光伏用水基助焊剂
无卤素低固含水基免清洗助焊剂
压、 加氢催化合成 M D P ,依据化学工程学原理和
过程开发技术 ,解决工业生产主要装置的结构 型式:主要装置的放大原理 ,放大准则和放大
耐压碳酸级聚酯切片
内容简 介 该产 品系在 引进 当代先进 设
备 ,经消化吸 收,部分改进后 ,采用适 当聚合
济效 益和社 会效益显著 ,能替代进 口,市场前 景看好。( 序列号 9 205 0 11 32 000 1 )
长点,促进 了我省精细化工及相关产业的发展,
有 较大 的 经 济效 益和 社 会效 益 ,有 良好 的推 广
应用前景。( 序列号
9 6 0 50 0 0 6 20 00 3 )
维普资讯
要使焊剂的润湿力好,首先得降低水本 身的表 面张力。所以用水作焊剂的溶剂载体,在研制
选材和各种材料的配合上科学性很强,要从研 制材料开始打开研制新一代助焊剂的新思路。
氧乙烯 ( M) E E 是一大类性能优越,亲水亲油性 F
能可调 ,用途广泛的新领域精细化学品 ,其品
香 料 .纺 织 品 、植 物 基 因 活性 剂 、 电镀液 农
工艺 ,通过延长干燥时间,提高温度和调 整模 温等措施生产而成.切片具有优 良的物理机械
性能 ,热稳定和乙醛含量超低等特 点.切 片性
能达到当代 国际先进水平.产品质量经测试 ,
各 项 技 术 指 标 均 符 合 并 超 过 Q 308 NR 12 0 ( / 22 1R 0- 0 2( 瓶级聚酯切片》优 等品 技术要求。切片的加工性能及所致瓶子各项性
间产品三氯氢硅 ,采用连续法生产 Y ,反应中 2 通过温度梯度控制,使反应物进行分步取代, 减少了聚合物的形成和产品 中氯离子的聚集, 产品稳定性得到 了进 一步提高。该新工艺较传
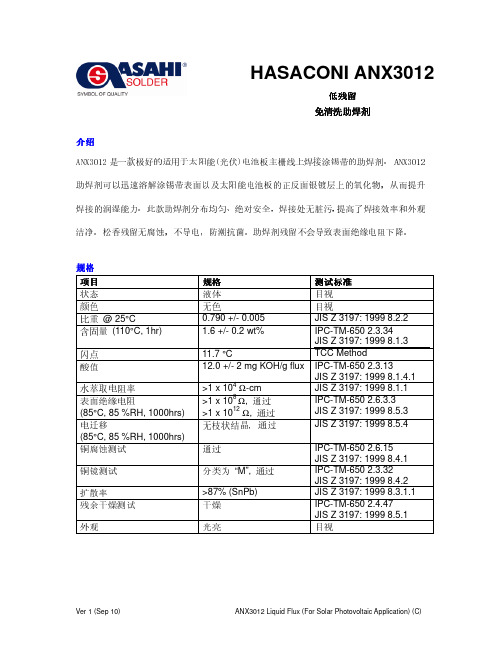
太阳能助焊剂ANX3012
Ve2 Liquid Flux (For Solar Photovoltaic Application) (C)
测试分析
ANX3012 受到不同的测试以评定其可焊性及可靠性,从而向我们的客户保证此助焊剂 的有效性及安全性。
比重对比温度
Plot SG vs Temperature for ANX3012
条件 : 温度 湿度 压 测试电 板 测试 时间
: 85°C : 85 %RH : 100V DC : JIS C 6480 coupon : 1000hrs
: 结果
Test Coupon: “Typical Comb Pattern” (JIS C 6480 coupon)
: > 1 x 10 . 表面绝缘电阻
18 公斤容器。
SINGAPORE ASAHI CHEMICAL & SOLDER INDUSTRIES PTE LTD
47 Pandan Road S(609288) Tel: 6262-1616 Fax: 6261-6311 Website: E-mail: sales@.sg
基于工作效率偏低, 手动涂刷式不做推荐。
焊接方式:
a) 手动焊接 待湿的涂锡带晾至半干, 手动焊接的温度建议 320 - 380°C。 b) 自动焊接 将浸洗过或经过喷雾的涂锡带预热至 50 – 130 °C。 可使用激光,红外,电磁或热风等 自动焊接方式。 推荐焊接温度 280 – 300 °C。
JIS Z 3197: 1999 8.5.4
通过 分类为 “M”, 通过 >87% (SnPb) 干燥 光亮
IPC-TM-650 2.6.15 JIS Z 3197: 1999 8.4.1 IPC-TM-650 2.3.32 JIS Z 3197: 1999 8.4.2 JIS Z 3197: 1999 8.3.1.1
光伏助焊剂结晶
光伏助焊剂结晶摘要:I.光伏助焊剂结晶的概念与特点A.光伏助焊剂的作用B.结晶现象的定义C.结晶对光伏组件的影响II.光伏助焊剂结晶的原因与预防方法A.结晶的原因B.预防结晶的方法III.光伏助焊剂结晶的解决方案A.选择适合的助焊剂B.控制焊接温度C.优化焊接工艺IV.光伏助焊剂结晶的未来发展趋势A.新型助焊剂的研究与应用B.焊接技术的创新C.光伏行业的发展前景正文:光伏助焊剂结晶是光伏组件生产过程中常见的现象,它对光伏组件的性能和寿命有着重要的影响。
为了更好地理解这一问题,我们首先需要了解光伏助焊剂结晶的概念与特点。
光伏助焊剂是用于光伏组件生产过程中焊接环节的一种材料,其作用是将电池片与互联条焊接在一起。
在焊接过程中,助焊剂会受到高温的影响,可能发生结晶现象。
结晶是指助焊剂中的活性成分在高温下固化,形成不溶于溶剂的固体物质。
这种现象可能导致焊接不良,影响光伏组件的性能。
光伏助焊剂结晶的原因主要是助焊剂的成分和焊接过程中的温度控制。
助焊剂中的活性成分和溶剂在高温下发生反应,形成固态物质。
如果焊接温度过高或过低,都可能导致结晶现象。
此外,焊接过程中的气氛和时间也会影响结晶的形成。
为了防止光伏助焊剂结晶,我们可以从以下几个方面进行预防:1.选择适合的助焊剂:选择具有较低结晶温度的助焊剂,以降低结晶现象的发生概率。
2.控制焊接温度:合理设置焊接温度,避免过高或过低,以减少结晶现象。
3.优化焊接工艺:改进焊接方法,如采用波峰焊、选择合适的焊接参数等,以减少结晶现象。
当光伏助焊剂结晶已经发生时,我们可以采取以下方法进行解决:1.选择适合的清洗方法:使用溶剂或超声波清洗,去除结晶物质。
2.检查焊接设备:确保焊接设备工作正常,避免因设备故障导致结晶现象。
3.优化焊接工艺:调整焊接参数,如焊接时间、焊接压力等,以减少结晶现象。
总之,光伏助焊剂结晶是影响光伏组件性能和寿命的重要因素。
通过选择合适的助焊剂、控制焊接温度和优化焊接工艺,我们可以有效预防结晶现象,提高光伏组件的质量和性能。
助焊剂产品说明
干净的焊后PCB表面
42
焊接质量评价
(3)板面清洁度
肉眼观察即可判断NG的焊后PCB表面
43
焊接质量评价
(3)板面清洁度
助焊剂残余的存在是不可避免的事实
44
焊接质量评价
(3)板面清洁度 离子污染测试:IPC-TM-650 2.3.25 测量板面助焊剂残余的萃取液的电阻率 标准判据:≤1.56 gNaCl当量/cm2
(RO)
Moderate (0.5-2.0%)
High (0%)
High (>2.0%)
助焊剂分类型号 ROL0 ROL1 ROM0 ROM1 ROH0 ROH1
10
J-STD-004中的助焊剂分类
助焊剂的载体 活性等级(%卤素含量)
Low (0%)
Low (<0.5%)
树脂
Moderate (0%)
(RE)
Moderate (0.5-2.0%)
High (0%)
High (>2.0%)
助焊剂分类型号 REL0 REL1 REM0 REM1 REH0 REH1
11
J-STD-004中的助焊剂分类
助焊剂的载体 活性等级(%卤素含量)
Low (0%)
Low (<0.5%)
有机物
Moderate (0%)
21
助焊剂涂覆
发泡法助焊剂涂覆的问题: (1) 助焊剂的比重需要小心控制。由于助焊剂暴露于空气中,溶剂的挥发
相当严重进而带来助焊剂比重增加。因此发泡型助焊剂一般会配套稀 释剂 (2) 助焊剂的污染。一部分接触过印刷电路板的助焊剂泡沫最终会回到发 泡槽中,因此也会将印刷电路板上的一些污染物以及大气中的水蒸气 等带入助焊剂。因此发泡型助焊剂经常会出现越用越不好用的现象, 主要原因就是助焊剂中的污染物和水蒸气等增加。经常性更换新的助 焊剂有助于解决这个问题,但是会带来成本的增加。 (3) 发泡石的清洗相当复杂; (4) 工艺参数(如PCB尺寸、传送带速度等)的变化对助焊剂涂覆效果影响 很大。
光伏组件用助焊剂

光伏组件用助焊剂1.引言1.1 概述光伏组件是利用光电效应将太阳能转化为电能的装置。
光伏组件通常由多个光伏电池片组成,这些电池片通过导线连接起来,形成一个功能完整的太阳能发电系统。
在制造光伏组件的过程中,助焊剂是一个至关重要的工艺辅助材料。
助焊剂是一种可以降低焊接温度和改善焊接质量的物质。
它能够在焊接过程中降低金属间的表面张力,使得焊锡更容易和焊接材料(如电池片、导线等)发生化学反应,并形成牢固的连接。
助焊剂的主要成分通常是树脂、活性剂、溶剂等,不同的助焊剂配方适用于不同的焊接材料和工艺要求。
在光伏组件的制造过程中,助焊剂主要应用于焊接电池片和连接导线的步骤。
助焊剂的使用可以提高焊接质量,减少焊接过程中的损伤和缺陷,提高光伏组件的性能和寿命。
同时,助焊剂还可以改善焊接速度和效率,降低生产成本。
然而,助焊剂的应用需要谨慎。
过多的助焊剂使用可能会导致焊接接点不稳定,产生电气性能问题。
因此,在使用助焊剂时需要进行精确的控制和调配,确保焊接质量和稳定性。
综上所述,助焊剂在光伏组件的制造过程中发挥着重要的作用。
它能够提高焊接质量,改善电气性能,提高光伏组件的性能和寿命。
然而,助焊剂的使用需要注意控制,以确保焊接接点的稳定性和可靠性。
未来,随着光伏技术的进一步发展,助焊剂在光伏组件领域的应用将会更加广泛,在提升太阳能转换效率和降低制造成本方面发挥更大的作用。
1.2文章结构文章结构部分的内容可以是以下内容之一:1.2 文章结构文章将分为三个主要部分,分别是引言、正文和结论。
引言部分将介绍本文的背景和意义,概述助焊剂的作用和使用情况,并阐述本文的目的和重要性。
正文部分将详细探讨助焊剂在光伏组件中的应用。
首先,将介绍助焊剂的作用和原理,包括提高焊接质量、保护焊接区域以及促进焊接过程等方面。
然后,将深入分析光伏组件中使用助焊剂的具体方法和技术,包括涂覆技术、焊接工艺参数控制以及助焊剂的选择等方面。
此外,还将探讨助焊剂在光伏组件制造中的优势和局限性,并对其应用的挑战和解决方案进行讨论。
助焊剂(Flux)产品说明及技术要求
环保型、低VOC助焊剂 共同特点: 比重为1.0左右 对预热要求更高,实际板面温度一定要达到120-130摄氏度 焊后残余物极少,板面干净度高
6
环保型、低VOC助焊剂
WB 200
低VOC型助焊剂,VOC含量=1.5%
固体含量:3.5%
无色透明液体
J-STD-004分类:ORL0
无卤素
应用方式:喷雾
11
醇类溶剂型助焊剂 ---- 波峰焊用
免清洗 / 不含松香 = 板面残余物少,干净度好 GOLF 65C 固体含量:2.2% 无色透明液体 J-STD-004分类:ORL0 无卤素 应用方式:喷雾 / 发泡
12
醇类溶剂型助焊剂 ---- 波峰焊用
免清洗 / 含松香 = 可焊性好、但板面残余较多 GOLF 318 固体含量:5.0% 淡黄色液体 J-STD-004分类:ROL0 无卤素 应用方式:喷雾 / 发泡 / 主要用于无铅产品
15
醇类溶剂型助焊剂 ---- 波峰焊用
免清洗 / 含松香 = 可焊性好、但板面残余较多 GOLF 703-RF-7G (重点推荐) 固体含量:5.0% 淡黄色液体 J-STD-004分类:ROL0 无卤素 应用方式:喷雾 / 发泡 / 主要用于无铅产品 与GOLF 703-RF配方体系一致,但固含- 引线/管脚上锡用
免清洗 / 含松香 GOLF 88A 固体含量:13% 淡黄色液体 J-STD-004分类:ROL1 极高的固体含量特别适用于变压器类产品的管脚上锡
22
醇类溶剂型助焊剂 ---- 引线/管脚上锡用
免清洗 / 含松香 GOLF 933 固体含量:13.5% 淡黄色液体 J-STD-004分类:ROL0 无卤素 极高的固体含量特别适用于变压器类产品的管脚上锡
新型水基波峰焊助焊剂的研究

S t u d y o f No— — c l e a n Wa t e r— — b a s e d Wa v e— — s o l d e r i n g Fl u x
W A NG We n— w e n , X I A Q u n—k a n g , L I Y /
l f u x .T h e l f u x w o r k s we l l wi t h l e a d —f r e e s o l d e r .b e s i d e s i t i S h a l o g e n —f r e e。n o n t o x i c a n d o d o u de s s . T h u s i t i s a t y p e o f e n v i r o n me n t a l l y f r i e n d l y l f u x,s a f e a n d e c o n o mi c a l o f c o s t .L a s l t y ,s o me s u g g e s t i o n s a b o u t t h i s l f u x a r e a p p l i e d t o he t w a v e s o l d e r i n g .
摘要 : 研制 了一种以水作 溶剂 的波峰焊助焊剂 。根据助焊剂各组份 的特点 , 分别对其活性剂、 表面活性剂 、 成 膜剂 以及添加物进行 筛选。依据标准对所制备的助焊剂 进行 性能测试 。结果表明 : 该助焊剂各方面都符合 国家标准 , 并且 无卤化物 , 无刺激性气 味, 环
保, 安全 , 节省成本 。最后对该助焊剂在波峰焊 中的应用 给出一些意见 。 关键词 : P C B; 免清洗助焊剂 ; 无铅焊料 ; 波峰焊 中图分类号 : T N 6 0 4 文献标识码 : A 文章编号: 1 0 0 8— 0 2 1 X( 2 0 1 3 ) 1 2—0 0 6 6— 0 3