研磨基础手册.doc
Virtuoso TM 锥形磨咖啡研磨机 使用手册说明书

锥形磨咖啡研磨机操作手册TMVirtuoso说明感谢您购买 Virtuoso™ 锥形磨咖啡研磨机。
Virtuoso™ 让您能够轻松制作专业品质的咖啡。
让我们通过以下内容详细了解 Virtuoso™ 研磨机的各项功能,以及它与同类产品相比的优势所在。
精确锥形磨 Virtuoso™ 的40毫米锥形磨在欧洲制造,根据您的设置,它能够每秒研磨1.5到2.4克咖啡。
Virtuoso™ 锥形磨相比其他产品有一个显著优势,在其设置范围内,它能根据用户设置,非常均匀地研磨咖啡豆。
Virtuoso™ 非常适合于制作Espresso、滴滤式、手工调制和法压壶式咖啡。
研磨调节Virtuoso™ 为您提供叹为观止的研磨调节范围和精确程度。
它提供40种不同的研磨设置,您只需要简单关闭漏斗,就可以满足从 Espresso 到法压壶等各种调制方式的需要。
高效电机Virtuoso™ 配额强大的直流电机,远胜于同类产品使用的交流电机,它能够以两倍的效率提供四倍的输出。
电机以不到三分之一的转速旋转,因此它在研磨时更为安静。
电机做工精致,适用于长时间运行。
除此之外,它还配备有热保护装置,能够在过热时保护电机,而且能够在温度下降后自动重新工作。
目录说明 2目录 4零部件示意图 6安全信息 7操作 9设置研磨机 10可调节自动计时器 11前置脉冲按钮 12保养和清洁 13拆卸咖啡豆漏斗 13拆卸环形磨 13清洁底盒、漏斗和垫圈 14更换环形磨 14更换咖啡豆漏斗 15清洁堵塞的研磨机 15自动清洁 16保修和服务 17零部件示意图TMVirtuoso咖啡豆漏斗研磨设置指示器研磨调节标尺漏斗盖安全信息请仔细阅读下面信息。
其中包括很多关于如何安全地使用本电器的重要内容。
请保留好这些内容,以方便日后查阅。
►只能使用正确电压的交流电源(110伏或220-240伏)。
请查看研磨机底部标签,确定正确的电压。
►只能使用干燥或微湿的布来清洁研磨机外壳。
研磨基础手册(很好用)

研磨基礎手冊( 初級入門 )研磨學徒初級入門前言机械制造業(或模具加工行業)是技朮密集型的行業,這個行業對其職工職業素質的要求比較高,在科學技術發展的今天尤其重要.在市場經濟條件下,企業之間的競爭,歸根到底是人才的競爭,所以企業必須有一支高素質的技術工隊伍.為了提高技術工人的素質,結合實踐特制定本教育手冊.第一章平面磨床構造与保養第二章常用工量具的結構和使用方法以及保養第三章常用材質的區別性和重要性第四章磨削的基本原理第五章磨床常用夾具的使用与保養第一章平面磨床的构造与保養根據用途不同可分為:外圓磨床,內圓磨床,平面磨床,工具磨床,螺紋磨床,……光學磨床等.一.平面磨床构造与保養1.平面磨床的結構由:1) 底座 2)電動主軸 3)上下手柄 4)鞍座 5)立柱 6)前后手輪 7)工作台 8)左右手柄 9)相關配置(電子尺,變頻器)工作燈,操作箱2.平面磨床保養:A.必須保持油路暢通B.勿讓灰塵進入機身和油槽內,勿讓風槍對著磨床吹C.輕拿輕放工件,在研磨過程中防止主軸受猛烈撞擊,杜絕用蠻力取工件,以免划傷平台.D.下班或暫停使用機床時,要關掉電源,將机台打掃干凈,長期不用時要涂上一層薄油脂的防生銹.E.機台停用時﹐平台搖置中間第二章常用工具的結構和使用方法及保養一.游標卡尺:1).首先要檢查一下尺身与游零線是否對齊;2).可用透光法檢查內外測量爪的測量面是否貼合,如有透光不均,說明測量爪的測面已經磨損3).測量時,將工件平穩地放在兩測量爪之間,用手推動游標与卡尺的相對移動,靠手感到測量爪与工件接觸,然后讀出工件的尺寸;4).使用游標卡尺時,切記不可在工件轉動時進行測量5).游標卡尺用完后,應擦拭干淨,長時間不用時,應涂上一層薄油脂,以防生銹二.千分尺千分尺屬於微精密量,它是利用螺旋副原理,而制成,根據用途可分為:1)外徑千分尺2).內徑千分尺 3).杠杆千分尺4).制法千分尺1.外徑千分尺:外徑千分尺具有測力裝置,隔熱處理,和緊固測微螺杆的鎖緊裝置.1).在使用外徑千分尺之前,應先將校對量杆置測砧和測微螺杆之間,檢查它的固定套筒中心線与微分套筒的零線是否重合,如不重合,應進行調整.2).測量時,先轉動微分套筒,待測量接近被測表面再使用測力裝置,直到測量杆与被測表面接觸並發出“嚓嚓”聲時,方可讀數,如取下千分尺讀數,應先將測量杆鎖緊,然后取下千分尺讀出尺寸;3).使用時不得強行轉動微套筒,也不能用千分尺測工件的粗糙表面或毛胚,以及正轉動或發熱的工件4).讀數時,應先讀微分筒左面的刻線值,即毫米整數和半毫米數,然后按微分筒上与固定筒上軸向中線對准刻度讀出小數值,將整數,半毫米數和小數相加,即為被測尺寸.5).用完后,就擦拭干淨并放入盒中,并要定期檢查校對.二.千分表千分表用於測量工件的幾何形狀誤差和尺寸,還可用於檢查机床的几何精度和調整工裝,夾具等.千分度的分度值為0.002mm.1).在使用時,可將千分表裝在表架上,把零件放在手板上,使千分表的測量頭壓到被測零件的表面上,再轉動表盤,使長針對准零位,然后移動千分表,就可測出零件的直線度或平行度誤差值.2).使用千分表時,就注意不要讓測頭突然觸及工件,以免損傷表內零件;3).千分表不用時,應解除所有負荷,用軟布把表面擦干淨,但是一定不能讓水,油,冷卻液進入表体,測量杆不允許涂油,然后放入盒內.第三章常用材質的區別性和重要性一. 目前我們公司模具常用鋼材有SLD(SKD11)───特种冷衝模合金鋼 HRC610以上NAC(SKD61)───侁質熱作模合金鋼 HRC530以下SKH-9───特种优質高速鋼S50C───高炭鋼Viking───特种优質熱作模合金鋼超深冷料Viking───經過特殊加工的VIKING料電木 (balite)优力膠纖維板 (fibve glass)亞克力 (aryl)銅(紅,絡,青,鎢)W.C(鎢鋼)二. 材料的區別1).硬料与軟料的區別:顧名思義其硬度完全不一樣,尤其是同一种金屬材料,分別很明顯.2).SKD11,SKH9与SKD61,VIKING超深冷料其區別在於前兩种用於冷沖模,硬度特高,后三种用於塑膠模,硬度相對較軟,且前兩种火花較少,較細,尾巴較短,后三种較多,粗,尾巴長3).SKD11与SKH9的區別在於后者的硬度高,更適用於刀刃成型,其火花前者發黃,后者呈淺紅色4).SKD61,VIKING与超深冷料在硬度上与火花上區別不是很大,因此在使用完之后的碎料和整料一定要分區域擺好5).鎢鋼呈黑色,較重,要用SDC砂輪研磨看不到火花.第四章磨削的基本原理一.砂輪的构造白剛玉1).磨料鉆石&氮化硼(SDC→人造差屬披履鉆石)陶瓷結合劑2).結合劑樹脂結合劑(鎢鋼砂輪)3).气孔二.砂輪之選用1.A(WA)—磨料C—N 硬料V—結合劑,具体選擇可參照《袖珍磨工手冊》第410頁表11-1 2.砂輪之選用跟工作物材質,加工精度,生產能力,磨削方式,砂輪的尺寸与形狀,砂輪的圓周速度等有關.一般情況,粗磨時輪本公司常選用38A46K砂輪,精磨成型則選用100~180K,深層切屑時可選180K~320K砂輪,鏡面研磨時可選1000K砂輪.三.磨屑的形式磨屑就是依靠這些砂輪表面上的微刃,在高速旋轉下,切下工件表面的余量,磨削加工也可以說是一种多刃的高速切削.1.金屬磨削的過程1).擠壓階段2).滑移階段3).擠裂階段4).切離階段由于切下的磨屑非常細微,而且磨削溫度又很高,所以當磨屑飛出時,就在空中急速氧化,燃燒,形成磨削大花.2.各种因素對切屑厚度的影響1).砂輪圓周速度2).工件圓周速度(圓沖)3).背吃力量4).砂輪粒度5).砂輪寬度和縱向進給量3.磨削熱對加工的影響磨削時,因砂輪對工件表面的劇烈摩擦,可使局部區的瞬間溫度高10000C以上,因此導致影響有:1)造成工件表面燒傷(指工件表面的金屬材質發生不均的退火),使工件表面硬度降低,從而影響零件的使用性能和壽命,嚴重燒傷呈焦黃色或焦黑色的氧化膜,輕微燒傷呈淡黃色(SKD11易燒傷)2)工件表面殘余應力和裂紋(使工件出現變形或裂紋)3)影響工件的加工精度(膨脹變形)4.減少磨削熱的措施1) 根據工件的材質,合理選用砂輪,例如選軟砂輪,大气孔砂輪,小砂輪,粗砂輪)2) 采用良好的冷卻措施如選用合适的切削渡(水,酒精,切削液調溫裝置)3).合理選用磨削用量:如調節砂輪速度,降低背吃刀量.5. 研磨加工工具体方法与技術指導1). 平行平面的磨削,平行平面需要達到的主要技術要求是:平面本身的平面度誤差和表面粗糙度,兩平面間的相互平行度誤差等,磨削時應選擇大而較平整的面作定位基准,當定位表面為粗基準時,應用銼刀,砂布清除工件表的毛刺和熱處理氧化層,粗磨時,要注意使工件兩面磨去的余量均勻,精磨時可在垂直進給停止后,作幾次光磨,以減小工件表面粗糙度值.為獲得較小的平行度誤差,可將工件多翻幾次面,反复磨削,這樣可以把工件兩個面上線留的誤差逐步減小,平行面常用磨削方法有以下幾种:A.橫向磨削法最常用的一种磨削方法,即當工件台縱向行程終了時,砂輪主軸作一次橫向進給,待工件上第一層金屬磨去后,砂輪再作垂直進給,直至切除全部余量為止,這种方法適用於磨削長而寬的平面工件,其特點是磨削熱較小,排屑和冷卻條件較好,因而容易保證工件的平行度和平面度要求,但生產效率較低.1). 磨削用量的選擇:一般粗磨時,橫向進給量f=(0.1~0.48)bs/雙行程(bs為砂輪寬度).垂直進給量按橫向進給量選擇為0.015~0.05mm,精磨時,f=(0.05~0.1)bs/雙行程,ap=0.005~0.01mm2). 砂輪用量的選擇:常用平行陶瓷砂輪.B.切入磨削法:當工件磨削面寬度6小于砂輪寬度bs時,可采用切入磨削法,此方法因不作橫向進給,機動進間縮短,結束時可作適當橫向移動,可減小工件表面的粗糙度值C.台階砂輪磨削法,階梯砂輪磨法是一种磨削效果較好的磨削方法,但給合本公司生產狀況而不常用,故暫不推介.2). 薄板,薄片工件的磨削這類工件剛度差,磨削時很容易產生受熱變形和受力變形,所以首先采取各种措施來減少工件的發熱和變形,如選用較軟砂輪,并使它經常,保持鋒利,采用較小的背吃刀量和較高工作台,變形:瘁火變形,上道工序選成的彎曲變形,彈性變形.方法:1) 墊彈性墊片2) 涂白蜡3) 墊紙4) 低熔點材料粘固(松香,石蜡)5) 改變夾緊力方向6) 減小電磁吸盤的吸力第五章磨床常用夾具的使用与保養一.夾具的意義在机床加工工件時,為了保証加工精度,需在机床上占有正确的位置,并將工件夾緊的工藝裝備稱為夾具.二.夾具的作用1.保證產品加工質量2.提高生產效率3.改善工人勞動條件4.擴大机床使用範圍5.解決磨床裝夾中的特殊困難三.目前公司磨床使用的工夾具有1. 虎鉗2. 正弦台3. 導磁塊4. 沖子成型器5.V形塊6.前后頂尖7.三角爪其具體使用可詳見說明書和現場宣導四.工夾具的保養1.在使用過程中輕拿輕放,免受沖擊性撞擊,其常用的工作面不能有任何損傷.2.使用完后要用油布擦拭干凈,并量於盒中.。
Expobar 600AD咖啡研磨机用户手册说明书
*320.210User manual COFFEE GRINDERTABLE of CONTENTS1 Table of contents (2)2 General (3)3 Preface (4)4 Technical Specifi cations (4)5 General Description (5)6 Unpacking and installation (6)7 Operation........................................................................................................................................................... 7 - 88 Safety devices (9)9 Safety instructions (10)10 Maintenance and service (11)11 Cleaning ............................................................................................................................................................. 12 - 14WARNINGS1This appliance is not intended for use by persons (including children) with reduced physical, sensory or mental capabilities, or lack of experience and knowledge, unless they have been given supervision or instruction concerning use of the appliance by a person responsible for their safety.2Children should be supervised to ensure that they do not play with the appliance.3Care is needed when handling cutting blades during cleaning.4If the supply cord is damaged, it must be replaced by the manufacturer or its service agent or a similarly qualified person in order to avoid a hazard.Correct Disposal of this productThis marking indicates that this product should not be disposed with other household wastes throughout the EU.To prevent possible harm to the environment or human health from uncontrolled waste disposal, recycle it responsibly to promote the sustainable reuse of material resources. To return your used device, please use the return and collection systems or contact the retailer where the product was purchased. They can take this product for environmental safe recycling.Warranty InformationThe manufacturer provides warranty in accordance with the legislation of the customer’s own country of residence, with a minimum of 1 year (Germany: 2 years), starting from the date on which the appliance is sold to the end user.The warranty only covers defects in material or workmanship.The repairs under warranty may only be carried out by an authorized service centre. When making a claim under the warranty, the original bill of purchase (with purchase date) must be submitted.The warranty will not apply in cases of:Normal wear and tear Incorrect use, e.g. overloading of the appliance, use of non approved accessories Use of force, damage caused by external influences Damage caused by nonobservance of the user manual, e.g. connection to a nun suitable mains supply or non compliance with the installation instructions Partially or completely dismantled appliancesCongratulations for purchasing the HC 600 grinder doser. The HC 600 is a commercial appliance to be used in coffee shops, espresso bars, hotels, restaurants, etc. HC 600 will grind whole been coffee into variable, user selectable (from super fine to course) coffee powder and will dose It to your espresso machine Porta Filter. Read this manual from cover to cover before using the appliance as it contains important instructions for the safety, operation, and maintenance of the appliance.Keep the manual in a safe place for future use and reference.The manufacturer reserves the right to modify the appliance and the manual accordingly.Dimensions:Height:560mmWidth:210mmLength:330mmWeight:15KgBurrs diameter:64mmHopper capacity:1200gr. Coffee beansElectrical Specifications:Europe: 230V/60HzPower:350wDuty Cycle: 50%Grinding capacities: 6 9Kg/hourBean hopper doorDoser lid Dosing adjusting screw Hopper Safety screwGrinding dial Grinder body Main switchCoffee tamper Porta filter handle support Bean hopper lid Bean hopperResidue trayIndication lampUNPACKING AND INSTALLATION:Warning: All appliances’ technical handling operations such as installation, maintenance,or service should be performed by certified personnel or by your local dealer.-After opening the box, make sure that the appliance is intact and that there is no visible damage.If there is any doubt, DONOT use the appliance and call your local dealer for further assistance. -Unpack the carton box carefully. For your convenience we suggest storing all packaging materials where they can be used in the future, whenever the appliance’s transportation isnecessary.-Place the grinder on a stable flat counter in a dry area away from water or water splashes.-Position the coffee residue tray underneath the body in front of the appliance.-Install the beans hopper firmly on top of the body inside the top blade holder.-Fasten the hopper to the appliance body by means of the supplied screw. (fig.6.1) Make sure that the screw is inserted completely through both holes in the hopper and in the top blade holder.-NEVER OPERATE THE GRINDER IF THE BEAN HOPPER IS NOT FULLY SECURED IN ITS POSITION.-Before plugging in the electrical cord, make sure:-The appliance voltage and frequency rating (according to the back side label) is the same as the supply mains.-The wall socket is fitted with an efficient ground contact. DONOT plug the appliance into the supply mains if the ground system was not positively checked to be in compliance withcurrent safety rules.IT IS COMPULSORY TO GROUND THE APPLIANCE. The manufacturer can not be heldresponsible in the event that this regulation is not complied with.-The power consumption of the appliance (according to the backside label) is consistent with the relevant wall socket capacity.-The wall socket is protected against short outs and power surges.-Do not use extension cables, plug adapters for multiple sockets, or make shift connections. -Plug in the appliance.-Upon first time operation, and before placing beans in to the hopper, VISUALLY check that theblade rotation direction is clockwise by switching the appliance ON for a few seconds.-Should the rotation direction be wrong, do not use the appliance and contact your local dealerfor further instructions.-The appliance is equipped with 3 state On/Off/On switch. (Fig 7.1A)-Switch ON the appliance by turning the switch knob clockwise or counterclockwise(according user convenience).-In order to shut off the grinding operation turn main switch knob back into the OFF position.T Model (SemiAutomaticoperation):-The appliance is equipped with a 5 minute timer. (Fig 7.1B)-Switch ON the appliance by turning the timer knob clockwise to the desired time of operation.-The appliance will switch OFF automatically when the preset time is over or it can be switchedOFF manually by turning the timer knob all the way counterclockwise.AD Model (Automatic operation)-The appliance is equipped with a 3 state main switch: ON, OFF, AUTO . (Fig 7.1C)-There are 2 modes of operation of the appliance:-ON mode the appliance will run and grind coffee as long as the knob is selected toON state (manual operation)-Auto mode when switching the appliance into Auto mode, the appliance will grind coffeebeans until the coffee grind in the doser will reach the full level. Once the grind coffee level,at the doser, reached its full level the appliance will stop and stand by until the level of grind coffee is low and also 6 portions of coffee were disposed off, when these two conditions have been met the grinder will resume grinding automatically until grind level is reaching its full level.Remark:On Auto mode, if no beans at beans hopper or coffee beans had been finished through grinding before reaching the doser full level, the grinding operation will stopautomatically after 4minutes . In order to resume operation the machine has to be firstswitched off.-In order to shut off the grinding operation turn main switch knob into the OFF position.Grinding coffee with HC600 grinder: S Model (manual operation):Fig. 7.1A.Fig. 7.1B.Fig. 7.1C.Operating intervals:-The manufacturer is not recommending using the appliance continuously for a period of timeexceeding 30 minutes.-It is a normal occurrence that during long grinding periods the grinding chamber will heat up. Inorder to achieve best grinding results, it is recommended to grind coffee in short intervals of a few minutes each.Adjusting coffee grind-The grinding blades’ distance was factory pre adjusted to satisfy different common coffee grinds(from super fine to coarse) corresponding gap distance from 0.05mm to 0.5mm.-Turning the grinding dial incrementally counterclockwise will make the grind finer and turning itclockwise will make the grind coarser.-Grind a small amount of coffee and test its coarseness with your espresso machine.-As coffee beans’ qualities and characteristics are changing from time to time it is recommendedrepeating this adjustment once in a while.Adjusting coffee dosing-The doser is equipped with a portion displacement controlling knob.-In order to increase the dosed amount the knob should be turned counterclockwise andv ice versa (Fig7.3).-Test the portioned amounts by inserting a porta filter handle (not supplied) all the way into the forkshaped support and dose one or two portions.-In order to achieve repeatable and consistent portioned amounts:-Make sure that the feeding star shaped mechanism is always overfilled with coffee powder.-Always retract the dosing lever all the way to the end of its strokeSafety screw Fig. 7.2PressingFig. 7.3A) Thermal overload protectionIn order to eliminate the risk of fire the motor is equipped with an overheat protection device which will cutoff the motor’s power supply should it reach a high temperature.-In the event that the thermal protection is tripped as a result of malfunction (e.g.: jammed blades, worn out bearings, foreign object in grinding chamber, etc.) the appliance main switch should be turned off immediately and the main power plug must be disconnected. For further handling of the device contact your local service provider, and allow the appliance to cool down before any further maintenance.-In the event that the thermal protection is tripped as a result of a long continuous operation (read section 5, for operating intervals) allow the appliance to cool down and reset the thermal cutoff protection by unplugging the main cable from the socket. On the first operation afterresetting a tripped overheat protection device observe the grinding quality and noise level, and if there are any irregularities shut down the appliance and call a certified technician for acomplete analysis of the appliance.B) Grinding chamber safety screwsThe grinding chamber can be a hazardous area if the proper precautions aren’t observed.The hopper safety screw (fig4.1) and the grinding dial safety screw (fig7.2) should never be removed during normal operation of the appliance unless the appliance is disconnected from the power source.C) Coffee outlet guardThe coffee outlet guard (fig8.1) must always be fixed to the doser. On normal operation never remove the coffee outlet guard (unless when cleaning the doser, please refer to Chapter 11 Cleaning).Fig. 8.1SAFETY INSTRUCTIONS…h NEVER OPERATE THE GRINDER IF THE BEAN HOPPER IS NOT FULLY SECURED TO THE TOP BLADE HOLDER.BEFORE REMOVING THE HOPPER FOR ANY REASON MAKE SURE TO DISCONNECT THE POWER SUPPLY.-VOID CLEARING FOREIGN OBJECTS FROM THEGRINDING CHAMBER OR HOPPER WHEN THE APPLIANCE IS PLUGGED INTO A POWER SOCKET.-Never attempt to insert your fingers or any foreign objects into the grinding chamber or blades. -Be aware that grinding blades continue rotating for a short while after the grinding operation has ended.-BEFORE ANY MAINTENANCE, EVEN FOR CLEANING, ALWAYS DISCONNECT THE POWER SUPPLY.-In the event that the appliance has a malfunction or the blades need to be replaced, do not attempt to service the appliance by yourself.-Do not change or tamper with the appliance.-Do not use the appliance barefoot or if your hands or feet are damp.-Do not use the cable wire to pull and disconnect the power plug.-Always keep the appliance dry (internally and externally).-Never put grinded coffee into the hopper.-Never attempt grinding anything else other than coffee beans.Warning: All appliances’ technical handling operations, such as installation, maintenance, or service should be performed by certified personnel or by your local dealer.Check the state of the grinding blades periodically (approximately every 50kg of grinded coffee) Good condition blades will result in a high quality grind and prevent the appliances over heating. Replace grinding blades every 400KG of grinded coffee (when using original replacement parts) Be aware of the appliance’s noise level. In case the noise level is higher than normal or irregular noises are coming from within the appliance, get certified personnel to perform an overall check of the appliance.BEFORE ANY CLEANING ROUTINE DISCONNECT THE APPLIANCE POWER SUPPLY. NEVER USE RUNNING WATER TO CLEAN THE MAIN BODY AND DOSER. USE ONLY PERFECTLY CLEAN CLOTHS OR BRUSHES TO CLEAN THE APPLIANCE.DO NOT USE ABRASIVE CLEANING PRODUCTS AS THEY MAY WEAR OUT THE APPLIANCE COATING.Cleaning the beans hopperTake off the bean hopper (by releasing Bean Hopper safety s crew, Fig.6.1) and rinse it thoroughly with water and soap. As the bean hopper is made of clear polymer, use only liqu id detergent (free of abrasive components) and soft sponge. Before reinstalling the beans hopper back to its position, make sure it is dried thoroughly. To ensure great coffee taste, clean the bean hopper periodically. Cleaning the grinding chamber grinding parts and powder outlet housingFollow the instruction below for grinding chamber and grinding parts cleaning:STEP3(Step 3 should be performed bycertified technician only)Use a screw driver and nuts spanner torelease the bottom knife holder. Pull outthe knife holder.Discover the grinding house.STEP4Use a brush, a dry cloth, and avacuum cleaner to clean thegrinding chamber thoroughlySTEP 5Use a brush, a dry cloth, and avacuum cleaner to clean theupper and lower bladethoroughly.−Do not use sharp objects to scrape coffee residue off of the blades.-Examine both of the blades’ condition and replace them if necessary.-The replacement and assembly of a new set of blades is a delicate task.-Only skilled technical personnel should be allowed to perform blade removal and assemblyAfter all cleaning and replacing tasks are through make sure to assemble all of the parts and safety screws the same way as they were disconnected. If anything does not fit back together or there are some leftover parts, do not attempt to operate the appliance, call for the assistance of your technician.Cleaning the doser STEP1Discharge all grinded coffee out of the doser into a dry container by operating the discharge handle.-If a more thorough clean is required, then the operation must be performed by skilled technician.-After doser is thoroughly cleaned and empty secure the powder outlet guard Back to its original position by tightening the screws.To ensure long lasting grinder and great fresh taste of coffee, the cleaning procedureas described above should be repeated rottenly and at least once per month or as necessary STEP2Release the powder outlet guard by pulling it upward. The outlet guard is fixed by 2 rails and 2snaps.STEP3Use a clean brush to clean the coffee powder outlet, automatic switch housing, Brush the dosing chambers one by one while rotating the doser with thedischarge handle. Use a dry cloth to remove oil stains and othermarks from doser clear window.。
研磨手册

.33.
<二>.角度接外R角
讀取工件所需角度和R角,如:30度接R1.00mm, 那麼 Y=1.00-1.00 * COS 30 = 0.13mm “30度”是指工件的角度,即R1.00處的角度在 修砂輪時Y軸垂直進刀修0.13mm的深度即可. 對刀可依照修內R對刀方法.
0
工件
工件
.34.
<三>. 研磨舉例:
乏使用知識,而引起的;原因有五點:
a.使用不適當的砂輪
b.安裝方法錯誤
c.超速使用 d.超壓使用
e.操作中的不小心(砂輪撞擊,滾動,墮落等)
.6.
2.砂輪安裝注意事項:
a.選擇合適的砂輪 b.以音響及目視檢查是否破裂,不可使用有裂紋的砂輪
c.確認砂輪機的回轉數,切勿使用外經過大的砂輪,以致
超過最高使用的周速度. d.夾持砂輪的圓盤,其直經不得小於砂輪外經的三分之一,
A.砂輪鉻牘介紹
例:89A 60 J 6V 112 89A 60
磨床---當作刀刃作用的砂粒 粒度---砂粒之大小,經篩子1平 方時之孔表示.
.10.
J 6V
結合度---支持砂輪結合劑之強度; 組織---砂粒在砂輪中所占比例,數字愈 大則砂粒間距愈小;
112部內製造編號
結合劑 制法---砂粒與砂粒結成砂輪的材
砂輪
.32.
3.外R角修整
A.讀取工件圖面所需R角,如:1.00mm,那麼 16.45-1.000=15.45, “16.45”為圓弧修整器的圓心中心數據. B.夾裝修刀高度后,放在磁盤上,對砂輪正下方,垂直 進刀0.02mm后X軸歸零,將修整器調至砂輪后面,轉 90 側面對刀Y軸歸零,(歸位)將X軸上升至-1.00mm 再慢慢垂直進刀(同時轉動修整器)至點即可.
研磨作业指导书

研磨作业指导书一、引言研磨作业是一种常见的表面处理工艺,广泛应用于金属、陶瓷、玻璃等材料的加工过程中。
本指导书旨在提供一套详细的研磨作业流程,以确保操作人员能够正确、安全地进行研磨作业,保证产品质量和工作效率。
二、安全注意事项在进行研磨作业前,请务必注意以下安全事项:1. 确保工作区域干净整洁,避免杂物堆积和绊倒。
2. 穿戴个人防护装备,包括护目镜、手套、耳塞等,以防止研磨过程中产生的飞溅物对身体的伤害。
3. 使用合适的研磨工具和磨料,并确保其完好无损。
4. 确保研磨机械设备的安全性能,如稳定性、电气接地等。
5. 研磨作业过程中,严禁戴手套或长袖衣物,以免被卷入研磨设备中。
三、研磨作业流程1. 准备工作a. 检查研磨机械设备的工作状态和安全性能,确保电源接地良好。
b. 准备所需的研磨工具和磨料,根据材料的硬度和表面要求选择合适的磨料。
c. 清洁待研磨的工件表面,去除尘土和杂质。
2. 调整研磨机械设备a. 根据工件的尺寸和形状,调整研磨机械设备的夹持装置,确保工件能够稳定固定在研磨盘上。
b. 调整研磨盘的转速和进给速度,根据研磨工艺要求确定最佳的研磨参数。
3. 进行粗磨a. 将研磨盘上的粗磨磨料均匀撒布在工件表面。
b. 打开研磨机械设备,将工件缓慢放置在研磨盘上,确保工件与研磨盘接触紧密。
c. 按照预定的研磨路径,进行工件的粗磨操作,保持稳定的进给速度和研磨压力。
d. 粗磨完成后,关闭研磨机械设备,清除工件表面的磨料残留物。
4. 进行中磨a. 更换研磨盘上的中磨磨料,并均匀撒布在工件表面。
b. 打开研磨机械设备,将工件缓慢放置在研磨盘上,确保工件与研磨盘接触紧密。
c. 按照预定的研磨路径,进行工件的中磨操作,保持稳定的进给速度和研磨压力。
d. 中磨完成后,关闭研磨机械设备,清除工件表面的磨料残留物。
5. 进行精磨a. 更换研磨盘上的精磨磨料,并均匀撒布在工件表面。
b. 打开研磨机械设备,将工件缓慢放置在研磨盘上,确保工件与研磨盘接触紧密。
研磨作业指导书

研磨作业指导书一、引言研磨是一种常见的工艺,在许多工业和制造领域中都有广泛应用。
它是通过磨削材料表面来提高工件的平整度、粗糙度和尺寸精度,以满足不同工件的要求。
本指导书将介绍研磨的基本概念、操作方法以及注意事项,以帮助读者更好地理解和掌握研磨技术。
二、研磨的基本概念1. 研磨的定义和作用:研磨是指通过切削、磨擦等方式使工件表面达到一定精度和光洁度的加工方法。
它可以改善工件的表面质量,提高工件的尺寸精度和平整度。
2. 研磨的原理:研磨是通过磨粒和研磨剂对工件表面的切削、磨擦作用,使工件表面产生一定形状、尺寸和表面质量。
三、研磨操作方法1. 准备工作:a. 确认加工要求:根据工件的要求,确定需要达到的尺寸、光洁度等加工要求。
b. 准备研磨设备:选择适当的研磨机床、研磨工具和研磨机具,确保设备的正常运行。
c. 准备研磨材料:选择适当的研磨磨料、润滑液和研磨剂,根据工件材料的不同选择合适的材料。
2. 确定研磨工艺:a. 研磨方式:根据工件的形状、尺寸和表面要求,选择适当的研磨方式,如平面研磨、圆柱研磨、内外圆柱研磨等。
b. 研磨路径:确定研磨的路径和顺序,尽量保持连续、平稳的研磨过程,避免表面不均匀的问题。
c. 研磨参数:调整研磨参数,如研磨速度、进给量、磨削深度等,以满足工件的要求。
3. 开始研磨操作:a. 固定工件:将工件固定在研磨机床上,确保位置稳定,以避免因工件移动而导致的研磨不均匀问题。
b. 调整研磨机床:根据工件的要求,调整研磨机床的工作台和刀架,使其能够达到研磨要求。
c. 操作研磨工具:按照研磨路径和顺序,操作研磨工具对工件进行研磨,保持一定的研磨力度和速度,以获得理想的表面质量。
四、研磨的注意事项1. 安全操作:在研磨过程中要注意安全,佩戴适当的防护设备,如防护眼镜、口罩和手套,防止研磨引起的伤害。
2. 研磨液的使用:使用适量的研磨液进行研磨,以降低研磨温度、提高研磨效率和表面质量。
3. 研磨部件的保养:定期清洗和保养研磨设备和工具,确保其正常运行和寿命。
双端面轴承研磨机设计说明书

前言磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
十八世纪30年代,为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。
这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
1876年在巴黎博览会展出的美国布朗-夏普公司制造的万能外圆磨床,是首次具有现代磨床基本特征的机械。
它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。
1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。
1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。
随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。
随着我国机械制造业的发展,国内不断成为加工制造业的中心,我国必将对机床的需求量有较大的增长。
从机床的性能和要求方面来说,产品不断的向自动化方向倾斜。
半自动双研磨盘精研磨机作为一种专用机床,能用于研磨零件的平面和圆柱面,可以广泛用于油泵油咀厂、轴承厂、柴油机厂、量具刃具厂……,用以研磨轴承滚柱、轴承座圆、销轴、量规、密封环等零件。
双研磨盘机的下研磨盘是机床的主要部分,用以放置待研磨工件和调整工件的位置,同时起着研磨工件的作用,对提高系统的精度起到了至关重要的作用。
为了适应这种大趋势,本设计主要对半自动双研磨盘机进行设计,而作为机床中重要机构之一的传动装置,它的好坏直接决定了机床的性能。
一般情况下,传动装置常起的作用[]5是:1.减速(或增速)由于工作机所要求的速度一般与原动机的速度不相符,需要通过增速或减速来实现。
研磨作业指导书

研磨作业指导书一、任务描述本文档旨在为研磨作业提供详细的指导,包括研磨的基本概念、操作步骤、注意事项以及常见问题解答等内容。
通过阅读本指导书,您将能够掌握研磨作业的基本技巧,并有效地进行研磨作业。
二、研磨的基本概念1. 研磨定义研磨是一种通过磨削材料表面来改变其形状、尺寸和表面质量的加工方法。
它可以用于去除材料表面的氧化层、划痕、凹陷等缺陷,使其表面变得平整、光滑。
2. 研磨工具和材料常用的研磨工具包括研磨机、砂轮、砂纸等。
研磨材料主要有金刚石砂轮、氧化铝砂纸等。
选择适当的研磨工具和材料对于研磨作业的效果至关重要。
三、研磨的操作步骤1. 准备工作(1)清洁工作区:确保工作区域干净整洁,没有杂物和灰尘。
(2)检查设备:检查研磨机和研磨工具的状态,确保其正常运转。
(3)选择研磨材料:根据材料的硬度和要求选择合适的研磨材料。
2. 研磨操作(1)固定材料:将待研磨的材料固定在研磨机上,确保其稳定不会滑动。
(2)调整研磨机参数:根据材料的硬度和要求,调整研磨机的转速、进给速度等参数。
(3)开始研磨:打开研磨机,慢慢将研磨工具接触到材料表面,进行研磨。
注意保持适当的研磨压力和速度,避免过度研磨或者研磨不均匀。
3. 完成研磨(1)检查研磨效果:研磨完成后,用目视和触摸的方式检查研磨效果,确保达到预期的要求。
(2)清理工作区:清理研磨过程中产生的碎屑和粉尘,保持工作区域的清洁。
四、研磨的注意事项1. 安全操作(1)佩戴个人防护装备:进行研磨作业时,应佩戴护目镜、口罩、手套等个人防护装备,确保安全。
(2)遵守操作规程:严格按照研磨机的操作规程进行操作,避免发生意外事故。
2. 研磨参数调整(1)根据材料的硬度和要求,调整研磨机的转速、进给速度等参数,以获得最佳的研磨效果。
(2)避免过度研磨:过度研磨会导致材料表面损伤,影响其性能。
3. 研磨工具和材料的选择(1)根据材料的硬度和要求选择合适的研磨工具和材料,以获得最佳的研磨效果。
研磨作业指导书

研磨作业指导书一、任务背景研磨是一种常见的表面加工工艺,用于改善工件的表面质量和精度。
研磨作业是一项需要高度技术和经验的工作,需要操作人员具备一定的知识和技能。
本指导书旨在为研磨作业提供详细的指导,确保操作人员能够正确、安全地进行研磨作业。
二、操作准备1. 确保操作人员已经接受过相关的培训,了解研磨作业的基本原理和操作流程。
2. 确保操作人员已经戴上适当的个人防护装备,包括安全帽、防护眼镜、口罩、耳塞、手套等。
3. 检查研磨设备的工作状态,确保设备正常运行,无任何异常情况。
4. 准备研磨所需的研磨工具和磨料,确保其质量和数量符合要求。
5. 清理研磨现场,确保工作区域整洁、干净,以防止杂物对操作的干扰。
三、操作步骤1. 确定研磨的目标和要求,了解需要研磨的工件的材料、尺寸和表面粗糙度要求。
2. 根据工件的要求选择合适的研磨工具和磨料,确保其能够满足工件的加工要求。
3. 将工件固定在研磨设备上,确保工件稳定且位置正确。
4. 根据研磨工具的类型和工件的要求,调整研磨设备的参数,如转速、进给速度等。
5. 开始研磨操作,根据工件的形状和要求选择合适的研磨方式,如平面研磨、圆柱研磨等。
6. 在研磨过程中,要保持研磨工具和磨料的良好状态,及时更换磨料,以保证研磨效果。
7. 定期检查工件的研磨质量,确保其满足要求,如表面光洁度、尺寸精度等。
8. 研磨完成后,及时清理研磨设备和工作区域,将废料和杂物进行分类处理。
四、注意事项1. 在进行研磨作业前,要对研磨设备进行检查和维护,确保其正常运行,避免发生意外事故。
2. 操作人员在进行研磨作业时,要戴上适当的个人防护装备,保护自己的安全。
3. 在研磨过程中,要注意操作规范,遵循操作规程,确保操作的准确性和安全性。
4. 在研磨过程中,要随时关注研磨工具和磨料的磨损情况,及时更换,以保证研磨效果。
5. 在研磨作业结束后,要及时清理研磨设备和工作区域,保持整洁,以便下次使用。
研磨手册
.6.
2.砂轮安装注意事项:
a.选择合适的砂轮 a.选择合适的砂轮 b.以音响及目视检查是否破裂, b.以音响及目视检查是否破裂,不可使用有裂纹的砂轮 以音响及目视检查是否破裂 c.确认砂轮机的回转数,切勿使用外经过大的砂轮, c.确认砂轮机的回转数,切勿使用外经过大的砂轮,以致 确认砂轮机的回转数 超过最高使用的周速度. 超过最高使用的周速度. d.夹持砂轮的圆盘 其直经不得小於砂轮外经的三分之一, 夹持砂轮的圆盘, d.夹持砂轮的圆盘,其直经不得小於砂轮外经的三分之一, 左右两个法兰盘直经必须相同,且夹持面要平,不得附著 左右两个法兰盘直经必须相同,且夹持面要平, 污垢,内侧应有凹穴. 污垢,内侧应有凹穴. e.内缘盘应以牢固著在心轴上. e.内缘盘应以牢固著在心轴上. 内缘盘应以牢固著在心轴上 f.缘盘与砂轮的接触面,必须夹紧清洁且平直的吸墨纸. f.缘盘与砂轮的接触面,必须夹紧清洁且平直的吸墨纸. 缘盘与砂轮的接触面 g.安装砂轮应以均等且适度的力量上紧螺帽. g.安装砂轮应以均等且适度的力量上紧螺帽. 安装砂轮应以均等且适度的力量上紧螺帽 h.砂轮平衡校正. h.砂轮平衡校正. 砂轮平衡校正 i.开机前必须装上保护罩,并带上安全眼镜. i.开机前必须装上保护罩,并带上安全眼镜. 开机前必须装上保护罩
.22.
五 平面研磨
>.下料 下料: <一>.下料:
根据图面尺寸提供的工件厚度,宽度,长度, 1. 根据图面尺寸提供的工件厚度,宽度,长度, 选择合适的材料; 选择合适的材料; 2.将对刀置於平台上且紧贴平台的挡边 将对刀置於平台上且紧贴平台的挡边, 2.将对刀置於平台上且紧贴平台的挡边,切割片 侧面对刀,听到切割片与对刀块接触发出声音时, 侧面对刀,听到切割片与对刀块接触发出声音时, 轴归零; Y轴归零; 3.摇动前后手轮 摇动前后手轮, Y=宽度 0.30cm 3.摇动前后手轮,数显示屏上 Y=宽度 + 0.30cm (0.30为加工余量),固定 为加工余量),固定Y 切割片垂直进刀, (0.30为加工余量),固定Y轴,切割片垂直进刀,并均 匀摇动左右手轮,进刀至工件厚度只有0.5~1.0cm 匀摇动左右手轮,进刀至工件厚度只有0.5~1.0cm 0.5~1.0 摇起切割片,翻转材料,再垂直进刀, 时,摇起切割片,翻转材料,再垂直进刀,将材料完 全分割; 全分割; .23.
Retsch CryoMill 冷冻研磨机使用手册说明书

SpotlightSafety & Hazard ContainmentEfficient Grinding at –196 °CRetsch’s New CryoMill for Safe and Reproducible Grinding with Liquid NitrogenThe CryoMill has been specially designed for cryogenic grinding. The mill features an integrated cooling system which continually cools the grinding jar with liquid nitrogen before and during the grinding process. Thus the sample is embrittled and volatile components are preserved.The CryoMill does not require bothersome manual refilling with LN2. The liquid nitrogen circulates through the system and is continually replenished from an autofill system in the exact amount which is required to keep the temperature at –196°C. The automatic cooling system guarantees that the grinding process is not started before the sample is thoroughly cooled. This results in reduced consumption and guarantees reproducible grinding results.The operation of the mill is exceptionally easy. The grinding parameters can be stored and called up for routine tasks. The display features LED lights which indicate the current state of operation, e.g.cooling or grinding. With a vibrational frequency of 25 Hz the CryoMill processes sample materials very effectively in a few minutes. The sample is mainly ground by impact but also by friction which allows for substantially finer grind sizes compared to other cryogenic mills . The CryoMill is equipped with one grinding station for no-loss screw-top grinding jars of 25 ml, 35 ml and 50 ml.Another option is the use of an adapter which holds up to four 5 ml grinding jars. The mill can alsobe operated without cooling which makes it suitable for a vast range of applications.Application Example PolymersIn the polymer industry XRF (X-Ray Fluorescence) analysis is a very efficient multi-element method for the determination of heavy metals in plastic parts or granulates. In a modern laboratory not only the accuracy and reproducibility of the results are important, but also the time factor and the safety of the laboratory employees are crucial aspects. That is the reason why XRF has become the preferred method for many applications because ICP and AAS analyses require time-consuming digestion of the sample material with strong acids.For XRF analysis, the polymers have to be pulverised first. To obtain reliable results, the powder should have a fineness of at least 500 microns. Smaller particle sizes are advantageous, because less disturbing reflections are detected and the material is also more homogeneous.Trial ConditionsRetsch CryoMillRetsch MM 400Standard cryogenic millGrinding temperature: -196 °C Pre-cooled sample (-196 °C), Grinding temperature: -196 °C Frequency: 25 s-1grinding at room temperature Frequency: 10 s-1Time: 2 minFrequency: 25 s-1Time: 5 minTime: 2 minResultsThe trials were carried out with 3 different mills: the Retsch CryoMill, the Retsch Mixer Mill MM 400 with CryoKit, and a standard mill for cryogenic grinding. The sample was a piece of commercial car tyre.For the MM 400 the sample was pre-cooled in an insulated container (CryoKit) filled with liquid nitrogen and then ground at room temperature. Figure 1shows the results obtained with each mill. It can be clearly seen that the result of the MM 400 with CryoKit and the standard cryogenic mill are almost identical. The fineness achieved with the CryoMill is significantly better (>20 % finer).The sample for the second trial was a car seat filling. Usually, this type of material is done with a cutting mill which, however, hardly produces particles smaller than 1 mm, becausethe sample gets too hot during the cutting process. For applications like this the CryoMill is very effective – sizes down to 200 µm are easily achieveable.Application Example LeatherIn another trial a leather glove was tested. Leather is a material which is difficult to grind. A cutting mill would be the obvious choice, however, the final fineness is usually limited to 1 mm. To achieve a smaller grind size - e.g. for subsequent extraction or digestion for chromatographic or spectroscopic analysis - the sample was processed in the CryoMill and also in a standard cryogenic mill. The photos show the grinding results of both mills after 5 minutes. The CryoMill achieved a fineness of approximately 250 microns whereas the standard mill hardly ground the leather at all. The test results clearly show the superiority of the CryoMill.ConclusionFor many materials cryogenic grinding is the only method to obtain particle sizes below 500 microns which are a prerequisite for reliable and meaningful XRF analysis results. The Retsch CryoMill has proven to be the perfect tool for grinding temperature-sensitive materials which are above the glass point at room temperature. Moreover, the grind sizes are significantly finer than those produced by comparative mills. Especially for difficult materials such as car tyres or leather the Retsch CryoMill is the ideal instrument for sample preparation. Since the mill works with a liquid nitrogen cycle, the system is especially safe and easy to use.The CryoMill at a glance:• Fast, efficient cryogenic grinding at –196°C• Ideal for plastics, temperature-sensitive materials and samples with volatile components • Safe and convenient thanks to an integrated cooling system with Autofill • Programmable cooling cycles, digital parameter setting • High final fineness down to approx. 5 microns • Highly reproducible grinding resultsAuthor:Dr. Andreas Theisen, Retsch GmbH Team Leader MarketingRheinische Str. 36, 42781 Haan, Germany Telefon: +49 (0) 21 29/55 61-0Telefax: +49 (0) 21 29/E-Mail:*************Figure 1. Grinding results car tyre Figure 2. Easy handling of the grinding jar Figure 3. Grinding results CryoMill Figure 4. Grinding results standard cryogenic mill。
研磨操作手册SOP

研磨操作手册SOP1. 目的本操作手册旨在提供研磨工作的标准操作程序(SOP),以确保研磨工作的质量和安全。
2. 范围本操作手册适用于所有从事研磨工作的操作人员。
3. 研磨工作的准备3.1 准备工作区域- 确保研磨工作区域干净整洁。
- 移除任何杂物和危险品。
- 检查研磨设备和工具的状态,确保其正常工作。
3.2 配置研磨设备和工具- 根据研磨要求,选择合适的研磨设备和工具。
- 检查研磨设备和工具的磨损程度,如有需要及时更换。
3.3 准备研磨试样- 根据实验要求准备研磨试样。
- 确保试样清洁,并进行必要的标记和编号。
4. 研磨操作步骤4.1 正确佩戴个人防护装备- 确保佩戴适当的个人防护装备,包括护目镜、口罩、手套和防护衣。
4.2 调整研磨设备- 根据试样的要求,调整研磨设备的参数,如研磨盘的速度和研磨时间。
4.3 安装研磨试样- 将研磨试样正确安装在研磨盘上,确保试样稳定和安全。
4.4 启动研磨设备- 启动研磨设备并确保其正常运行。
- 监控研磨过程,注意观察是否有异常情况出现。
4.5 完成研磨工作- 在研磨完成后,停止研磨设备并关闭电源。
- 将研磨试样从研磨盘上取下。
5. 清洁和维护5.1 清洁工作区域- 清理研磨工作区域,包括清除研磨粉尘和杂物。
5.2 维护研磨设备和工具- 定期检查和维护研磨设备和工具,确保其正常工作。
6. 安全注意事项- 严格遵守个人防护措施。
- 在操作过程中保持专注和集中,避免分散注意力。
- 禁止在研磨设备运行时进行维护或调整。
- 如有异常情况出现,应立即停止操作并上报。
7. 纠正措施如发现研磨操作不符合要求或存在安全隐患,应及时采取纠正措施,并记录下来以便改进。
8. 相关记录记录所有研磨操作的相关信息,包括研磨设备的维护记录和异常情况的记录。
9. 培训要求所有进行研磨操作的操作人员应接受相关培训,并定期更新知识和技能。
10. 参考文献[列出相关研磨操作的参考文献]以上为研磨操作手册SOP的内容,请操作人员严格遵守执行。
美剂乐研磨和筛分乳糖技术手册说明书

MILLED AND SIEVED LAC TOSE技术手册研磨和筛分乳糖GRANULAC® 70 GRANULAC® 80 GRANULAC® 140 GRANULAC® 200 GRANULAC® 230 SORBOLAC® 400 PRISMALAC® 40 CAPSULAC® 60 SACHELAC® 80 SPHEROLAC® 1002MEGGLE | 研磨和筛分乳糖 | 2023-01法规与质量信息美剂乐研磨的α-一水乳糖(GranuLac® 70、GranuLac® 80、GranuLac® 140、GranuLac® 200、GranuLac® 230、SorboLac® 400)和筛分的α-一水乳糖(PrismaLac® 40、CapsuLac® 60、SacheLac® 80、SpheroLac® 100)符合现行欧洲药典、美国药典和日本药典。
质量标准与法规文件可从 下载。
MEGGLE提供了满足制药标准的多种乳糖等级产品,其中几种是双重来源的(德国Wasserburg和美国Le Sueur)。
美剂乐在德国Wasserburg的药用乳糖生产基地经DIN ISO 9001:2015 认证,并根据 IPEC-PQG对于辅料生产的GMP要求以及美国药典 USP通则(1078章)实施cGMP。
自2014年以来,美剂乐一直是获得EXCiPACT™认证的辅料制造商和供应商。
位于Wasserburg的设施能够满足生产美剂乐全系列乳糖的需要,包括筛分、研磨、制粒、喷雾干燥和共加工等。
此外,美剂乐也是IPEC(国际药用辅料协会)的成员。
美剂乐始终保持着对原料供应的可持续性、生产规范、生产效率,以及环境保护等方面不遗余力的投入。
研磨基础手册(很好用)
研磨基礎手冊( 初級入門 )研磨學徒初級入門前言机械制造業(或模具加工行業)是技朮密集型的行業,這個行業對其職工職業素質的要求比較高,在科學技術發展的今天尤其重要.在市場經濟條件下,企業之間的競爭,歸根到底是人才的競爭,所以企業必須有一支高素質的技術工隊伍.為了提高技術工人的素質,結合實踐特制定本教育手冊.第一章平面磨床構造与保養第二章常用工量具的結構和使用方法以及保養第三章常用材質的區別性和重要性第四章磨削的基本原理第五章磨床常用夾具的使用与保養第一章平面磨床的构造与保養根據用途不同可分為:外圓磨床,內圓磨床,平面磨床,工具磨床,螺紋磨床,……光學磨床等.一.平面磨床构造与保養1.平面磨床的結構由:1) 底座 2)電動主軸 3)上下手柄 4)鞍座 5)立柱 6)前后手輪 7)工作台 8)左右手柄 9)相關配置(電子尺,變頻器)工作燈,操作箱2.平面磨床保養:A.必須保持油路暢通B.勿讓灰塵進入機身和油槽內,勿讓風槍對著磨床吹C.輕拿輕放工件,在研磨過程中防止主軸受猛烈撞擊,杜絕用蠻力取工件,以免划傷平台.D.下班或暫停使用機床時,要關掉電源,將机台打掃干凈,長期不用時要涂上一層薄油脂的防生銹.E.機台停用時﹐平台搖置中間第二章常用工具的結構和使用方法及保養一.游標卡尺:1).首先要檢查一下尺身与游零線是否對齊;2).可用透光法檢查內外測量爪的測量面是否貼合,如有透光不均,說明測量爪的測面已經磨損3).測量時,將工件平穩地放在兩測量爪之間,用手推動游標与卡尺的相對移動,靠手感到測量爪与工件接觸,然后讀出工件的尺寸;4).使用游標卡尺時,切記不可在工件轉動時進行測量5).游標卡尺用完后,應擦拭干淨,長時間不用時,應涂上一層薄油脂,以防生銹二.千分尺千分尺屬於微精密量,它是利用螺旋副原理,而制成,根據用途可分為:1)外徑千分尺2).內徑千分尺3).杠杆千分尺4).制法千分尺1.外徑千分尺:外徑千分尺具有測力裝置,隔熱處理,和緊固測微螺杆的鎖緊裝置.1).在使用外徑千分尺之前,應先將校對量杆置測砧和測微螺杆之間,檢查它的固定套筒中心線与微分套筒的零線是否重合,如不重合,應進行調整.2).測量時,先轉動微分套筒,待測量接近被測表面再使用測力裝置,直到測量杆与被測表面接觸並發出“嚓嚓”聲時,方可讀數,如取下千分尺讀數,應先將測量杆鎖緊,然后取下千分尺讀出尺寸;3).使用時不得強行轉動微套筒,也不能用千分尺測工件的粗糙表面或毛胚,以及正轉動或發熱的工件4).讀數時,應先讀微分筒左面的刻線值,即毫米整數和半毫米數,然后按微分筒上与固定筒上軸向中線對准刻度讀出小數值,將整數,半毫米數和小數相加,即為被測尺寸.5).用完后,就擦拭干淨并放入盒中,并要定期檢查校對.二.千分表千分表用於測量工件的幾何形狀誤差和尺寸,還可用於檢查机床的几何精度和調整工裝,夾具等.千分度的分度值為0.002mm.1).在使用時,可將千分表裝在表架上,把零件放在手板上,使千分表的測量頭壓到被測零件的表面上,再轉動表盤,使長針對准零位,然后移動千分表,就可測出零件的直線度或平行度誤差值.2).使用千分表時,就注意不要讓測頭突然觸及工件,以免損傷表內零件;3).千分表不用時,應解除所有負荷,用軟布把表面擦干淨,但是一定不能讓水,油,冷卻液進入表体,測量杆不允許涂油,然后放入盒內.第三章常用材質的區別性和重要性一. 目前我們公司模具常用鋼材有SLD(SKD11)───特种冷衝模合金鋼 HRC610以上NAC(SKD61)───侁質熱作模合金鋼 HRC530以下SKH-9───特种优質高速鋼S50C───高炭鋼Viking───特种优質熱作模合金鋼超深冷料Viking───經過特殊加工的VIKING料電木 (balite)优力膠纖維板 (fibve glass)亞克力 (aryl)銅(紅,絡,青,鎢)W.C(鎢鋼)二. 材料的區別1).硬料与軟料的區別:顧名思義其硬度完全不一樣,尤其是同一种金屬材料,分別很明顯.2).SKD11,SKH9与SKD61,VIKING超深冷料其區別在於前兩种用於冷沖模,硬度特高,后三种用於塑膠模,硬度相對較軟,且前兩种火花較少,較細,尾巴較短,后三种較多,粗,尾巴長3).SKD11与SKH9的區別在於后者的硬度高,更適用於刀刃成型,其火花前者發黃,后者呈淺紅色4).SKD61,VIKING与超深冷料在硬度上与火花上區別不是很大,因此在使用完之后的碎料和整料一定要分區域擺好5).鎢鋼呈黑色,較重,要用SDC砂輪研磨看不到火花.第四章磨削的基本原理一.砂輪的构造白剛玉1).磨料鉆石&氮化硼(SDC→人造差屬披履鉆石)陶瓷結合劑2).結合劑樹脂結合劑(鎢鋼砂輪)3).气孔二.砂輪之選用1.A(WA)—磨料C—N 硬料V—結合劑,具体選擇可參照《袖珍磨工手冊》第410頁表11-12.砂輪之選用跟工作物材質,加工精度,生產能力,磨削方式,砂輪的尺寸与形狀,砂輪的圓周速度等有關.一般情況,粗磨時輪本公司常選用38A46K砂輪,精磨成型則選用100~180K,深層切屑時可選180K~320K砂輪,鏡面研磨時可選1000K砂輪.三.磨屑的形式磨屑就是依靠這些砂輪表面上的微刃,在高速旋轉下,切下工件表面的余量,磨削加工也可以說是一种多刃的高速切削.1.金屬磨削的過程1).擠壓階段2).滑移階段3).擠裂階段4).切離階段由于切下的磨屑非常細微,而且磨削溫度又很高,所以當磨屑飛出時,就在空中急速氧化,燃燒,形成磨削大花.2.各种因素對切屑厚度的影響1).砂輪圓周速度2).工件圓周速度(圓沖)3).背吃力量4).砂輪粒度5).砂輪寬度和縱向進給量3.磨削熱對加工的影響磨削時,因砂輪對工件表面的劇烈摩擦,可使局部區的瞬間溫度高10000C以上,因此導致影響有:1)造成工件表面燒傷(指工件表面的金屬材質發生不均的退火),使工件表面硬度降低,從而影響零件的使用性能和壽命,嚴重燒傷呈焦黃色或焦黑色的氧化膜,輕微燒傷呈淡黃色(SKD11易燒傷)2)工件表面殘余應力和裂紋(使工件出現變形或裂紋)3)影響工件的加工精度(膨脹變形)4.減少磨削熱的措施1) 根據工件的材質,合理選用砂輪,例如選軟砂輪,大气孔砂輪,小砂輪,粗砂輪)2) 采用良好的冷卻措施如選用合适的切削渡(水,酒精,切削液調溫裝置)3).合理選用磨削用量:如調節砂輪速度,降低背吃刀量.5. 研磨加工工具体方法与技術指導1). 平行平面的磨削,平行平面需要達到的主要技術要求是:平面本身的平面度誤差和表面粗糙度,兩平面間的相互平行度誤差等,磨削時應選擇大而較平整的面作定位基准,當定位表面為粗基準時,應用銼刀,砂布清除工件表的毛刺和熱處理氧化層,粗磨時,要注意使工件兩面磨去的余量均勻,精磨時可在垂直進給停止后,作幾次光磨,以減小工件表面粗糙度值.為獲得較小的平行度誤差,可將工件多翻幾次面,反复磨削,這樣可以把工件兩個面上線留的誤差逐步減小,平行面常用磨削方法有以下幾种:A.橫向磨削法最常用的一种磨削方法,即當工件台縱向行程終了時,砂輪主軸作一次橫向進給,待工件上第一層金屬磨去后,砂輪再作垂直進給,直至切除全部余量為止,這种方法適用於磨削長而寬的平面工件,其特點是磨削熱較小,排屑和冷卻條件較好,因而容易保證工件的平行度和平面度要求,但生產效率較低.1). 磨削用量的選擇:一般粗磨時,橫向進給量f=(0.1~0.48)bs/雙行程(bs為砂輪寬度).垂直進給量按橫向進給量選擇為0.015~0.05mm,精磨時,f=(0.05~0.1)bs/雙行程,ap=0.005~0.01mm2). 砂輪用量的選擇:常用平行陶瓷砂輪.B.切入磨削法:當工件磨削面寬度6小于砂輪寬度bs時,可采用切入磨削法,此方法因不作橫向進給,機動進間縮短,結束時可作適當橫向移動,可減小工件表面的粗糙度值C.台階砂輪磨削法,階梯砂輪磨法是一种磨削效果較好的磨削方法,但給合本公司生產狀況而不常用,故暫不推介.2). 薄板,薄片工件的磨削這類工件剛度差,磨削時很容易產生受熱變形和受力變形,所以首先采取各种措施來減少工件的發熱和變形,如選用較軟砂輪,并使它經常,保持鋒利,采用較小的背吃刀量和較高工作台,變形:瘁火變形,上道工序選成的彎曲變形,彈性變形.方法:1) 墊彈性墊片2) 涂白蜡3) 墊紙4) 低熔點材料粘固(松香,石蜡)5) 改變夾緊力方向6) 減小電磁吸盤的吸力第五章磨床常用夾具的使用与保養一.夾具的意義在机床加工工件時,為了保証加工精度,需在机床上占有正确的位置,并將工件夾緊的工藝裝備稱為夾具.二.夾具的作用1.保證產品加工質量2.提高生產效率3.改善工人勞動條件4.擴大机床使用範圍5.解決磨床裝夾中的特殊困難三.目前公司磨床使用的工夾具有1. 虎鉗2. 正弦台3. 導磁塊4. 沖子成型器5.V形塊6.前后頂尖7.三角爪其具體使用可詳見說明書和現場宣導四.工夾具的保養1.在使用過程中輕拿輕放,免受沖擊性撞擊,其常用的工作面不能有任何損傷.2.使用完后要用油布擦拭干凈,并量於盒中.。
VARIO-W咖啡研磨机 使用手册 说明书

V ARIO-W TM基于重量的研磨机手册®感谢您购买 VARIO-W咖啡研磨机。
无论在家中、办公室还是咖啡店中,您都能够以从未有过的便捷方式使用VARIO-W咖啡研磨机制作专业品质的咖啡。
Vario 是一款全整合实时称重研磨机,它可以用于各种风格的咖啡调制。
Vario 占用地方很小,具备直观操作面板以及粗/细两级调节功能。
产品介绍垫圈VARIO-W 使用平面陶瓷垫圈,可以适用于各种咖啡调制。
陶瓷垫圈要比钢材垫圈更坚硬,使用寿命(平均)为钢材垫圈的两倍。
可关闭漏斗VARIO-W配备有可关闭漏斗,它在有咖啡豆的情况下,也可以从研磨机上拆卸下来,从而能够方便地更换不同的咖啡豆种类。
目录产品介绍 3目录 4零件标识 6安全信息 7操作说明 9普通研磨操作 9定量研磨操作 10编程 10睡眠模式 11垫圈校准 11保养和清洁 14拆卸咖啡豆漏斗 14拆卸上层垫圈 14清洁底盒、漏斗和垫圈 14更换垫圈 15更换咖啡豆漏斗 15自动清洁 16保修和服务 17零件标识咖啡豆漏斗(250克)研磨重量调整按钮(2)皮重按钮可编程重量预设按钮(3个按钮)漏斗盖研磨细调控制杆研磨重量LCD显示屏开始/停止按钮研磨粗调控制杆VARIO-WTM咖啡豆漏斗关闭控制杆(漏斗背面)安全信息请仔细阅读下面的信息。
其中包含有使用产品的重要安全信息。
请保留这些以供信息以后参考。
►只能使用交流电源和正确电压。
查看研磨机底座上的标签确定正确的电压。
►只能使用干燥或微湿的布清洁研磨机外壳。
►不要超出研磨机的使用范围(研磨完全烘焙的咖啡豆)►如果超出范围使用研磨器,或者对研磨器进行不当操作和维修,Baratza 对其造成的损坏或伤害不承担任何责任。
所有的保修承诺都将无效。
►只能根据手册保养和清洁部分中描述的方法拆卸研磨机。
如果你无法修复故障,可以访问 ,并查看我们的故障排除(Troubleshooting)页面。
►不要使用故障的线缆或插头,也不要再研磨器故障时进行操作。
NUOVA SIMONELLI 咖啡研磨机使用手册.
NUOV A SIMONELLI咖啡研磨机使用手册请仔细阅读并妥善保存本手册,以备不时之需。
厂商保留随时更改有关信息的权力,恕不另行通知。
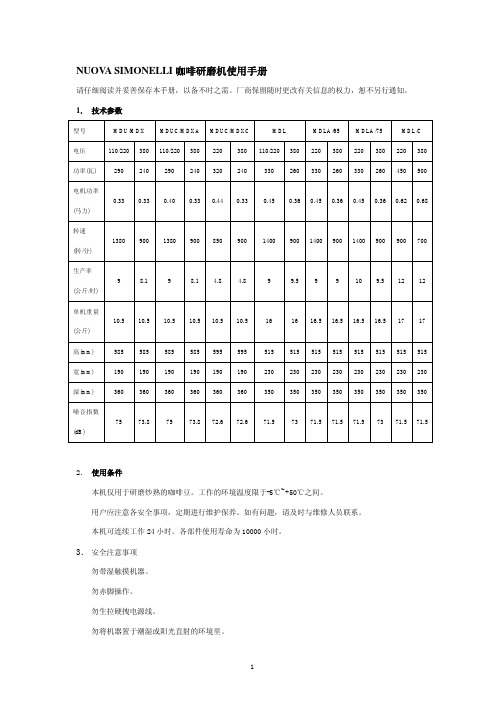
1.技术参数型号MDU/MDX MDUC/MDXA MDUC/MDXC MDL MDLA/65 MDLA/75 MDL/C电压110/220 380 110/220 380 220 380 110/220 380 220 380 220 380 220 380 功率(瓦) 290 240 290 240 320 240 330 260 330 260 330 260 450 500电机功率0.33 0.33 0.40 0.33 0.44 0.33 0.45 0.36 0.45 0.36 0.45 0.36 0.62 0.68 (马力)转速1380 900 1380 900 850 900 1400 900 1400 900 1400 900 900 700 (转/分)生产率9 8.1 9 8.1 4.8 4.8 9 9.5 9 9 10 9.5 12 12 (公斤/时)单机重量10.5 10.5 10.5 10.5 10.5 10.5 16 16 16.5 16.5 16.5 16.5 17 17 (公斤)高(mm) 585 585 585 585 595 595 515 515 515 515 515 515 515 515 宽(mm) 190 190 190 190 190 190 230 230 230 230 230 230 230 230 深(mm) 360 360 360 360 360 360 350 350 350 350 350 350 350 350噪音指数75 73.8 75 73.8 72.6 72.6 71.5 73 71.5 71.5 71.5 73 71.5 71.5 (dB)2.使用条件本机仅用于研磨炒熟的咖啡豆。
工作的环境温度限于-5℃~+50℃之间。
研磨作业指导书

研磨作业指导书引言概述:研磨作业是一项常见的工业加工技术,用于改善材料表面的光洁度和精度。
本文将为您提供一份研磨作业指导书,旨在帮助您正确进行研磨作业,以获得优质的加工结果。
一、准备工作1.1 确定研磨目标:在进行研磨作业之前,首先需要明确研磨的目标。
是为了去除材料表面的缺陷,还是为了提高材料的光洁度和平整度?明确目标有助于选择合适的研磨工艺和工具。
1.2 选择研磨工具:根据研磨目标和材料的特性,选择适合的研磨工具。
常见的研磨工具包括砂轮、砂布、砂纸等。
不同的工具有不同的研磨效果和适用范围,需根据具体情况进行选择。
1.3 准备工作环境:确保研磨作业的环境整洁、安全。
清理工作区域,移除可能影响研磨质量的杂物。
同时,佩戴适当的个人防护装备,如护目镜、手套等,以确保作业安全。
二、研磨操作2.1 研磨前的处理:在进行研磨之前,需要对材料进行适当的处理。
这可能包括去除材料表面的污垢、氧化层等。
可以使用清洁剂、溶剂或酸碱溶液进行清洗,以确保研磨作业的顺利进行。
2.2 研磨工艺选择:根据研磨目标和材料的特性,选择合适的研磨工艺。
常见的研磨工艺包括平面研磨、圆柱研磨、内外圆研磨等。
每种工艺都有相应的操作要点和注意事项,需根据具体情况进行选择。
2.3 研磨操作技巧:进行研磨作业时,需要掌握一些基本的操作技巧。
首先,保持适当的研磨压力和速度,避免过度研磨或不足研磨。
其次,保持稳定的研磨方向和角度,避免产生划痕或不均匀研磨。
最后,定期更换研磨工具,以保持研磨效果和质量。
三、研磨液的选择与使用3.1 研磨液的种类:根据研磨目标和材料的特性,选择适合的研磨液。
常见的研磨液包括水、油、酸碱溶液等。
不同的研磨液有不同的润滑和冷却效果,需根据具体情况进行选择。
3.2 研磨液的使用方法:在进行研磨作业时,正确使用研磨液可以提高研磨效果和工具寿命。
首先,控制研磨液的用量,避免过量使用或不足使用。
其次,保持研磨液的清洁度,定期更换研磨液,以避免杂质对研磨质量的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
研磨基礎手冊( 初級入門 )研磨學徒初級入門前言机械制造業(或模具加工行業)是技朮密集型的行業,這個行業對其職工職業素質的要求比較高,在科學技術發展的今天尤其重要.在市場經濟條件下,企業之間的競爭,歸根到底是人才的競爭,所以企業必須有一支高素質的技術工隊伍.為了提高技術工人的素質,結合實踐特制定本教育手冊.第一章平面磨床構造与保養第二章常用工量具的結構和使用方法以及保養第三章常用材質的區別性和重要性第四章磨削的基本原理第五章磨床常用夾具的使用与保養第一章平面磨床的构造与保養根據用途不同可分為:外圓磨床,內圓磨床,平面磨床,工具磨床,螺紋磨床,……光學磨床等.一.平面磨床构造与保養1.平面磨床的結構由:1) 底座 2)電動主軸 3)上下手柄 4)鞍座 5)立柱 6)前后手輪 7)工作台 8)左右手柄 9)相關配置(電子尺,變頻器)工作燈,操作箱2.平面磨床保養:A.必須保持油路暢通B.勿讓灰塵進入機身和油槽內,勿讓風槍對著磨床吹C.輕拿輕放工件,在研磨過程中防止主軸受猛烈撞擊,杜絕用蠻力取工件,以免划傷平台.D.下班或暫停使用機床時,要關掉電源,將机台打掃干凈,長期不用時要涂上一層薄油脂的防生銹.E.機台停用時﹐平台搖置中間第二章常用工具的結構和使用方法及保養一.游標卡尺:1).首先要檢查一下尺身与游零線是否對齊;2).可用透光法檢查內外測量爪的測量面是否貼合,如有透光不均,說明測量爪的測面已經磨損3).測量時,將工件平穩地放在兩測量爪之間,用手推動游標与卡尺的相對移動,靠手感到測量爪与工件接觸,然后讀出工件的尺寸;4).使用游標卡尺時,切記不可在工件轉動時進行測量5).游標卡尺用完后,應擦拭干淨,長時間不用時,應涂上一層薄油脂,以防生銹二.千分尺千分尺屬於微精密量,它是利用螺旋副原理,而制成,根據用途可分為:1)外徑千分尺2).內徑千分尺3).杠杆千分尺4).制法千分尺1.外徑千分尺:外徑千分尺具有測力裝置,隔熱處理,和緊固測微螺杆的鎖緊裝置.1).在使用外徑千分尺之前,應先將校對量杆置測砧和測微螺杆之間,檢查它的固定套筒中心線与微分套筒的零線是否重合,如不重合,應進行調整.2).測量時,先轉動微分套筒,待測量接近被測表面再使用測力裝置,直到測量杆与被測表面接觸並發出“嚓嚓”聲時,方可讀數,如取下千分尺讀數,應先將測量杆鎖緊,然后取下千分尺讀出尺寸;3).使用時不得強行轉動微套筒,也不能用千分尺測工件的粗糙表面或毛胚,以及正轉動或發熱的工件4).讀數時,應先讀微分筒左面的刻線值,即毫米整數和半毫米數,然后按微分筒上与固定筒上軸向中線對准刻度讀出小數值,將整數,半毫米數和小數相加,即為被測尺寸.5).用完后,就擦拭干淨并放入盒中,并要定期檢查校對.二.千分表千分表用於測量工件的幾何形狀誤差和尺寸,還可用於檢查机床的几何精度和調整工裝,夾具等.千分度的分度值為0.002mm.1).在使用時,可將千分表裝在表架上,把零件放在手板上,使千分表的測量頭壓到被測零件的表面上,再轉動表盤,使長針對准零位,然后移動千分表,就可測出零件的直線度或平行度誤差值.2).使用千分表時,就注意不要讓測頭突然觸及工件,以免損傷表內零件;3).千分表不用時,應解除所有負荷,用軟布把表面擦干淨,但是一定不能讓水,油,冷卻液進入表体,測量杆不允許涂油,然后放入盒內.第三章常用材質的區別性和重要性一. 目前我們公司模具常用鋼材有SLD(SKD11)───特种冷衝模合金鋼 HRC610以上NAC(SKD61)───侁質熱作模合金鋼 HRC530以下SKH-9───特种优質高速鋼S50C───高炭鋼Viking───特种优質熱作模合金鋼超深冷料Viking───經過特殊加工的VIKING料電木 (balite)优力膠纖維板 (fibve glass)亞克力 (aryl)銅(紅,絡,青,鎢)W.C(鎢鋼)二. 材料的區別1).硬料与軟料的區別:顧名思義其硬度完全不一樣,尤其是同一种金屬材料,分別很明顯.2).SKD11,SKH9与SKD61,VIKING超深冷料其區別在於前兩种用於冷沖模,硬度特高,后三种用於塑膠模,硬度相對較軟,且前兩种火花較少,較細,尾巴較短,后三种較多,粗,尾巴長3).SKD11与SKH9的區別在於后者的硬度高,更適用於刀刃成型,其火花前者發黃,后者呈淺紅色4).SKD61,VIKING与超深冷料在硬度上与火花上區別不是很大,因此在使用完之后的碎料和整料一定要分區域擺好5).鎢鋼呈黑色,較重,要用SDC砂輪研磨看不到火花.第四章磨削的基本原理一.砂輪的构造白剛玉1).磨料鉆石&氮化硼(SDC→人造差屬披履鉆石)陶瓷結合劑2).結合劑樹脂結合劑(鎢鋼砂輪)3).气孔二.砂輪之選用1.A(WA)—磨料C—N 硬料V—結合劑,具体選擇可參照《袖珍磨工手冊》第410頁表11-12.砂輪之選用跟工作物材質,加工精度,生產能力,磨削方式,砂輪的尺寸与形狀,砂輪的圓周速度等有關.一般情況,粗磨時輪本公司常選用38A46K砂輪,精磨成型則選用100~180K,深層切屑時可選180K~320K砂輪,鏡面研磨時可選1000K砂輪. 三.磨屑的形式磨屑就是依靠這些砂輪表面上的微刃,在高速旋轉下,切下工件表面的余量,磨削加工也可以說是一种多刃的高速切削.1.金屬磨削的過程1).擠壓階段2).滑移階段3).擠裂階段4).切離階段由于切下的磨屑非常細微,而且磨削溫度又很高,所以當磨屑飛出時,就在空中急速氧化,燃燒,形成磨削大花.2.各种因素對切屑厚度的影響1).砂輪圓周速度2).工件圓周速度(圓沖)3).背吃力量4).砂輪粒度5).砂輪寬度和縱向進給量3.磨削熱對加工的影響磨削時,因砂輪對工件表面的劇烈摩擦,可使局部區的瞬間溫度高10000C以上,因此導致影響有:1)造成工件表面燒傷(指工件表面的金屬材質發生不均的退火),使工件表面硬度降低,從而影響零件的使用性能和壽命,嚴重燒傷呈焦黃色或焦黑色的氧化膜,輕微燒傷呈淡黃色(SKD11易燒傷)2)工件表面殘余應力和裂紋(使工件出現變形或裂紋)3)影響工件的加工精度(膨脹變形)4.減少磨削熱的措施1) 根據工件的材質,合理選用砂輪,例如選軟砂輪,大气孔砂輪,小砂輪,粗砂輪)2) 采用良好的冷卻措施如選用合适的切削渡(水,酒精,切削液調溫裝置)3).合理選用磨削用量:如調節砂輪速度,降低背吃刀量.5. 研磨加工工具体方法与技術指導1). 平行平面的磨削,平行平面需要達到的主要技術要求是:平面本身的平面度誤差和表面粗糙度,兩平面間的相互平行度誤差等,磨削時應選擇大而較平整的面作定位基准,當定位表面為粗基準時,應用銼刀,砂布清除工件表的毛刺和熱處理氧化層,粗磨時,要注意使工件兩面磨去的余量均勻,精磨時可在垂直進給停止后,作幾次光磨,以減小工件表面粗糙度值.為獲得較小的平行度誤差,可將工件多翻幾次面,反复磨削,這樣可以把工件兩個面上線留的誤差逐步減小,平行面常用磨削方法有以下幾种:A.橫向磨削法最常用的一种磨削方法,即當工件台縱向行程終了時,砂輪主軸作一次橫向進給,待工件上第一層金屬磨去后,砂輪再作垂直進給,直至切除全部余量為止,這种方法適用於磨削長而寬的平面工件,其特點是磨削熱較小,排屑和冷卻條件較好,因而容易保證工件的平行度和平面度要求,但生產效率較低.1). 磨削用量的選擇:一般粗磨時,橫向進給量f=(0.1~0.48)bs/雙行程(bs為砂輪寬度).垂直進給量按橫向進給量選擇為0.015~0.05mm,精磨時,f=(0.05~0.1)bs/雙行程,ap=0.005~0.01mm2). 砂輪用量的選擇:常用平行陶瓷砂輪.B.切入磨削法:當工件磨削面寬度6小于砂輪寬度bs時,可采用切入磨削法,此方法因不作橫向進給,機動進間縮短,結束時可作適當橫向移動,可減小工件表面的粗糙度值C.台階砂輪磨削法,階梯砂輪磨法是一种磨削效果較好的磨削方法,但給合本公司生產狀況而不常用,故暫不推介.2). 薄板,薄片工件的磨削這類工件剛度差,磨削時很容易產生受熱變形和受力變形,所以首先采取各种措施來減少工件的發熱和變形,如選用較軟砂輪,并使它經常,保持鋒利,采用較小的背吃刀量和較高工作台,變形:瘁火變形,上道工序選成的彎曲變形,彈性變形.方法:1) 墊彈性墊片2) 涂白蜡3) 墊紙4) 低熔點材料粘固(松香,石蜡)5) 改變夾緊力方向6) 減小電磁吸盤的吸力第五章磨床常用夾具的使用与保養一.夾具的意義在机床加工工件時,為了保証加工精度,需在机床上占有正确的位置,并將工件夾緊的工藝裝備稱為夾具.二.夾具的作用1.保證產品加工質量2.提高生產效率3.改善工人勞動條件4.擴大机床使用範圍5.解決磨床裝夾中的特殊困難三.目前公司磨床使用的工夾具有1. 虎鉗2. 正弦台3. 導磁塊4. 沖子成型器5.V形塊6.前后頂尖7.三角爪其具體使用可詳見說明書和現場宣導四.工夾具的保養1.在使用過程中輕拿輕放,免受沖擊性撞擊,其常用的工作面不能有任何損傷.2.使用完后要用油布擦拭干凈,并量於盒中.。