生产线工作状态监测装置设计
毕业设计基于PLC的生产流水线监控系统设计
摘要随着当今社会科学技术的日新月异,各类物料输送的生产线对自动化程度的要求也越来越高,原有的生产送料装置,已远远不能满足当前高度自动化的需要。
保障生产的安全性、可靠性、降低生产成本、减少环境污染、减轻劳动强度、提高产品的质量及经济效益,是企业生存和发展所必须面临和解决的现实问题。
本课题是研究通过PLC系统来控制生产线,监控组态来模拟监控界面,实现生产的自动化,可视化。
本课题首先设计PLC控制系统,根据要求实现的功能分配IO口,接线,然后编制通过V4.0 step 7软件进行梯形图的编辑、运行,并把现场的小车运行状况实时传送给上位机,上位机采用力控组态软件进行监控。
监控组态是通过力控ForceContro7.0软件进行监控界面的编辑、运行。
首先设计监控界面,设置通信参数和IO口,使得上下位机能够可靠通信。
上位机监控系统主要通过按钮控制完成电机正反转,电动机正反转灯的显示,传送带的正反转,电动机的正反转控制小车的前进与后退及各种指示工位灯的颜色变化控制等功能。
将各个部件的动作脚本编辑程序,实现了生产流水线的小车运行状态监控。
关键词:PLC;监控组态;状态监控;力控AbstractThis topic is the study of the PLC system to control production lines, monitoring configuration to simulate the monitoring interface, production automation, visualization.Monitoring configuration is controlled through the power of software to monitor interface ForceControl7.0 edit, run. Power Control Power Control 6.0 ForceControl7.0 in adhering to proven technology, based on the historical database, HMI, I / O driver scheduling and other major core improvements were significantly improved with redesigned one of the core components.Through PLC software ladder editor, run. editing software for Siemens series of industrial products including SIMATIC S7, and -based programming, monitoring and parameter setting, SIMATIC industrial software is an important part. has the following features: hardware configuration and parameter setting, communication configuration, programming, testing, start-up and maintenance, document filing, operation and diagnostics functions. have all the features extensive online help, use the mouse to open or select an object, press F1 to get help for the object.With the rapid changes in science and technology in society today, various types of material handling automation production line of the increasingly high demand, the original production of feeding device, can not meet the current needs of a high degree of automation. Protect the production of security, reliability, lower production costs, reduce environmental pollution, reduce labor intensity and improve product quality and economic benefits, is the enterprise survival and development must face and solve reality.Keys word:PLC;configuration;step;Forcecontrol目录摘要 (I)Abstract ............................................................................................................................. I I1绪论 (1)1.1设计的意义和目的 (1)1.2课题的发展状况 (1)1.3课题需要完成的主要任务 (2)2 PLC的控制系统设计 (3)2.1总体结构图 (3)2.2 PLC软件概述 (3)3力控组态监控设计 (5)3.1力控软件的总体介绍 (5)3.1.1 力控的介绍 (5)3.1.2力控的产品发展史 (6)3.1.3数据文件及应用目录说明 (6)3.1.4力控软件的安装 (6)3.1.5力控软件的基本结构 (8)3.2工程管理器 (9)3.2.1工程管理器的建立 (9)3.2.2建立工程组态画面 (12)3.3 I/O设备 (14)3.3.1I/O设备的介绍 (14)3.3.2I/O设备的步骤 (14)3.4 组态动画 (16)3.4.1组态动画的组建 (16)3.4.2力控的对象类型 (17)3.4.3动画连接的类型 (17)3.4.4动画连接的使用 (18)3.4.5设置变量 (20)4系统运行测试 (21)4.1正转运行 (21)4.2反转运行 (27)4.3移位运行 (28)4.4单周期运行 (29)4.5复位运行 (36)总结 (38)致谢 (39)参考文献 (40)附录 (41)1绪论1.1设计的意义和目的基于PLC控制生产流水线可以减少人员的数量,操作简单,省时省力。
自动化模拟生产线检测单元监控系统设计
颜 色检 测 ( 色 、 深 浅色 ) 以确 定 工件 是否 合 格 ; 柃 单元 分
( 站点 6) 完成 合格 工 件与 废 品工件 的 分类 ; 叠层 立体 仓
0I 考言
广东技术师 范学 院从天津龙洲教仪 购入 了一套
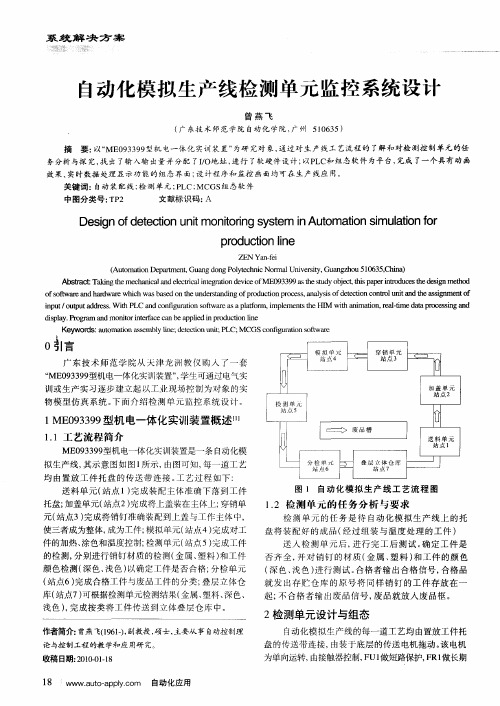
“ 0 3 9 型机 电一体 化实训装置” 学生 可通 过电气实 ME 9 3 9 , 训或 生 产实 习 逐步 建立 起 以工业 现场 控 制为 对 象 的实
物模 型 仿 真 系 统 。 下而 介 绍 检 测 单 元监 控 系统 设 计 。
ds ly P o rm a dm o tri efc a b p l d i po uc onl ip a . r g a n i n o ntra C e n ea pi n rd t e i i ne
K y r s a tma inas mb yl e d tc o ntP C; e wo d : uo t o se l i ; e t nu i L MCGSc n g rt ns f ae n ei ; o i f u a o t r i ow
务 分 析 -探 究 , 出 了输 入输 出量 并 分 配 了I 5 找 / 址 , 行 了软 硬 件 设 计 ; P c 组 态软 件 为平 台 , 成 了一 个 具 有 动 画 0地 进 以 L 和 完
效 果 、 时数 据 处理 显 示 功 能 的 组 态 界 面 ; 计 程 序 和 监 控 画 面 均 可 在 生 产 线 应 用。 实 设
的检测 , 别进行 销 钉 材质 的检 测 ( 分 金属 、 塑料 ) 工件 和
图 1 自动 化 模 拟 生 产 线 工 艺 流 程 图
12 检测单 元的任 务分析 与要 求 .
汽车总装生产线监控系统设计

汽车总装生产线监控系统设计引言汽车总装生产线是汽车制造中最关键的环节之一,有效的监控系统设计能够提高生产效率、质量控制,降低成本并确保安全性。
本文将探讨汽车总装生产线监控系统的设计方案及实施。
系统架构1. 传感器与数据采集在汽车总装生产线上,各种传感器如温度传感器、压力传感器、位移传感器等将实时监测生产线的各种参数,并将数据传输至数据采集模块。
2. 数据采集模块数据采集模块负责将传感器采集到的数据进行处理和存储,通常采用高性能的嵌入式系统进行实时数据采集和处理。
3. 监控中心监控中心是整个监控系统的核心,通过可视化界面对生产线的各项参数进行实时监控和分析。
监控中心还具备报警功能,一旦系统监测到异常情况将发出警报通知相关人员。
功能需求1. 实时监控监控系统需要实时显示生产线各部分的运行状态、生产进度和异常情况。
2. 数据分析监控系统需要对采集到的数据进行分析,发现潜在问题并提出改进方案。
3. 报警功能监控系统应具备报警功能,能够发出声音或视觉警报以提醒操作人员注意。
4. 数据存储监控系统需要将采集到的数据进行存储,以供日后分析和对比使用。
技术选型1. 传感器选择高精度、高可靠性的传感器,能够准确采集到生产线各项参数。
2. 数据采集模块采用高性能的嵌入式系统,能够实时处理大量数据,并具备良好的扩展性。
3. 监控中心软件选择稳定性高、界面友好的监控中心软件,能够满足生产线实时监控和数据分析的需求。
实施方案1. 系统部署首先进行系统部署,包括传感器的安装、数据采集模块的配置和监控中心软件的安装。
2. 数据采集与处理系统启动后,开始实时采集并处理生产线数据,监控中心显示相关信息。
3. 系统测试与调优对系统进行测试,验证各项功能的正确性,并对系统进行调优以提高性能。
4. 系统上线系统完成测试后正式上线运行,并进行监控和维护工作。
结论汽车总装生产线监控系统设计的核心是实时监控、数据分析和报警功能。
通过科学的架构设计和技术选型,能够有效提高生产线的效率和质量,并为汽车生产提供可靠的保障。
现代生产流水线智能检测系统的设计与实现
现代生产流水线智能检测系统的设计与实现随着经济的发展和科技的进步,现代制造业已经发展成为生产流水线的形式,生产效率得到了极大的提高。
然而,在流水线生产的过程中,需要大量的人工操作来检测产品的质量,这样不仅会降低生产效率,还会增加生产成本。
因此,现代制造业涌现出了一种新型技术——生产流水线智能检测系统,它可以在流水线生产中扮演重要的角色,提高生产效率和降低生产成本。
生产流水线智能检测系统主要由硬件和软件两部分组成。
硬件方面,智能检测系统需要采用高质量的检测设备和高精度的测量仪器,这些设备需要能够实时地将检测数据传输到系统的主控制器中。
软件方面,智能检测系统需要采用先进的算法和技术来对传输的数据进行分析,从而实现对生产流水线中各个环节的质量检测。
下面我们将详细介绍生产流水线智能检测系统的设计和实现。
一、系统设计1.1 硬件设计生产流水线智能检测系统的硬件设计需要根据不同的生产需求进行设计,主要包括检测设备和测量仪器。
检测设备可以包括很多种类,如图像处理设备、光电传感器、激光测距仪等。
而测量仪器则可以根据需要选择合适的型号和规格。
硬件设计需要尽可能地提高系统的稳定性和精度,使其能够满足各种生产需求。
1.2 软件设计生产流水线智能检测系统的软件设计是整个系统的核心部分,主要包括数据采集、数据处理和分析三个阶段。
在数据采集阶段,系统需要采集和传输被检测产品的质量参数和特征,并将其存储在主控制器中。
在数据处理阶段,系统需要通过使用先进的算法和技术对传输的数据进行处理,并将处理后的结果存储在数据库中。
在数据分析阶段,系统需要根据经验和规则进行判断和分析,从而对产品进行质量评估,并生成评估报告。
二、系统实现2.1 硬件实现生产流水线智能检测系统的硬件实现需要根据系统设计确定硬件配置,主要包括安装和调试检测设备和测量仪器。
在安装检测设备和测量仪器时需要注意安装位置与姿态、校准和校对设备和仪器,并进行调试和测试,确保系统可靠、稳定。
水泥生产过程在线监测系统设计
水泥生产过程在线监测系统设计随着环境保护意识的增强,水泥生产企业的排放标准越来越高,同时环保政策和监管越来越严格。
为了保证生产环节中的环保指标达标,水泥生产过程在线监测系统的设计变得十分重要。
本文就从设备选择、数据采集与处理、监测站建设等方面,讨论如何有效地设计水泥生产过程在线监测系统。
设备选择设计在线监测系统的时候,首先需要选择合适的设备。
生产水泥的过程中,涉及到的污染物种类较多,因此需要选择多功能、高灵敏度的监测仪器。
根据生产流程,可以分别选择不同的监测仪器。
例如,在生产水泥的磨煤机、煤磨、水泥磨和生料磨等环节中,需要测量的参数包括温度、压力、粉尘含量、颗粒大小、振动等。
因此,在这些环节中应选用具备良好感应度和高准确度的传感器,比如:热电偶、压力传感器、光学颗粒计数器、振动传感器等。
在排放口处需要测量的污染物种类也很多,包括二氧化硫、氮氧化物、颗粒物等,同时还需要测量烟气温度、流量、湿度等参数。
因此,在这些环节中应选择能够同时监测多种参数的综合式监测仪器。
除了设备的选择,监测仪器的精度和准确性也是很重要的因素。
只有保证了监测数据的准确性,才能更好地进行环保治理。
数据采集与处理监测数据的采集与处理是水泥生产过程在线监测系统一个非常重要的环节。
数据采集主要包括传感器测量、数据传输等,数据处理主要包括数据预处理、数据分析等。
在传感器测量方面,要选择信号传输快、数据准确的传感器。
同时,在传输方面要保证稳定性,避免数据传输时出现丢包等问题。
在数据处理方面,要对采集的数据进行处理和分析。
首先,需要对异常值进行处理,确保数据的准确性和可靠性。
其次,对数据进行分析,如进行事实分析、趋势分析、关联分析等,以便对生产过程中存在的问题及时进行干预。
监测站建设在线监测系统的监测站建设是整个系统的基础。
监测站建设包括站房建设、设备安装、供电通讯等方面。
站房建设需要考虑到环保要求,在空气流通、封闭度、消防设施等方面要符合相关标准。
装置设计方案
装置设计方案一、引言装置设计是指对特定功能或目标的机械和电子设备进行创新和优化,以实现更高效、更节能、更可靠的操作。
本文将介绍一个装置设计方案,旨在提高生产效率和产品质量。
二、背景目前,许多生产线仍然依赖传统的人工操作,这种方式存在效率低下、操作不稳定和人为错误等问题。
为了解决这些问题,我们提出了一种装置设计方案,以替代传统人工操作,提高生产线的自动化水平。
三、方案概述我们的装置设计方案主要包括以下几个关键组成部分:1. 智能感知装置:通过传感器和摄像头等设备,实时监测生产线上的关键参数和产品状态。
2. 控制系统:通过高性能的计算机和程序控制器,对生产线进行实时监控和控制,确保设备按照预定的参数和规范运行。
3. 自动化设备:包括机械臂、输送带、传送机等,用于替代人工操作,自动完成工作,提高生产效率和质量。
4. 数据处理与分析:收集和存储生产线上的数据,进行分析和统计,为生产优化和决策提供依据。
四、方案优势相对于传统的人工操作模式,我们的装置设计方案具有以下几个明显的优势:1. 提高生产效率:自动化设备能够持续高速运行,减少生产周期和等待时间,从而提高生产线的整体效率。
2. 提高产品质量:智能感知装置能够实时监测产品状态,及时发现和纠正生产中的问题,降低次品率和质量问题。
3. 降低劳动强度:自动化设备的投入可以减少人工操作的需求,降低工人的劳动强度和生产线上的人为错误。
4. 灵活可调整:控制系统可以根据不同的产品要求和工艺参数进行调整,适应不同的生产需求,提高生产线的灵活性。
五、实施计划为了顺利实施装置设计方案,我们制定了以下实施计划:1. 设计与制造:我们将与专业的工程团队合作,进行装置的总体设计和制造。
确保设备的稳定性和可靠性。
2. 安装与调试:在设备制造完成后,将进行现场安装和调试,确保设备与生产线的配合良好。
3. 培训与操作:为生产线上的工作人员提供相应的培训与操作指南,确保他们能够熟练操作和维护设备。
基于PLC检测套管生产线监控系统的设计

行 ,完 成 了电容器 的分 拣 。 1.1 检 测套管 生产 线流程
第 2期 (总 第 159期 ) 2010年 4月
机 械 工 程 与 自 动 化 M ECHANICAL ENGINEERING & AU T0M AT10N
N o.2 Apr.
文章 编 号 :1672—6413(2010)02—0162—02
基 于 PLC检 测套 管 生产 线 监控 系统 的设 计
检测 套管 生产 线控 制方 框 图见 图 2。当电容 器 由 传送 带 上 升到入 料 口被 漫 射式 光 电传 感 器检 测 到时 , 信 号传输 给 PI C,通过 PI C 的程序启 动变频 器 ,电机 运转 驱动传 送带 工作 ,把 电容器带 进分拣 区 。如果进 入分拣 区为无套 管 白色 电容器 ,则 检测 白色 电容器 的 光纤传 感器 动作 ,作为 1号槽 推料气 缸启 动信号 ,将 无 套 管 白色 电容 推到 1号槽里 ;如果 进入 分拣 区的为 有套 管的黑 色 电容器 ,检测黑 色 电容器 的光纤传感 器 动 作 ,作 为 2号槽推 料气 缸启 动信号 ,将黑 色 电容 器
喜 刑
(南通 航运 职 业 技术 学院 ,江 苏 南 通 226006)
摘 要 :通 过 创 新 设 计 在 生产 电容 器 的装 配 工 序 中增 加 了一 条检 测套 管 自动 化 生 产 线 ,专 门用 来 剔 除 没 有 套 上 套
工厂监控系统设计方案
工厂监控系统设计方案工厂监控系统设计方案随着工业的不断发展,工厂的规模和复杂程度越来越高,为了确保工厂的生产安全和生产效率,工厂监控系统变得越来越重要。
本文将提出一个工厂监控系统的设计方案,旨在实现全面的监控和管理工厂的生产过程。
1. 设备选择与布局工厂监控系统的核心是视频监控设备,需要选择高清晰度、高感光性能的摄像机,并根据生产区域的布局进行合理的布置。
摄像机可以设置在生产线上方、重要设备周围以及必要的角落和过道。
另外,还需要考虑到工厂的特点,装设一些特殊类型的摄像机,如防爆摄像机和防水摄像机。
2. 视频录制与存储摄像机的视频信号需要录制并进行存储,以便后期回放和复查。
可以使用硬盘录像机(DVR)或网络视频录像机(NVR)来实现视频录制功能。
对于大型工厂,可以考虑使用分布式存储系统,将录制的视频分散存储于不同的服务器上,以提高容量和数据备份的可靠性。
3. 视频传输与处理为了实现实时监控,需要将摄像机的视频信号传输至监控中心。
可以采用有线(如网线)或无线(如Wi-Fi)的方式传输视频信号。
考虑到工厂的复杂环境,可以采用分布式传输架构,将视频信号传输至不同的接收设备上,以提高传输效率和稳定性。
另外,在传输过程中需要对视频信号进行压缩和解压缩处理,以减少传输带宽和存储空间。
4. 图像识别与智能分析除了基本的视频监控功能外,还可以利用图像识别和智能分析技术,实现更高级的监控和管理功能。
比如,通过图像识别技术可以对员工的工作状态进行自动检测,判断是否有疲劳、违规操作等情况发生。
通过智能分析技术可以对生产线的运行状态进行实时监测和预测,及时发现问题并进行处理。
5. 报警与预警工厂监控系统还需要配备报警和预警功能,以便及时发现和处理异常情况。
可以设置报警条件,如火灾、破坏性事故、危险物质泄漏等,一旦触发报警条件,系统会自动发送告警信息给相关人员,并触发相应的应急措施。
综上所述,一个完善的工厂监控系统设计方案需要考虑到设备选择与布局、视频录制与存储、视频传输与处理、图像识别与智能分析以及报警与预警等方面。
生产线智能监测系统设计与开发
生产线智能监测系统设计与开发随着工业科技的快速发展,越来越多的产业选择使用自动化设备来替代人工生产。
生产线智能监测系统的设计和开发也由此应运而生,目的是提高生产效率、降低生产成本以及确保质量稳定性。
本文将深入探讨生产线智能监测系统的设计与开发,以及其在现代工业领域的应用。
一、生产线智能监测系统的基本功能生产线智能监测系统是一种可以自动化监测生产线上运行情况的设备。
它可以实现对生产线速度、设备状态、工作情况以及生产效率等各种指标进行监测与评估。
它还可以通过数据分析来发现与解决生产线运行中出现的问题。
生产线智能监测系统的主要功能包括:1. 运行状态监测:对生产线上各种设备的运行状态进行监测,包括设备的开关、运行速度等。
2. 产量监测:统计生产线的总产量,同时对不同产品的产量进行监测,了解每个产品的生产效率。
3. 维护监测:通过监测设备运行时间、设备寿命等来预测设备需要进行维修的时间,从而提前进行维护。
4. 故障监测:对设备出现故障的情况进行监测,以便及时定位故障并采取相应的修复措施。
5. 数据分析:将收集到的数据进行分析,以便更好地发现问题、预测未来的生产情况以及采取更加精细化的生产管理策略。
二、生产线智能监测系统的具体实现生产线智能监测系统的设计与开发主要依赖于信息技术、电子技术和计算机技术。
其基本组成部分包括传感器、控制模块、数据采集模块、数据处理模块和数据显示模块。
下面我们将依次介绍这些组成部分。
1. 传感器传感器是生产线智能监测系统的核心组件。
它们可以采集不同类型的数据,包括物理量、机械参数、电气信号等等。
常见的传感器类型有温度传感器、压力传感器、速度传感器、振动传感器等等。
这些传感器可以在整个生产线上进行布置,以便更全面地监测生产线运行情况。
2. 控制模块控制模块主要负责对传感器数据进行收集和处理。
控制模块需要根据传感器反馈的数据来确保生产线的连续正常运行,同时对生产线上出现的问题及时作出反应。
电线生产线监控系统设计

电线生产线监控系统设计随着现代工业的发展,电线生产线在工厂生产过程中扮演着重要的角色。
为了确保生产线的高效运行和产品质量的稳定,设计一个可靠的电线生产线监控系统势在必行。
本文将介绍一个电线生产线监控系统的设计。
首先,一个电线生产线监控系统应该能够实现对整个生产线的实时监控。
这些监控包括对原材料的进货、仓储和调度,对生产设备的运行状态和生产过程的监控,以及对成品的质量检测和包装的监控。
通过实时监控,工厂管理者可以及时了解生产线的运行状况,及时处理异常情况,提高生产线的运行效率。
其次,电线生产线监控系统还应该具备数据采集和存储的功能。
通过传感器和数据采集设备,监控系统可以实时采集生产线各个环节的数据,如温度、湿度、速度等。
这些数据将被存储在数据库中,供后续的分析和决策使用。
通过对历史数据的分析,工厂管理者可以找出生产线存在的问题,优化生产流程,提高产品质量。
此外,电线生产线监控系统还应该具备报警功能。
当生产线出现异常情况时,如设备故障、产品质量问题等,监控系统应该能够及时发出报警信号。
这样可以使工厂管理者在第一时间内得知问题的发生,并及时采取措施进行处理,以避免事态扩大化。
最后,电线生产线监控系统还应该具备远程监控和控制的功能。
通过网络连接,工厂管理者可以在任何地点远程监控和控制生产线。
这样可以使管理者更加灵活地进行生产线的管理,提高工作效率。
综上所述,电线生产线监控系统设计需要实现对整个生产线的实时监控、数据采集和存储、报警功能以及远程监控和控制。
通过这样一个系统的设计和应用,工厂管理者可以实时了解生产线的运行状况,及时处理异常情况,优化生产流程,提高产品质量,从而提高工厂的生产效率和竞争力。
汽车总装生产线监控系统设计
汽车总装生产线监控系统设计首先,监控系统需要覆盖整个生产线的各个工序,并实时监测生产过程中的关键参数,比如生产速度、温度、压力等。
这可以通过各种传感器和仪器来实现,将监测数据实时传输给系统。
其次,监控系统需要建立可视化界面,用于显示生产线的实时状态。
这可以通过大屏幕显示、电脑监控界面等方式实现,操作人员可以随时监控生产线的运行情况,并及时发现和处理异常情况。
另外,监控系统还应该具备报警功能,当发生异常情况时能够及时发出警报并提示相关人员进行处理。
这可以通过设置预警阈值和自动报警程序来实现,确保异常情况不会被忽视,及时解决问题。
此外,监控系统还可以通过数据分析和记录功能来对生产线的运行情况进行长期跟踪和分析,以便对生产线进行优化和改进。
总的来说,汽车总装生产线监控系统的设计需要考虑到生产线的复杂性和多样性,结合传感器技术、数据处理和分析能力,实现实时监控、报警和优化功能,确保生产线的高效稳定运行和产品质量。
汽车总装生产线的监控系统设计需要考虑到生产线的复杂性和多样性。
在设计监控系统时,需要充分考虑各种可能的情况,并确保系统能够满足实际生产线的需求。
首先要考虑的是数据采集和传输。
监控系统需要能够实时采集和传输各种关键参数,比如温度、压力、速度、电流等信息,以确保生产过程中的各种参数处于正常范围内。
这可以通过各种现代传感器和仪器来实现,这些设备可以通过现代通讯技术将采集到的数据实时传输到监控系统中。
另外,监控系统还应该具备实时监控功能,能够对生产线的运行状态进行实时监测。
这需要建立可视化界面,通过大屏幕显示或者电脑监控界面来展示生产线的实时状态。
运营人员可以随时查看生产线的运行情况,及时发现和处理异常情况。
为了更好地管理和维护整个生产线,监控系统还需要具备报警功能。
当监测到异常情况时,系统能够及时发出警报并提示相关人员进行处理。
这可以通过设置预警阈值和自动报警程序来实现,以确保异常情况能够及时得到处理,确保生产线的稳定运行。
基于机器视觉的自动化生产线监控系统设计

基于机器视觉的自动化生产线监控系统设计在现代工业生产中,自动化生产线的应用越来越普遍。
为了提高生产效率和质量,监控生产线的正常运行变得至关重要。
基于机器视觉的自动化生产线监控系统能够通过自动化技术和图像处理技术,实时监测生产线上的物体、工艺和设备状态,检测异常,并及时采取措施进行干预,以保证生产线的稳定运行。
本文将从系统设计的角度,详细介绍基于机器视觉的自动化生产线监控系统的结构、功能和实施方案。
一、系统结构基于机器视觉的自动化生产线监控系统主要由以下几个模块组成:1. 图像采集模块:使用高分辨率的工业相机对生产线的关键部位进行实时图像采集。
2. 图像处理模块:利用计算机视觉算法,对采集到的图像进行分析和处理,提取出所需信息。
3. 数据分析模块:根据处理后的图像数据,对生产线上的物体、工艺和设备状态进行分析和判断,监测异常情况。
4. 控制模块:与生产线中的控制设备进行实时通信,根据监测到的异常情况进行相应的控制和调整。
5. 用户界面模块:提供友好的人机界面,实现对生产线监控系统的远程监控和管理。
二、系统功能1. 实时监测生产线状态:基于机器视觉的自动化生产线监控系统能够实时采集、处理生产线上的图像数据,通过图像处理技术,对物体、工艺和设备状态进行实时监测和分析。
2. 异常检测与预警:系统能够自动识别正常和异常图像特征,当监测到异常情况时,能够及时发出警报,以便工作人员及时处理。
3. 质量控制:系统能够对生产过程中的物体进行质量检测,通过图像处理算法,判断产品是否符合质量要求,提高产品质量稳定性。
4. 故障检测与诊断:系统能够监测工艺设备运行状态,当设备出现故障时,能够及时发出警报并提供故障诊断信息,帮助工作人员快速定位和修复问题。
5. 数据分析与优化:系统能够对生产数据进行收集、存储和分析,通过数据分析,优化生产线的工作流程,提高生产效率和降低成本。
三、系统实施方案1. 硬件设备选择:选用高分辨率的工业摄像头作为图像采集设备,保证图像质量;选择高效的图像处理计算机,加快图像处理速度;根据生产线的实际需求,选择与控制设备兼容的接口和通信模块。
生产线设备状态监测及预测技术研究
生产线设备状态监测及预测技术研究现代制造业的发展离不开生产线设备,而设备状态监测和预测技术则是保障生产线运转的重要手段。
一、生产线设备状态监测技术生产线设备状态监测技术,通过对生产线设备的运转进行实时监测,获取设备的状态信息,以此来判断设备的健康状况,及时进行维修和保养,提高设备的可靠性和效率。
1、传统的设备状态监测技术传统的设备状态监测技术主要是通过设备运行中的振动、温度、电流等参数的变化来判断设备的状态,但是这种方法存在着准确度不高、预测能力弱、维护成本高等缺点。
2、现代的设备状态监测技术现代的设备状态监测技术主要利用了物联网技术对设备运行数据的采集和分析,将设备状态监测和数据分析结合起来,可以实现对设备状态的实时监测和分析,从而提高预测的准确度和可靠性。
常见的设备状态监测技术有振动监测、水平度监测、热像监测和润滑油监测等。
二、生产线设备状态预测技术生产线设备状态预测技术,通过对设备状态的分析和预测,提前进行维护和保养,降低设备出现故障的概率,最大限度地保证生产线的连续运行。
1、传统的设备状态预测技术传统的设备状态预测技术主要是依靠经验判断和简单的数学模型来预测设备的故障和寿命,这种方法的缺点是准确度较低,只能基本判断设备的状态,无法精确地预测设备的故障。
2、现代的设备状态预测技术现代的设备状态预测技术主要利用了机器学习、人工智能等技术,通过对大量历史数据的分析和学习,建立高精度的模型来预测设备的寿命和出现故障的时间点。
这样就可以在设备还没有出现故障之前进行预防性维护和保养,提高生产线的可靠性和效率。
常见的设备状态预测技术有基于深度学习的神经网络模型、基于支持向量机的预测模型和基于时间序列模型的预测模型等。
三、结语生产线设备状态监测和预测技术是现代制造业不可或缺的重要组成部分,它可以提高设备的可靠性和效率,降低生产成本,提高生产效率和质量。
未来随着物联网、云计算和大数据技术的不断发展和应用,生产线设备状态监测和预测技术也将得到进一步的提高和完善,为现代制造业的发展注入新动力。
PLC自动生产线监控系统设计
PLC自动生产线监控系统设计电气工程及其自动化专业梁文佳指导教师郭屹松副教授摘要论文介绍了YL-335B生产线的功能和控制需求。
采用了结构化的编程方式设计了供料站、加工站、装配站、分拣站、输送站五个单站的PLC控制程序。
各站均使用了PLC控制电磁换向阀得电或失电,从而控制气缸伸缩、旋转的气动控制。
在分拣站PLC 程序中,设计了根据材料属性及颜色的分拣算法,使用了PLC模拟量模块控制变频器,实现了三相异步电机无极变速,拖动皮带的一维位置控制。
在输送站机械手的一维直线位置控制中,采用西门子提供的脉冲输出MAP指令库设计程序。
组建了RS485串行通信下的主从网络,编制了PLC网络读写程序用于主从站之间交换数据。
组态了上位机监视控制系统,实现了控制功能。
关键词PLC,自动线,MAP库,监控组态,MCGS1 前言现代科学技术日新月异,随着信息技术、工业技术以及其他科学技术的飞速发展,传统地仅仅依靠手工的机械生产行业受到了自动化的巨大冲击。
应用先进的工业自动化技术、计算机技术、电工电子技术、气动技术和PLC技术实现企业工厂的自动化生产,不仅能节约劳动力,同时也缩短了产品生产周期、提高了产品质量。
2 硬件组成与控制需求2.1硬件组成控制对象是在铝合金导轨实训台上安装供料单元、加工单元、装配单元、分拣单元、输送单元五个工作单元。
其中每一个单元都可以自成一个独立的系统,同时也都是一个机电一体化系统。
输送单元和装配单元中采用了机械手装置,输送单元和分拣单元中采用了电机驱动。
各个单元的执行机构都是以气动执行机构为主,而且输送单元的机械手装置的整体运动是用精密定位的位置控制、步进电机驱动,这个驱动系统能实现多定位点、长行程控制,构成典型的一维位置控制系统。
分拣单元的传送带是由通用变频器驱动三相异步电动机的交流传动装置来驱动的。
在控制方面,自动线试验平台采用基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
工厂车间监控方案

工厂车间监控方案引言概述:工厂车间监控方案是为了提高生产效率、确保工作环境安全以及监测设备状态而设计的一种系统。
本文将详细介绍工厂车间监控方案的五个关键部分,包括监控设备的选择与布局、数据采集与存储、实时监测与报警、远程监控与控制以及数据分析与优化。
一、监控设备的选择与布局1.1 硬件设备选择:根据车间的特点和需求,选择适合的监控设备,如摄像头、传感器、电子标签等。
摄像头可用于监测生产线的运行状态,传感器可用于监测温度、湿度、压力等环境参数,电子标签可用于追踪物料和设备的位置和状态。
1.2 设备布局:根据车间的布局和生产流程,合理布置监控设备。
摄像头应安装在关键位置,以全面监测生产线的运行情况;传感器应布置在关键环节,以监测环境参数的变化;电子标签应贴在物料和设备上,方便追踪和管理。
二、数据采集与存储2.1 数据采集:通过监控设备采集到的数据,包括图像、环境参数等,进行实时采集。
采集的数据应具有一定的精度和准确性,以保证后续的数据分析和决策的准确性。
2.2 数据传输:采集到的数据需要通过网络传输到中央服务器进行存储和处理。
可以采用有线或无线方式进行数据传输,如以太网、Wi-Fi等,确保数据的及时性和稳定性。
2.3 数据存储:采集到的数据应进行有效的存储和管理,可采用数据库等方式进行存储。
同时,应定期备份数据,以防止数据丢失。
三、实时监测与报警3.1 实时监测:通过监控设备采集到的数据,实时监测车间的运行状态和环境参数。
可以通过监控界面进行实时查看,了解生产线的运行情况和环境变化。
3.2 报警机制:根据设定的阈值和规则,对异常情况进行报警。
当生产线出现故障或环境参数超出安全范围时,系统应及时发出警报,以便工作人员及时处理。
3.3 报警通知:报警信息可以通过短信、邮件、手机App等方式进行通知,确保相关人员能够及时收到报警信息并采取相应措施。
四、远程监控与控制4.1 远程监控:通过互联网技术,可以实现对工厂车间的远程监控。
一种多现场生产线状态监测系统的设计
摘 要 : 针对企业跨地域 多现场 生产线状 态数据 实时监 测需要 , 提 出了一种基 于 C A N 工业现 场总线与互联 网
技 术的数据监测 系统 并进行 了架构设计。 系统采用以 S T M3 2单片机为主控 制器的现场数 据采集器实现 生产线 状态采集 , 井通过 C A N 总线发送到所在地域计算机 , 各地域计算机之 间利 用互联 网技术 实现数据转存备份 与实
2 . S h a n g d e l i E l e c t r o n i c I n s t r u me n t C o . , L T D . , P u i t a n F u j i a n 3 5 1 1 0 0 , C h i n a )
Abs t r a c t :F o r t h e r e a l — t i me mo n i t o i r n g r e q u i r e me n t o f mu l t i - i f e l d p r o d u c t i o n l i n e s t a t e d a t a o f l a r g e e te n r p i r s e s
文章 编 号 : 1 6 7 2 . 4 1 4 3 ( 2 0 1 3 ) 0 5 — 0 0 7 9 — 0 5
文献 标 识 码 : A
一
种 多 现 场 生 产 线 状 态 监 测 系 统 的 设 计
林 志雄 1 ,江永增 z ,陈书耿 z ,留黎钦 1 ,黄剑航 t
( 1 . 莆田学院 机 电工程 学院,福建 莆 田 3 5 l 1 0 0 ; 2 . 莆田市上得 利电子仪 器有 限公 司,福建 莆 田 3 5 1 1 0 0)
s ho we d t ha t he t s y s t e m c oul d a c q ui r e t h e m u l t i — ie f l d p r o d uc t i o n s t a t e d a t a r e l i a b l y.
自动化生产线监测与控制系统的设计与实现

自动化生产线监测与控制系统的设计与实现随着科技的不断发展,自动化生产线越来越被人们所重视。
自动化生产线不仅提高了生产效率,也降低了劳动力成本。
但是,一旦自动化生产线出现故障,恢复正常运行可能需要很长时间,甚至造成不可挽回的损失。
因此,自动化生产线监测与控制系统是至关重要的。
一、自动化生产线监测系统的设计自动化生产线监测系统的功能主要是实时监控自动化生产线的运行状况,检测故障,发现后及时报警、定位、处理,确保自动化生产线持续稳定运行。
自动化生产线监测系统主要由传感器、控制器、电脑监控软件三部分组成。
1.传感器传感器的作用是将自动化生产线中的各种物理量、电信号等转换为易于处理的数字信号。
传感器的种类繁多,如温度传感器、压力传感器、流量传感器、位移传感器等。
2.控制器控制器是整个监测系统的中心,它接收传感器传来的信号,根据事先设定好的程序和参数进行计算、分类、判断、处理和传递,控制自动化生产线各个部件的开关、运行和操作等。
常见的控制器有 PLC 控制器、单片机控制器、工控机控制器等。
3.电脑监控软件电脑监控软件主要用于显示、记录、报警、实时控制等功能。
通过电脑监控软件,可以实时监控自动化生产线的运行状况、故障信息等,及时响应故障报警,进行远程控制等。
二、自动化生产线控制系统的设计自动化生产线控制系统的功能是通过控制执行机构和输入信号的流动,达到控制自动化生产线各部分的运行状况的目的。
自动化生产线控制系统主要由数据采集模块、控制器、执行机构、电脑监控软件四部分组成。
1.数据采集模块数据采集模块的作用是采集自动化生产线各个部位的输入、输出、状态等信号,并将这些信号发送给控制器。
数据采集模块包括模拟量输入模块和数字量输入模块两部分。
2.控制器控制器的作用是根据自动化生产线的工作流程要求,对输入信号进行逻辑推理、控制输出状态,保持自动化生产线的稳定运行。
常用的控制器有单片机控制器、PLC 控制器等。
3.执行机构执行机构是自动化生产线控制系统中的输出部分,其作用是对自动化生产线进行操作控制。
生产线实时监测与控制系统的设计与实现
生产线实时监测与控制系统的设计与实现第一章绪论随着工业现代化的不断推进,各种企业的生产线都已经实现了自动化生产,而随之而来的是对于生产线的实时监测与控制需求不断增强。
因此,基于需求的客户价值导向,结合生产线实际需要,开发设计一套高效的生产线实时监测与控制系统显得尤为重要。
本文将围绕这个话题,对生产线实时监测与控制系统的设计与实现这一主题进行探讨。
第二章系统设计原则在进行生产线实时监测与控制系统的设计时,需要遵循以下原则:2.1 系统的可靠性生产线实时监测与控制系统的可靠性是非常重要的,企业对系统的可靠性要求很高,因为一旦系统出现故障,可能会造成巨大的经济损失和不必要的浪费。
因此,在系统设计时必须尽可能地避免故障的发生,其中对网络运作、硬件运用和软件应用进行严格的质量管控是很有必要的。
2.2 系统的可扩展性生产线实时监测与控制系统是需要长期使用的,随着企业的不断发展,生产线的规模也会不断扩大,因此系统的可扩展性也非常重要。
必须考虑到不同版本的系统在应对不同的任务时所需的扩展能力的不同,通过对系统结构、组件、软件等现有资源的组织和运用,来满足未来可能需要的扩展需求。
2.3 系统实时性随着企业对产品质量和生产效率的要求越来越高,生产线的监测时间间隔也就超出了几天到数小时范围,甚至到了分钟级别。
对于生产线实时监测与控制系统来说,需要实时获取生产线上的状态信息,并对其进行分析与判断,达到实时监测和控制生产线的最终目标。
2.4 系统的安全性生产线实时监测与控制系统中的数据对企业非常重要,因此必须保证系统的数据处理、存储、传输等方面的安全性,避免出现系统被非法侵入、恶意破坏等问题。
第三章系统的设计3.1 系统架构设计生产线实时监测与控制系统所需要的组成部分主要包括:监控采集模块、通信模块、中央处理模块和控制终端模块。
其中监控采集模块负责生产线上各个环节的信息采集,包括数据传感器、电子秤、温度计等各种传感器;通信模块负责生产线各个节点之间的数据传输,这里我们可以使用网络通信模块等进行数据传输;中央处理模块负责数据管理、处理和信息分析,这个是整个生产线实时监测与控制系统最重要的组成部分;控制终端模块负责控制生产线,并方便工作人员进行手动控制。
生产线工作状态监测装置设计
生产线工作状态监测装置设计王文虎;任艳辉;杨峰;马庆修【期刊名称】《微型机与应用》【年(卷),期】2013(000)023【摘要】基于 Cortex-M3内核的 ARM 芯片 STM32F107构建了生产线工作状态监测终端,包括CAN 通信、串口通信、实时时钟、液晶显示、工作电源等电路单元。
利用 CAN 总线实现远程通信,控制室根据实际需要可切换 RS232或RS485与 PC 机的通信;终端具有非挥发实时时钟,以及通过 LCM 提供了人机对话功能。
实验表明,生产线工作状态监测终端利用 CAN 总线能够实现数据准确、快速地传输,可适用于各种现场数据传输的应用场合。
%The monitoring terminal of production line condition based on the ARM Cortex-M3 core chip STM32F107 include the CAN communication circuit, serial communication circuit, real-time clock circuit, LCD circuit, power supply circuit ect. On the basis of the working state of production line, remote communication can be realized based on CAN bus, and it can be switched between RS232 or RS485 communication with PC according to the actual needs. With a non-volatile real-time clock, the function of man-machine conversation through LCM is provided by terminal. The experiments show that the accurate and fast data transmission can be realized by monitoring terminal of production line condition using CAN bus, and it can be applied to a variety of on-site data transmission applications.【总页数】3页(P71-73)【作者】王文虎;任艳辉;杨峰;马庆修【作者单位】湖南文理学院电气与信息工程学院,湖南常德 415000;湖南文理学院电气与信息工程学院,湖南常德 415000;湖南文理学院电气与信息工程学院,湖南常德 415000;湖南文理学院电气与信息工程学院,湖南常德 415000【正文语种】中文【中图分类】TP368.1;TN929.5【相关文献】1.科学仪器工作状态监测装置的设计与实现 [J], 马骏骁;李伟;杨智君;田地;邱春玲2.一种多现场生产线状态监测系统的设计 [J], 林志雄;江永增;陈书耿;留黎钦;黄剑航3.工作面“三机”状态监测装置改进设计 [J], 李艳伟;宋建成;雷志鹏;许春雨;赵龙;柴文;辛春红4.一种建筑消防电源工作状态监测器的维保检测装置研发 [J], 汤永明5.嵌入式柴油机工作状态监测装置设计 [J], 陈智君;常勇因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产线工作状态监测装置设计
摘要:基于Cortex-M3内核的ARM芯片STM32F107构建了生产线工作状态监测终端,包括CAN通信、串口通信、实时时钟、液晶显示、工作电源等电路单元。
利用CAN总线实现远程通信,控制室根据实际需要可切换RS232或RS485与PC机的通信;终端具有非挥发实时时钟,以及通过LCM提供了人机对话功能。
实验表明,生产线工作状态监测终端利用CAN总线能够实现数据准确、快速地传输,可适用于各种现场数据传输的应用场合。
关键词: STM32F107;μC/OS-II;CAN总线;串口通信
生产流水线在正常运转时,各个工位的工作量或工作强度并不一致,当某一工位因缺料、零配件缺陷等各种原因,会导致该工位工作滞后,并需要临时请求停止运行的现象。
然而,目前流水生产线大多都不具备协同与管理功能,体现在两个方面:一方面究竟是哪个工位出现了停止请求并予以实时在线指示,以确保各自工位的有序工作进程;另一方面对工位请求停止以及再开机运行的时刻进行实时管理,对管理者提供准确的生产信息以掌控生产进度。
生产线工作状态监测装置,可以实时监测流水生产线的工作情形,对工位或工序请求暂停以及供电突然断电等情形进行有效统计,以协助管理者掌握各工位的工作状况,合理安排流水线生产进度,提高工作效率,提升电子信息化管理水平。
1 总体方案生产线工作状态监测终端采用基于Cortex-M3内核的ARM芯片STM32F107为处理核心,构建了STM32基本应用电路、CAN通信电路、串口通信电路、实时时钟电路、人机接口电路、工位监测、电源电路,其结构框图。
终端分协调终端和工位终端。
工位终端辐射在对应的装配流水线,实现流水线工位有效信息的采集、传输;协调终端安装在现场总线末端以及与计算机临近的控制箱内(一般在控制室),实现现场总线数据与计算机数据的交换。
CAN总线数据传输网络,当工位状态变化或者终端掉电时,工位终端将相关信息通过CAN 总线传输至协调终端[1],协调终端接收到数据后将接收到的数据传送到PC机中,协调终端与PC机的数据传输根据实际要求,可以选择RS232或者通过RS485。
当上位机有数据需要发送至工位终端时,可通过串口发送至协调终端,再通过CAN总线发送至相应工位终端。
考虑到工位终端的时钟与PC机时钟需要保持一致,有必要对工位终端定期刷新时钟,也就是PC 机利用CAN网络定期对终端中DS1302时钟芯片重新设置。
CAN通信使用MCP2551[2-3]芯片作为CAN控制芯片,它的TXD引脚和RXD引脚产生的电平信号传输到STM32F107的CAN1_TX(PD1)引脚以及CAN1_RX(PD0)引脚。
不论是发送数据还是接收数据,这两个引脚都配置为中断引脚,这样有利于微处理器对数据快速、准确地处理。
串口通信采用SP3845芯片,将计算机的电平转换成STM32F107能识别的电平,从而完成STM32F107与计算机的串口通信[4-5],应用中终端与PC机连接时尚需要接入一个RS232/RS485转换器。
实时时钟DS1302可以对秒、分、时、日、月、星期、年的计数,并能够对闰年天数自动调整,年计数可至2100年。
芯片采用主电源和备份电源供电,工作时功耗很低,备用电源为可编程涓流充电,在终端掉电时可以切换至备用电池工作。
DS1302与微处理器之间采用同步串行方式通信。
人机接口电路采用320×240点阵的汉字图形型液晶显示模块LM320240TFW,内置GB2312码简体中文字库(16×16点阵)、128字符(8×16点阵)、及320×240点阵显示RAM(GDRAM),可显示汉字及图形。
LCM 屏显示的内容有工位工作状态,以及现在正申请暂停服务的工位等。
3 软件设计实时操作系统μC/OS-II是专为嵌入式应用设计的公开源代码的抢占式实时操作系统[6-8],它把系统软件分割成多个任务,每个任务负责完成相应工作,系统功能由多个任务协作完成,任务分配将直接影响软件编写效率和系统运行性能。
软件设计建立了CAN总线通信、串口通信、
人机接口等多任务,通过μC/OS-II任务调度机制,完成任务的切换、运行,系统任务分配如表1所示。
3.1 主程序生产线工作状态监测终端的主程序流程,主程序中执行所有外设初始化、μC/OS-II内核初始化、μC/OS-II节拍设置、多任务创建、启动多任务。
其中外设初始化包括时钟频率配置、外设时钟使能、中断配置、GPIO口配置、CAN配置、串口配置、液晶屏初始化配置。
创建多任务前必须先将μC/OS-II内核初始化,再进行μC/OS节拍设置。
启动μC/OS-II多任务后,各任务就由实时操作系统μC/OS-II管理运行。
3.2 CAN配置程序 CAN总线配置包括GPIO口配置以及CAN寄存器设置。
CAN总线用到2个GPIO口,即PD0和PD1,分别对应CAN控制芯片MCP2551的引脚名为RXD和TXD。
PD0配置为上拉输入;PD1配置为复用推挽输出,同时这2个引脚重映射到CAN复用功能。
CAN寄存器配置就是先对CAN主寄存器进行设置,包括失能时间触发模式、失能自动离线管理、失能自动唤醒模式、报文自动重传模式、失能接收FIFO锁定、失能FIFO优先级、设置CAN正常模式、设置CAN波特率,再对过滤器初始化设置,包括选择第0组过滤器、设置为ID屏蔽模式、设置为32位屏蔽模式、设置过滤器ID、设置过滤器屏蔽ID、选择第0组FIFO、启动过滤器。
CAN初始化完成后即可CAN正常通信。
3.3 任务程序任务划分和资源分配如表1所示,其中起始任务用于创建其他任务,完成创建其他任务之后将自身挂起。
人机接口任务是对生产流水线上各工位终端的运行状态进行显示,LED指示任务用于指示当前系统是否在正常运行。
串口任务实现的是微处理器与PC机的通信,只运行在协调终端中,由串口中断触发串口任务。
在接收到CAN总线上有效的工位终端数据时,协调终端通过串口将该数据上传至PC机;在接收到PC机有数据,将该数据通过CAN总线传输至相应的终端。
CAN任务分为接收任务和发送任务,用于接收、发送CAN总线上的数据。
协调终端接收的是工位终端发来工位状态变化信息的数据;发送任务则是在对DS1302进行时间刷新时,协调终端将PC 发来的时间设置信息传送至相应的工位终端,其流程图。
人机接口任务与CAN发送任务通过标志事件组启动。
4 验证利用STM32F107开发板组建终端网络,包含工位终端和协调终端。
终端上电后,待系统完成初始化,液晶屏显示“流水线生产工位状态监测终端”“工位运行一切正常”,表明此时终端设备已完成各类外设的初始化。
系统正常运行过程中,当有工位请求暂停服务时,液晶屏上显示现在时刻所有请求暂停的工位,。
协调终端将请求暂停服务的工位信息通过串口上传至PC,上传信息主要是时间信息和状态信息,其中时间信息反映年月日时分秒,状态信息“X”和“Y”分别表示请求暂停服务和恢复服务。
当终端发生掉电时,终端将有效信息写入flash,在终端恢复供电时便将上次掉电的信息发送至协调终端并上传至PC机。
针对工厂生产流水线工位工作管理状况,生产线工作状态监测终端为合理安排生产流水线工作任务、提高工作效率提供有效的依据。
基于Cortex-M3内核的ARM芯片STM32F107作为系统的主控芯片,嵌入μC/OS-II实时操作系统,建立多任务,采用CAN总线技术进行生产流水线工位数据传输,并根据具体需要可采用RS232或RS485总线技术的实现终端与PC 机的数据传输。
实际制作表明,基于ARM技术构建的生产线工作状态监测终端应用方案可行,实现了CAN总线数据准确、快速地传输,实验测试效果达到预期目的,具有较好的市场前景。