机往后走实时挡料数字减少掉编码器白绿线即可第二步:确定传动系数 P3传动系数=400/牙距第三步:确定手动速度P6按加接触器吸合一次数值跳动 0.2 为标准如跳大了慢速速度 P6减少如跳小了慢速速度 P6加大第四步:确定P4参数减速距离假如从100 定位200100到199.7 高速状态(接触器一直吸合)199.7点动跳一次0.2 即 199.7+0.2 =199.9即可完成定位所以调节P4减速距离让第一次吸合位置(即高速转速停顿的位置)距离目标位置0.3 左右为宜第五步:修改前后限位位置可根据客户自身需求调节 P7 一般是10 P8一般是500调试完成基本故障排除※加或减无法动作,机器无法向前或向后动作1 检查当前数据在不在P7~P8之间2 检查限位是否撞坏或处于限位状态3 拆系统后盖有3根线在一起的插头线路板上有印刷号码用RC 与R1 R2 分别碰下看接触器是否有反应没有反应则可能是机床电路故障请专业电工检修有反应则可能是系统问题联系厂家※电机走,挡料走数据不走1 检查系统编码器线插头有没有掉2 拆下编码器看联轴器是否断裂或者编码器轴承是否撞坏3 量V+ com 电压是否有 DC16V电压或者看系统主板有没有烧坏迹象※ 数据与实际差距大1 检查P3参数是否设置正确2 检查编码器连轴器是否断裂3 检查旋转编码器是否旋转一圈与牙距相符※ 定位时间长反复定位不了1 检查电机是否是减速电机2 重调参数参见前章※ 不计数1 确定系统处于运行状态(运行指示灯亮)2 A3 COM 是否有通断(详见后章接线图)接线图备注:1 计数开关可用行程开关或接触器常开开关2 COM A3 通断一次计数一次3 白线绿线根据时间情况确定(电机后退数字增加)4 V+ 红线 COM黑线切记不能接错否则烧坏系统。
亿丰电子伺服手册

2.1 系统组成与接线 ................................................................................................ - 8 -
第 3 章 显示与操作 ........................................................................................- 25 -
3.1 面板组成.......................................................................................................... - 25 -
!!
产品到达后,进行确认、安装、配线、运行维护、检查时,以下是必须遵守的重要事项: ●安装时注意事项:
!警告
严禁安装在潮湿及会发生腐蚀的环境、有易燃性气体的环境下、可燃物的附近及灰尘、金属粉 末较多的环境,否则有可能会发生触电和火灾。
●配线时的注意事项:
!警告
◢ 伺服驱动器的接地端子必须接地,否则,可能会发生触电和火灾。 ◢ 严禁把伺服驱动器的输出端子 U, V, W ,连接至三相电源,否则,可能受伤和引发火灾。 ◢ 严禁把220V驱动器连接至380V电源,否则可以触电和引发火灾。 ◢ 务必将电源端子、电机输出端子拧紧,否则有可能会引发火灾。
2.3.3 速度/转矩控制接线图(标准版).......................................................................................- 23 2.3.4 速度/转矩控制接线图(进阶版).......................................................................................- 24 -
单轴控制器使用手册
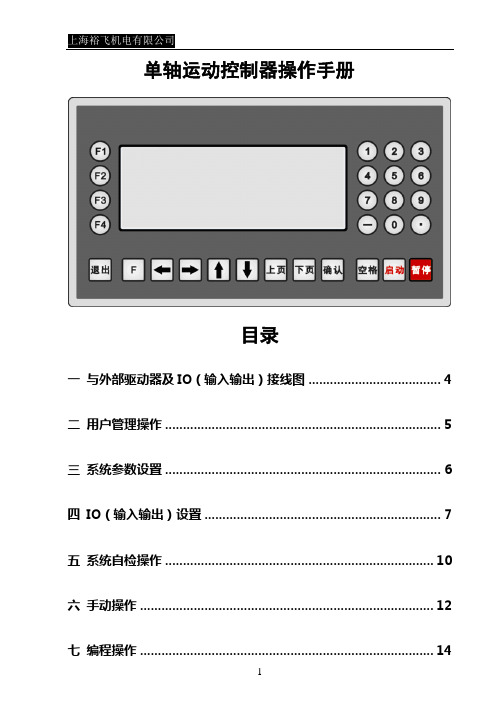
单轴运动控制器操作手册目录一与外部驱动器及IO(输入输出)接线图 (4)二用户管理操作 (5)三系统参数设置 (6)四IO(输入输出)设置 (7)五系统自检操作 (10)六手动操作 (12)七编程操作 (14)八自动执行 (17)九指令详解 (18)十电子齿轮计算及公式 (20)十一编程案例 (23)十二常见问题及处理 (28)一与外部驱动器及IO(输入输出)接线图1.控制器与步进驱动器或伺服驱动器的连接(红色线为1号线)2.IO(外部开关及继电器)的接线图(红色线为1号线)注:因输入采用低电平有效,若选用光电开关,则需要选择NPN型。
二用户管理操作注意:所有重要参数只有用户登录以后才可修改保存。
防止他人随意更改参数,影响加工质量。
从主画面进入参数设置,并进入用户管理,进行密码输入。
输入用户密码,按确认键,若输入正确,则提示“用户登陆成功”,否则提示“密码错误,请重新输入”。
用户密码出厂值为“123456”。
用户登录成功后,则可进行加工参数的修改保存。
否则加工参数不可修改保存。
若进入此界面后,提示“用户已登录!”,表示用户登录成功。
然后直接按退出按键,对系统参数及IO设置进行编辑,编辑完成,再次进入用户管理,并选择用户退出,按确认键,当前参数设置里的内容全部不可更改。
若需要修改,再次进入用户管理进行登录。
注:用户密码可以修改。
但是必须要记忆下新设的密码,否则加工参数将不可修改保存。
三系统参数设置从主界面的参数设置里进入系统参数,通过移动光标,对光标所在位置进行数据修改。
共分两屏,按“上页”“下页”键切换。
控制参数修改完毕可进入速度参数界面进行速度的参数修改,共2屏,修改方式同上。
修改完成后,按参数保存进入参数保存界面,按确认键对当前修改完成的数据进行保存。
若保存成功则提示“参数保存成功”。
注:加工过程中禁止进行参数保存。
按空格键,可将当前参数值清零。
当设定的速度值小于启动速度时,则速度值为启动速度。
伺服驱动器使用说明书

MMT-直流伺服驱动器使用手册济南科亚电子科技有限公司直流伺服驱动器使用说明书一、概述:该伺服驱动器采用全方位保护设计,具有高效率传动性能:控制精度高、线形度好、运行平稳、可靠、响应时间快、采用全隔离方式控制等特点,尤其在低转速运行下有较高的扭矩及良好的性能,在某些场合下和交流无刷伺服相比更能显示其优异的特性,并广泛应用于各种传动机械设备上。
二、产品特征:◇PWM控制H桥驱动◇四象限工作模式◇全隔离方式设计◇线形度好、控制精度高◇零点漂移极小◇转速闭环反馈电压等级可选◇标准信号接口输入0--±10V◇开关量换向功能◇零信号时马达锁定功能◇上/下限位保护功能◇使能控制功能◇上/下限速度设定◇输出电流设定功能◇具有过压、过流、过温、输出短路、马达过温、反馈异常等保护及报警功能三、主要技术参数◇控制电源电压AC:110系列:AC :110V±10%220系列:AC :220V±10%◇主电源电压AC:110系列:AC 40----110V220系列:AC50---- 220V◇输出电压DC:110系列:0—130V或其它电压可设定220系列:0—230V或其它电压可设定◇额定输出电流:DC 5A(最大输出电流10A)DC 10A(最大输出电流15A)DC 20A(最大输出电流25A)◇控制精度:0.1%◇输入给定信号:0—±10V◇测速反馈电压:7V/1000R 9.5V/1000R13.5V/1000R 20V/1000R可经由PC板内插片选定并可接受其它规格订制四、安装环境要求:◇环境温度:-5ºC ~ +50ºC◇环境湿度:相对湿度≤80RH。
(无结露)◇避免有腐蚀气体及可燃性气体环境下使用◇避免有粉尘、可导电粉沫较多的场合◇避免水、油及其他液体进入驱动器内部◇避免震动或撞击的场合使用◇避免通风不良的场合使用五、电源输入说明该驱动系统分两路电源输入:即U1、V1为主电源输入,U2、V2为控制电表1注:1、驱动器的主电源(即U1 V1)独立供电时,若电源开路时,驱动器会报警(面板上的T.F灯亮)待故障排出后,驱动器自动回复正常。
ms1系列伺服电机使用手册
ms1系列伺服电机使用手册
首先,在安装方面,使用手册详细介绍了ms1系列伺服电机的
安装步骤,包括安装位置的选择、安装方法、连接电源和信号线路
等内容。
这些信息对于确保伺服电机的稳定运行至关重要。
其次,在调试方面,使用手册提供了详细的调试步骤和参数设
置指南。
用户可以根据手册中的指导,对伺服电机进行精确的调试,以确保其性能达到最佳状态。
在维护方面,使用手册介绍了ms1系列伺服电机的日常维护方法,包括清洁、润滑和零部件更换等内容。
这些维护措施能够延长
伺服电机的使用寿命,保障生产的顺利进行。
最后,在故障排除方面,使用手册列举了常见故障现象及其解
决方法。
用户可以根据手册提供的故障排除流程,快速准确地找到
并解决伺服电机的故障问题。
除了上述内容,使用手册还可能包括产品规格参数、安全注意
事项、技术支持联系方式等信息,以帮助用户全面了解和正确使用
ms1系列伺服电机。
总的来说,ms1系列伺服电机使用手册涵盖了安装、调试、维护和故障排除等方面的内容,为用户提供了全面而详细的指导,帮助用户正确、高效地使用和维护伺服电机。
希望这些信息能够对你有所帮助。
MD11-1单轴伺服系统使用手册
MD11-1单轴伺服系统使⽤⼿册
MD11-1单轴伺服数控系统使⽤⼿册
操作者必读
本系统为控制伺服电机系统.系统电源为交流12V,伺服电机电源220V/AC.
开机操作程序:
⑴打开电源开关.
⑵打开电源急停开关,因打开急停才能启动伺服电机.否则数字运⾏⽽伺服电机没有⾛动.
⑶进⾏参考点对数.(不必每次对数,只有在出现错误情况后,才必须先进⾏参考点对数以校正当前数值.这点很重要)
⑷进⾏编程设置:,如只须改变当前尺⼨,只须按2次,看到
后挡料数值闪动,把所需尺⼨输进去,按键即可.
,多步编程过程如下:
键,(选择程序号)
键进⾏次数编程和挡料尺⼨编程,按键来确定.
⑸运⾏:准备⼯作完成后,开始运⾏,键运⾏.
⑹若需进⾏⼿动,号进⾏⼿动调整.注意要在运⾏状态下才能动作.
⑺关机操作:当⼯作完毕后,要进⾏关机.
关机过程如下:
㈠先关掉电源急停开关即伺服⼯作先关掉.切记!否则,如先关掉系
统会出现电机⾛动,使尺⼨不对.注意
㈡关掉钥匙开关.
⑻如出现操作错误,开机后要进⾏对数校正.
⑼后挡位设有前、后⾏程感应器,当后挡料运⾏到感应器时,电机即停下来,⽽数字可能还在运⾏,此时要先把总电源关掉再打开,接着按照开机操作程式序⑴⑵操作,然后按反⽅向运⾏把后挡料移离开限位⾏程开关,再进⾏正常操作.
●多步⼯作,键,.注意:计算设定为0时不能运⾏,
在循环过程,计算栏计数为0时,会跳过.。
新力川伺服驱动说明书

交流伺服电机
使用温/湿度
0℃~55℃(无冻霜)
90%RH以下(不凝露)
-10℃~40℃(无冻霜)
90%RH以下(不凝露)
储运温/湿度
-20℃~80℃
90%RH(不结露)
-40℃~55℃
85%RH以下(不结露)
大气环境
控制柜内,无腐蚀性气体、易燃气体、油雾或尘埃等。
室内(无曝晒),无腐蚀性气体、易燃气体、油雾、尘埃等
即使关闭电源,伺服驱动器内部仍可能会滞留高电源,请暂时(20分钟内)不要触摸电源端口。并确认D1电源指示灯完全熄灭后,再进行检查作业。
请勿频繁地开关电源。若需要连续开关电源时,请控制在5分钟一次以下。
主电路端口座配线
端口座的一个电线插入口,请仅插入一根电线。
在插入电线时同,请不要使芯线与邻近的电线短路。
意指可能潜藏危险,若未遵守可能会对人员造成中度的伤害,或导致产品严重损坏,甚至故障
意指绝对禁止的行动,若未遵守可能会导致产品损坏,或甚至故障而无法使用
接收检验
请依照指定的方式搭配使用伺服马达与伺服驱动器,否则可能会导至火灾或设备故障。
禁止将本产品暴露在有水气、腐蚀性气体、可燃性气体等物质的场所下使用,否则可能会造成触电或火灾。
1.2 产品检查:
为了防止本产品在购买与运送过程中的疏忽,请详细检查下表所列出的项目:
如果发生任何上述情况,请与代理商联络以获得妥善解决。
完整操作的伺服组件应包括:
(1)伺服驱动器及伺服电机。
(2)一条U V W电机动力线,一端U、V、W、FG四条线插至驱动器所附的端子处,另一端为与电机相连的动力端口处。
标高
海拔1000m以下
海拔1000m以下
MD系列操作手册

ISO5216
The valve connective size of output arm in keeping with actuator`s. The two output arms should be mounted to keep parallel and keep in the same plane.
Auto/manu /
Close
Remote pulses control
Input signal/
Two signal is not
Feedback potentiometer
electrically isolated
(300 ohms max)
-
CHINA-BAOHENG
MD
Wiring diagram for MD range
2 3 3 4 11 16
-
CHINA-BAOHENG
1
1 Terms concerned with safety
The electric actuators are equipment which is intended for use in heavy current industrial plants. During operation, this equipment has dangerous ,uninsulated live parts and moving or rotating parts. Serious damage to health or property can therefore result from unauthorized removal of the necessary covers, improper use, incorrect operation or inadequate maintenance. Those persons responsible for plant safety must therefore ensure that Only qualified persons are instructed to perform work on the equipment These persons have constant access to the operating instructions supplied and all other product documentation that is applicable to the work being carried out and that they are instructed to observe this documentation at all times Unqualified persons are not permitted to work on the machines or in the vicinity of the machines The technical data and specification concerning the permitted use (installation, connection, ambient and operating conditions)which are included in the catalogue, order documentation, operating instructions, the details on the name and rating plate and the remaining product documentation In the event of doubt, especially in cases of a lack of product-specific details, clarification must be obtained via our sales department, Please quote the product type and serial number in any correspondence.
M1011手持式压花机说明书

M1011 es una máquina de gofrado manual robusta para gofrar <i>in situ</i> acero inoxidable y aluminio.Oil & GasResistente al calorresistente al fríoRobustoResistente a radicación UVBeneficiosLa punzonadora integrada permite la perforación o la perforación roscada, para colocación de bridas de sujeciónResistente a la temperaturaResistente a las condiciones meteorológicasResistente al agua saladaÁmbito de usoMáquina de gofrado robusta para cintas de aluminio y acero inoxidableSistema de señalización de cables y componentesSeñalización permanente, rápida y sencilla in situPara aplicaciones a la intemperieAvisoEl número 1 no está incluida en la rueda de estampado, en este caso puede utilizarse la letra «I»M1011: Máquina de gofrado, rueda de gofrado, cinta de gofrado de aluminio sin capa adhesiva, cinta de gofrado de acero sin capa adhesiva, maletín de transporte y de protecciónDatos técnicosÚltima actualización (29.12.2021)Clasificación ETIM 5:ETIM 5.0 Class-ID: EC000610Descripción de clase ETIM 5.0: marcador de etiquetas Clasificación ETIM 6:ETIM 6.0 Class-ID: EC000610ETIM 6.0 Class-Description: marcador de etiquetasAviso:Diámetro de troquelado: 2 mmCaracteres disponibles: A-Z, 2-9, -, .General:Altura del rotulado: 4,7 mmMaterial:Acero inoxidable: 14.301 (norma EN), SAE grado 304Espesor de las cintas: 0,12 mmNotaLas fotografías e imágenes no son a escala ni deben considerarse representaciones fieles de los respectivos productos. Precios netos sin IVA ni recargos. Venta a clientes profesionales.El período de garantía es de 1 año, pero podría ampliarse con el registro de su producto en la página de DYMO®Última actualización (29.12.2021)INFORMACIÓN SOBRE EL PRODUCTOMáquina para grabado manual M1011Última actualización (29.12.2021)Product Management Puede encontrar los datos técnicos actualizados en la ficha técnica correspondiente.PN 0456 / 02_03.16Referencia Denominación Altura del rotulado en mm Anchura en mm Longitud en m Unid. de embalaje61742670Máquina de gofrado M10114,7--161742710Cinta de gofrado de aluminio sin capa adhesiva-124,8161742720Cinta de gofrado de aluminio con capa adhesiva-123,65161742700Cinta de gofrado de acero inoxidable -126,41©2021 Lapp Group - Reservado el derecho a realizar cambios técnicos。
深圳市嘉昱机电有限公司 L11 系列低压伺服驱动器 应用手册说明书

L11系列低压伺服驱动器应用手册2022年06月前言非常感谢您选用嘉昱机电的L11系列直流伺服系统。
为了让您正确使用本伺服产品,本手册系统地介绍了伺服驱动器和电机的命名规则、驱动器与电机的配套确认、配线、使用、参数设定、使用注意事项及故障诊断等。
L11系列直流伺服驱动器具有集成度高、体积小、保护完善、可靠性好等特点。
L11系列伺服驱动采用最优PID算法完成电流环、速度环及位置环调节控制,具有高速、高精度特点,可应用于多种自动化领域。
如在使用过程中遇到解决不了的疑难问题,请联系本公司的各地经销商,或者直接与本公司联系。
为用好本产品及确保使用者安全,在你使用之前,请详细阅读本说明书,阅读完后请妥善保存,以备后用。
为了您的人身安全,并有助于延长设备的使用寿命,在安装、调试、使用伺服系统之前,请您务必仔细阅读本说明书的安全规格及警告,以及贴于设备上的警示标志。
在使用时,也请您务必注意驱动机械的情况或一切有关安全的注意事项。
注:本公司保有不通知客户而实时更新应用手册的权力,需要时请主动联系本司获取最新手册,谢谢!目录前言 (2)一、概述 (7)(一)产品简介 (7)(二)应用功能 (7)(三)硬件规格参数 (7)(四)命名规则 (8)二、安装 (9)(一)存储 (9)(二)外形尺寸 (10)(三)注意事项 (11)(四)安装 (11)1.安装现场 (11)2.安装方式 (11)3.冷却处理 (11)4.接地处理 (11)5.EMC安装条件 (12)三、连接 (13)(一)端口说明 (13)1.主回路电源输入、制动电阻及电机动力输出 (13)2.编码器反馈输入 (13)3.IO端口 (14)4.RS485、CAN通讯 (14)5.组网 (15)(二)基本接线 (16)(三)IO接线 (17)(四)脉冲输入说明 (17)1.脉冲量输入 (17)(五)快速运行向导(建议配合视频操作) (19)请在保证接线和线序正确的情况下,方执行此操作流程 (19)四、参数设定 (19)(一)参数分组一览表 (19)(二)参数功能详解 (20)1.F00控制参数组 (20)2.F01位置环功能 (24)3.F02速度环功能 (28)4.F03转矩环功能 (29)5.F05DI功能 (32)6.F06DO功能 (35)(三)参数总表 (36)1.F00控制参数组 (36)2.F01位置环功能组 (37)3.F02速度环功能组 (39)4.F03转矩环功能组 (39)5.F05DI参数组 (40)6.F06DO参数组 (41)7.F07电机参数组 (41)8.F08通讯参数组 (42)9.F09保护参数组 (43)10.F10监控参数组 (43)11.F16多段位置组 (44)12.F17多段速度组 (45)五、功能使用 (46)(一)通用基本功能 (46)1.伺服使能设定 (46)2.旋转方向切换 (47)3.超程设定 (47)(二)位置控制 (48)1.脉冲、旋转方向设定 (48)2.电子齿轮比设定 (48)3.定位完成 (49)(三)单轴控制 (49)1.功能简介 (49)2.控制参数 (50)3.回零运动 (50)(2)立即找零方式 (53)4.路径运动 (53)六、Modbus通信 (55)(一)通讯配置 (55)(二)协议格式 (55)1.读取功能码(0x03) (55)2.写入单个功能码(0x06) (56)3.指令异常的响应及错误编码 (57)4.控制例程 (57)4.1速度模式 (57)4.1.1相关参数索引表 (57)4.1.2速度控制说明 (58)若将速度指令来源设置为通讯给定(0x0201生效) (58)4.2位置模式 (58)4.3转矩模式 (59)5.报警信息 (60)七、CAN通讯 (60)(一)通讯配置 (60)(二)协议格式 (60)1.上位机发送 (60)2.驱动器返回 (61)八、故障处理 (61)(一)监控报警信息 (61)(二)报警显示一览表 (62)(三)其他报警显示一览表 (65)九、CANopen概述 (66)1、通信端口 (67)2、对象字典 (67)3、应用 (68)(一)端口 (68)(二)接线 (68)十、CANopen通讯CAN标识符分配表 (68)(一)SYNC报文 (71)(二)Emergency报文 (73)十一、设备控制 (74)(一)控制状态机 (74)十二、CAN通讯相关参数控制模式 (76)十三、CANopen通讯例程 (77)(一)SDO操作 (77)(二)PDO配置 (77)(三)位置控制(Profile Positon Mode) (83)(四)两轴位置插补控制(Interpolated Position Mode) (83)(五)回零模式 (84)(六)速度模式 (85)附录:对象字典表 (85)版本说明关于手册本手册包含了驱动器的硬件端口,软件功能描述,以及标准程序的功能码表等内容。
MD11技术手册
技术手册本技术手册主要讲述MD11-1的技术特点及细节,技术参数及模式,工程参数只能由技术员设定,并不开放予一般操作人员。
进入工程参数设定的方法:3秒,至程序栏出现闪动的〝P〞,然后,按,键选择要修改的参数,把数字输入,然后按,.参数设定完成后,要关电源,再开电源,数据才能保存.二.模式说明:模式0:运行与开关输出说明:工作过程是:,假设实际位置和目标位置相差超过2mm(减速距离可由参数设定),则R1端子输出电位信号;如果实际位置和目标位置相差少于减速距离,则R1端子输出脉冲信号(慢速信号),面板的运行指示灯分别用快闪和慢闪,指示快速或慢速运行状态,当实际位置和设定位置相等时,运行指示灯会长亮,指示到位停止,但停止还有一个参数决定,就是参数5,参数5可设定实际位置和设定位置重合(停留)的时间,从而可更精确地定位在设定位置.例如:如果慢速较快,则两者重合时间也较短,这时可能出现过冲,如果设定较长的停留时间,则此时不会结束定位,而继续用慢速反复定位至较精确位置,但停留判断时间也不宜过长,否则影响定位速度,要根据机台的磨擦力、电机速度等情况现场经验而定。
三.按键使用说明:1.2.一次,数字即减去一次数值,直到数值为零,运行灯熄灭。
3.4.程序框的字开始闪动,(0-9),然后按按5.按此键立即选择要运行或修改的程序。
6.手动模式说明:按键(运行灯灭的情况下),后挡位字框闪动,进入手动状态,再按一下或键,后挡位运行。
四.模块模式接线说明:1.两个COM间要连线。
2.编码器A相、B相分别接到A1与A2上。
3.A3与COM间连接行程开关的常开点(压住通电)。
4.V+与B3之间可接禁止继电器(备用可选,不一定接)。
5.RC接DC12V输入(模块接法)6.R1是接模块控制端子。
7.R2接模块控制端子。
五.继电器模式接线说明:1.两个COM间要连线.2.编码器直接接到A1与A2上.3.A3与COM间连接行程开关的常开点.(压住通电)4.V+与B3之间可接禁止继电器(备用可选,不一定接)5.RC接AC24V输入.6.R1是AC24V的输出,接前进线包.7.R2是AC24V的输出,接后退线包.MD11-1简易系统如何安装调试1.先检查:电机线,模块的接线,控制系统接线,编码器安装及接线是否无误.2.打开电源(电机电源系统电源).3.系统设定参数即转动系数.4.检查电机的正反转方向(此步最为重要)它关系着系统的正确控制.i.,观察后挡位向前或向后,若向后移动即为正确,同样.ii.,后挡位向前,说明方向错误.iii.修正办法,把模块控制线左右两条对换即可.5.检查系统后挡位数值的正反向.i.,挡位向后,数字增加为正确ii.,挡位向后,数字减少为错误.iii.修正办法:把编码器白色线绿色线即A B相线对换即可.6.调整参考点:后挡位当前位置,用尺准确量出数值,按,按输入键即可.7.试运行: 进行手动运行或自动运行,几十次后,用尺测量数值,是否与实际值一样,若出现0.1mm以上的误差要检查编码器是否锁紧.。
IAI伺服操作说明

IAI伺服操作说明
一、概述
Kawasaki伺服系統是現代最先進及最安全的技術,主要用於工業應用,包括機器人操作、控制系統操作和模型控制系統操作。
Kawasaki 伺服系統由控制單元、輸入/輸出裝置、變頻器和電機組成,可有效應用於對位精度要求較高的機器人、車床、切削機和其他各種工業應用。
二、Kawasaki 伺服操作配置
1. 驅動器:Kawasaki伺服系統中主要用到的驅動器是KV系列伺服驅動器,具有高效的控制,低功率消耗,噪聲低等優點,可為應用提供良好的性能,KV系列的驅動器可搭配MELSERVO or KV-300S系列產品。
2. 控制器:Kawasaki伺服系統中使用的控制器主要是KV可編程控制器,可為設備提供良好的執行性能和操作性能,支持多種數據運行,支持多種編程語言,應用涵蓋數控機床、機器人、模型控制等多種應用。
3. 控制器驅動:Kawasaki伺服系統使用的是KV驅動模組,它將控制器與驅動器連接在一起,形成一個整體的控制系統,並可支持多種MELSERVO參數的設置和設定,滿足多種應用需求。
4. 軸控制器:Kawasaki伺服系統使用的是KV軸控制器,它可實現多軸位置控制及模型控制,支持各種基於MELSERVO和KV-300S的傳動系統。
最新MD11 使用说明书资料

MD11 使用说明书香港三源工业自动化有限公司香港三源工业自动化有限公司敬告MD11数控系统是专业机床控制系统,操作人员必须仔细阅读说明书,并严格执行MD11数控系统参数只对专业技术人员开放,一般操作人员不得进入更改,本说明书版权为香港工业自动化有限公司所有,未经本公司同意,不得随意增加、减少任何内容,或用于其他第三方设计,本公司保留对本说明书不竟修改的权力,MD11系统拥有强大的软件设置,但使用厂家必须外部设定安装硬件保护装置,并需定期检查维护,本公司不承担由此引发的直接或间接的损失,谢谢香港三源工业自动化有限公司目录1技术简介※简单易学操作轻松上手※实时后挡料位置显示,一目了然※合理设计强大的技术支持造就了系统的高稳定性高抗干扰能力※可实时修改存储 10个程序 1000次计数轻松满足您日常需求※后退让功能在剪切时防止工件撞坏挡料提高机器长期加工精度※计数功能可运行剪切时根据机器刀架下来情况进行准确的实时计数※循环功能循环状态下,可在一程序定位并计数,完成后,调至下一程序往复运行,单步功能单步状态下,可在一程序内定位并计数,直至完成所有工件停止※系统内置软限位功能系统可调节系统挡料最前最后限位,保护挡料撞坏保持长期精度2电气要求※电源输入必须是AC12V或DC15V ※工作温度:-20度~ 60度※工作湿度:20%~ 80%※控制电源必须是 AC 24V操作说明按键说明10~9 :数字键(包含小数点)2加减快运行:操作运行键3参考点对数:实时修改当前位置4循环/单步:循环单步模式切换键5程序选用:切换选用0~9任意一个程序6编程键:编辑程序或修改进入内部参数编程实例例一:某工件需要2个剪切尺寸100尺寸剪切2次50尺寸剪切1次方法:点按编程键程序数码管闪动输入(不输即为默认1)程序停止闪动再按确认程序为1 ,并且闪动,输入计数数据确认剪切计数为2并且闪动输入确定后挡料目标位置是 100 后挡料数据又跳回显示实时数据即完成第一程序编程再按键程序栏闪动输入程序即选用2号程序同时闪动输入计数确认剪切计数数据 1 同时闪动输入目标位置后挡料栏即调回显示后挡料实时数据即完成所有编程点按切换循环模式右侧有指示灯显示点按系统即可运行 100 定位完成后通过脚踏踩下2次系统自动到50 定位完成后踩脚踏1次又可往复运行运行即可完成目标例2:某工件需要定位100次剪切并且不要求计数点按闪动直接输入目标位置即可定位100例3当前显示100 但还需微调0.2方法:只需按手动调整到100.2例4当前显示100 但需要200位置手动不放到目标松开按键即可同理慢速快速使用方法同上参数详细设置说明(只对专业人员开放)长按后进入参数设置P0: 参数选用模式0 普通模式1 带后退让模式P1: 定位精度0.15 基本固定P2: 退让长度没特殊要求即为0P3: 传动系数计算方法400/牙距(默认使用100线编码器)P4: 减速距离在小于减速距离时为低速运行接触器一吸一放在大于减速距离时为高速运行接触器一直吸合P5: 定位时间0.9 基本固定P6: 慢速速度设定范围0.02~0.2P7: 系统软限位前限位一般10 后挡料低于此数减键不动作P8: 系统软限位后限位一般500 后挡料高于此数加键不动作P9: 版本信息2.0调试方法第一步:确定电机方向数字方向按加电机后挡料向后走数字增加按减电机后挡料向前走数字减少假如:按加电机往前走掉电机U V W 任意两根更改三相相序改变电机方向假如:按加电机往后走实时挡料数字减少掉编码器白绿线即可第二步:确定传动系数P3传动系数=400/牙距第三步:确定手动速度P6按加接触器吸合一次数值跳动0.2 为标准如跳大了慢速速度P6减少如跳小了慢速速度P6加大第四步:确定P4参数减速距离假如从100 定位200100到199.7 高速状态(接触器一直吸合)199.7点动跳一次0.2 即199.7+0.2 =199.9即可完成定位所以调节P4减速距离让第一次吸合位置(即高速转速停顿的位置)距离目标位置0.3 左右为宜第五步:修改前后限位位置可根据客户自身需求调节P7 一般是10 P8一般是500 调试完成基本故障排除※加或减无法动作,机器无法向前或向后动作1 检查当前数据在不在P7~P8之间2 检查限位是否撞坏或处于限位状态3 拆系统后盖有3根线在一起的插头线路板上有印刷号码用RC 与 R1 R2 分别碰下看接触器是否有反应没有反应则可能是机床电路故障请专业电工检修有反应则可能是系统问题联系厂家※电机走,挡料走数据不走1 检查系统编码器线插头有没有掉2 拆下编码器看联轴器是否断裂或者编码器轴承是否撞坏3 量V+ com 电压是否有 DC16V电压或者看系统主板有没有烧坏迹象※数据与实际差距大1 检查P3参数是否设置正确2 检查编码器连轴器是否断裂3 检查旋转编码器是否旋转一圈与牙距相符※定位时间长反复定位不了1 检查电机是否是减速电机2 重调参数参见前章※不计数1 确定系统处于运行状态(运行指示灯亮)2 A3 COM 是否有通断(详见后章接线图)接线图备注:1 计数开关可用行程开关或接触器常开开关2 COM A3 通断一次计数一次3白线绿线根据时间情况确定(电机后退数字增加)4V+ 红线COM黑线切记不能接错否则烧坏系统。
SYNTEC 一代单轴伺服操作说明书
一代单轴伺服操作说明书匯出日期:2023-09-21修改日期:2021-04-192023/09/21, 22:011 序言感谢您长期对本公司产品的使用与支持。
本公司伺服团队不断致力於各项产品的研发,期许本公司产品与服务能给使用者带来最大的效益。
新代高性能单轴驱动器系列产品为本公司最新推出之伺服驱动器,本产品使用高品质之元件与材料,并经过严格测试,采用精密向量控制,具有高精确度、高稳定性、高效率之特性。
本使用说明内容包括驱动器的硬体规格、安装、配线与讯号、面板显示及操作、运转操作与调机操作、参数全览与警报处理,能提供给使用者最正确的指引与操作,为充分发挥产品应有的优异性能与维护人员及设备的安全,在使用前请详细阅读本使用手册,并且妥善保存,以备日後调校与保养时使用,若有任何疑虑,请与本公司联络,本公司专业人员将竭诚为您服务。
2 适用机型本单轴操作手册适用於新代单轴驱动器。
3 硬体规格3.1 说明每部驱动器在出厂前均经过详细品管检查与防撞包装处理,请使用者收到产品後应先检查外观有无撞击损伤,并将外盒与产品上之序号做比对是否一致,若有不符,请第一时间与本公司联络。
型号说明3.2 外观介绍SVD-22A1-010SPD-32A1-055新I/O接头旧泛用I/O接头SPD-22A1-185、SPD-32A3-185、SPD-32A1-300新I/O接头旧泛用I/O接头3.3 外形尺寸SVD-22A1-010SVD-22A1-035SPD-32A1-055SPD-32A2-110、SPD-22A1-110 SPD-32A3-185SPD-22A1-185、SPD-32A1-3003.4 驱动器规格新代驱动器SVD-22A1-010SVD-22A1-035电源额定电源电压三相200~230V 50/60Hz电源电压容许范-15 ~ +10%围电源频率变动范±5%围输出额定输出电流 5.5A16.6A过电流能力150% 60s、200% 1s控制方式三相全波整流,IGBT-PWM控制回生电阻内建(可外接,请参考回生电阻选用章节)反馈编码器一般增量式ABZ编码器绝对式串列编码器PC通讯介面USB控制器串列通讯介Mechatrolink II面输出入信号数位输入4点,可规划数位输出2点,可规划冷却方式风扇冷却环境温度0℃ ~ 55℃(若环境温度超过45℃以上时,请强制周边空气循环)、储存:-20~65℃ (非冻结)湿度最大90% RH (非结露)、储存:90%RH以下 (非结露)安装地点室内(避免阳光直射);无腐蚀性气体、易燃性气体、油雾或尘埃海拔1000公尺以下至海平面振动最大 5.9m/s2重量(kg) 1.6 2.4新代驱动器SPD-22A1-110SPD-22A1-185三相200~240V 50/60Hz电源额定电源电压电源电压-15 ~ +10%容许范围电源频率±5%变动范围输出额定输出47A75A 电流过电流能150% 60s、200% 1s力控制方式三相全波整流,IGBT-PWM控制回生电阻必须外接,请参考回生电阻选用章节反馈编码器一般增量式ABZ编码器绝对式串列编码器PC通讯介面USB控制器串列Mechatrolink II通讯介面输出入信号数位输入4点,可规划数位输出2点,可规划冷却方式风扇冷却环境温度-10℃ ~ 50℃(若环境温度超过45℃以上时,请强制周边空气循环)、储存:-25~55℃ (非冻结)湿度最大90% RH (非结露)、储存:90%RH以下 (非结露)安装地点室内(避免阳光直射);无腐蚀性气体、易燃性气体、油雾或尘埃海拔1000公尺以下至海平面振动最大 9.8m/s2重量(kg) 5.617新代驱动器SPD-32A1-055SPD-32A2-110电源额定电源电压三相380~440V 50/60Hz电源电压容许范-15 ~ +10%围电源频率变动范±5%围输出额定输出电流21A27A过电流能力150% 60s、200% 1s控制方式三相全波整流,IGBT-PWM控制回生电阻必须外接,请参考回生电阻选用章节反馈编码器一般增量式ABZ编码器绝对式串列编码器PC通讯介面USB控制器串列通讯介Mechatrolink II面输出入信号数位输入4点,可规划数位输出2点,可规划冷却方式风扇冷却环境温度-10℃ ~ 50℃(若环境温度超过45℃以上时,请强制周边空气循环)、储存:-25~55℃ (非冻结)湿度最大90% RH (非结露)、储存:95%RH以下 (非结露)安装地点室内(避免阳光直射);无腐蚀性气体、易燃性气体、油雾或尘埃海拔1000公尺以下至海平面振动最大 9.8m/s2重量(kg) 5.6 5.6新代驱动器SPD-32A3-185SPD-32A1-300电源额定电源电压三相380~440V 50/60Hz电源电压容许范-15 ~ +10%围电源频率变动范±5%围输出额定输出电流42A52A过电流能力150% 60s、200% 1s控制方式三相全波整流,IGBT-PWM控制回生电阻必须外接,请参考回生电阻选用章节反馈编码器一般增量式ABZ编码器绝对式串列编码器PC通讯介面USB控制器串列通讯介Mechatrolink II面输出入信号数位输入4点,可规划数位输出2点,可规划冷却方式风扇冷却环境温度-10℃ ~ 50℃(若环境温度超过45℃以上时,请强制周边空气循环)、储存:-25~55℃ (非冻结)湿度最大90% RH (非结露)、储存:95%RH以下 (非结露)安装地点室内(避免阳光直射);无腐蚀性气体、易燃性气体、油雾或尘埃海拔1000公尺以下至海平面振动最大 9.8m/s2重量(kg)617•••••••••••••••••••••4 搬运与安装4.1 搬运搬运时必须拿取变频器的机身,不能只拿取上盖或其中部分,否则可能造成掉落的危险。
伺服电机驱动器使用说明书
版权声明北京和利时电机技术有限公司保留所有权力说明书的内容参照了相关法律基准和行业基准。
使用产品时,如对本说明书提供的内容有疑问,请向购买产品的销售人员咨询,或致电客户服务热线,或致信本公司邮箱。
由于产品的不断更新升级,和利时电机保留在不事先通知的情况下,修改本手册中的产品和产品规格参数等文件的权利,提示客户请使用最新版本的说明书。
和利时电机具有本产品及其软件的专利权、版权和其它知识产权。
未经许可,不得直接或者间接地复制、制造、加工、使用本产品及其相关部分。
和利时电机具有本说明书的著作权,未经许可,不得修改、复制说明书的全部或部分内容。
版本号 07/2015目录产品概要产品特性 (1)型号命名 (1)产品组成 (1)产品铭牌 (2)技术特性 (2)外形尺寸及重量 (4)安装和接线使用和储运环境 (6)安装注意事项 (6)电源端子-接线与配线 (7)编码器反馈连接器CN3 -接线与配线 (8)电机绕组-接线与配线 (8)接线与配线示意图 (9)输入输出连接器CN2 -接线与配线 (10)通讯连接器CN1 -接线与配线 (15)试运行和操作通电前注意事项 (16)操作和显示 (16)运行设定操作流程JOG试机运行 (20)内部速度模式运行 (21)外部速度模式运行 (22)位置模式运行 (22)转矩模式运行 (23)参数汇总说明参数分类描述 (24)控制参数修改要求 (24)D 状态监控参数 (24)F 控制参数 (25)运行和调整运行前检查 (32)增益调整 (32)故障和解决方法故障显示和解决方法对照表 (33)产品概要MSE 系列伺服驱动器以美国TI 公司最新的32位数字处理芯片(DSP )作为核心控制,采用了先进的全数字电机控制算法,完全以软件方式实现了电流环、速度环、位置环的闭环伺服控制,具备良好的鲁棒性和自适应能力,可配合多种规格的伺服电机,适应于需要快速响应的精密转速控制与定位控制的应用系统,如:数控机床、印刷机械、包装机械、造纸机械、塑料机械、纺织机械、工业机器人、自动化生产线等。
MD11 使用说明书

MD11 使用说明书香港三源工业自动化有限公司香港三源工业自动化有限公司敬告MD11数控系统是专业机床控制系统,操作人员必须仔细阅读说明书,并严格执行MD11数控系统参数只对专业技术人员开放,一般操作人员不得进入更改,本说明书版权为香港工业自动化有限公司所有,未经本公司同意,不得随意增加、减少任何内容,或用于其他第三方设计,本公司保留对本说明书不竟修改的权力,MD11系统拥有强大的软件设置,但使用厂家必须外部设定安装硬件保护装置,并需定期检查维护,本公司不承担由此引发的直接或间接的损失,谢谢香港三源工业自动化有限公司目录1技术简介※简单易学操作轻松上手※实时后挡料位置显示,一目了然※合理设计强大的技术支持造就了系统的高稳定性高抗干扰能力※可实时修改存储 10个程序 1000次计数轻松满足您日常需求※后退让功能在剪切时防止工件撞坏挡料提高机器长期加工精度※计数功能可运行剪切时根据机器刀架下来情况进行准确的实时计数※循环功能循环状态下,可在一程序定位并计数,完成后,调至下一程序往复运行,单步功能单步状态下,可在一程序内定位并计数,直至完成所有工件停止※系统内置软限位功能系统可调节系统挡料最前最后限位,保护挡料撞坏保持长期精度2电气要求※电源输入必须是AC12V或DC15V ※工作温度:-20度~ 60度※工作湿度:20%~ 80%※控制电源必须是 AC 24V操作说明按键说明10~9 :数字键(包含小数点)2加减快运行:操作运行键3参考点对数:实时修改当前位置4循环/单步:循环单步模式切换键5程序选用:切换选用0~9任意一个程序6编程键:编辑程序或修改进入内部参数编程实例例一:某工件需要2个剪切尺寸100尺寸剪切2次50尺寸剪切1次方法:点按编程键程序数码管闪动输入(不输即为默认1)程序停止闪动再按确认程序为1 ,并且闪动,输入计数数据确认剪切计数为2并且闪动输入确定后挡料目标位置是 100 后挡料数据又跳回显示实时数据即完成第一程序编程再按键程序栏闪动输入程序即选用2号程序同时闪动输入计数确认剪切计数数据 1 同时闪动输入目标位置后挡料栏即调回显示后挡料实时数据即完成所有编程点按切换循环模式右侧有指示灯显示点按系统即可运行 100 定位完成后通过脚踏踩下2次系统自动到50 定位完成后踩脚踏1次又可往复运行运行即可完成目标例2:某工件需要定位100次剪切并且不要求计数点按闪动直接输入目标位置即可定位100例3当前显示100 但还需微调0.2方法:只需按手动调整到100.2例4当前显示100 但需要200位置手动不放到目标松开按键即可同理慢速快速使用方法同上参数详细设置说明(只对专业人员开放)长按后进入参数设置P0: 参数选用模式0 普通模式1 带后退让模式P1: 定位精度0.15 基本固定P2: 退让长度没特殊要求即为0P3: 传动系数计算方法400/牙距(默认使用100线编码器)P4: 减速距离在小于减速距离时为低速运行接触器一吸一放在大于减速距离时为高速运行接触器一直吸合P5: 定位时间0.9 基本固定P6: 慢速速度设定范围0.02~0.2P7: 系统软限位前限位一般10 后挡料低于此数减键不动作P8: 系统软限位后限位一般500 后挡料高于此数加键不动作P9: 版本信息2.0调试方法第一步:确定电机方向数字方向按加电机后挡料向后走数字增加按减电机后挡料向前走数字减少假如:按加电机往前走掉电机U V W 任意两根更改三相相序改变电机方向假如:按加电机往后走实时挡料数字减少掉编码器白绿线即可第二步:确定传动系数P3传动系数=400/牙距第三步:确定手动速度P6按加接触器吸合一次数值跳动0.2 为标准如跳大了慢速速度P6减少如跳小了慢速速度P6加大第四步:确定P4参数减速距离假如从100 定位200100到199.7 高速状态(接触器一直吸合)199.7点动跳一次0.2 即199.7+0.2 =199.9即可完成定位所以调节P4减速距离让第一次吸合位置(即高速转速停顿的位置)距离目标位置0.3 左右为宜第五步:修改前后限位位置可根据客户自身需求调节P7 一般是10 P8一般是500 调试完成基本故障排除※加或减无法动作,机器无法向前或向后动作1 检查当前数据在不在P7~P8之间2 检查限位是否撞坏或处于限位状态3 拆系统后盖有3根线在一起的插头线路板上有印刷号码用RC 与 R1 R2 分别碰下看接触器是否有反应没有反应则可能是机床电路故障请专业电工检修有反应则可能是系统问题联系厂家※电机走,挡料走数据不走1 检查系统编码器线插头有没有掉2 拆下编码器看联轴器是否断裂或者编码器轴承是否撞坏3 量V+ com 电压是否有 DC16V电压或者看系统主板有没有烧坏迹象※数据与实际差距大1 检查P3参数是否设置正确2 检查编码器连轴器是否断裂3 检查旋转编码器是否旋转一圈与牙距相符※定位时间长反复定位不了1 检查电机是否是减速电机2 重调参数参见前章※不计数1 确定系统处于运行状态(运行指示灯亮)2 A3 COM 是否有通断(详见后章接线图)接线图备注:1 计数开关可用行程开关或接触器常开开关2 COM A3 通断一次计数一次3白线绿线根据时间情况确定(电机后退数字增加)4V+ 红线COM黑线切记不能接错否则烧坏系统。
简易单轴运动控制器使用说明书

简易单轴运动控制器使用说明书该款简易单轴运动控制器SAMC(Simple Axis Motion Controller)不需编程,提供多种运动方式:单向单次、往返单次、单向连续、往返连续,自动回原点等,参数设置合理简单,工作中实时显示位置状态,适用于单轴步进电机的各种场合控制应用,如自动送料、自动冲床、自动剪板机、器件编带、商标印刷、切标机、切带机、化妆品封尾等。
一、性能指标:1.输出脉冲频率:20KHz。
2.位置最大设置值999900脉冲。
3.速度最小设置值100Hz、加速度最小设置值100Hz/s。
二、电气特性:1.工作电源:DC24V。
2.输入检测口:5V开关信号(IO1\IO2\IO3\IO4,TTL电平)。
3.输出控制口:P+、P-、D+、D-、E+、E-都是差分输出,当用作单端时,可利用Vcc(+5V)与P+、D+、E+配合使用。
三、使用操作说明控制器底端有六个按键,分别是MODE、SET、SHIFT、UP、RUN、STOP分别表示模式、设定、移位、上加、运行、停止。
控制器通电(24V)以后,数码管全部显示零。
1.位移设定按下MODE键,则显示1,表示位移设定模式,如需进入该模式,则按下SET键,此时百位闪烁(位移、速度、加速度的设置值规定都是100的整数倍,所以位移、速度、加速度都是从百位开始设置),每按下一次UP键、数字显示增加1,百位设置完成后,按SHIFT 键,则千位开始闪烁,同样方法完成各位设置。
当位移值设定好以后,则再次按下SET键,此时设定的位移值成功被CPU读取。
位移初始默认值是40000。
2.最大速度设定再次按下MODE键,则显示2,表示最大速度设定模式,最大速度表示位移进给过程中最大进给速度,如需进入该模式,则按下SET键,此时百位闪烁,每按下一次UP键、数字显示增加1,百位设置完成后,按SHIFT键,则千位开始闪烁,同样方法完成各位设置。
当最大速度设定好以后,则再次按下SET键,此时设定的最大速度成功被CPU读取。
ms1系列伺服电机使用手册

ms1系列伺服电机使用手册摘要:1.MH1200 流量标定的概述2.MH1200 流量标定的原理3.MH1200 流量标定的步骤4.MH1200 流量标定的注意事项5.MH1200 流量标定的应用领域正文:一、MH1200 流量标定的概述MH1200 流量标定是一种针对流量计的校准方法,主要用于测量流体的流量。
MH1200 流量计具有高精度、高稳定性的特点,被广泛应用于各个领域。
为了确保流量计的测量准确性,需要定期对其进行流量标定。
二、MH1200 流量标定的原理MH1200 流量标定是利用标准流量计与被测流量计在同一条件下进行比较,从而得出被测流量计的误差,并进行修正的过程。
标定的目的是确保被测流量计的测量结果与实际流量值相符。
三、MH1200 流量标定的步骤1.准备工作:检查标定设备和被测流量计是否完好,准备标准流量计和相应的连接件。
2.连接设备:将标准流量计与被测流量计连接在一起,组成一个流量标定系统。
3.设定参数:根据标定系统的实际情况,设定相应的流量、压力等参数。
4.启动标定:开启标定系统,进行流量标定。
在标定过程中,需要对被测流量计的输出信号进行实时监测,以便分析其误差。
5.数据处理:根据标定结果,计算被测流量计的误差,并进行修正。
6.结束标定:完成标定后,关闭标定系统,对设备进行检查和维护。
四、MH1200 流量标定的注意事项1.在标定过程中,应确保标定系统的安全和稳定运行。
2.标定时,应选择合适的标定设备和方法,以保证标定结果的准确性。
3.对于不同类型的流量计,需要根据其特点选择相应的标定方法和设备。
4.定期进行流量标定,以确保流量计的测量准确性。
五、MH1200 流量标定的应用领域MH1200 流量标定广泛应用于石油、化工、冶金、电力、水处理等各个领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MD11-1单轴伺服数控系统使用手册
操作者必读
本系统为控制伺服电机系统.系统电源为交流12V,伺服电机电源220V/AC.
开机操作程序:
⑴打开电源开关.
⑵打开电源急停开关,因打开急停才能启动伺服电机.否则数字运行而伺服电机没有走动.
⑶进行参考点对数.(不必每次对数,只有在出现错误情况后,才必须先进行参考点对数以校正当前数值.这点很重要)
⑷进行编程设置:,如只须改变当前尺寸,只须按2次,看到
后挡料数值闪动,把所需尺寸输进去,按键即可.
,多步编程过程如下:
键,(选择程序号)
键进行次数编程和挡料尺寸编程,按键来确定.
⑸运行:准备工作完成后,开始运行,键运行.
⑹若需进行手动,号进行手动调整.注意要在运行状态下才能动作.
⑺关机操作:当工作完毕后,要进行关机.
关机过程如下:
㈠先关掉电源急停开关即伺服工作先关掉.切记!否则,如先关掉系
统会出现电机走动,使尺寸不对.注意
㈡关掉钥匙开关.
⑻如出现操作错误,开机后要进行对数校正.
⑼后挡位设有前、后行程感应器,当后挡料运行到感应器时,电机即停下来,而数字可能还在运行,此时要先把总电源关掉再打开,接着按照开机操作程式序⑴⑵操作,然后按反方向运行把后挡料移离开限位行程开关,再进行正常操作.
●多步工作,键,.注意:计算设定为0时不能运行,
在循环过程,计算栏计数为0时,会跳过.。