电泳涂装(ED)知识
电泳培训资料

电泳涂装学习资料1电泳涂装1、何谓电泳涂装?被涂物浸于水性涂料中,被涂物与电极间通电流,在电力的作用下得到涂膜的涂装方法叫做电泳涂装。
2、特点①形状复杂的被涂物也可得到均一的涂膜(膜厚)。
②防锈性优良。
③泳透性良好。
④易于自动化。
⑤作业线保养容易a.补给作业简单,无需特别补给装置。
b.酸浓度控制、管理容易。
⑥涂装作业性良好(缺陷:流漆、针孔等涂装异常较少)。
⑦经济实惠因具有UF回收装置(方式)涂料回收率极高(90%以上)。
⑧低公害溶剂含量较少故空气污染少。
⑨因系水性涂料没有火灾顾虑。
2电泳涂装的用途1、汽车车体------小汽车、卡车、巴士2、汽车部品------各种汽车零件,操舵部品,驱动部品,水箱,弹璜等3、机车------各种机车、零件4、产业机械------耕耘机、油缶车、工程车5、电机------冷气机、空气压缩机、自动贩卖机、变电机配电盘等6、建设材料------预铸钢架、门窗等3电泳涂料的特征与要点电泳(ED)涂装方法是使水性涂料带电荷,将被涂物浸渍其中,被涂物与电极之间通以直流电流,析出(涂装)涂膜的方法,荷电方式有下列二种方法:这种电泳涂装法始於1960年导入工业涂装的领域,汽车、家电、钢制家具、住宅建材、各种零件厂商等,积极采用为底涂或单次涂装之用。
现在已成为世界上极高普及率的涂装方法。
日本国内汽车业界初期是阴离子型电泳涂,现在已移行至防锈性较高的阳离子型电泳涂装。
目前在车体涂装方面几乎100%的生产线都采用阳离子型电泳涂装了。
电泳涂装的特征(与Spray涂装的比较)阳离子电泳涂装的架构 1、电泳架构阳离子电泳涂料是盐基性树脂(Amino 变成Epoxy 树脂)以有机酸中和成水溶性(乳胶化)的涂料,涂料粒子具有正电荷,将被涂物浸渍在这涂料中,被涂物为负极而对极为正,而通直流电流,那么具有正电荷的涂料之粒子被被涂物所吸引而附着。
同时涂料粒子在被涂物上得到负电荷而放出酸变成不溶性而涂着经不断重复形成涂膜。
电泳涂装手册(ed)

电泳涂装手册(ed).doc1 涂装手册一九九九年一月2 目录前言1 1.电泳涂装的历史和特点1.1电泳涂装的历史1.2电泳涂装的优点2 1.3电泳涂装的局限性3 2.电泳涂装(电沉积)机理2.1电化学机理4 2.2电泳的化学反应式5 3.涂装前处理3.1概述3.2清洗6 3.3表面转化74.电泳系统工艺概况4.1电泳涂装部分9 4.2电泳系统设备介绍10 4.3电泳槽11 4.4循环系统12 4.5过滤装置13 4.6清洗系统(后冲洗)14 4.7热交换(冷却)系统15 4.8超滤系统15 4.9反渗透(RO)系统18 4.10阴(阳)极系统19 4.11电源系统23 4.12加料系统254.13后冲洗系统263 4.14烘干系统27 5.异常情况处理5.1概述5.2阳极电泳异常情况处理28 5.3阴极电泳异常情况处理36 6.电泳涂料的使用6.1设备检查与现场清理49 6.2设备清洗6.3投槽6.4试涂装6.5电泳线现场管理要求53 7.水性浸涂漆7.1前言7.2简介57 7.3浸涂设备要求58 7.4涂装工序7.5前处理工艺要求60 7.6浸涂61 8.涂料的检测方法8.1固体份63 8.2粘度63 8.3细度64 8.4 pH值8.5 MEQ值8.6颜基比65 8.7电导率8.8有机溶剂含量66 8.9泳透率67 8.10库仑效率69 8.11电泳漆电沉积量测定70 9.涂膜的检测方法9.1电泳漆膜制备方法70 9.2膜厚测定71 9.3硬度72 9.4光泽9.5附着力73 9.6柔韧性74 9.7耐冲击75 4 9.8漆膜耐水性76 9.9耐盐雾77 前言作为汽车防腐层的涂装,电沉积过程最易实现自动化,电沉积涂装法与传统的涂漆方法有着本质上的差异,它是通过电解、电泳、电沉积、电渗等作用完成的,工作液属于低浓度的胶体分散体系,只有在特定的条件下方能构成稳定的体系,且又须在稳定的体系下工作,才能够达到理想的涂装效果。
ED用语的说明及和设备的配套性

33
涂料循环泵
②单轴密封式:把U/F过滤液当作密封液用,密封液混入涂料中 (约0.5~1L/分)。 ③双轴密封式:密封液通常是U/F过滤液,与单轴密封式不同之处在密封 液几乎不被混入涂料中,故纯水也可用做密封液。 密封液压力要在1~2kg/cm ,比泵的吸引压力要大。 密封液中如含有涂料或碳酸铅等粒子的话,有密封破损 的危险,所以要注意。虽然此法价格较昂贵,但新的生 产线基本采用此法。 循环泵的能力由排出压力决定,排出量(m /秒)。 主槽内的涂料循环次数一般为6~8次/小时,如果采用文丘里喷嘴,泵的循 环量满足循环次数的一半即可(4次/小时)。 电泳主槽的槽内流速以入槽侧(表面流速)和底部流速尤其重要。
导致
大量泡沫产生,易产生泡沫残渣颗粒或泡
32
膜厚分布
管理车顶的膜厚。 涂料特性对膜厚产生影响的项目是:溶剂量高、NV高,易上膜;MEQ值高 ASH高,难上膜。 其它,设备方面,由于电极的腐蚀,隔膜被堵塞或劣化,极液电导率下 降,挂具(夹子)或汇流板的污染而产生接触不良(通电不良)也会导致 膜厚下降。 膜厚过薄时出现的问题:耐蚀性变差,可能产生桔皮(针孔)。 膜厚过厚时出现的问题:涂料使用量增加,出现气泡。
20
更新周期 一般若是0.2T.O./月以上的话,不需要定期添加溶剂。 T.O.或T/O
T/O 1 2 3 槽液置换率 65% 87% 95%
是电泳主槽槽液温度(℃),通常在26-30℃范围。因膜厚随槽温而变化, 因此要尽可能保持槽温一定(槽温升高1℃,膜厚增加1-2μ)。 一般冷却水温是5-15℃,或加热水温为50℃以下。 21 槽温 因长期连休,生产线长时间停止运转时,为防止溶剂量减少或槽液恶化, 希望将槽温控制在20-25℃。 槽温过高时出现的问题:膜厚增加、溶剂量减少、槽液恶化。 槽温过低时出现的问题:膜厚降低、桔皮、镀锌板出现针孔、泳透力下降 是为了使被涂物上膜的涂装电压(直流)。通常车身生产线是250-350V, 零件生产线是200-300V。电压上升10V,膜厚约增加1μ。 22 施工电压 输送带停电时,为防止涂膜重溶,要求生产线上有30-50V的保护电压。 施工电压过高时出现的问题:膜厚增加,镀锌板出现针孔。 施工电压过低时出现的问题:膜厚下降,泳透力降低。 电泳槽有通过式和间歇式两种,通过式适用于产量大的生产线,间歇式适 用于产量在2000台/月以下的生产线。 通电方式有带电入槽和入槽通电两种。通电又分为慢速通电和急速通电。 23 通电方式 急速通电:从一开始就将电压升到施工电压的方式。此方式冲击电流值 较大,故应选择量程较大的整流器。 慢速通电(软起动):慢慢地上升外加电压的方式。例如:用30秒时间 慢慢地从0V升到300V。
电泳涂装(ED)知识
电泳涂装2007-03-21 01:04电泳涂装电泳涂装是一种特殊的涂膜形成方法。
它是汽车涂装近30年来最普及的涂底漆方法之一。
电泳涂装是将具有导电的被涂物浸渍在装满水稀释的、浓度比较底的电泳涂料槽子中作为阳极(或阴极),在槽中另设对应的阴极(或阳极),在两极间通一定时间的直流电,在被涂物上析出均一、水不溶涂膜的一种涂装方法。
根据被涂物的极性,和电泳涂料的种类,电泳涂装法可分为阳极电泳和阴极电泳两种。
阳极电泳涂装法:被涂物为阳极,所采用的电泳涂料是阴离子型(带负电荷)。
阴极电泳涂装法:被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)。
电泳涂装在英语中简称ED、AED(阳极电泳涂装)、CED(阴极电泳涂装)。
电泳涂装的原理发明于20世纪30年代,但因当时的水性涂料尚不发达而未得到工业的应用。
为提高汽车车身内腔和焊缝面的防腐蚀性,美国福特汽车公司于1957年开始着手研究电泳涂装法,于1961年建成一条泳涂车轮的试验生产线(阳极涂装法),在1963年成功地用于汽车车身涂装。
电泳涂装法在实际应用中显示出高效、优质、安全、经济等优点,受到世界各国涂装界的重视。
随着新型电泳涂料的开发和技术进步,尤其是1977年开发成功阳离子电泳涂料和阴极电泳涂装技术,电泳涂装工艺在汽车工业中普及速度是史无前例的,并由汽车涂装推广应用到建材、轻工、农机、家电等工业领域。
第一节电泳涂装法的机理及其特征电泳涂装过程伴有电解、电泳、电沉积、电渗等四种电化学物理现象,现将这些现象简要说明如下:电解:任何一种导电液体在通电时产生分解的现象称为电解。
众所周知的例子是水的电解能成为氢气和氧气。
一般电解伴随在一个或两个电极上逸出气体,在电极上分别进行着氧化与还原反应。
在电泳过程中水发生电解,在阴极上放出氢气,在阳极上放出氧气,金属阳极产生溶解,溶出金属离子。
电泳:在导电介质中的带电荷的胶体粒子在电场的作用下,带正电荷胶体树脂粒子和颜料粒子由电泳过程移向阴极。
电泳涂装技术ED简介

電泳漆塗裝是高分子樹脂電離的沉積,採用電化學方法和膠體化學過程, 電鍍是金屬離子沉積的過程。
電泳塗裝技術
Electro Deposition (ED)
Contents
電泳塗裝的定義 電泳塗裝的分類及發展概況 電泳塗裝的原理及工藝 電泳塗裝製程要點 廠商資訊
電泳塗裝的發展概況
最初開發電泳漆塗裝的原因是早期汽車生產業使用噴塗工藝以致有機 溶劑大量積聚於生產廠房內,引致火警,造成大量設備損失,故其積 極研究以水為作業媒體的電泳漆。電泳漆工作液約90wt%均為水, 有機溶劑含量少於5wt%,沒有噴塗工藝易燃著火的問題,對人體的 危害及環境的污染減至最低。利用回收循環系統裝置令漆料使用率高 達95%以上,又不含有毒及重金屬離子,排放廢水量可減到最少。
陰極電著 (CED)
以低級有機酸或無機酸中和胺基樹脂,使其呈現水溶性帶正電荷, 而隨電流之導入起水之電解作用。被塗物產生H2 氣,同時OH-也 產生,此時被酸中和之陽離子電著塗裝,開始定向集結向陰極泳動。 由於陰極被塗物其OH-之濃度不斷提高,至瞬間臨界pH 值達7.5 至8.2時起作用,使塗料沉積附著於工件表面,形成均勻非水溶性 的緻密的塗膜。
在60 年代,由 George Brewer 博士及福特汽車公司研製開發成功 陽極電泳漆。其最早應用於福特汽車公司的塗裝線,隨著陽極電泳漆 生產使用,日漸暴露其漆膜中包含有金屬離子造成抗蝕性差的缺陷, 因而,高抗蝕性的陰極電泳漆於70年代被開發成功,並被人們等認可 並大力推廣應用。之後,電泳技術發展日新月異,產品品種由環氧樹 脂型發展到丙烯酸型及聚氨脂型。
ED简介
Electro Deposition (ED)
Contents
電泳塗裝的定義 電泳塗裝的分類及發展概況 電泳塗裝的原理及工藝 電泳塗裝製程要點 廠商資訊
電泳塗裝的發展概況
最初開發電泳漆塗裝的原因是早期汽車生產業使用噴塗工藝以致有機 溶劑大量積聚於生產廠房內,引致火警,造成大量設備損失,故其積 極研究以水為作業媒體的電泳漆。電泳漆工作液約90wt%均為水, 有機溶劑含量少於5wt%,沒有噴塗工藝易燃著火的問題,對人體的 危害及環境的污染減至最低。利用回收循環系統裝置令漆料使用率高 達95%以上,又不含有毒及重金屬離子,排放廢水量可減到最少。 在60 年代,由 George Brewer 博士及福特汽車公司研製開發成功 陽極電泳漆。其最早應用於福特汽車公司的塗裝線,隨著陽極電泳漆 生產使用,日漸暴露其漆膜中包含有金屬離子造成抗蝕性差的缺陷, 因而,高抗蝕性的陰極電泳漆於70年代被開發成功,並被人們等認可 並大力推廣應用。之後,電泳技術發展日新月異,產品品種由環氧樹 脂型發展到丙烯酸型及聚氨脂型。
電泳與電鍍的一般比較
電泳 電鍍
電泳漆層高低電位厚薄均勻
一般電鍍高低電位處鍍層厚薄差距
電泳漆層能完全覆蓋隱蔽處
一般電鍍不能深入隱蔽外
電泳與電鍍的比較表
操作條件及物理性質
被塗物極性 電壓 電流密度 時間 耗電量 槽內濃度 電導率 pH 溫度 槽液組成 補充料
電泳
陰極/陽極 20-400volt 20-150A/m 0.5-3min 1-10Kwh/kg 5-20%solid 200-2000µs/cm 4.0-7.5(陽離子) 7.5-8.5(陰離子) 15-30℃ 電泳樹脂(5~10%)、顔料 (Pigment)、成膜助劑等 同上
【CED培训资料】阴极电泳涂料涂装基础知识解析

11
CED的主要组成
项目 基础树脂
主要组成 聚酰氨改性或聚脂改性的环氧树脂 封闭异氰酸树脂
阴 极 电 泳 涂 料
交联树脂
中和剂 溶剂
填料、颜料 分散介质
有机酸 醇、醇醚和酮类溶剂
无机颜填料 水
组份 F-1 F-2 F-3A F-3E 色浆 乳液 中和剂 补给溶剂
组成 特殊功能颜料、填料、分散树脂及助剂 树脂、助剂 有机酸 调整溶剂
37
CED用语(21)-更新周期(T.O)
★补充涂料的累计固体分与槽液固体分相等时称 为一个更新周期(T.O或T/O)。 ●更新周期太长的槽液易老化,上膜能力下降。 ●槽液置换率(%):
38
CED用语(22)-置换率
槽液中新漆占槽液总量的比例
流值急剧下降,在某个电压以上电泳时,电流值过大,急剧 产生H2,从而破坏析出膜,使涂膜发生显著异常。通常将产 生这种现象的最低电压叫击穿电压。
●影响破坏电压的因素有:溶剂含量、MEQ、ASH、NV、
电导率、槽温、杂离子含量、分极值、极间距、通电条件等。
28
CED用语(12)-杂离子含量
主要是指被涂物或挂具从前处理工程中带入主槽的Na、Fe、Zn等杂离子, Fe离子另外由于涂料循环管道的腐蚀、车身携带铁屑等原因带入,杂离子 含量在界限值以上时,涂膜易发生失光、涂装作业性、涂膜性能不良等现 象。 除去Na、k等离子,可采用废弃U/F过滤液的办法;除去Fe离子时不能采 取同样的方法,只能通过更换部分槽液的办法解决。 加强纯水的管理也是很重要的。
●MEQ过高出现的问题有:膜厚、泳透力、 破坏电压下降,镀锌板易出现针孔,腐蚀涂 料循环管道等设备,U/F水洗工序易出现涂 膜再溶解等。
●MEQ过低出现的问题有:槽液稳定性下降, U/F透过量下降。
(CED培训资料)阴极电泳涂料涂装基础知识
CED用语〔12〕-杂离子含量
主要是指被涂物或挂具从前处理工程中带入主槽的Na、Fe、Zn等杂离子, Fe离子另外由于涂料循环管道的腐蚀、车身携带铁屑等原因带入,杂离子 含量在界限值以上时,涂膜易发生失光、涂装作业性、涂膜性能不良等现 象。 除去Na、k等离子,可采用废弃U/F过滤液的办法;除去Fe离子时不能采 取同样的方法,只能通过更换部分槽液的办法解决。 加强纯水的管理也是很重要的。
R-NHX++OH- → R-NHx-1↓+ H2O
10
电泳涂装的四个过程
●电解:水在通电时产生分解,在阴极上放出 氢气,在阳极上放出氧气。 ●电泳:带正电荷的胶体树脂粒子和颜料粒子 在电场的作用下向阴极移动。 ●电沉积:涂料粒子在电极上沉积析出的现象。 ●电渗:在电场的作用下,涂膜内部所含的水 分从涂膜中渗析出来而移向槽液,使涂膜脱水。
22
CED用语〔6〕-溶剂含量〔SOL〕
★表示槽液中有机溶剂的总重量百分数〔%〕。 ●溶剂含量过高出现的问题有:泳透力、破坏电 压下降,膜厚增加,易产生桔皮。 ●溶剂含量过低出现的问题有:膜厚降低,涂膜 干瘪。
23
CED用语〔7〕-电压/膜厚
★在正常的槽温下,用规定的电压、规定的时间测得的膜厚。 ●影响膜厚的因素有:
34
CED用语〔18〕-施工电压〔V〕
是为了使被涂物上膜的涂装电压(直流)。通常车身生产线是220-350V, 零件生产线是200-300V。电压上升10V,膜厚约增加1μ。 输送带停电时,为防止涂膜重溶,要求生产线上有30-50V的保护电压。 施工电压过高时出现的问题:膜厚增加,镀锌板出现针孔。 施工电压过低时出现的问题:膜厚下降,泳透力降低。
25
CED用语〔9〕-分级
电泳涂装

电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。
电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。
具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。
电泳涂装是把工件和对应的电极放入水溶性涂料中,接上电源后,依靠电场所产生的物理化学作用,使涂料中的树脂、颜填料在以被涂物为电极的表面上均匀析出沉积形成不溶于水的漆膜的一种涂装方法。
电泳涂装是一个极为复杂的电化学反应过程,其中至少包括电泳、电沉积、电渗、电解四个过程。
电泳涂装按沉积性能可分为阳极电泳(工件是阳极,涂料是阴离子型)和阴极电泳(工件是阴极,涂料是阳离子型);按电源可分为直流电泳和交流电泳;按工艺方法又有定电压和定电流法。
目前在工业上较为广泛采用的是直流电源定电压法的阳极电泳。
设备组成:(1)槽体(2)搅拌循环系统(3)电极装置(4)漆液温度调节装置(5)涂料补给装置(6)超滤装置(7)通风装置(8)电源供给装置(9)泳后水洗装置(10)储漆装置设备特点:(1)涂层厚度均匀,附着力强,无涂装死角,不易产生漆膜弊病。
(2)在电泳涂装过程中,易于调整漆膜的厚度。
(3)涂料损失少,利用率高,生产成本底。
(4)漆液用水稀释,无火灾隐患,生产安全。
(5)电泳涂装设备复杂,科技含量较高,适用于颜色固定的生产。
设备规格:电泳涂装一般可分为连续生产的通过式和间歇式的固定式两类。
对于连续生产的通过式电泳涂装设备,工件借助于悬挂输送机和其他工序(前处理-烘干)组成连续生产的涂装生产线,此类设备适用于大批量生产。
对于间歇生产固定式电泳涂装设备,工件借助于单轨电葫芦或其他形式的输送机,和其他工序(前处理-烘干)组成间歇式涂装生产线,适用于中等批量的涂装生产。
012 电泳漆试验项目简介_Helen 0726 2013

电泳漆试验项目介绍Prepared by:Technical Competence Center Version: Aug, 2013目录电泳涂装简介 原漆的试验项目 漆膜的试验项目电泳涂装简介电泳涂装(ED)是一种特殊的涂膜形成方式,它是将具有导电性的被涂物浸渍在装满水稀释的、浓度比较低的电泳涂料槽液中作为阳极(或阴极),在槽中另设置与其相对应的阴极(或阳极),在两极间通直流电一定时间,在被涂物上析出均一、水不溶的涂膜的一种涂装方法。
根据被涂物的极性和电泳涂料的种类,电泳涂装法可分为两种:阳极电泳涂装法(AED),被涂物为阳极,所采用的电泳涂料是阴离子型(带负电荷);阴极电泳涂装法(CED),被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)。
一般阴极电泳涂装用于车身涂装等高级涂装,阳极电泳用于底盘零部件等涂装。
原漆的试验项目-固体份(Non-volatile)固体份:电泳涂料和槽液在一定温度下烘一定时间后,所留下来的不挥发部分为电泳涂料的固体份NV%=残留物质量/样品起始质量×100%固体份是电泳涂装的重要工艺参数之一,直接影响涂层厚度。
原漆的试验项目-泳透力(泳透率)(Throw Power)在电泳涂装过程中使背离电极(阴极或阳极)的被涂物表面涂上漆的能力称为泳透力(泳透率)。
也表示电泳涂膜在膜厚分布上的均一性。
原漆的试验项目-泳透力(泳透率)(Throw Power)一汽钢管法:装置:1、塑料筒容器一个,内部高度240mm,内径54mm2、钢管1根,长220mm,外径25mm,内径20mm,在钢管距离上端10mm处钻Φ2-3mm的通孔1个。
3、钢板条1根,长230mm,宽15mm,厚1mm,离上端20mm处钻Φ2-3mm的孔1个。
4、极板,高100mm,长185mm,围成一个圆筒,放入塑料筒中,上端距筒口20mm,并引出导线。
原漆的试验项目-泳透力(泳透率)(Throw Power)一汽钢管法:试验过程:被测试电泳槽液倒入塑料筒中,至极板上端与涂料液的液面相平,把钢板条插入钢筒内,并用粗铜棒把它与钢管一起穿好,钢板条与钢管下端平齐,此时钢管下端距塑料筒底部为30mm,浸入涂料液的深度为200mm ,安装完毕后,按产品技术要求进行电泳,然后取出钢条用水冲洗后检查。
电泳涂装

電泳塗裝(electro-coating)是利用外加電場使懸浮於電泳液中的顏料和樹脂等微粒定向遷移並沉積於電極之一的基底表面的塗裝方法。
電泳塗裝的原理發明於是20世紀30年代末,但開發這一技術並獲得工業應用是在1963年以後,電泳塗裝是近30年來發展起來的一種特殊塗膜形成方法,是對水性塗料最具有實際意義的施工工藝。
具有水溶性、無毒、易於自動化控制等特點,迅速在汽車、建材、五金、家電等行業得到廣泛的應用。
電泳塗裝屬於有機塗裝,利用電流沉積漆膜,其工作原理為“異極相吸”。
電泳塗裝最基本的物理原理為帶電荷的塗料粒子與它所帶電荷相反的電極相吸。
採用直流電源,金屬工件浸於電泳漆液中。
通電後,陽離子塗料粒子向陰極工件移動,陰離子塗料粒子向陽極工件移動,繼而沉積在工件上,在工件表面形成均勻、連續的塗膜。
當塗膜達到一定厚度(漆膜電阻大到一定程度),工件表面形成絕緣層,“異極相吸”停止,電泳塗裝過程結束。
整個電泳塗裝過程可以概括為以下四個步驟:●電解:水的電解●電泳:帶電的聚合物分別向陰極或陽極泳動的過程●電沉積:帶電的聚合物分別在陰極或陽極沉積的過程●電滲:沉積的電泳塗膜收縮、脫去溶劑和水,形成均勻緻密的濕膜電泳塗裝是一種特殊的塗膜形成方法,僅適用於與一般塗料不同的電泳塗裝專用的(水性水溶性或水乳液)塗料(簡稱電泳塗料)。
它是將具有導電性的被塗物浸漬在裝滿水稀釋的、濃度比較低的電泳塗料槽液中作為陽極(或陰極),在槽中另設置與其相對應的陰極(或陽極),在兩極間通直流電一定時間,在被塗物上析出均一、水不溶的塗膜的一種塗裝方法。
根據被塗物的極性和電泳塗料的種類,電泳塗裝法可分為兩種:一是陽極電泳塗裝法,被塗物為陽極,所採用的電泳塗料是陰離子型(帶負電荷);二是陰極電泳塗裝法,被塗物為陰極,所採用的電泳塗料是陽離子型(帶正電荷)。
電泳塗裝在英語中簡稱ED(electro-depositon)、AED(陽極電泳塗裝)、CED(陰極電泳塗裝)。
电泳涂装
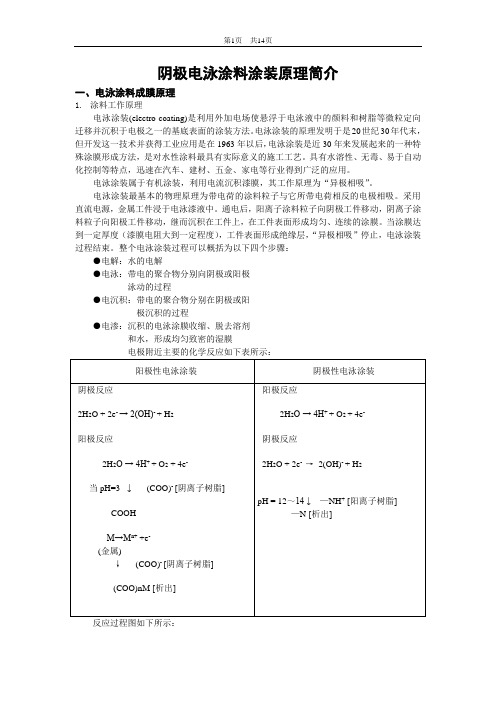
阴极电泳涂料涂装原理简介一、电泳涂料成膜原理1.涂料工作原理电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。
电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。
具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。
电泳涂装属于有机涂装,利用电流沉积漆膜,其工作原理为“异极相吸”。
电泳涂装最基本的物理原理为带电荷的涂料粒子与它所带电荷相反的电极相吸。
采用直流电源,金属工件浸于电泳漆液中。
通电后,阳离子涂料粒子向阴极工件移动,阴离子涂料粒子向阳极工件移动,继而沉积在工件上,在工件表面形成均匀、连续的涂膜。
当涂膜达到一定厚度(漆膜电阻大到一定程度),工件表面形成绝缘层,“异极相吸”停止,电泳涂装过程结束。
整个电泳涂装过程可以概括为以下四个步骤:●电解:水的电解●电泳:带电的聚合物分别向阴极或阳极泳动的过程●电沉积:带电的聚合物分别在阴极或阳极沉积的过程●电渗:沉积的电泳涂膜收缩、脱去溶剂和水,形成均匀致密的湿膜电极附近主要的化学反应如下表所示:反应过程图如下所示:在电场作用下,涂料粒子向阴极移动(电泳),由于受到阴极附近碱扩散层(OH-)的影响,涂料粒子在阴极聚结(电沉积)。
槽液的流动影响扩散层,流动速率高,扩散层薄,流动速率低,扩散层厚。
刚沉积的湿膜含有大量水分,由于电流的影响,会发生部分脱水,使湿膜不挥发份达到80%(电渗)。
脱水后湿膜牢牢黏附在底材上,通常的清洗不能洗脱。
由于边缘电流密度高,电泳过程首先发生在这些区域。
如下图所示:2.电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。
电泳基础说明中文

项目
补给涂料、添加剂
NV 每上升1%
F-1;30Kg F-2;180Kg
ASH每上升 1%
F-1;50Kg
MEQ每上升 1 个点
添加剂 ;8Kg (酸濃度10%)
NV,ASH,MEQ は上記設定と異なる場合があり得ます
(注意)添加剂的添加方法 (投入电泳槽时) : a.) 确认电泳槽的表面在流动 b.) 1罐要用约2分钟漫漫投入
槽液特数值 傾向
NV ↑↓
溶剂量 ↑↓ ーー
MEQ ↑↓ ↓↑
ASH ↑↓ ーー
ーー ↑ ↓ ↑ ↓ ↑ ↓ ーー ↓ ↑ ↓ ↑↓↑ ↑ ↓
↓ ↑↑↓ ↑ ↓ ↓ ↑↓↑ーー ー↓ ↑ ↓ ↓ ↑ ↓ ↑↑↓ーー
1.2 NV 值, ASH 值, MEQ 值的计算方法
计算方法 :
A.) 固体份浓度 (NV 值).
NV (%) = 重量 (烘烤后 ) ×100% 样品重量
NV(%) = (W2 - W0)× 100% W1 - W0
B.) 恢份 (ASH值)
ASH (%) = 重量 (烘烤后 ) × 100% 样品的固体份重量
ASH (%) = (R2 - R0) × 100% (R1-R0) ×NV/100
(2仪)器的 校正方法 ?每天使用标准溶液 (pH7,4)进行较正。 ?标准溶液的更新 1~2回/月,(保存与密闭容器中 )
(3电)极的更换时期 (更换标准 ) ? 即使用标准溶液校正了,仍会有 ±0.5%的误差,洗净后不能恢复时 ? 为自校型时,出现错误表示,洗净后不能恢复时
? UF系统 ? 温调系统
设备 管理
? 隔膜系统
? 其他(纯水再生装置、其他)
浴特性 浴管理
《电泳涂装基础知识》课件

提供个人防护用品,如防护服、手套、口罩等,确保操作人员在工作过程中免 受化学品和高温等危害。
应急处理措施
应急预案
制定应急预案,明确应急组织、通讯联络、现场处置等方面的要求,确保在紧急 情况下能够迅速响应。
培训与演练
定期进行应急培训和演练,提高操作人员的应急处理能力,确保在紧急情况下能 够正确应对。
常见问题及解决方法
总结词
在电泳涂装过程中,可能会出现一些常见问题,如缩孔、针孔、剥离等。
详细描述
缩孔是由于电泳液中的杂质或气泡引起的,解决方法包括加强过滤和除气措施。针孔是由于电场强度 过高或槽液温度过低引起的,解决方法包括调整电场强度和槽液温度。剥离是由于涂膜附着力不足引 起的,解决方法包括加强前处理和调整电泳参数。
电泳涂膜质量检测
总结词
电泳涂膜质量检测是评估涂装效果的重要手段,包括外观、性能和厚度等方面。
详细描述
外观检测可以通过目视或图像分析方法进行,评估涂膜是否平整、光滑、无缺陷等。性能检测包括硬度、附着力 、耐腐蚀性等方面的测试,以评估涂膜的使用性能。厚度检测则可以确保涂膜达到预期的厚度要求,从而保证涂 装的质量和效果。
涂装要求
根据涂装效果、色彩、耐久性等要求选择合 适的电泳涂料。
使用环境
考虑涂装产品的使用环境和条件,如温度、 湿度、腐蚀介质等。
经济性
在满足性能要求的前提下,选择性价比高的 电泳涂料。
04
电泳涂装质量控制
槽液稳定性控制
总结词
槽液稳定性是电泳涂装质量控制的关键因素,需 要定期检测和调整。
总结词
槽液的过滤和循环系统是保持槽液稳定性的重要 组成部分。
《电泳涂装基础知识 》ppt课件
ed电泳[整理版]
![ed电泳[整理版]](https://img.taocdn.com/s3/m/a8e34262f56527d3240c844769eae009581ba276.png)
电泳electrophoresis简单说电泳就是把某些物质放在一个可以游泳的地方(某种基质),然后在这个泳池的两端加上电压,让这种物质在里面游起来,以达到某种实验或应用目的。
什么是电泳溶液中带电粒子(离子)在电场中移动的现象。
利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。
1937 年瑞典学者A.W.K.蒂塞利乌斯设计制造了移动界面电泳仪,分离了马血清白蛋白的3种球蛋白,创建了电泳技术。
在确定的条件下,带电粒子在单位电场强度作用下,单位时间内移动的距离(即迁移率)为常数,是该带电粒子的物化特征性常数。
不同带电粒子因所带电荷不同,或虽所带电荷相同但荷质比不同,在同一电场中电泳,经一定时间后,由于移动距离不同而相互分离。
分开的距离与外加电场的电压与电泳时间成正比。
在外加直流电源的作用下,胶体微粒在分散介质里向阴极或阳极作定向移动,这种现象叫做电泳。
利用电泳现象使物质分离,这种技术也叫做电泳。
胶体有电泳现象,证明胶体的微粒带有电荷。
各种胶体微粒的本质不同,它们吸附的离子不同,所以带有不同的电荷。
利用电泳可以确定胶体微粒的电性质,向阳极移动的胶粒带负电荷,向阴极移动的胶粒带正电荷。
一般来讲,金属氢氧化物、金属氧化物等胶体微粒吸附阳离子,带正电荷;非金属氧化物、非金属硫化物等胶体微粒吸附阴离子,带负电荷。
因此,在电泳实验中,氢氧化铁胶体微粒向阴极移动,三硫化二砷胶体微粒向阳极移动。
利用电泳可以分离带不同电荷的溶胶。
例如,陶瓷工业中用的粘土,往往带有氧化铁,要除去氧化铁,可以把粘土和水一起搅拌成悬浮液,由于粘土粒子带负电荷,氧化铁粒子带正电荷,通电后在阳极附近会聚集出很纯净的粘土。
工厂除尘也用到电泳。
利用电泳还可以检出被分离物,在生化和临床诊断方面发挥重要作用。
本世纪40年代末到50年代初相继发展利用支持物进行的电泳,如滤纸电泳,醋酸纤维素膜电泳、琼脂电泳;50年代末又出现淀粉凝胶电泳和聚丙烯酰胺凝胶电泳等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电泳涂装
2007-03-21 01:04
电泳涂装
电泳涂装是一种特殊的涂膜形成方法。
它是汽车涂装近30年来最普及的涂底漆方法之一。
电泳涂装是将具有导电的被涂物浸渍在装满水稀释的、浓度比较底的电泳涂料槽子中作为阳极(或阴极),在槽中另设对应的阴极(或阳极),在两极间通一定时间的直流电,在被涂物上析出均一、水不溶涂膜的一种涂装方法。
根据被涂物的极性,和电泳涂料的种类,电泳涂装法可分为阳极电泳和阴极电泳两种。
阳极电泳涂装法:被涂物为阳极,所采用的电泳涂料是阴离子型(带负电荷)。
阴极电泳涂装法:被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)。
电泳涂装在英语中简称ED、AED(阳极电泳涂装)、CED(阴极电泳涂装)。
电泳涂装的原理发明于20世纪30年代,但因当时的水性涂料尚不发达而未得到工业的应用。
为提高汽车车身内腔和焊缝面的防腐蚀性,美国福特汽车公司于1957年开始着手研究电泳涂装法,于1961年建成一条泳涂车轮的试验生产线(阳极涂装法),在1963年成功地用于汽车车身涂装。
电泳涂装法在实际应用中显示出高效、优质、安全、经济等优点,受到世界各国涂装界的重视。
随着新型电泳涂料的开发和技术进步,尤其是1977年开发成功阳离子电泳涂料和阴极电泳涂装技术,电泳涂装工艺在汽车工业中普及速度是史无前例的,并由汽车涂装推广应用到建材、轻工、农机、家电等工业领域。
第一节电泳涂装法的机理及其特征
电泳涂装过程伴有电解、电泳、电沉积、电渗等四种电化学物理现象,现将这些现象简要说明如下:
电解:任何一种导电液体在通电时产生分解的现象称为电解。
众所周知的例子是水的电解能成为氢气和氧气。
一般电解伴随在一个或两个电极上逸出气体,在电极上分别进行着氧化与还原反应。
在电泳过程中水发生电解,在阴极上放出氢气,在阳极上放出氧气,金属阳极产生溶解,溶出金属离子。
电泳:在导电介质中的带电荷的胶体粒子在电场的作用下,带正电荷胶体树脂粒子和颜料粒子由电泳过程移向阴极。
电沉积:漆粒子在电极上沉析现象称为电沉积。
在阴极电泳涂装时带正电荷的粒子在阴极凝聚,带负电荷的粒子(离子)在阳极上凝聚。
电沉积的第一步是水的电化学分解(电解)。
假使槽液的pH是中性,在阴极上的最初反应是形成氢气和氢氧根离子,这一反应致使在阴极表面区产生高碱性界面层,当阳离子(树脂和颜料)与氢氧根离子反应变成不溶性时就产生涂膜的沉积。
电渗:刚沉积到被涂物表面上的涂膜是半透膜,在电场的持续作用下,涂膜内部所含水分从涂膜中渗析出来移向槽液,使涂膜脱水,这种现象称为电渗。
电渗使亲水的涂膜变成憎水涂膜,脱水而使涂膜致密化。
电渗性很好的电泳涂料泳涂后的湿漆膜可用手摸也不粘手,可用水冲洗掉附着在湿漆膜上的槽液。
电泳涂装法的优点:
涂底漆工序实现完全自动化,适用于大流水生产,从涂装前处理到电泳底漆烘干实现生产线化。
依靠调整电量容易得到均一目标的膜厚,靠选择电泳涂料的品种和调整泳涂工
艺参数,膜厚可控制在10~35µm范围内,工件间和不同日期所沉积的涂膜(膜厚及性能)能得到重现,与浸法不同,在烘干时缝隙间的涂膜不会产生“溶落”现象。
使喷涂、浸涂等涂装法涂装不到的部位和涂料难进入的部位也能涂上涂料,且缝隙间的涂膜在烘干时不会被蒸汽洗掉,因而使工件的内腔、焊缝、边缘等处的耐腐蚀性显著提高,阴极电泳涂膜的耐盐雾性在500小时以上,高达1000小时。
与喷涂法等相比,涂料的有效利用率可高于95%,槽内涂料是低固体分的水稀释液,黏度小,与水差不多,带出槽外的少,泳涂的湿涂膜是水不溶性的,电泳后可采取UF封闭液水洗回收带出槽的涂料液。
与其他水溶性涂料相比,溶剂含量少,且因低浓度,无火灾危险,涂料回收好,溶剂含量低,对水质和大气污染少,所以电泳涂料是低公害涂料,采用UF和RO装置,实现电泳后的全封闭水洗,可大大减少废水处理量。
电泳涂装所得涂膜的含水量少,溶剂含量少,晾干时间短,可直接进入高温烘干,在烘干的过程中不会出现流痕、溶落、积漆等弊病,所得的涂膜外观好,有较好的展平性。
电泳涂装的局限性在于:
一般电泳涂膜的耐侯性差,在户外使用时需涂面膜;
对挂具的管理要求较严,要确保被涂物良好导电;
仅适用于具有导电性的被涂物涂底漆,如木材、塑料、布等无导电性的物件不能采用这种涂装方法;
具有以下结构的被涂物不宜采用电泳涂装工艺:
1)能带较多污物、污水进电泳槽的结构;
2)能带出较多电泳涂料槽液,多次水洗后仍积液的结构;
3)在水中不能全浸没的结构;
4)由多种金属组合的被涂物,如果电泳特性不一样,也不宜采用电泳涂装工艺;
不能耐高温(165~185℃)的被涂物,也不能采用电泳涂装工艺。
不过近年来在国外已开发成功了在120~150℃下烘干的电泳涂料。
5)对颜色有限定要求的涂装不宜采用电泳涂装,变化涂装工艺;
6)对小批量生产场合也不宜推荐采用电泳涂装,因槽液的更新速度太慢,槽液中的树脂变质和溶剂组成的变动大,而使槽液不稳定。
在近15年来汽车涂装领域汽车车身和车下部件的电泳涂装线几乎全部被阴极电泳涂装法所占领,原采用阳极电泳的涂装经改造改用阴极电泳涂装工艺;新建的电泳涂装线几乎全部采用阴极电泳涂装法。
阴极电泳涂装法和阳极电泳相比具有以下明显的优点:
因被涂物处在阴极,电泳涂装过程中不会产生阳极溶解,使涂膜对底材的附着力和防腐蚀性有所提高;
基于阴极电泳涂料的漆基中,含有对底材具有阻蚀作用的基团(含氮基团),使阴极电泳涂膜的耐腐蚀性显著地优于阳极电泳涂膜。
阴极电泳涂料的泳透力高于阳极电泳涂料,因而使被涂物的内腔和焊缝泳涂得更好。
在近10年中阴极电泳涂料的性能又有很大的改善,并开发了很多新品种,如厚膜阴极电泳涂料、锐边覆盖性能好的阴极电泳涂料等。
基于上述原因,阴极电泳涂膜的耐腐蚀性优于阳极电泳涂膜5~6倍。
采用优质的阳极电泳涂料,在未磷化处理过的车身钢板上耐盐雾性(划伤处扩蚀2mm)约100h左右,在磷化处理过的车身钢板上耐盐雾也360h左右。
而阴极电泳涂料,
在未磷化处理过的车身钢板上耐盐雾性约400~500h,在磷化处理过才车身钢板上耐盐雾性达720h以上。
因此,阴极电泳涂装法已成为提高汽车车身使用寿命(耐腐蚀性)的重要手段之一,若不采用阴极电泳涂层的汽车,在市场上缺乏竞争能力。
第二节电泳涂装工艺及管理要点
电泳涂装工艺一般由涂装前表面处理、电泳涂装、电泳后冲洗、电泳后涂膜的烘干等四道主要工艺(或工序)组成。
电泳涂装的工艺条件(以阴极电泳涂装为例)
槽液的组成方面固体分、灰分、MEQ和有机溶剂含量;
电泳条件方面槽液温度、泳涂电压、泳涂(通电)时间;
槽液特性方面 pH值、电导率;
电泳特性方面库仑效率、最大电流值、膜厚和泳透力。