ansys切削加工受力分析
基于ANSYS的高速铣削立铣刀切削受力及变形的研究

基于ANSYS的平面端铣模态及切削响应分析
基于ANSYS的平面端铣模态及切削响应分析
ANSYS是一种通用的有限元分析软件,广泛应用于各种工程领域。
在机械加工领域,
端铣是常用的一种切削工艺,因此对其进行模态和切削响应分析可以帮助我们了解切削过
程中的动力学特性和切削质量。
我们需要建立端铣刀具和工件的几何模型。
可以使用ANSYS提供的CAD工具或导入外
部CAD文件来创建几何模型。
模型包括刀具的几何形状,切削刀片的材料参数等。
接下来,我们需要定义切削过程的边界条件。
这包括给定刀具和工件的初始位置和速
度等。
在ANSYS中,可以使用边界条件和加载器来定义这些边界条件。
然后,我们需要定义材料的本构模型和切削力模型。
根据材料的力学特性和实际的切
削过程,选择合适的本构模型和切削力模型。
ANSYS提供了各种标准的材料模型和切削力
模型,并可以根据需要进行定制。
接下来,我们可以进行模态分析。
模态分析可以帮助我们了解系统的固有频率和振型。
在ANSYS中,可以使用模态分析工具计算出系统的固有频率和振型,并可以通过模态动力
学分析模块进行后续的振动分析。
我们可以进行切削响应分析。
切削响应分析可以帮助我们了解切削过程中的切削力、
表面粗糙度、切削温度等参数。
在ANSYS中,可以使用切削仿真工具进行切削响应分析,
并可以通过改变刀具参数和切削参数来优化切削过程。
基于ANSYS的平面端铣模态及切削响应分析可以帮助我们深入理解切削过程的动力学
特性和切削质量,并为优化切削过程提供指导。
希望以上内容能对你有所帮助。
基于ANSYS的金属切削过程的有限元仿真-

金属切削理论大作业2017年04月1基于ANSYS金属切削过程的有限元仿真付振彪,2016201064天津大学机械工程专业2016级研究生机械一班摘要:本文基于材料变形的弹塑性理论,建立了材料的应变硬化模型,采用有限元仿真技术,利用有限元软件ANSYS,对二维正交金属切削过程中剪切层及切屑的形成进行仿真。
从计算结果中提取应力应变云图显示了工件及刀具的应力应变分布情况,以此对切削过程中应力应变的变化进行了分析。
关键词:有限元模型;切削力;数学模型;二维模型;ANSYS1 绪论1.1金属切削的有限元仿真简介在当今世界,以计算机技术为基础,对于实际的工程问题应用商业有限元分析软件进行模拟,已经成为了在工程技术领域的热门研究方向,这也是科学技术发展所导致的必然结果。
研究金属切削的核心是研究切屑的形成过程及其机理,有限元法就是通过对金属切屑的形成机理进行模拟仿真,从而达到优化切削过程的目的并且可用于对刀具的研发。
有限元法对切屑形成机理的研究与传统的方法相比,虽然都是对金属切削的模拟,但是用有限元法获得的结果是用计算机系统得到的,而不是使用仪器设备测得的。
有限元法模拟的是一种虚拟的加工过程,能够提高研究效率,并能节约大量的成本。
1.2研究背景及国内外现状最早研究金属切削机理的分析模型是由Merchant [1][2],Piispanen[3],Lee and Shaffer[4]等人提出的。
1945 年Merchant 建立了金属切削的剪切角模型,并确定了剪切角与前角之间的对应关系这是首次有成效地把切削过程放在解析基础上的研究,成功地用数学公式来表达切削模型,而且只用几何学和应力-应变条件来解析。
但是材料的变形实际上是在一定厚度剪切区发生的,而且它假设产生的是条形切屑,所以该理论的切削模型和实际相比具有很大的误差。
1951 年,Lee and Shaffer 利用滑移线场(Slip Line Field)的概念分析正交切削的问题。
基于ANSYS的平面端铣模态及切削响应分析
基于ANSYS的平面端铣模态及切削响应分析ANSYS是一种广泛应用的工程仿真软件,它可以用于进行结构分析、流体力学分析、热传导分析等多个领域。
在机械加工领域中,利用ANSYS进行平面端铣模态及切削响应分析可以帮助工程师们更好地了解加工过程中的振动情况、动态响应以及材料削除过程中的变形情况,从而为加工工艺的优化提供依据。
本文将以一种典型的基于ANSYS的平面端铣模态及切削响应分析为例,介绍其分析步骤、关键参数以及分析结果,以供相关领域的研究人员和工程师参考。
1.问题描述假设我们需要对一个工件进行平面端铣加工,工件材料为硬度较高的金属材料,为了避免加工过程中因振动过大而导致的加工质量下降和刀具寿命降低的问题,需要对平面端铣切削过程中的模态及切削响应进行分析。
2.建模首先需要通过CAD软件对工件和刀具进行建模,然后导入到ANSYS中进行网格划分,生成有限元模型。
在建立模型时需要注意考虑到切削过程中材料的削除情况,以及工件和刀具的接触情况。
3.材料参数在进行有限元分析时,需要输入材料的杨氏模量、泊松比等材料参数。
这些参数将对振动模态和切削响应产生影响。
4.加载和约束条件在进行模态分析时,需要对模型施加适当的加载和约束条件,以模拟真实的工况。
在平面端铣切削过程中,刀具对工件的切削力是一个动态载荷,需要将这一载荷施加到模型中。
还需要考虑到工件的夹持情况和刀具的边界条件,以保证分析结果的准确性。
5.模态分析通过ANSYS进行模态分析,可以得到工件在不同频率下的振动模态及振型。
这些振动模态将帮助我们了解工件在加工过程中的振动情况,从而为减少振动提供依据。
6.切削响应分析在模态分析的基础上,进行切削响应分析。
通过施加切削载荷,可以得到工件在切削过程中的动态响应,比如振动幅值、振动频率等。
这些响应将帮助我们评估加工过程中的稳定性和精度。
7.结果分析分析模态及切削响应的结果,对比不同工艺参数下的分析结果,找出影响加工质量和刀具寿命的关键因素。
基于ANSYS模拟金属切削切削力变化的数值仿真
基于ANSYS模拟金属切削切削力变化的数值仿真李根天津理工大学天津300384摘要:本文是基于金属切削的基本理论,借助ANSYS软件从刀具,工件的材料选取以及ansys模型的建立中都符合实际的进行了准确设置,最终得到切削力的变化曲线,目的就是为了预测切削力的变化,为进一步对刀具破损,磨损和切削振动等方面进行研究提供数据,节约实验成本。
关键词:ANSYS;切削力:仿真;分析1 前言切削加工机理很复杂,它涉及到金相学、弹性力学、塑性力学、断裂力学、传热学以及摩擦接触、润滑等很多领域,受工件材料、刀具参数、加工工艺等多方面的影响,这些都给切削力的建模计算带来了困难。
以往切削力的主要研究方法是在切削理论研究的基础上建立切削力的解析表达式,搭建切削实验平台拟合得到切削力经验公式。
传统的通过搭建实验平台获取切削力的方法只能获得特定加工工艺下特定刀具、工件参数的结果,其结果的准确性依赖实验平台搭建的合理与否,并且实验周期长,相对花费比较高[1]。
随着有限元技术的不断发展和完善,有限元商业软件日益成熟利用计算机仿真切削过程逐渐成为切削力研究的主要方向,通过有限元软件建立切削力模型,可以根据具体的材料参数、刀具模型及边界条件进行灵活的处理,仿真周期短,结果直观。
本文就是基于ANSYS软件对于刀具切削过程中切削力的分析仿真,获得研究刀具性能的大量数据,不仅使刀具研究、刀具产品的开发更加精确、可靠,并且大大缩短了研究开发的周期,节省了用于样品试制及实验设备等方面的费用。
2 建模与计算2.1 基本理论金属切削过程中切削力只要来源于以下两个方面[2]:(1)切削层金属,切屑和工件表面层金属的弹性、塑性变形所产生的抗力。
(2)刀具与切屑、工件表面间的摩擦阻力。
因此,在金属切削过程中仿真要考虑的因素很多,其中主要有以下三个方面:首先,在切削过程中,材料模型既有弹性变形,又有塑性变形。
被剪切工件材料由弹性变形到塑性变形,最后被撕裂并脱离已加工表面形成切屑,整个切削过程是一个非常复杂的非线性问题。
基于ANSYS的回转轴零件均布切向面力静力学分析
在机械设计过程中,设计的很多机器都会包含轴这个关键零件。
轴是支撑轴部件的关键部件,传递运动和动力,在工程中应用广泛[1]。
在设计计算时,轴设计校核也占很大的比重。
随着机器不断的升级改造,轴零件变得越来越复杂,工程技术人员往往采用传统的机械设计理论进行计算,结果往往不准确。
因为轴在应用过程中会承受很大的载荷,还会受自身重力的影响。
有些轴为满足实际需要,结构通常设计得比较复杂,通过单纯计算校核并不能准确分析出是否满足实际工况。
此外,轴在运转时转速很大,若发生失效将可能造成整机报废,甚至危及人身安全。
同时,在轴加工过程中,工时较长,要求加工的精度高,加工产生的能耗相对较大。
生产试用阶段发现轴不符合实际要求再修改设计,会严重拖延生产工期,造成大量的能耗。
因此,对轴进行深入的结构分析在机械设计中显得十分重要,目的在于了解结构强度总貌,找出薄弱部分进行改进设计,以满足结构在功能、形状、重量以及寿命方面的要求[2]。
1 主轴的受力分析轴零件的弹性静力学分析。
在最顶部的回转面(不包括边倒圆面)上,受到逆时针方向(由上往下看)均匀分布的切向面力25MPa。
轴横向放置,必须考虑重力的影响[3]。
所要分析的轴材料为45#钢,其弹性模量为200GPa (200×109Pa),泊松比为0.3。
2 ANSYS载荷工况在轴分析的应用分析的主要步骤为:(1)建立模型;(2)加载求解;(3)看分析结果。
其中,所述模型包括限定的参数、实体建模和啮合;包含装载的负荷被施加,以及解决操作的边界条件;查看方式,查看分析结果包括评估结果和分析结果[4]。
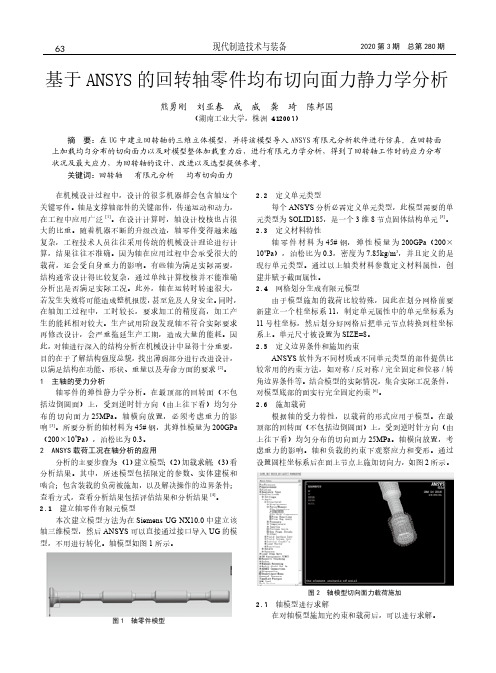
2.1 建立轴零件有限元模型本次建立模型方法为在Siemens UG NX10.0中建立该轴三维模型,然后ANSYS可以直接通过接口导入UG的模型,不用进行转化。
轴模型如图1所示。
图1 轴零件模型2.2 定义单元类型每个ANSYS分析必需定义单元类型,此模型需要的单元类型为SOLID185,是一个3维8节点固体结构单元[5]。
基于Ansys的金属切削过程分析研究

江苏科技大学本科毕业设计(论文)学院机电与汽车工程学院专业机械电子工程学生姓名周华兵班级学号1145523238指导教师邱小虎二零一五年六月江苏科技大学本科毕业论文基于Ansys的金属切削过程分析研究Research on metal cutting process based on Ansys摘要本文通过对金属切削过程进行深入的理论分析,以材料变形的弹塑性有限元理论为基础,建立了45号钢材料的正交切削有限元分析模型,借助大型商业有限元软件ANSYS 强大的大变形分析功能,对45号钢材料正交金属切削过程进行了模拟分析。
对切削过程中的两个重要部分:应力场、温度场进行模拟分析。
由于在现有的ANSYS软件中,用于切削过程分析中的直接热结构耦合单元较少,且分析过程大多不稳定,难度较大,在本文中分别采用不同的单元类型和分析类型将应力和热分开分析,得到更稳定直观的分析结果。
在应力场分析中,讨论了工件的残余应力、残余应变、切削过程中工件、切屑、刀具的应力分布,以及工件与切屑的接触类型,切削分离等问题。
在温度场分析中,单独考虑工件与刀具的接触类型,为相对滑动,因此建立了两者的滑动摩擦分析模型,通过模拟切削过程中的摩擦生热,分析了工件和刀具在切削过程中的温度场分布。
通过对金属切削过程的模拟研究,能得到直观的变量数据,对深入研究切削机理、设计和选用相关的切削工艺参数提供重要的理论指导和参考依据。
关键词:ANSYS;金属切削;有限元;应力场;温度场AbstractMetal cutting process is theoretically analyzed in the paper,Based on the elastic-plastic finite element theory of material deformation,The FEA model of the orthogonal cutting of 45 steel materials is established,With the large commercial finite element software ANSYS powerful large deformation analysis function,A simulation analysis of the orthogonal metal cutting process of the 45 steel material is carried out.Two important parts of cutting process: stress field and temperature field simulation analysis.Because of the existing ANSYS software, the direct thermal structure coupling unit is less, and the analysis process is mostly unstable, and it is difficult to process.In this paper, the stress and heat of different element types and analysis types are separately analyzed, and more stable and intuitive results are obtained.In the analysis of stress field, and discusses the workpiece residual should force, residual strain, cutting in the process of workpiece and cutting chip, tool stress distribution, and the workpiece and chip contact type, the cutting separation.In the temperature field analysis, the contact types of the workpiece and the cutter are considered separately, and the sliding friction model is established,Through the simulation of friction heat in the cutting process, analyzes the distribution of workpiece and cutting tool in the cutting process the temperature field.Through the simulation study on the metal cutting process, intuitive variable data, in-depth study of cutting mechanism, design and selection of the cutting parameters provide important theoretical guidance and reference for.Keywords: ANSYS;metal cutting;FEA;stress field; temperature field目录第一章绪论------------------------------------------------------------ 1 1.1 研究的目的和意义---------------------------------------------------- 11.1.1研究目的---------------------------------------------------------11.1.2研究意义---------------------------------------------------------2 1.2金属切削过程有限元模拟的国内外研究现状-------------------------------21.2.1国外研究现状-----------------------------------------------------21.2.2国内研究现状-----------------------------------------------------3 1.3金属切削模拟技术存在的问题-------------------------------------------3 1.4 ANSYS----------------------------------------------------------------41.4.1简介-------------------------------------------------------------41.4.2 ANSYS分析计算流程----------------------------------------------- 5 1.5本论文的主要工作-----------------------------------------------------6 第二章金属切削理论基础------------------------------------ 72.1金属切削变形理论-----------------------------------------------------72.1.1金属切削过程概述-------------------------------------------------72.1.2金属切削变形的三个变形区域---------------------------------------7 2.2切削力的来源---------------------------------------------------------8 2.3金属切削过程中的应力-------------------------------------------------9 2.4金属切削温度场理论--------------------------------------------------112.4.1切削温度场的概述------------------------------------------------112.4.2切削热的产生与传出----------------------------------------------12 第三章金属切削过程的有限元建模与分析---------------------------143.1金属切削应力场的有限元分析------------------------------------------143.1.1建立几何模型----------------------------------------------------143.1.2材料属性及材料的本构关系----------------------------------------153.1.3建立有限元模型与网格划分----------------------------------------163.1.4定义接触对------------------------------------------------------173.1.5求解设置--------------------------------------------------------18 3.2金属切削温度场有限元分析--------------------------------------------203.2.1建立几何模型----------------------------------------------------203.2.2定义材料属性----------------------------------------------------203.2.3建立有限元模型与网格划分----------------------------------------203.2.4定义接触对------------------------------------------------------213.2.5求解设置--------------------------------------------------------22 第四章金属切削有限元分析结果-------------------------------------244.1金属切削应力场有限元分析结果----------------------------------------244.1.1切屑等效塑性应变分布--------------------------------------------244.1.2切屑等效应力分布------------------------------------------------264.1.3刀具的应力分布--------------------------------------------------29 4.2金属切削温度场有限元分析结果----------------------------------------32 第五章总结与展望----------------------------------------------------345.1总结----------------------------------------------------------------34 5.2未来展望------------------------------------------------------------34 致谢-------------------------------------------------------------------- 36参考文献--------------------------------------------------------------- 37第一章绪论1.1研究的目的和意义1.1.1研究目的在机械制造行业中,金属切削是一种非常重要的加工方式。
基于ANSYS的平面端铣模态及切削响应分析
基于ANSYS的平面端铣模态及切削响应分析本文主要基于ANSYS软件对平面端铣进行模态分析和切削响应分析,结合实际工程应用进行探讨。
一、平面端铣的模态分析平面端铣的模态分析可以得到零件在自由振动状态下的振动模式和对应的自然频率,为后续的结构优化和振动控制提供依据。
模态分析主要分为前处理、求解和后处理三个步骤:1、前处理首先,需要将平面端铣的实体模型导入ANSYS中,进行几何网格划分生成有限元模型。
模型中,主要包括铣刀、工件、装夹夹具、夹持系统等几个主要部分,依据实际的工艺流程和机床设备配置进行建模。
建立好模型后,需要对材料属性、边界条件、约束条件进行定义。
在模态分析中,主要需要考虑铣刀的旋转运动以及夹持系统对工件的约束等重要因素。
2、求解在完成前处理之后,就可以进行求解计算。
求解时,需要设定自由度并进行参数设置,选择适当的求解器和加速技术,对计算过程进行监控和分析,并发现和解决问题。
通过分析求解结果可以获得平面端铣在自由振动状态下的振动模式和相应的自然频率。
这些振动模式可以采用动态仿真技术进行预测和验证,以确定零件在工作过程中的振动响应,并为系统优化提供参考。
3、后处理最后,在求解之后需要对结果进行后处理。
在后处理过程中,可以对振动模态和自然频率进行可视化分析。
通过分析自然频率分布的特性和振动模态的形态,可以对零件的振动响应进行分析和优化。
目的是防止在加工过程中发生共振(即克服向零件施加激励时导致共振的状态)并提高零件的工作稳定性。
切削响应分析是评估切削过程中零件振动响应的一种方法。
利用ANSYS软件进行切削响应分析可以有效预测零件在加工过程中的振动状态,优化切削参数、切削工艺和刀具性能,提高加工效率和质量。
主要步骤包括前处理、求解和后处理三个步骤:在前处理中,需要进行几何网格划分生成有限元模型,对工件、刀具、切削环境等进行建模。
需要注意的是,在建模时应考虑到切削力和切削热的影响,对材料的物理和机械性质进行准确的定义。
基于Ansys的金属切削过程分析研究
江苏科技大学本科毕业设计(论文)学院机电与汽车工程学院专业机械电子工程学生姓名周华兵班级学号1145523238指导教师邱小虎二零一五年六月江苏科技大学本科毕业论文基于Ansys的金属切削过程分析研究Research on metal cutting process based on Ansys摘要本文通过对金属切削过程进行深入的理论分析,以材料变形的弹塑性有限元理论为基础,建立了45号钢材料的正交切削有限元分析模型,借助大型商业有限元软件ANSYS 强大的大变形分析功能,对45号钢材料正交金属切削过程进行了模拟分析。
对切削过程中的两个重要部分:应力场、温度场进行模拟分析。
由于在现有的ANSYS软件中,用于切削过程分析中的直接热结构耦合单元较少,且分析过程大多不稳定,难度较大,在本文中分别采用不同的单元类型和分析类型将应力和热分开分析,得到更稳定直观的分析结果。
在应力场分析中,讨论了工件的残余应力、残余应变、切削过程中工件、切屑、刀具的应力分布,以及工件与切屑的接触类型,切削分离等问题。
在温度场分析中,单独考虑工件与刀具的接触类型,为相对滑动,因此建立了两者的滑动摩擦分析模型,通过模拟切削过程中的摩擦生热,分析了工件和刀具在切削过程中的温度场分布。
通过对金属切削过程的模拟研究,能得到直观的变量数据,对深入研究切削机理、设计和选用相关的切削工艺参数提供重要的理论指导和参考依据。
关键词:ANSYS;金属切削;有限元;应力场;温度场AbstractMetal cutting process is theoretically analyzed in the paper,Based on the elastic-plastic finite element theory of material deformation,The FEA model of the orthogonal cutting of 45 steel materials is established,With the large commercial finite element software ANSYS powerful large deformation analysis function,A simulation analysis of the orthogonal metal cutting process of the 45 steel material is carried out.Two important parts of cutting process: stress field and temperature field simulation analysis.Because of the existing ANSYS software, the direct thermal structure coupling unit is less, and the analysis process is mostly unstable, and it is difficult to process.In this paper, the stress and heat of different element types and analysis types are separately analyzed, and more stable and intuitive results are obtained.In the analysis of stress field, and discusses the workpiece residual should force, residual strain, cutting in the process of workpiece and cutting chip, tool stress distribution, and the workpiece and chip contact type, the cutting separation.In the temperature field analysis, the contact types of the workpiece and the cutter are considered separately, and the sliding friction model is established,Through the simulation of friction heat in the cutting process, analyzes the distribution of workpiece and cutting tool in the cutting process the temperature field.Through the simulation study on the metal cutting process, intuitive variable data, in-depth study of cutting mechanism, design and selection of the cutting parameters provide important theoretical guidance and reference for.Keywords: ANSYS;metal cutting;FEA;stress field; temperature field目录第一章绪论------------------------------------------------------------ 1 1.1 研究的目的和意义---------------------------------------------------- 11.1.1研究目的---------------------------------------------------------11.1.2研究意义---------------------------------------------------------2 1.2金属切削过程有限元模拟的国内外研究现状-------------------------------21.2.1国外研究现状-----------------------------------------------------21.2.2国内研究现状-----------------------------------------------------3 1.3金属切削模拟技术存在的问题-------------------------------------------3 1.4 ANSYS----------------------------------------------------------------41.4.1简介-------------------------------------------------------------41.4.2 ANSYS分析计算流程----------------------------------------------- 5 1.5本论文的主要工作-----------------------------------------------------6 第二章金属切削理论基础------------------------------------ 72.1金属切削变形理论-----------------------------------------------------72.1.1金属切削过程概述-------------------------------------------------72.1.2金属切削变形的三个变形区域---------------------------------------7 2.2切削力的来源---------------------------------------------------------8 2.3金属切削过程中的应力-------------------------------------------------9 2.4金属切削温度场理论--------------------------------------------------112.4.1切削温度场的概述------------------------------------------------112.4.2切削热的产生与传出----------------------------------------------12 第三章金属切削过程的有限元建模与分析---------------------------143.1金属切削应力场的有限元分析------------------------------------------143.1.1建立几何模型----------------------------------------------------143.1.2材料属性及材料的本构关系----------------------------------------153.1.3建立有限元模型与网格划分----------------------------------------163.1.4定义接触对------------------------------------------------------173.1.5求解设置--------------------------------------------------------18 3.2金属切削温度场有限元分析--------------------------------------------203.2.1建立几何模型----------------------------------------------------203.2.2定义材料属性----------------------------------------------------203.2.3建立有限元模型与网格划分----------------------------------------203.2.4定义接触对------------------------------------------------------213.2.5求解设置--------------------------------------------------------22 第四章金属切削有限元分析结果-------------------------------------244.1金属切削应力场有限元分析结果----------------------------------------244.1.1切屑等效塑性应变分布--------------------------------------------244.1.2切屑等效应力分布------------------------------------------------264.1.3刀具的应力分布--------------------------------------------------29 4.2金属切削温度场有限元分析结果----------------------------------------32 第五章总结与展望----------------------------------------------------345.1总结----------------------------------------------------------------34 5.2未来展望------------------------------------------------------------34 致谢-------------------------------------------------------------------- 36参考文献--------------------------------------------------------------- 37第一章绪论1.1研究的目的和意义1.1.1研究目的在机械制造行业中,金属切削是一种非常重要的加工方式。
基于ANSYS的平面端铣模态及切削响应分析
基于ANSYS的平面端铣模态及切削响应分析近年来,随着计算机仿真技术的不断发展,有限元分析(FEA)成为了工程设计与研发过程中不可或缺的一部分。
在机械制造行业中,使用有限元分析软件进行模态分析和切削响应分析已经成为了常见的工程实践。
本文将介绍基于ANSYS的平面端铣模态及切削响应分析的方法和步骤。
一、模态分析模态分析是一种通过有限元方法计算结构的固有频率和振动模态的技术。
在机械加工中,模态分析可以用来确定工件在不同振动模态下的固有频率和振动模式,以及结构的自由振动特性。
通过模态分析,可以找出结构中存在的固有频率和振动模态,并确定其在工作状态下的振幅和相位,为工艺参数的优化和机床的稳定性提供依据。
在进行平面端铣的模态分析时,首先需要建立工件的有限元模型。
以工件的实际尺寸和材料性质为基础,采用ANSYS中的网格划分功能对工件进行网格划分,并将其离散化为有限元单元。
在网格划分过程中,需要保证单元的形状和尺寸合理,以保证分析的准确性和计算效率。
然后,在定义材料性质和边界条件后,对工件进行静态和动态的有限元分析,得出工件的模态频率和振动模态。
在ANSYS中进行模态分析时,通常采用的是模态超级结构法。
该方法使用有限元模型进行模态提取,通过对有限元模型进行奇异值分解(SVD)和模态提取,得到工件的固有频率和振动模态。
在得到模态频率和振动模态后,就可以对工件进行模态响应分析,进一步了解工件在不同振动模态下的振幅和相位,为加工工艺和机床选型提供重要依据。
二、切削响应分析切削响应分析是一种通过有限元方法模拟切削加工过程中工件、刀具和机床的动态响应的技术。
在切削加工中,由于刀具与工件之间的摩擦和冲击,工件会产生振动和变形,刀具和机床也会受到相应的力反作用。
通过切削响应分析,可以了解工件在切削过程中的振动和变形情况,为加工参数的优化和刀具的选择提供依据。
基于ANSYS的平面端铣模态及切削响应分析是一种强大的工程分析工具,可以用来了解工件在不同振动模态下的振幅和相位,以及切削过程中的动态响应。
基于ANSYS的木块切削机机架有限元分析
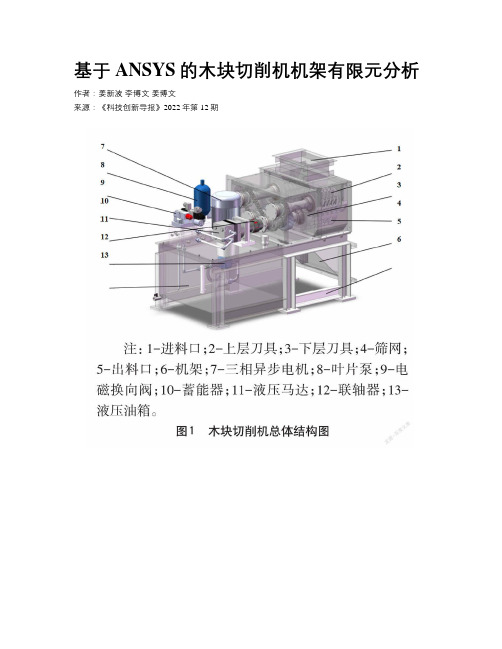
基于ANSYS的木块切削机机架有限元分析作者:姜新波李博文姜博文来源:《科技创新导报》2022年第12期摘要:機架是木块切削机的结构部件,需要足够的强度、刚度以承载其他机构稳定运行。
本文对木块切削机机架进行有限元分析,通过ANSYS Workbench 2022R1进行静力学分析以及模态分析。
静力学分析结果显示,工作中对机架产生最大应力为26MPa,Q235材质槽钢可以满足强度需求。
模态分析结果中,一阶模态固有频率最低,约为86Hz,远离木块切削机工作时24Hz振动频率,不会发生共振。
该研究可为后续结构优化提供参考。
关键词:切削机机架有限元分析静力学分析模态分析Finite Element Analysis of Wood Block Cutting Machine Frame Based on ANSYSJIANG Xinbo1 LI Bowen1 JIANG Bowen2*(1.Northeast Forestry University, Harbin, Heilongjiang Province, 150000 China2. Harbin Dongan Automobile Power Co., Ltd., Harbin, Heilongjiang Province, 150066 China)Abstract: The frame is the structural part of the woodblock cutter and needs sufficient strength and rigidity to carry other mechanisms to run stably. In this paper, the finite element analysis of the frame of the woodblock cutting machine is carried out, and the static analysis and modal analysis are carried out through ANSYS Workbench 2022R1. The static analysis results show that the maximum stress on the frame during work is 26MPa, and the Q235 channel steel can meet the strength requirements. The modal analysis results show that the first-order modal natural frequency is the lowest, about 86Hz, and the vibration frequency is 24Hz when it is far away from the woodblock cutter, and resonance does not occur. This study can provide a reference for subsequent structural optimization.Keywords: Chipper frame, Finite Element Analysis, Static Analysis, Modal analysis随着我国城镇化步伐的加快,全面建成小康社会的达成,人们对物质生活的向往逐渐转变成精神需求以及绿色健康的生活方式。
基于ANSYS的平面端铣模态及切削响应分析
基于ANSYS的平面端铣模态及切削响应分析软件仿真在工程领域中的应用日益广泛,特别是在机械制造领域。
ANSYS作为广泛应用的有限元分析软件,在机械制造领域中具有重要的地位。
本文以平面端铣为例,探讨基于ANSYS的平面端铣模态及切削响应分析,旨在通过仿真分析的方法,为实际生产提供参考。
一、背景介绍端铣是一种常见的金属切削加工工艺,通过旋转的刀具在工件上进行切削,常用于平面、凸、凹面的加工。
平面端铣是其中的一种类型,主要用于对工件平面进行加工。
在实际的加工过程中,需要对刀具的结构及切削过程进行分析和优化,以确保加工质量和效率。
基于ANSYS的模态分析可以用来研究刀具在振动条件下的响应,帮助工程师改善刀具的结构设计,减少振动和噪音,提高切削精度和表面质量。
切削响应分析可以模拟切削过程中的力、温度等参数,帮助优化切削参数和工艺。
二、模态分析1. 几何建模需要对平面端铣刀具进行几何建模。
在ANSYS中,可以通过几何建模模块创建刀具的三维模型,包括刀具刃部、刀柄、刀夹等部分。
建模过程中需要考虑刀具的实际结构和尺寸,并根据实际使用情况添加刀尖圆弧、刃部锥度等细节。
2. 材料属性定义在模态分析中,需要对刀具材料的力学性能进行定义。
通常,刀具使用的材料为高速钢、硬质合金等。
在ANSYS中,可以通过材料属性定义模块设置刀具的杨氏模量、泊松比、密度等材料参数。
3. 网格划分网格划分是有限元分析中的重要步骤,直接影响仿真结果的准确性。
对平面端铣刀具进行网格划分时,需要注意刀具刃部、刀柄等部位的细节,尽可能保证网格的均匀性和密度。
通过对刀具进行固定约束条件和激励载荷条件的设置,可以进行模态分析。
在模态分析结果中,可以得到刀具的自由振动模态和频率,以及各模态下的振动形状和振动频率值。
模态分析的结果可以帮助工程师了解刀具在振动条件下的响应行为,如振动模态、主要受力部位等。
根据分析结果,可进行刀具结构的优化设计,以减小振动幅值,提高切削性能。
基于ANSYS LS-DYNA的金属切削技术研究
基于ANSYS/ LS-DYNA的金属切削技术研究摘要:运用ANSYS/LS-DYNA有限元分析软件对WC硬质合金刀具切削45#钢的过程进行有限元仿真。
分析了建立有限元模型时的关键技术,研究了切削的应力变化过程,并对切削速度、切削厚度和刀具前角对切削力的影响进行了分析,可为金属切削技术的研究提供参考。
关键词:金属切削;应力;切削力0 引言金属切削加工是指利用金属切削刀具从毛坯或半成品上切去多余的材料,从而获得符合预定技术要求的零件或半成品的一种加工技术。
计算机技术的发展推动了金属切削加工模拟技术的进步,有限元法应用于加工过程的模拟,具有动态性、高度非线性等特点。
仿真结果能够达到所需的精度,可靠性高,还能得出许多在试验中很难测量的数据。
本文利用ANSYS/LS-DYAN软件建立金属的正交切削有限元模型,对WC硬质合金刀具切削45#钢的过程进行分析。
1 有限元模型1.1 建立几何模型在ANSYS/LS-DYNA中有Lagrange、Euler和ALE 3种算法,本文采用Lagrange法。
采用这种方法时,物体结构形状的变化和单元网格的变化是完全一致的,材料不会在单元与单元之间发生流动。
在ANSYS的前处理器中建立二维模型,刀具的几何参数为:前角=12°,后角=15°,工件取长15mm,高7mm的矩形。
定义有限单元类型为PLANE162。
1.2 建立材料模型在金属切削过程中,材料的行为是非线性的,工件模型采用Johnson-Cook模型,刀具可看成线性弹性模型。
刀具材料为WC硬质合金,密度为15700kg/m3,弹性模量为652GP a,泊松比为0.22;工件材料为45钢,材料参数如表1。
Johnson-Cook模型如下:1.3 网格划分网格划分是有限元模拟的基础,它关系到有限元计算的速度和精度,以至计算的成败。
将工件进行切分,分为上下两部分,上半部分高3mm,为切削区。
切削区网格进行细分,得到工件的网格数为6000,刀具网格数为400。
基于ANSYS的平面端铣模态及切削响应分析

基于ANSYS的平面端铣模态及切削响应分析ANSYS是一款非线性有限元分析软件,可以有效进行机械结构的模态分析和切削力及切削振动的响应分析。
本文基于ANSYS软件,从平面端铣加工的角度,对模态分析和切削响应分析进行介绍。
模态分析是针对机械结构的固有频率、振型和阻尼比进行分析的一种方法。
在端铣加工过程中,刀具相对工件以一定速度进行切削,并产生一定的力和振动。
模态分析可以帮助我们了解机械结构的动态特性,包括结构的固有频率和模态振型。
在模态分析中,我们可以通过对机械结构施加激励,并观察结构的振动响应,来确定结构的固有频率和振型。
切削响应分析是针对在切削过程中机械结构的力和振动进行分析的一种方法。
在端铣加工过程中,刀具切削工件时会产生切削力和振动。
切削力会对机械结构产生一定的载荷,而切削振动则会对加工质量和刀具寿命产生影响。
通过切削响应分析,我们可以了解切削过程中机械结构的力和振动特性,并评估其对加工质量和刀具寿命的影响。
在ANSYS中进行模态分析和切削响应分析,需要进行以下步骤:1. 几何建模:根据端铣加工的实际情况,使用设计软件或ANSYS中的几何建模工具创建机械结构的几何模型。
模型应包括刀具、工件和夹具等组成部分。
2. 材料定义:为机械结构的各个组成部分定义材料属性,包括材料的弹性模量、泊松比和密度等参数。
可以根据实际材料的材料卡片输入相应的材料属性。
3. 网格划分:将几何模型转化为有限元模型,即将结构划分为多个小的有限元单元。
可以使用ANSYS中的网格划分工具自动生成网格,也可以手动划分网格。
划分网格时需要注意尽量保持网格的质量和精度。
4. 约束和加载:为模型定义边界条件和加载条件,包括固支条件、悬臂条件和切削力等。
固支条件可以定义为各个部件的约束条件,加载条件可以定义为刀具施加在工件上的切削力。
5. 模态分析:在ANSYS中选择模态分析模块,设置分析类型和参数,运行模态分析。
模态分析可以得到结构的固有频率、振型和阻尼比等信息。
ansys121分析轴过程切向力讲解
Generate Input Only
No
TABLE 7
Model (A4) > Static Structural (A5) > Analysis Settings
Object Name
Analysis Settings
State
Fully Defined
Step Controls
Number Of Steps
Element Midside Nodes
Program Controlled
Straight Sided Elements
No
Number of Retries
Default (4)
Rigid Body Behavior
Dimensionally Reduced
Mesh Morphing
Disabled
Volume
7.9558e-002 m³
Mass
624.53 kg
Scale Factor Value
1.
Statistics
Bodies
1
Active Bodies
1
Nodes
8123
Elements
4512
Mesh Metric
None
Preferences
Import Solid Bodies
Results
Material Data
oStructural Steel
Units
TABLE 1
Unit System
Metric (m, kg, N, s, V, A) Degrees rad/s Celsius
Angle
Degrees
基于ANSYS的薄壁筒件多刀切削加工变形分析

且此时径向位移 U = 01790 ×10 - 2mm < 10 - 2mm ,符 合要求。实际加工中也收到了较好的效果 。
最大应力值 (Pa) 01232 ×108
表2
最大应变值 01375 ×10 - 3
最大径向位移值 (mm) 01793 ×10 - 2
3 结语
利用有限元软件 ANSYS 对薄壁筒 件切削加工 进行变形分析 ,可以为工程技术人员提供较为直观 的零件变形状况及精确的相关数据 ,对于提高薄壁 零件的加工质量 ,有着重要的指导意义 。同时注意 , 要将有限元分析与实验数据相对照 ,进而不断改善 有限元模型 ,使理论分析更加准确地贴近实际结果 。 若有限元分析模型建立不当 ,边界条件设定得不够 准确 ,会得出错误结论 ,甚至引发严重后果 。
38
工具 技 术
(3 ) 载 荷条件 : 在 筒件薄 弱的 中部 ( Z = 50mm 处) 三个刀尖接触点上 ,施加各向切削力 (由于多刀 结构的均衡力作用 ,三接触点的各向力数值分别相 等) 。另外 , 轴向力方 向应平行指 向尾端 。这是 因 为 ,在加工薄壁筒件时 ,采用纵向“反车法”,即车刀 向尾座方向进给 ,变正车法加工时工件受到的压力 为反车法时的拉力 ,降低了零件的振动和应力 ,减少 了零件变形 。生成的有限元模型如图 3 所示 ,通过 求解器求解 ,得到筒件变形云图 (见图 4) 和结果数 据表 1。
Keywor ds :ANSYS , thin wall tube , multitool machining
1 引言
薄壁筒件是生产中经常遇到的一类零件 ,其壁 厚与内径曲率半径 (或轮廓尺寸) 之比通常小于 1∶ 20。由于这类零件具有重量轻 、节约材料 、结构紧凑 等特点 ,已得到日益广泛的应用 ,如 : 航空仪表的关 键零件 、复印机的铝合金薄壁滚筒 、分离机的薄壁长 筒等。这类零件尽管形状不复杂 ,但其刚性差 、精度 要求高 ,而且对加工过程中的各种影响因素十分敏 感 ,极易变形 ,严重影响了产品质量 ,因而成为机械 加工中的一大难题 。在影响其变形的多种因素中 , 弹性变形是主要 、以至决定性的原因 ,其次工艺系统 热变形和零 件的残余应力也是引 起变形的重 要原 因 。因此 ,要获得尺寸 、形状 、位置精度稳定的薄壁 零件 ,是一项系统工程 。本文以多刀镗削内孔为例 , 从薄壁筒件多刀加工时外力对加工精度的影响这方 面出发 ,阐述了如何运用有限元软件 ANSYS 对其进 行受力线性变形分析 ,并提出了相应改善措施 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1绪论金属切削是机械制造行业中的一类重要的加工手段。
美国和日本每年花费在切削加工方面的费用分别高达1000 亿美元和10000亿日元。
中国目前拥有各类金属切削机床超过300 万台, 各类高速钢刀具年产量达3.9 亿件, 每年用于制造刀具的硬质合金超过5000吨。
可见切削加工仍然是目前国际上加工制造精密金属零件的主要办法。
19世纪中期, 人们开始对金属切削过程的研究, 到现在已经有一百多年历史。
由于金属切削本身具有非常复杂的机理, 对其研究一直是国内外研究的重点和难点。
过去通常采用实验法, 它具有跟踪观测困难、观测设备昂贵、实验周期长、人力消耗大、综合成本高等不利因素。
本文利用材料变形的弹塑性理论, 建立工件材料的模型,借助大型商业有限元软件ANSYS, 通过输入材料性能参数、建立有限元模型、施加约束及载荷、计算, 对正交金属切削的受力情况进行了分析。
以前角10°、后角8°的YT 类硬质合金刀具切削45号钢为实例进行计算。
切削厚度为2 mm时形成带状切屑。
提取不同阶段应力场分布云图, 分析了切削区应力的变化过程。
这种方法比传统实验法快捷、有效, 为金属切削过程的研究开辟了一条新的道路。
2设计要求根据有限元分析理论,根据ANSYS的求解步骤,建立切削加工的三维模型。
对该模型进行网格划分并施加约束边界条件,最后进行求解得出应力分布云图,并以此云图分析得出结论。
3金属切削简介[3]金属切削过程,从实质讲,就是产生切屑和形成已加工表面的过程。
产生切屑和形成已加王表面是金属切削时密切相关的两个方面。
3.1切削方式切削时,当工件材料一定,所产生切屑的形态和形成已加工表面的特性,在很大程度上决定于切削方式。
切削方式是由刀具切削刃和工件间的运动所决定,可分为:直角切削、斜角切削和普通切削三种方式。
3.2切屑的基本形态金属切削时,由于工件材料、刀具几何形状和切削用量不同,会出现各种不同形态的切屑。
但从变形观点出发,可归纳为四种基本形态。
1.带状切屑切屑呈连续状、与前刀面接触的底层光滑、背面呈毛葺状。
2.挤裂状切屑切屑背面呈锯齿形、内表面有时有裂纹。
3.单元状切屑切削塑性很大的材料,如铅、退火铝、纯铜时,切屑容易在前刀面上形成粘结不易流出,产生很大变形,使材料达到断裂极限,形成很大的变形单元,而成为此类切屑。
4.崩碎状切屑切削脆性材料,如铸铁、黄铜等时,形成片状或粒状切屑。
切削时,在产生带状切屑的过程中,切削力变化较小,切削过程稳定,已加工表面质量好。
但切屑成为很长的带状,影响机床正常工作和工人安全,因而要采取断屑措施;在产生挤裂状和单元状切屑的过程中,切削力有较大的波动,尤其是单元状切屑,在其形成过程中可能产生振动影响加工质量;在切削铸铁时,由于所形成的崩碎状切屑是经石墨边界处崩裂的,因而已加工表面的粗糙度值变大。
3.3 积屑瘤在用低、中速连续切削一般钢材或其他塑性材料时,切屑同刀具前面之间存在着摩擦,如果切屑上紧靠刀具前面的薄层在较高压强和温度的作用下,同切屑基体分离而粘结在刀具前面上,再经层层重叠粘结,在刀尖附近往往会堆积成一块经过剧烈变形的楔状切屑材料,叫做积屑瘤。
积屑瘤的硬度较基体材料高一倍以上,实际上可代替刀刃切削。
积屑瘤的底部较稳定,顶部同工件和切屑没有明显的分界线,容易破碎和脱落,一部分随切屑带走,一部分残留在加工表面上,从而使工件变得粗糙。
所以在精加工时一定要设法避免或抑制积屑瘤的形成。
积屑瘤的产生、成长和脱落是一个周期性的动态过程(据测定,它的脱落频率为30~170次/秒),它使刀具的实际前角和切削深度也随之发生变化,引起切削力波动,影响加工稳定性。
在一般情况下,当切削速度很低或很高时,因没有产生积屑瘤的必要条件(较大的切屑与刀具前面间的摩擦力和一定的温度),不产生积屑瘤。
3.4切削力切削时刀具的前面和后面上都承受法向力和摩擦力,这些力组成合力F,在外圆车削时,一般将这个切削合力F分解成三个互相垂直的分力:切向力F t──它在切削速度方向上垂直于刀具基面,常称主切削力;径向力Fr──在平行于基面的平面内,与进给方向垂直,又称推力;轴向力Fa──在平行于基面的平面内,与进给方向平行,又称进给力。
切削过程中实际切削力的大小,可以利用测力仪测出。
测力仪的种类很多,较常用的是电阻丝式和压电晶体式测力仪。
测力仪经过标定以后就可测出切削过程中各个分力的大小。
3.5切削热切削金属时,由于切屑剪切变形所作的功和刀具前面、后面摩擦所作的功都转变为热,这种热叫切削热。
使用切削液时,刀具、工件和切屑上的切削热主要由切削液带走;不用切削液时,切削热主要由切屑、工件和刀具带走或传出,其中切屑带走的热量最大,传向刀具的热量虽小,但前面和后面上的温度却影响着切削过程和刀具的磨损情况,所以了解切削温度的变化规律是十分必要的。
3.6切削温度切削过程中切削区各处的温度是不同的,形成一个温度场切屑和工件的温度分布,这个温度场影响切屑变形、积屑瘤的大小、加工表面质量、加工精度和刀具的磨损等,还影响切削速度的提高。
一般说来,切削区的金属经过剪切变形以后成为切屑,随之又进一步与刀具前面发生剧烈摩擦,所以温度场中温度分布的最高点不是在正压力最大的刃口处,而是在前面上距刃口一段距离的地方。
切削区的温度分布情况,须用人工热电偶法或红外测温法等测出。
用自然热电偶法测出的温度仅是切削区的平均温度。
3.7刀具磨损具在切削时的磨损是切削热和机械摩擦所产生的物理作用和化学作用的综合结果。
刀具磨损表现为在刀具后面上出现的磨损带、缺口和崩刃等,前面上常出现的月牙洼状的磨损,副后面上有时出现的氧化坑和沟纹状磨损等。
当这些磨损扩展到一定程度以后就引起刀具失效,不能继续使用。
刀具逐渐磨损的因素,通常有磨料磨损、粘着磨损、扩散磨损、氧化磨损、热裂磨损和塑性变形等。
在不同的切削条件下,尤其是在不同切削速度的条件下,刀具受上述一种或几种磨损机理的作用。
例如,在较低切削速度下,刀具一般都因磨料磨损或粘着磨损而破损;在较高速度下,容易产生扩散磨损、氧化磨损和塑性变形。
3.8 刀具寿命刀具由开始切削达到刀具寿命判据以前所经过的切削时间叫做刀具寿命(曾称刀具耐用度),刀具寿命判据一般采用刀具磨损量的某个预定值,也可以把某一现象的出现作为判据,如振动激化、加工表面粗糙度恶化,断屑不良和崩刃等。
达到刀具寿命后,应将刀具重磨、转位或废弃。
刀具在废弃前的各次刀具寿命之和称为刀具总寿命。
生产中常根据加工条件按最低生产成本或最高生产率的原则,来确定刀具寿命和拟定工时定额。
3.9 加工表面质量通常包括表面粗糙度加工硬化残余应力、表面裂纹和金相显微组织变化等。
切削加工中影响加工表面质量的因素很多,例如刀具的刀尖圆弧半径进给量和积屑瘤等是影响表面粗糙度的主要因素;刀具的刃口钝圆半径和磨损及切削条件是影响加工硬化和残余应力的主要因素。
因此,生产中常通过改变刀具的几何形状和选择合理的切削条件来提高加工表面质量。
3.10切削振动切削过程中,刀具与工件之间经常会产生自由振动、强迫振动或自激振动(颤振)等类型的机械振动。
自由振动是由机床零部件受到某些突然冲击所引起,它会逐渐衰减。
强迫振动是由机床内部或外部持续的交变干扰力(如不平衡的机床运动件、断续切削等)所引起,它对切削产生的影响取决于干扰力的大小及其频率。
自激振动是由于刀具与工件之间受到突然干扰力(如切削中遇到硬点)而引起初始振动,使刀具前角、后角和切削速度等发生变化,以及产生振型耦合等,并从稳态作用的能源中获得周期性作用的能源,促进并维持振动。
通常,根据切削条件可能产生各种原生型自激振动,从而在加工表面上留下的振纹,又会产生更为常见的再生型自激振动。
上述各种振动通常都会影响加刀表面质量,降低机床和刀具的寿命,降低生产率,并引起噪声,极为有害,必须设法消除或减轻。
3.11 切屑控制指控制切屑的形状和长短。
通过控制切屑的卷曲半径和排出方向,使切屑碰撞到工件或刀具上,而使切屑的卷曲半径被迫加大,促使切屑中的应力也逐渐增加,直至折断切屑的卷曲半径可以通过改变切屑的厚度、在刀具前面上磨制卷屑槽或断屑台来控制,其排出方向则主要靠选择合理的主偏角和刃倾角来控制。
现代人们已能用两位或三位数字编码的方式来表示各种切屑的形状,通常认为短弧形切屑是合理的断屑形状。
3.12生产应用在设计和使用机床和刀具时,需要应用切削原理中有关切削力、切削温度和刀具切削性能方面的数据。
例如,在确定机床主轴的最大扭矩和刚性等基本参数时,要应用切削力的数据;在发展高切削性能的新材料时,需掌握刀具磨损和破损的规律;在切削加工中分析热变形对加工精度的影响时,要研究切削温度及其分布;在自动生产线和数字控制机床上,为了使机床能正常地稳定工作,甚至实现无人化操作,更要应用有关切屑形成及其控制方面的研究成果,并在加工中实现刀具磨损的自动补偿和刀具破损的自动报警。
为此,各国研制了品种繁多的在线检测刀具磨损和破损的传感器,其中大多数是利用切削力或扭矩、切削温度、刀具磨损作为传感信号。
此外,为了充分利用机床,提高加工经济性和发展计算机辅助制造(CAM),常需要应用切削条件、刀具几何形状和刀具寿命等的优化数据。
因此,金属切削原理这门学科在生产中的应用日益广泛,各国都通过切削试验或现场采集积累了大量的切削数据,并用数学模型来表述刀具寿命、切削力、功率和加工表面粗糙度等同切削条件之间的关系,然后存入计算机,建立金属切削数据库或编制成切削数据手册,供用户查用。
4 硬质合金介绍[5]硬质合金是粉末冶金制品,是将高硬度、高熔点的难融金属碳化物粉末硬质合金的组成与特点如下:硬质合金中的碳化物(WC ,TiC.TaC等)的硬度高、熔点高。
碳化物所占的比例越大,硬度越高;碳化物的粒度越小,则碳化物颗粒总体积越大,而沾结层的厚度减小,即相当于粘结层金属相对减少,是其硬度提高,抗弯刚度降低:因此,硬质合金的硬度、耐磨性和耐热性都高于高速钢。
由于硬质合金具有高的热硬性(可达1000左右,允许的切削速度为高速钢的数倍,故目前已成为主要的刀具材料之一。
但硬质合金抗弯刚度较低,脆性大,承受冲击能力较差,制造工艺性较差,刃口不如高速钢锋利。
目前国内外已研制出许多新型硬质合金,提高了综合性能。
目前常用于切削加工的硬质合金都是以WC(碳化钨)为基础,主要有三类:1)钨钴类硬质合金(WC-Co),代号为YG。
YG 类硬质合金的硬质相材料是WC粘接剂为Co。
2)钨钛钴类硬质合金(WC-TiC-Co),代号YT。
YT类硬质合金的硬质相材料是WC和TiC,粘结剂为Co。
3)钨钛钽钴类硬质合金[WC-TiC-TaC-Co],代号为YW。
YW类硬质合金也叫通用硬质合金,是一种用途广泛的硬质合金,已部分代替YT和YG类硬质合金。