测量系统分析 Minitab-MSA
计数型MSA(minitab)

数据收集与整理
按照测量计划进行数据收集
按照制定的测量计划,使用合适的测量系统进行数据收集。
数据整理
对收集到的数据进行整理,包括数据筛选、缺失值处理、异 常值处理等。
分析数据并评估测量系统的性能
数据分析
对整理后的数据进行统计分析,包括 描述性统计、假设检验等。
评估测量系统的性能
根据数据分析结果,评估计数型MSA 的测量系统性能,包括稳定性、重复 性、再现性等方面的评估。
进一步研究计数型MSA在不同行业和 领域的应用,以拓展其应用范围。
深入研究计数型MSA与其他测量系统 评估方法的比较和整合,以提供更全 面的测量系统评估方案。
探索使用其他统计软件进行计数型 MSA分析的可行性,以提高分析效率 和准确性。
鼓励更多企业采用计数型MSA来评估 其测量系统性能,以提高产品质量和 生产效率。
同时间或不同操作员检测到的缺陷的一致性来评估。
案例三:产品包装缺陷检测系统
要点一
总结词
要点二
详细描述
产品包装缺陷检测系统是计数型MSA的又一应用案例,用 于检测产品包装的完整性。
产品包装缺陷检测系统通常使用机器视觉技术来识别包装 上的缺陷或瑕疵,如裂缝、污渍、缺失标签等。计数型 MSA可以用于评估产品包装缺陷检测系统的准确性,通过 比较检测到的缺陷与实际存在的缺陷的一致性来评估。此 外,还可以评估产品包装缺陷检测系统的可靠性,通过比 较不同时间或不同操作员检测到的缺陷的一致性来评估。
通过识别和纠正测量系统 中的问题,可以减少不必 要的浪费和返工,从而降 低生产成本。
提高生产效率
准确的测量结果有助于加 快生产速度,提高生产效 率。
ห้องสมุดไป่ตู้
计数型MSA的应用场景
MINITAB使用方法MSA

MINITAB使用方法MSAMINITAB是一款用于统计分析和数据可视化的软件工具,可用于各种统计分析和实验设计。
在质量管理中,特别是测量系统分析(MSA),MINITAB可以帮助分析人员评估测量系统的准确性、稳定性和重复性。
以下是使用MINITAB进行MSA的一般步骤。
1.收集数据:首先,要收集一组测量数据,这些数据代表实际生产环境中的测量结果。
确保数据具有代表性,并包含典型的测量范围。
2.打开MINITAB:启动MINITAB软件,并创建一个新的工作表。
3. 数据导入:将测量数据导入MINITAB。
可以选择使用“Worksheet”菜单上的“Import Data”选项,然后从文件中导入数据。
5.数据分析:使用MINITAB的统计工具进行数据分析。
以下是进行MSA分析的一些重要步骤。
a. 平均值和方差分析:使用MINITAB的“Stat”菜单,选择“Basic Statistics”选项,然后选择“Descriptive Statistics”来计算平均值和方差。
c.方差成分图:MINITAB提供绘制方差成分图的工具,通过显示各个因素的贡献,对测量系统的变异性进行可视化。
d. 标准化指数:使用MINITAB的统计功能来计算测量系统的标准化指数,例如Gage R&R指数。
标准化指数是判断测量系统的稳定性和重复性的一种指标。
6.结果解释和报告:根据分析结果,对测量系统进行评估。
根据需要生成分析报告,包括图形、表格和统计指标。
MINITAB提供了丰富的报告和图形生成工具。
以上是使用MINITAB进行MSA分析的一般步骤。
MINITAB提供了广泛的工具和功能,可用于更高级的MSA分析和其他统计分析任务。
使用MINITAB,用户可以更轻松地收集、分析和解释数据,并在质量管理中做出更准确的决策。
MSA测量系统误差分析Minitab实例

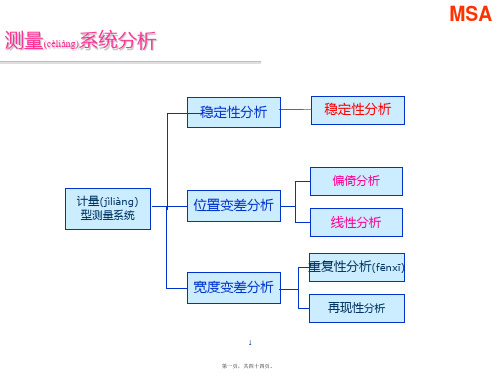
稳定性分析
稳定性分析
计量 型测量系统
位置变差分析 宽度变差分析
1
偏倚分析 线性分析 重复性分析 再现性分析
测量系统分析-稳定性
稳定性 基准值
时间2
时间1
2
统计稳定性(稳定性、 飘移):
测量系统在持续时间 内,测量同一基准或零件 的单一特性时获得的测量 值的总变差。
它反映测量值的分布 规律是否随时间发生变化。
测量样件
随机抽取基准值不同的五个零件(包 括量具的全程)。
用全尺寸检验测量每个零件以确定其 准值并确认了包括量具的操作范围。
通常用这个仪器的操作者中的一人测 量每个零件m≥10次。
计算、作图
判断
17
测量系统的线性与偏倚分析
选取标准样本
确定基准值 测量样件
把5个样件送到一个比待分析的测量系统 更高级别的测量系统上,对每一个样件分 别进行多次测量(≥10),分别取其平均 值,得到5个基准值。
统计稳定性分析指南
选取标准样本 多次测量样本 制作控制图 解释控制图
应选择一个落在过程产品测 量值中程数的产品作为研究的标 准样本。具备预期测量的最低值、 最高值和中程数的标准样本是比 较理想的。建议对上述每个标准 样本分别进行测量和作出控制图。
9
统计稳定性分析指南
选取标准样本 多次测量样本
制作控制图 解释控制图
5.01 5.02
5.00 5.02
5.01 5.02
5.01 5.02
5.00 5.02
5.01 5.03
5.04 5.02
5.03 5.03
5.01 5.01
平均值 5.00 5.02 5.02 5.00 5.00 5.01 5.01 5.01 5.00 5.01 5.01 5.02 5.02 5.02 5.01 5.01 5.01 5.01 5.01 5.01 5.01 5.01 5.03 5.03 5.01 极差 0.02 0.01 0.01 0.01 0.00 0.02 0.02 0.02 0.01 0.02 0.02 0.01 0.02 0.02 0.01 0.02 0.03 0.02 0.02 0.01 0.02 0.03 0.02 0.01 0.01
Minitab在MSA中运用

Minitab在MSA中的应用导言测量系统分析(Measurement System Analysis,MSA)是确保测量结果的准确性和可靠性的关键过程。
在质量管理和过程改进中,MSA是至关重要的工具,可帮助组织评估其测量系统的性能并做出相应的调整。
Minitab是一种功能强大的统计软件,被广泛应用于数据分析和质量管理领域。
在MSA中,Minitab提供了一系列强大的功能和方法,用于分析和评估测量系统的性能。
Minitab中的基本概念在开始介绍Minitab在MSA中的具体应用之前,我们首先了解一些Minitab中的基本概念。
数据输入Minitab提供了多种数据输入方式,包括手动输入、复制粘贴和导入外部文件等。
用户可以根据实际情况选择最适合的数据输入方式。
工作表Minitab使用工作表的概念来组织和管理数据。
用户可以在一个工作表中输入多个变量的数据,每列表示一个变量,每行表示一个观测值。
数据清洗和准备Minitab提供了一系列数据清洗和准备工具,用于处理缺失数据、异常值和重复数据等。
这些工具可以帮助用户在进行MSA之前,将数据整理成可分析的形式。
统计分析和图表展示Minitab提供了丰富的统计分析和图表展示功能,用于探索数据的特性和关系。
用户可以通过Minitab生成直方图、散点图、箱线图等各种图表,同时还可以计算均值、方差、标准差等统计指标。
Minitab在MSA中的运用Gage R&R分析Gage R&R(Repeatability and Reproducibility)分析是MSA的核心内容之一,用于评估测量系统的可重复性和可再现性。
Minitab提供了一种简单且全面的方法来执行Gage R&R分析。
首先,用户需要将测量数据输入Minitab的工作表中,并确保每列代表一个变量,每行代表一个观测值。
然后,通过导航栏中的。
测量系统分析 Minitab-MSA

2、为什么要进行测量系统分析
要点: • 对控制计划中列入的测量系统要进行测量系
统分析。 • 测量分析方法及接受准则应与测量系统分析
参考手册一致。 • 经顾客批准,可以采用其它方法及接受准则。 • PPAP手册中规定:对新的或改进的量具、测
量和试验设备应参考MSA手册进行变差研究。 • APQP手册中,MSA为“产品/过程确认”阶段
2
3
Precision to Tolerance Ratio---P/T
Precision to Total Variation Ratio---P/TV
%Contribution
Minitab
显示:-> %Tolerance
%Study Var %Contribution
%Tolerance 5.15 MS 100%
• 测量:赋值给具体事物以表示它们对于特定 特性之间的关系。
• 测量过程:赋值过程定义为测量过程。 • 测量系统:是对测量单元进行量化或对被测
特性进行评估,其所使用的仪器、量具、标 准、操作、方法、夹具、人员、软件及环境 的集合,用来获得测量结果的整个过程。 • 测量系统分为计量型测量系统与计数型测量 系统
22
Gage R&R 评价指标
评价指标
1. %Contribution =
σ2MS σ2Total
× 100%
2. %Study Variation =
σMS σTotal
× 100%
3. %Tolerance = 5.15 × σMS Tolerance
× 100% *( Tolerance = USL-LSL)
from that of the process
minitab之MSA篇

計算控制界限,並用圖判定是否穩定
後續持續點圖,判圖
保留記錄
稳定性分析的做法
決定要分析的測量系統 選取一標准樣本,取值參考值
請現場測量人員連續測量 25組數據每次測量2~5次
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
选取一标准样品 控制计划中所提及的产品特性 控制计划中所提及的过程特性 取出对产品特性或过程特性有代表 性的样本。 针对本样本使用更高精密度等级的 仪器进行精密测量十次,加以平均, 做为参考值。
稳定性分析的做法
決定要分析的測量系統 選取一標准樣本,取值參考值
請現場測量人員連續測量 25組數據每次測量2~5次
保留记录 各项的线性分析的记录要保存下来, 可以和PPAP档案存放在一起,以有 效证明公司的测量仪器其测量能力是 足够的。
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
重复性(Repeatability)
重复性是由一个评价人,采用 一种测量仪器,多次测量同一 零件的同一特性时获得的测量 值变差。
重复性
再现性(Reproducibility)
再现性是由不同的评价人,采 用相同的测量仪器,测量同一 零件的同一特性时测量平ity)
保留記錄
稳定性分析的做法
決定要分析的測量系統 選取一標准樣本,取值參考值
請現場測量人員連續測量 25組數據每次測量2~5次
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
後續持續點圖,判圖
保留記錄
后续持续点图、判图 如果前面的控制图是稳定的,那么就可以 将此控制界限做为控制用控制界限。 我们后续就固定时间,使用同样的样本、 同样的测量仪器,同样的测量人员。 此时由于样本、仪品、人都是固定的,所 以如果绘出来的图形有异常,一般就代表仪 器有问题,要进行相应的处理。 异常的判定 点:一点超出控制界限 线:连续七点上升,连续七点下降,连绩 七点在同一侧。 面:非随机性分析,在+-1sigma的范围 内应覆盖68%的概率。
MINITAB使用方法MSA资料
MINITAB使用方法MSA资料MINITAB是一款流行的统计分析软件,常用于数据分析和质量控制。
其中,MSA(测量系统分析)是MINITAB的重要功能之一,用于评估测量系统的准确性、精度和稳定性。
以下是使用MINITAB进行MSA分析的基本步骤和操作指南。
1.数据准备在进行任何分析之前,首先需要准备好所需的数据。
通常,MSA分析需要测量值和重复测量的数据。
确保数据的可靠性和准确性非常重要。
2.导入数据在MINITAB中,打开一个新的工作表,并将数据导入其中。
可以通过以下途径导入数据:直接输入数据,从文本文件中导入,从其他软件(如Excel)中复制粘贴数据。
3.创建测量系统分析工作表在MINITAB的菜单栏中,选择「Stat」-「Quality Tools」-「Measurement Systems Analysis」-「Gage Study(Crossed Design)」来创建测量系统分析工作表。
4.定义变量在弹出的对话框中,选择要分析的测量变量和因子,并定义各个变量的类型。
对于连续型变量,选择「Continuous Data」;对于离散型变量,选择「Attribute」。
根据实际情况,可能还需要定义其他属性,如测量上限、下限、精度等。
5.输入数据在测量系统分析工作表中,输入数据。
确保按照所定义的变量类型正确输入数据。
6.运行分析点击工具栏上的「OK」按钮,开始运行测量系统分析。
MINITAB将根据提供的数据,进行分析并生成结果。
7.分析结果解读8.结果解释和改进根据分析结果,评估测量系统的性能,并提出可能的改进措施。
根据分析结果的可行性,决定是否需要更换测量方法、设备或校准过程。
9.保存和导出结果在完成分析后,可以选择将结果保存为MINITAB项目文件(.MTB)或导出为其他常用格式,如Excel文件或PDF文档。
总结:MINITAB是一款强大的统计分析软件,可用于执行多种数据分析任务,包括MSA(测量系统分析)。
Minitab测量系统分析MSA

4.4(1).依次在选择栏中依次选择各项填入待选栏
选择栏 按名称依次 选择 待选栏
选择方差分 析更准确
(2).在量具信息与选项栏分别填入相关资料与信息。
填入相关 资料
一般为6 倍标准差 零件公差 规格
注:其他选项若无要求,选择 默认项,不做改动。
4.5、结果生成:数据表与图表
图表分析表
数据会话表
10%~30% 10%~30% >30% >30%
贡献率0.4%,小于1%,测 量系统可接受 %研究变异为6.29%,小于 10%,测量系统可接受 %公差为9.69%,小于10%, 测量系统可接受
可区分数为22,大于10, 测量系统可接受
(2)数据分析: A.方差分析表
B.量具R&R表
结果 1.测量系统可接受。 2.测量系统是否接受取决于具体应 用、测量设备成本、维修成本及其 他因素。 3.测量系统不可接受并应予以改进。 %贡献 <1% 1%~10% >9% %研究变量 <10% %公差 <10% 可区分的类别数 >10 5~10 <5
MSA测量系统应用Minitab分析 及使用方法
1. MSA(Measurement System Analysis)——测量系统分析。 是使用数理统计和图表的方法对测量系统的分辨率和误差 进行分析,以评估测量系统的分辨率和误差对于被测量的 参数来说是否合适,并确定测量系统误差的主要成分。 2.测量系统分析的必要性 测量系统必须有良好的准确性与精确性。
4.详细步骤:(以测量曲柄轴外径尺寸为例) 4.1如图所示
统计 质量工具 量具研究
创建量具 R& R研究 工作表
4.2(1)要要求生成《创建量具R&R研究工作表》。
测量员 数量 待测零 件数 测量员 名字
msa minitab例题详解
msa minitab例题详解MSA(Measurement System Analysis)是对测量系统进行全面评估的一种统计技术,主要用于确定测量系统测量的准确性、重复性和再现性。
在质量控制领域,MSA是确保测量数据准确性的重要手段。
以下是一个使用MINITAB软件进行MSA分析的示例:1. 假设我们要分析一个测量设备在测量长度方面的准确性,首先需要收集数据。
可以请3名检验员使用该设备对同一个部件进行多次测量,得到一系列的测量值。
将这些数据记录在表格中,包括检验员编号、部件编号、测量长度等。
2. 将数据输入MINITAB软件中,选择“质量工具”-“量具研究”-“量具R&R研究(交叉)”。
3. 在弹出的对话框中,输入检验员编号、部件编号和测量长度等变量,并指定部件号和检验员作为分类变量。
点击“确定”开始分析。
4. MINITAB软件会自动进行方差分析,计算测量系统的重复性和再现性。
分析结果会显示量具的R&R值、P/T值、可区分类别数等指标。
5. 根据分析结果,可以对测量系统进行评估。
如果R&R值和P/T值都大于30%,则说明测量系统的重复性和再现性较差,需要采取措施改进。
如果可区分类别数小于5,则说明测量系统的分辨力较低,也需要进行改进。
6. 如果需要进一步了解方差的构成,可以在MINITAB中选择“方差分量”,软件会分别计算重复性和再现性的方差分量,以及合计量具R&R的方差分量。
这些信息有助于了解测量系统各组成部分对总变异的贡献。
7. 除了方差分析外,还可以使用线性回归分析等方法对测量系统进行分析,以评估其准确性和可靠性。
例如,可以请更高一级别的测量设备对同一部件进行多次测量,取其平均值作为真值,然后将该值与被评估设备的测量值进行线性回归分析,以评估被评估设备的准确性。
8. 在完成MSA分析后,可以根据分析结果采取相应的措施,如对设备进行校准、培训检验员等,以提高测量系统的准确性和可靠性。
Minitab-minitab之MSA篇 精品
时间1
线性(Linearity)
线性是在量具预期的工作范围内,偏倚值的差值
基准值
基准值
观测平均值
量程
线性(Linearity)
观测平均值
有偏倚 无偏倚
基准值
基准值
Case study
(你喜欢什么类型仪器)
基准值
基准值
观测平均值
观测平均值
观测平均值
稳定性分析的做法
決定要分析的測量系統
選取一標准樣本,取值參考值
後續持續點圖,判圖
保留記錄
稳定性分析的做法
決定要分析的測量系統
選取一標准樣本,取值參考值
請現場測量人員連續測量 25組數據每次測量2~5次
将数据输入到minitab中。 计算每一组的平均值 计算每一组的R值。 计算出平均值的平均值 计算出R的平均值。
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
後續持續點圖,判圖
保留記錄
稳定性分析的做法
決定要分析的測量系統
選取一標准樣本,取值參考值 請現場測量人員連續測量 25組數據每次測量2~5次
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
後續持續點圖,判圖
计算控制界限 平均值图:Xbarbar+-A2Rbar, Xbarbar R值图:D4Rbar, Rbar, D3Rbar
請現場測量人員連續測量 25組數據每次測量2~5次
自控制计划中去寻找需要分析的测量 系统,主要的考虑来自:
控制计划中所提及的产品特性 控制计划中所提及的过程特性
輸入數據到EXCEL,Xbar-R表格中
計算控制界限,並用圖判定是否穩定
(整理)MSA测量系统误差分析Minitab实例
23
第二十三页,共四十四页。
测量系统(xìtǒng)的线性与偏倚分析
2、选择统计-质量工具-量具研究(yánjiū)-量具线性和偏移研究。
MSA
如图示: 1、在部件号中,输入部件 〔零件号〕;
2、在参考值中,输入主要参考 值〔基准值〕;
3、在测量数据中,输入响 应(测量值〕; 4、在过程变异中,输入 过 程变异值〔可使用方差分 析法从量具 R&R 研究 (yánjiū)中获得,可空白〕;
3、点击“确定〞。
26
第二十六页,共四十四页。
测量系统(xìtǒng)的线性与偏倚分析
计算、作图
判断
17
第十七页,共四十四页。
测量(cèliáng)系统的线性与偏倚分析
MSA
选取标准样本
确定基准值
❖ 把5个样件送到一个比待分析的测量系统更高级 别的测量系统上,对每一个样件分别进行屡次测 量〔≥10〕,分别取其平均值,得到5个基准值。
测量(cèliáng)样 件
计算(jì suàn)、 作图
测量(cèliáng)系统分析
稳定性分析
稳定性分析
MSA
计量(jìliàng) 型测量系统
位置变差分析
偏倚分析
线性分析
宽度变差分析
1
第一页,共四十四页。
重复性分析(fēnxī) 再现性分析
测量(cèliáng)系统分析-稳定性
MSA
稳定(wěndìng)性
基准值
时间2 时间1
统计稳定性〔稳定性、 飘移〕:
MSA
如图示: 1、选择:图表的所有观测值均在 一列中。 2、在子组大小中,输入 3。 3、双击左侧“检测值〞,到右 侧空白处。 4、根据需要点击(diǎn jī)其他选项, 填充相关内容,如“标签〞选项, 也可不管; 5、点击“确定〞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
2、为什么要进行测量系统分析 2.2客观需要
变差
輸入
变差
輸入/輸出
所得結果
輸出
製程變差
制程
测量过程
+
測量變差
有多大? 有什么影响 ?
若我们要知道制程输出是否达到要求及在控制之内, 所用的测 量系统必须具备足够能力去量度制程的变差, 原因是测量过程 本身亦存在一定的变差, 所以我们必须对所选用的测量系统/仪 器先作一些统计分析,才可决定这测量统/仪器是否适用.
• 样品的选择 • - 能否获得代表生产过程的样品, 样品必须是选自于过程 • 并且代表整个的生产的范围 • 编号 • - 必须对一个零件编号以便于识别 • 分辨力 • - 仪器的分辨力至少直接读取特性的预期过程变的十分之 一, 例如,如果特性的变为0.001, 仪器应能读取0.0001 的变化 确保测量方法 • 确保测量方法 • - 遵守规定的测量程序 • (测量应按照随机顺序,以确保整个研究过程中产生的任何漂 移或变化将随机分布)
19
Gage R&R Study
观测值(测量值)的波动要素
+
真值 (实际工程的波动) 误差 (测量波动)
=
测定值 (被观测的波动)
在测定过程中得到的测量值里一般包含着实际工程的变动和根据 测量系统的变动。 被观测的变动( 2total ) 测量变动 ( 2MS ) = 工程的变动 ( 2p ) + 测量变动 ( 2MS )
堆积数据:把所有被测对象放在1 列,所有测量者放在第2列,测量 结果放在第3列。 这意味着如果有: 10个被测对象 3个测量者 2次重复测量
测量系统分析 MSA-Minitab
相关内容
1、什么是测量系统 2、为什么要进行测量系统分析 3、测量系统变差的种类与定义 4、测量系统研究的准备 5、计量型测量系统分析指南 (偏倚,稳定性, 线性,重复性 & 再现性) 6、计数型测量系统分析指南 7、测量系统分析的时机
2
1、什么是测量系统
• 量具:任何用来获得测量结果的装置;经常 用来特指用在车间的装置;包括用来测量合 格/不合格的装置。 • 测量:赋值给具体事物以表示它们对于特定 特性之间的关系。 • 测量过程:赋值过程定义为测量过程。 • 测量系统:是对测量单元进行量化或对被测 特性进行评估,其所使用的仪器、量具、标 准、操作、方法、夹具、人员、软件及环境 的集合,用来获得测量结果的整个过程。 • 测量系统分为计量型测量系统与计数型测量 系统
测量系统误差
线性
仪器的全体测量可能范围内的倾斜差异。
观测值 倾斜 无倾斜
真值
真值 1
观测值1
真值 2
观测值2
倾斜大
倾斜小
• • • • • •
测定的下限范围
测定的上限范围
11
测量系统误差
稳定性
把同样的特性在不同的时间点用同样的Gage测量的结果平均值差异
。
稳定性
时间点 1
时间点 2
12
测量系统误差
重复性
同样人使用同样部品、同样特性、同样机器反复测定得到的测量值之间 散布。
基准值
基准值
平均
平均
好的重复性
13
不好的重复性
测量系统误差
再现性
测量同一特性时,互相不同的人使用同样机器得到的测量值
之间的平均差。
评价者 A 评价者B 评价者 C 评价者 B
评价者 A
评价者 C
基准值
基准值
A B C 好的再现性
22
Gage R&R 评价指标
评价指标
σ2MS 1. %Contribution = 2 σ Total
2. %Study Variation = 3. %Tolerance =
× 100% × 100% × 100% *( Tolerance = USL-LSL)
样品散布(σ )
σMS σTotal
-2.575
+2.575
99%
5.15
5.15 标准误差包含了正态分布的99%。
2. 对于单边规格限:
在分子中使用2.575 gage (即5.15/2 = 2.575) 公差= USL – 平均值 或 平均值 - LSL
总是使用历史 平均值
27
Minitab要求数据排成3列...
Part # 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 1 1 2 2 Oper 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 Length
步骤 1. 选定代表工程长期变动的10个标本
2. 测定器的校正 3. 让第一个作业者对所有标本任意顺序各做一次测定 (Blind Measurement) 4. 让第二个作业者按同样地方法实施 (所有作业者相同) 5. 以同样的方法按必要的次数反复测定 6. 得到的DATA输入Minitab并进行分析
重复性和再现性与容
MS MS % Contributi on 100% %Study Var 100% 2 Total total
重复性和再现性与总过
差
的百分比
程偏差的百分比
测量系统的方差与总 过程方差的百分比
-容差百分比
量具相对于规范的 测量能力;
-调查百分比
-贡献百分比
17
4、测量系统研究的准备
• 先计划将要使用的方法 • - 通过使用工程决策; 目视观察或量具研究 确定 (考虑再现性会否影响) • 条件 • - 评价人的数量,样品数量及重复读数次数; 尺 寸的关键性、 零件结构 • 评价人的选择 • - 评价人的选择应从日常操作该仪器的人中 挑选
18
4、测量系统研究的准备
Actual Process Variation
Measurement Process Variation
Long-term Process Variation
Short-term Process Variation
Variation within sample
Variation due to gage
3
1、什么是测量系统
人 设备 材料 方法 程序 输入 输出
测量过程
数据
4
2、为什么要进行测量系统分析
2.1、TS16949标准
要素7.6.1 • 为分析各种测量和试验设备系统测量结果 的变差,必须进行适当的统计研究。此要 求应用于控制计划中提及的测量系统 • 所有的分析方法及接受准则必须与顾客关 于测量系统分析参考手册一致。如经顾客 批准,也可采用其它分析方法及接受准则
观测值(测量值)的变动要素
被观测的变动(2total )
实际工程的变动 ( 2p )
测量系统变动(2MS )
再现性( 2Reproducibility )
重复性( 2Repeatability )
21
Gage R&R 步骤
一般事项 – 一般对2 ~ 3名作业者(平时检查的作业者)实施 – 一般用10个部品为对象测定 – 一般2 ~ 3回反复测定
5
2、为什么要进行测量系统分析
要点: • 对控制计划中列入的测量系统要进行测量系 统分析。 • 测量分析方法及接受准则应与测量系统分析 参考手册一致。 • 经顾客批准,可以采用其它方法及接受准则。 • PPAP手册中规定:对新的或改进的量具、测 量和试验设备应参考 MSA 手册进行变差研究。 • APQP手册中, MSA为“产品/过程确认”阶段 输出之一。 • SPC手册指出MSA是控制图必需的准备工作。
5.15 × σMS Tolerance
p 4. Number of distinct categories = Round { × 1.41 } 测定散布(σMS) (分辩指标)
分辩指示意味着测量系统能区别的样品散布。即, 区别工程散布区间的 数。
• 分辩率为3时 例
23
连续数据测量系统分析
测量系统的能力---3个重要指数
14
A
B 不好的再现性
C
测量系统误差
既不精密又不正确
正确但不精密
精密但不正确
15
既正确又很精密
测量系统评价
测量误差的评价 平均 正确性 校正分析 (Calibration Study)
倾斜
total product MS
散布 精密度
2 total
散布பைடு நூலகம்
R&R Study
2
测量波动再区分为重复性和再现性。 = 重复性( 2Repeatability ) + 再现性( 2Reproducibility )
重复性和再现性两种波动的和。即,测量系统的波动叫 Gage R&R.
对测量系统波动的分析也可以认为是精密度的分析,称为Gage R&R study.
20
Gage R&R Study
- 在部品管理的测面, 在制品符合判定更重要时 优先确认%Tolerance - 工程管理用或工程显示用时 优先确认 %Study Var
25
计量型 Gage R&R
标本的选定
标本一般为10个,能 代表工程的散布。
假如标本只选定接近工程平均的时,测量能力
评价指标将会比实际差。
标本反映部品的实际散布(工程变 动)时才有意义。
Variation due to operators
“Other” Sources
- Environmental - etc.
Repeatability
Calibration