生产过程中八大浪费
精益生产现场八大浪费
精益生产现场八大浪费精益生产是一种以最大限度地满足客户需求为目标,最小化浪费资源的生产方式。
在精益生产中,有八大浪费被广泛认可为是生产过程中最常见的浪费。
这些浪费分别是:过多生产、等待、运输、加工过程中的浪费、库存、运动、不合格产品和不合理人力分配。
下面将详细解释每种浪费,并提供如何减少这些浪费的方法。
1. 过多生产:过多生产指的是在没有确切需求的情况下,生产了超过标准的产品数量。
这会导致大量的库存积压,占用生产线和仓储空间,并增加了产品报废的风险。
为了减少过多生产的浪费,可以通过及时的市场调研和预测,合理安排生产计划,避免生产过多的产品。
2. 等待:等待是指在生产过程中由于某种原因而导致的停工和等待的时间。
例如,等待原材料到达、等待机器维修或调试等。
等待不仅浪费了生产线的时间和资源,还导致了生产周期的延长。
为了减少等待的浪费,可以通过更好的供应链管理,提前准备好原材料和零部件,定期维护和保养设备,确保生产线平稳运转。
3. 运输:运输浪费是指在物料运输过程中的不必要的移动和搬运造成的浪费。
这不仅浪费了人力和时间,还增加了物料丢失和损坏的风险。
为了减少运输浪费,应当优化物料运输路线,减少运输距离和不必要的搬运。
同时,也可以考虑在生产现场设置物料存放区域,方便员工取料,减少搬运和移动。
4. 加工过程中的浪费:加工过程中的浪费包括很多方面,例如,不必要的额外加工、过度加工、加工错误等。
这些都会增加生产时间和成本,同时也会造成不合格品和废品。
为了减少加工过程中的浪费,可以通过标准化的工艺和操作规程,提高员工的技能和培训水平,减少加工错误和废品产生。
5. 库存:库存浪费是指过多的产品、物料或半成品的库存。
这不仅占用了生产线和仓储空间,还增加了物料报废和货物滞销的风险。
为了减少库存浪费,应当通过精确的需求预测和生产计划,避免生产过多的产品。
另外,也可以采取Just-in-Time (JIT)生产方式,根据客户订单及时生产和交付产品,减少库存积压。
八大浪费是指什么

八大浪费是指什么八大浪费是生产过程中所造成的物料、设备、人力、场地和时间等的浪费。
分别是:不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多过早的浪费,等待的浪费和管理的浪费。
1、等待浪费。
由于生产原料供应中断、作业不平衡和生产计划安排不当等原因造成的无事可做的等待,被称为等待的浪费。
2、加工过剩浪费。
加工的浪费也叫过分加工的浪费,主要是指多余的加工和过分精确的加工或是需要多余的作业时间和辅助设备,这样增加了生产用电、气压、油等能源的浪费,另外还增加了管理的工时。
3、管理浪费。
管理浪费指的是问题发生以后,管理人员才采取相应的对策来进行补救而产生的额外浪费。
4、不良修正浪费。
不良修正浪费指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
5、动作浪费。
动作的浪费现象在很多企业的生产线中都存在,常见的动作浪费主要有以下几种:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大等等。
6、库存浪费。
按照过去的管理理念,人们认为库存虽然是不好的东西,但却是必要的。
JIT的观点认为,库存是没有必要的,甚至认为库存是万恶之源。
由于库存很多,将故障、不良品、缺勤、点点停、计划有误、调整时间过长、品质不一致、能力不平衡等问题全部掩盖住了。
7、搬运浪费。
搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
8、制造过多浪费。
制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。
生产中的八大浪费
生产中的八大浪费1.不良、修理的浪费:所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
这类浪费具体包括:材料的损失、不良品变成废品;设备、人员和工时的损失;额外的修复、鉴别、追加检查的损失;有时需要降价处理产品,或者由于耽误出货而导致工厂信誉的下降。
2.加工的浪费加工的浪费也叫过分加工的浪费,主要包含两层含义:第一是多余的加工和过分精确的加工,例如实际加工精度过高造成资源浪费;第二是需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,另外还增加了管理的工时。
3.动作的浪费动作的浪费现象在很多企业的生产线中都存在,常见的动作浪费主要有以下12种:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大,移动中变换“状态”、不明技巧、伸背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。
4.搬运的浪费搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。
搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
5.库存的浪费由于库存很多,将故障、不良品、缺勤、计划外停机、计划有误、调整时间过长、品质不一致、能力不平衡等问题全部掩盖住了。
6.制造过多或过早的浪费制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。
有些企业由于生产能力比较强大,为了不浪费生产能力而不中断生产,增加了在制品,使得制品周期变短、空间变大,还增加了搬运、堆积的浪费。
此外,制造过多或过早,会带来庞大的库存量,利息负担增加,不可避免地增加了贬值的风险。
7.等待的浪费由于生产原料供应中断、作业不平衡和生产计划安排不当等原因造成的无事可做的等待,被称为等待的浪费。
常见八大浪费和消除方法
常见八大浪费和消除方法在日常生活和工作中,我们会经常遇到各种浪费现象,这些浪费不仅消耗了资源和时间,还会降低工作效率和生活质量。
以下是常见的八大浪费和相应的消除方法。
1.非必要生产浪费:这种浪费包括过度生产、生产次品或废品、生产多余工作和指令等。
消除该浪费的方法是实施精益生产原则,分析生产过程中的不必要步骤和环节,优化生产流程,并监控和控制生产指令的发布。
2.库存浪费:库存浪费指储存成品、原材料或半成品的费用。
库存浪费的消除方法包括实施小批次生产,提高生产柔性和响应能力,通过供应链管理减少库存,并将库存量限制在合理的范围内。
3.运输浪费:运输浪费包括物料在生产、仓库和供应链中的多次搬运。
减少运输浪费的方法包括优化生产布局,减少生产线上的传送带长度,提高运输设备的效率,以及优化仓储管理和运输路线规划。
4.过度加工浪费:过度加工浪费指超过产品规格或顾客需求的加工。
减少过度加工浪费的方法包括明确产品规格和顾客需求,设立合理的加工标准,避免不必要的加工步骤和环节,以及提高员工技能和意识。
5.等待浪费:等待浪费指产品或工作在生产或供应链中等待的时间延误。
减少等待浪费的方法包括优化生产调度和物流流程,减少生产环节的停机时间和设备故障,以及提高生产和供应链的反应能力。
6.移动浪费:移动浪费指不必要的物料和人员移动。
减少移动浪费的方法包括优化工作布局,减少不必要的移动距离,提高物料存放和工具的易取性,以及改善工作环境和工作条件。
7.不必要的工艺浪费:不必要的工艺浪费指在生产过程中的不必要步骤和工艺。
消除不必要的工艺浪费的方法包括分析生产环节,识别和优化不必要的工艺和步骤,以及减少生产过程中的冗余操作。
8.缺陷浪费:缺陷浪费包括产品质量问题和返工造成的资源和时间浪费。
减少缺陷浪费的方法包括实施质量管理和质量控制措施,提高生产工艺和设备质量,以及设立合理的质量标准和检查流程。
总结起来,消除浪费需要从多个层面入手,包括优化生产流程、改善供应链管理、提高员工技能和意识、加强质量控制等。
工厂精益生产之八大浪费
工厂精益生产之八大浪费精益生产是一种旨在最大限度地减少浪费并提高效率的生产方法。
在工厂生产中,存在着许多浪费,这些浪费会影响到生产效率和产品质量。
精益生产理论提出了八大浪费,即“八大浪费”,这些浪费是指在生产过程中存在的不必要的浪费,通过识别和消除这些浪费,可以大大提高生产效率和产品质量。
第一大浪费是过度生产。
过度生产是指生产超出市场需求的产品数量,这会导致库存积压和资金浪费。
在精益生产中,通过精确预测市场需求,避免过度生产,可以减少库存积压,降低资金占用成本。
第二大浪费是等待时间。
在生产过程中,由于零部件供应不及时或者生产线不畅,会导致生产线停滞,工人等待。
这样的等待时间会增加生产周期,降低生产效率。
精益生产强调及时供应和生产线平衡,以减少等待时间。
第三大浪费是运输。
过多的物料运输会增加运输成本,延长生产周期,并增加物料损坏的风险。
精益生产提倡就近生产和精细化物料运输,以减少运输浪费。
第四大浪费是过度加工。
过度加工是指对产品进行超出需求的加工,这会增加生产成本,降低生产效率。
精益生产强调精确理解市场需求,避免过度加工,以提高生产效率。
第五大浪费是库存。
过多的库存会增加资金占用成本,并增加库存积压的风险。
精益生产强调“用时生产”和“精准库存”,以减少库存浪费。
第六大浪费是不合格品。
不合格品会增加返工成本,并影响产品质量和客户满意度。
精益生产强调质量控制和持续改进,以减少不合格品浪费。
第七大浪费是人员运动。
不必要的人员运动会增加生产成本,并降低生产效率。
精益生产强调生产线布局和工作流程优化,以减少人员运动浪费。
第八大浪费是设计不当。
设计不当会导致生产过程中出现问题,增加生产成本和生产周期。
精益生产强调产品设计和生产工艺的协同优化,以减少设计不当浪费。
在实践中,工厂可以通过精益生产的方法,识别并消除这八大浪费,从而提高生产效率,降低生产成本,提高产品质量。
精益生产并不是一蹴而就的过程,需要持续改进和全员参与,但通过不懈努力,工厂一定能够取得显著的成效。
生产中的八大浪费

生产中的八大浪费1.不良、修理的浪费:所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
这类浪费具体包括:材料的损失、不良品变成废品;设备、人员和工时的损失;额外的修复、鉴别、追加检查的损失;有时需要降价处理产品,或者由于耽误出货而导致工厂信誉的下降。
2.加工的浪费加工的浪费也叫过分加工的浪费,主要包含两层含义:第一是多余的加工和过分精确的加工,例如实际加工精度过高造成资源浪费;第二是需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,另外还增加了管理的工时。
3.动作的浪费动作的浪费现象在很多企业的生产线中都存在,常见的动作浪费主要有以下12种:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大,移动中变换“状态”、不明技巧、伸背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。
4.搬运的浪费搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。
搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
5.库存的浪费由于库存很多,将故障、不良品、缺勤、计划外停机、计划有误、调整时间过长、品质不一致、能力不平衡等问题全部掩盖住了。
6.制造过多或过早的浪费制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。
有些企业由于生产能力比较强大,为了不浪费生产能力而不中断生产,增加了在制品,使得制品周期变短、空间变大,还增加了搬运、堆积的浪费。
此外,制造过多或过早,会带来庞大的库存量,利息负担增加,不可避免地增加了贬值的风险。
7.等待的浪费由于生产原料供应中断、作业不平衡和生产计划安排不当等原因造成的无事可做的等待,被称为等待的浪费。
精益生产八大浪费记忆口诀
精益生产八大浪费记忆口诀精益生产八大浪费记忆口诀:一、过度生产:费时又费力,少产可节约成本。
二、库存过剩:总是两头苦,生产少而渐长库存。
三、过度检查:费时又费力,物品完好不检验。
四、不良品产生:能省则省,及时发现消减损失。
五、过程浪费:繁琐浪费,效率低,争取简洁。
六、包装过多:边护却是伤害,有中途检查少去包装。
七、加工时间过长:循环时间应减低,工作品质高事半功倍。
八、运输浪费:运输时长拉长,途中不必费力弯曲。
以上便是精益生产八大浪费记忆口诀,这种工作方式在企业提高效率方面发挥重要作用。
那么精益生产八大浪费要如何避免呢?一、应当有效地控制过度生产,根据市场需求及时调整产量,增加少量生产以备受欢迎的产品销量或抢占市场,并避免过度生产,以减少浪费,同时降低生产成本。
二、应尽量避免库存过剩,尤其是不熟悉的产品,应根据市场销售数据进行库存控制,以免存在大量的库存占用成本 greater than the value of the goods。
三、应控制过度检查,减少不必要的检查,并在重要的项目上加以控制,物品在完好的情况下,不需要频繁检查,以减少浪费。
四、积极预防不良品的产生,提高工艺水平,进行细微的检查及卫关管控,及时发现不良品以减少损失,保持良好的服务质量。
五、尽量减少过程浪费,提高工作效率,尽量减少在整个生产过程中出现的多余流程,提高效率,降低成本。
六、减少包装过多,如果产品在途中不需要中途检查,应减少包装材料,以减少成本。
七、加工时间应合理,尽可能减少无谓的的加工时间,缩短车间的循环时间,尽可能提高工作效率和品质。
八、努力减少运输浪费,尽量减少物流运输途中出现的弯曲以及勉力以减少运输时长,提高效率降低成本。
通过以上介绍可以看出,精益生产八大浪费的记忆口诀尤其重要,应认真进行推行,以节约成本,提高效率,让企业发展得更快更好。
八大浪费
八大浪费TIMWOOD1、生产过剩。
过早或过多地生产出产品,这通常会造成其他的浪费,例如人员过多、因存货过多而导致储存与输送成本。
存货可能指的是实物存货,或是排队等候的大批信息。
2、在现场等候的时间。
员工只是在一旁监视自动化机器,还是必须站在一旁等候下一个处理步骤、工具、供应、零部件等,或是因为存货用完、整批处理延迟、机器设备停工、生产力停滞不前等因素造成员工暂时没有工作可做。
3、不必要的运输。
在流程中把在制品从一地搬运到另一地(即便只是短距离);或是必须进出仓库或在流程之间搬运原材料、零部件或最终成品。
4、过度处理或不正确的处理。
采取不必要的步骤以处理零部件;因为工具与产品设计不良,导致不必要的动作及产生瑕疵而造成缺乏效率的处理;当产品超出必要的质量时,也会造成浪费。
有时,必须做一些额外的“工作”,以填补多出的时间,避免无所事事地等候。
5、存货过剩。
过多的原材料、在制品或者最终的成品,导致较长的提前期,堆积过时品、毁损品、较高的运输与储存成本及延迟。
此外,过多的存货还造成其他的隐性问题,例如生产不均衡、供应者延迟递送、瑕疵品、机器设备停工、拉长准备期等。
6、不必要的移动搬运。
员工在执行工作的过程中,必须做一些不必要、不能创造价值的动作,例如寻找、前往取得或堆放零部件和工具等等。
此外,走动也是浪费。
7、瑕疵。
生产出瑕疵品或必须修改的东西。
修理或重做、报废、更换、检验等都代表浪费的处理、时间和精力。
8、未被使用的员工创造力。
由于未使员工参与未能倾听员工意见而造成未能善用员工的时间、构想、技能,从而使员工失去改进和学习的机会。
常见的八大浪费在工厂中最为常见的浪费主要有八大类,分别是:不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多?过早的浪费,等待的浪费和管理的浪费。
下面具体分析各类浪费现象。
1.不良、修理的浪费所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
工厂车间的8大浪费案例
工厂车间的8大浪费案例工厂车间中的8大浪费是指在生产过程中存在的8种浪费现象,也被称为“八大浪费”。
这些浪费会导致资源的浪费、时间的浪费和效率的低下,严重影响了企业的竞争力和盈利能力。
下面将详细列举这8大浪费案例,并进行分析。
1. 库存浪费:指在生产过程中过多的原材料、半成品和成品的储存,导致资金占用和仓储空间浪费。
库存浪费不仅增加了企业的经营成本,还容易造成过期损失和质量问题。
2. 运输浪费:指在生产过程中物料或产品的运输环节中存在的浪费,包括多次搬运、长距离运输等。
这些浪费会增加运输成本和时间成本,降低生产效率。
3. 过程浪费:指在生产过程中存在的无效或重复的动作、步骤或操作,如等待、翻找物料、返工等。
这些浪费会增加生产周期、降低生产效率,并可能导致质量问题。
4. 过度生产浪费:指在没有订单或需求的情况下,仍然进行生产,导致产品过剩和库存积压。
这种浪费会造成资源的浪费、资金占用和产品降值。
5. 人员浪费:指在生产过程中由于人员配置不合理、技能不匹配或员工不专注等原因造成的浪费。
人员浪费不仅会降低生产效率,还会增加生产中的错误和事故风险。
6. 过度加工浪费:指在生产过程中对产品进行了超出需求或规范的加工处理,造成资源和时间的浪费。
过度加工浪费会增加生产成本,降低利润率。
7. 应急浪费:指由于生产过程中的故障、停机或突发事件而导致的浪费。
应急浪费会增加生产时间和成本,并可能影响产品质量和客户满意度。
8. 无价值创造浪费:指生产过程中存在的无效的、对产品无价值的活动或环节。
这些浪费不仅会消耗资源和时间,还会降低生产效率和产品质量。
针对以上8大浪费案例,工厂车间可以采取以下措施来减少或消除浪费,提高生产效率和质量:1. 实施精益生产:通过精细化管理、优化生产流程和精简不必要的环节,减少浪费现象。
2. 库存管理优化:采取合理的库存管理策略,避免库存过多或过少,降低资金占用和仓储成本。
3. 运输优化:优化物料和产品的运输方式和路径,减少搬运次数和距离,提高运输效率。
八大浪费

八大浪费
何为八大浪费?
(1)等待浪费:由于材料、机器、检验或信息没有到位时而产生空余时间导致的浪费;
表现形式:前工序-后工序,前产能-后产能,计划-产出,需求-能力;
(2)搬运浪费:流程中因两点间的距离远,造成材料的移动,没有增加产品价值的浪费;
(3)过早过量生产浪费:产品超过顾客需求(或下一工序、步骤需求)而造成的浪费;
(4)库存浪费:由于前后工序产能不均衡,或工作多于客户需求而产生的库存所造成的浪费;其实浪费的万恶之首。
(5)动作浪费:生产作业时调整位置、翻转产品、取放工具物料等不必要的动作,不能增加产品价值带来的浪费;
(6)加工过程浪费:作业的流程过多、过长、重复或强度过剩等造成的浪费;
(7)不良品浪费:工作质量低于客户(或下一工序)需求的水平造成的浪费;
(8)智力浪费:即管理浪费,它是基于工厂的管理和运作方式使公司不能获至最大利润而造成的浪费=工厂未做到最佳的4M(人、机、料、法)组合,不能取得最大效益产生的浪费。
精益生产管理八大浪费与解决方法
精益生产管理八大浪费与解决方法1.无价值的运输:指的是物料在生产过程中被频繁移动的情况。
解决这个问题的方法是优化物料流程,尽量减少运输距离和移动次数,采用合理的物料放置和存储方案。
2.过度生产:指的是生产超过需求的产品或者过量投入资源导致的浪费。
解决这个问题的方法是根据需求进行精确的生产计划,避免超出需求范围的生产,同时优化生产流程,减少生产周期和库存量。
3. 无价值的库存:指的是过量的原材料、在制品和成品库存。
解决这个问题的方法是采用Just-in-Time (JIT)生产方式,确保产品在需要时才进行生产,减少库存量和仓储空间。
4.无效的运输:指的是工人在生产过程中因为找不到和取得工具和设备而浪费的时间。
解决这个问题的方法是进行合理的工作站设计和布局,确保工人可以方便地取得所需工具和设备。
5.过度加工:指的是对产品进行不必要的加工和处理,增加制造成本和时间。
解决这个问题的方法是进行价值流图分析,从整体流程中识别并消除无价值的加工环节。
6.无用的人员等待:指的是工人在生产过程中因为等待而浪费的时间。
解决这个问题的方法是进行生产计划和员工安排的合理调配,避免过度或不足的人员安排。
7.产品缺陷:指的是在生产过程中因为质量问题而产生的浪费。
解决这个问题的方法是优化生产工艺和质量控制流程,提供员工培训和提高质量意识。
8.无效的运动:指的是工人在生产过程中因为不必要的动作和姿势而浪费的时间和能量。
解决这个问题的方法是进行工作站人机工程学分析,优化工作环境和动作流程,减少工人的疲劳和劳损。
总结起来,精益生产管理八大浪费主要包括无价值的运输、过度生产、无价值的库存、无效的运输、过度加工、无用的人员等待、产品缺陷和无效的运动。
针对这些浪费,可以采取一系列的解决方法,比如优化物料流程、采用Just-in-Time生产方式、进行价值流图分析等,以帮助企业提高生产效率,并减少浪费的发生。
八大浪费
八大浪费生活与生产中的小细节八大浪费是指什么呢?•一、等待浪费•二、搬运的浪费•三、不良品的浪费•四、动作的浪费•五、加工的浪费•六、库存的浪费•七、制造过多(早)的浪费•八、管理成本的浪费等待的浪费•由于生产原料供应中断、作业不平衡和生产计划安排不当等原因造成的无事可做的等待,被称为等待的浪费。
•生产线上不同品种之间的切换,如果准备工作不够充分,势必造成等待的浪费;每天的工作量变动幅度过大,有时很忙,有时造成人员、设备闲置不用;上游的工序出现问题,导致下游工序无事可做。
此外,生产线劳逸不均等现象的存在,也是造成等待浪费的重要原因。
•不得不说:这个问题涉及到三个方面;•其一:机台设计问题,造成等待的浪费,•其二:机台布置问题,布置不合理或造成等待浪费,•其三:人员分配问题,这个应是我们时刻考率需要解决的问题搬运的浪费•从JIT的角度来看,搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。
•搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
•国内目前有不少企业管理者认为搬运是必要的,不是浪费。
因此,很多人对搬运浪费视而不见,更谈不上去消灭它。
也有一些企业利用传送带或机器搬运的方式来减少人工搬运,这种做法是花大钱来减少工人体力的消耗,实际上并没有排除搬运本身的浪费。
•不得不说:这个浪费确实是个大问题,但我们还要考虑到成本、搬运周期、搬运距离等等因素,当然用最少的力气办更多的事情,这个所有公司都不会反对,除非……•搬运浪费产生的来源可能和规划有关,但没有搬运产品就到达不了市场,减少搬运的浪费可行,但杜绝搬运浪费并不可取。
不良、修理的浪费•不良、修理的浪费:所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
这类浪费具体包括:材料的损失、不良品变成废品;设备、人员和工时的损失;额外的修复、鉴别、追加检查的损失;有时需要降价处理产品,或者由于耽误出货而导致工厂信誉的下降。
生产车间常见的八大浪费
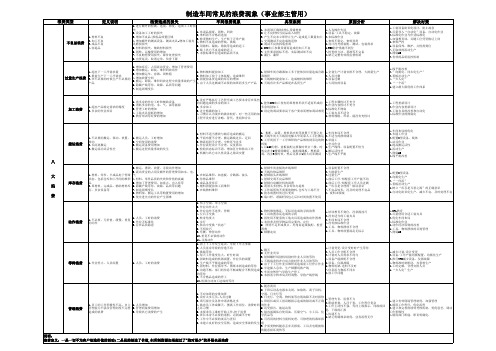
3.日光灯、空调、物料架等出现故障不及时报修 4.班组长或员工因误解指示造成的错误或不正确 的作业 5.迟交报告,拖延决策 7.纵容部属私自使用油、压缩空气、小工具、化 学药品等 8.可再用的材料当废料处理,可修理的机器却报
1.管理失责,监督不力 2.职能重叠,人浮于事,工作程序复杂 3.工作主动性不强,等待上级指示,同级的回 复,下级的汇报 4.协调不力 5.缺乏明确规章制度,业务流程无序
浪费类型
定义说明
不良品浪费
1.材料不良 2.加工不良 3.成品不良 4.客退品
制造车间常见的浪费现象(事业部主管用)
浪费造成的损失
车间浪费现象
1.进行额外的检测、选别、修复、追加工工时损
失 2.设备加工工时的损失 3.增加不良品/报废品放置区域 4.增加额外的测试设备、测试夹具;增加工装夹 具磨损损失 5.材料的损失,辅助材料损失 6.周转、运输费用的增加 7.不良赔偿费用损失,降价处理损失
1.因上下工序发生延误,导致下序无事做
2.人员富余导致的劳逸不均 3.换线等待 4.每天工作量变化大,时忙时闲 5.因缺料造成的机器闲置,作业员的闲置 6.生产线不平衡造成的等待 7.因材料、作业指导书、图纸未到造成的等待 8.沟通不畅,部门间信息不畅或配合不默契造成 的等待 9.不合格品造成的停工
3.射频接头在线堆积
3.过量生产
状态,包括仓库和工序间的堆积 4.材料,零件品质的失效和价值的衰减
2.待修品堆积
4.射频交调不良品堆积
4.前后工序/相配套工序产能不均
库存浪费 品
5.增加了管理费用,如盘点、出入库等
3.成品备货库存
浪
2.原材料、完成品、辅助材料库 6.隐藏产线等待,故障、品质等问题
精益生产八大浪费记忆口诀
精益生产八大浪费记忆口诀精益生产是一种管理方法,旨在提高生产效率和质量,减少浪费。
其核心理念是避免八大浪费。
下面是记忆口诀,用以帮助记忆:1.待料浪费:材料等待加工,长时间占用资源,是一种浪费。
2.过程浪费:流程不顺畅,存在重复、无效操作,是一种浪费。
3.运输浪费:材料或产品频繁运输,增加成本和时间,是一种浪费。
4.库存浪费:过多的库存占用空间和资金,增加了风险和成本,是一种浪费。
5.缺陷浪费:出现产品缺陷,需要修复或重做,增加了成本和工作量,是一种浪费。
6.人力浪费:人员不合理分配,或者没有进行充分培训,浪费了人力资源,是一种浪费。
7.等待浪费:因为某些环节的停顿而产生等待,增加了生产周期,是一种浪费。
8.过产量浪费:生产超出需求,过多的产品无法及时销售,增加了风险和成本,是一种浪费。
这是八大浪费的记忆口诀。
通过记住这八个关键词,我们可以更好地理解和应用精益生产的原则。
下面我们将详细介绍每种浪费并提供例子。
第一种浪费,即待料浪费,指的是材料等待加工的时间过长,占用了资源。
比如,在一个工厂中,原材料被放在一边等待加工,而加工设备被其他任务占用,这样就产生了待料浪费。
第二种浪费,即过程浪费,指的是流程不顺畅,存在重复、无效操作。
比如,在一个生产线上,同一个工序被重复进行,或者某些操作并不对最终产品产生贡献,这样就产生了过程浪费。
第三种浪费,即运输浪费,指的是材料或产品频繁运输,增加了成本和时间。
比如,在一个仓库中,产品需要多次搬运和运输,而这些运输过程并没有增加价值,这就是一种浪费。
第四种浪费,即库存浪费,指的是过多的库存占用空间和资金,增加了风险和成本。
比如,一个超市因为销售不畅,积压了大量商品,这些库存无法及时销售,就产生了库存浪费。
第五种浪费,即缺陷浪费,指的是出现产品缺陷,需要修复或重做,增加了成本和工作量。
比如,一个生产线上的产品因为质量问题,需要进行多次修复或者全部报废,这就是一种缺陷浪费。
八大浪费

到底为什么要有库存量,最大的理由是“ 到底为什么要有库存量,最大的理由是“怕出问 ——出现故障怎么办 会不会因部分设备出问题, 出现故障怎么办? 题”——出现故障怎么办?会不会因部分设备出问题,而 影响整条生产线或工厂的生产呢? 影响整条生产线或工厂的生产呢?于是乎为了不使影响扩 库存便成了必要,众多的问题也被隐藏起来, 大,库存便成了必要,众多的问题也被隐藏起来,所有进 赚钱(发现问题、解决问题就是赚钱) 步、赚钱(发现问题、解决问题就是赚钱)的步调自然变 慢了。无怪乎精益生产方式称库存为万恶之源, 慢了。无怪乎精益生产方式称库存为万恶之源,绝对不允 许它存在,如果现在已经有了库存,也要行进一切办法, 许它存在,如果现在已经有了库存,也要行进一切办法, 将之降低,力争零库存。( 。(注 零库存的“ 将之降低,力争零库存。(注:零库存的“零”并非指数 学意义上的“完全没有”的意思,而是指把库存“ 学意义上的“完全没有”的意思,而是指把库存“尽量减 到最少的必要程度” 到最少的必要程度”。)
八大浪费之七:制造过多( 八大浪费之七:制造过多(早)的浪费
上面提到库存是万恶之源,而制造过多或提早完成, 上面提到库存是万恶之源,而制造过多或提早完成,则被视为最 大的浪费。 大的浪费。 精益生产方式所强调的是“适时生产” 也就是在必要的时候, 精益生产方式所强调的是“适时生产”,也就是在必要的时候, 做出必要的数量的必要的东西。此外都属于浪费。 做出必要的数量的必要的东西。此外都属于浪费。而所谓必要的东西 和必要的时候,就是指顾客已决定要买的数量与时间。 和必要的时候,就是指顾客已决定要买的数量与时间。假设客户只要 100个 而每个1 如果生产了150 150个 这售价却不会是150 150元 100个,而每个1元,如果生产了150个,这售价却不会是150元,因为 多余的50个并没有卖出去,仅是变成库存,因此利润也就无从产生, 50个并没有卖出去 多余的50个并没有卖出去,仅是变成库存,因此利润也就无从产生, 换句话说,多做了是浪费。 换句话说,多做了是浪费。 而制造过早同样也是浪费, 而制造过早同样也是浪费,但为什么有很多工厂会一而在地过多 与过早制造呢?最大的原因在于他们不明白这是一种浪费, 与过早制造呢?最大的原因在于他们不明白这是一种浪费,反而以为 多做能提高效率,提早做好能减少产能损失(不做白不做, 多做能提高效率,提早做好能减少产能损失(不做白不做,机器还不 是一样停着?),显然这是一种极大的误解。 ?),显然这是一种极大的误解 是一样停着?),显然这是一种极大的误解。
工厂生产的八大浪费

工厂生产的八大浪费1. 等待的浪費包括等待原材料,等待仓库发料,等待机器维修,等待前工序送料,等待确认样品,等待图纸资料,等待检验标准,等待生产计划下达……,都是时间的浪费,也就是生产力的巨大浪费。
解决方案:等待原材料:供应商考核及处罚;采购及物控的绩效考核等待仓库发料:仓库仓管员的绩效考核;建立至少提前一天备/发料的制度等待机器维修:每周/每月对设备部门“机器及设备完好率”的考核;每日/每周/每月对设备部/生产部“每日生产异常时间”及“异常时间占比(每日异常时间除以每日工作总时间得到的百分比)的统计/汇总/绩效考核等待前工序送料:每日被延迟工序统计时间,由责任工序补偿。
生产部门制定此详细规范。
等待确认样品,等待图纸资料,等待检验标准:对责任部门—工程部/研发部的绩效考核;明确生产计划员有协助生产部门追踪以上项目的责任等待生产计划下达:明确将准时下达发布生产计划作为计划物控部以及生产计划员的一项绩效考核指标(可以参看作者之前文章《生产计划员绩效考核浅谈》)2. 不合理庫存的浪費库存原材料分析:库存原材料,一般责任部门/责任人为计划物控部/物控员,还有采购部/采购员。
或者不合理备库,备库量过大;或者申购/采购错误导致库存。
解决:对物控及采购的绩效考核设定,设定总库存值及呆滞库存占比;明确公司安全库存物料种类/规格及相应库存设定;明确物控员的备库权限及审批流程;明确采购为执行物控员物料需求计划及申购单的岗位,无备库职能及权限成品及半成品库存:分析:一般为业务部门根据预测或者与客户的交流协商而备库,计划部门可以根据公司授权在一定限额内备库。
其他任何部门无备库权限。
解决:计划物控部门每月整理业务部门的备库记录,包括入库日期,距今仓储时间,催促其要客户下单发货。
谨慎备库:业务部门的成品及半成品备库,流程上需要先计划物控部门出具审批意见,总经理批准后才允许备库。
对超过承诺消化期限而一直未消化/发货的,报公司。
八大浪费的理解
八大浪费的理解
八大浪费是指西方企业界广泛认可的一些浪费行为,包括:
1. 资源浪费:指生产过程中浪费的能源、材料和劳动力等资源。
2. 资源过度利用:指在生产过程中过度利用资源,例如能源、原材料和人力资源等,这些资源可能已经被充分利用,但仍然继续进行
生产。
3. 管理浪费:指企业内存在的各种管理上的错误、疏漏和浪费,包括组织重叠、流程冗长、人员流动、低效率决策等。
4. 生产浪费:指生产过程中的浪费行为,例如不良品率、制造成本增加、运输成本和维修成本等。
5. 包装浪费:指包装材料和容器中的浪费,例如包装物、运输过程中的浪费等。
6. 运输浪费:指生产过程中运输过程中的浪费,例如运输距离、时间和成本的增加等。
7. 能源浪费:指生产过程中使用的能源的浪费,例如照明、加热、冷却和机器设备等。
8. 环境浪费:指生产过程中对环境的浪费,例如排放废气、废水和废弃物等。
这些浪费行为对企业的经营状况和市场竞争力都产生了不利影响。
因此,企业应该积极采取措施减少这些浪费行为,提高生产效率和降低成本。
精益生产培训之八大浪费
精益生产培训之八大浪费精益生产是一种以节约资源和提高效率为核心的生产管理方法,其目的是通过消除浪费,实现生产流程的最佳化。
在精益生产中,有八大浪费被认为是应该避免的,下面我们来详细介绍一下。
1. 过度生产:生产过多超出需求,造成产品库存积压。
这不仅会占用大量资金,还会导致产品质量下降或过期。
精益生产鼓励企业根据市场需求来安排生产计划,以避免过度生产。
2. 库存:过多的库存会占用仓储空间、增加物流成本,还会导致产品质量问题。
精益生产强调及时交付,减少库存过程中发生的浪费。
3. 运输:物料在生产过程中的频繁搬运和运输会增加时间和成本,并且容易导致物料损失或损坏。
精益生产追求流程化和单元作业,以减少不必要的运输。
4. 过程中的等待:等待时间会引起生产线停滞,降低生产效率。
精益生产鼓励实施连续流水线作业,以减少等待时间。
5. 过度加工:过度加工是指在产品制造过程中进行不必要的加工或处理,导致成本和时间浪费。
精益生产倡导最小精度原则,避免不必要的加工。
6. 应急补救:由于计划不周或其他原因导致的生产过程中的错误和缺陷,会对生产效率和产品质量造成不利影响。
精益生产推崇错误预防和持续改进的方法,避免应急补救。
7. 人员不当利用:未充分发挥员工的能力和技能,或安排不当的工作任务,会导致生产效率下降。
精益生产强调员工参与和培训,提高员工的技能水平和责任感。
8. 无用的动作:一些无效的动作或不必要的步骤会增加生产过程中的时间和劳动力成本。
精益生产倡导精简和标准化的生产流程,以减少无用的动作。
综上所述,精益生产中的八大浪费是企业应该避免的,通过消除这些浪费,企业可以提高生产效率、降低成本,并提供更高质量的产品和服务。
因此,进行精益生产培训是非常重要和必要的。
精益生产是一种以节约资源和提高效率为核心的生产管理方法,旨在通过消除浪费,实现生产流程的优化。
其核心理念是追求价值流的流畅性,即尽可能在最短的时间内,以最低的成本提供最高的质量和价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前工序過量投入(WIP):工時不平衡﹔Push方式﹔ 看板信息錯誤﹔不是一個流作業﹔工作紀律﹔
例﹕如下圖所示﹐后工程在單位時間內需求1台/次﹐ 提供8台/次﹔
2020/3/24
PCEG DT(II) IE
二. 過生產浪費
(四) 浪費的消除:
過量計划(Schedule)﹕計算機信息集成控制﹔ 准確掌控不良(報廢)率﹔制訂寬放標准和計划校 正機制﹔縮短交付周期(CT﹑批量)﹔
前工序過量投入(WIP)﹕生產線平衡; Pull方 式﹔制訂單次傳送量標准﹔一個流作業﹔作業要 求﹔
交付周期=∑(CT*批量)
2020/3/24
PCEG DT(II) IE更甚﹕未及時轉化→資金周轉→市場反應→企業轉型
貨幣資金 不暢 速度慢
困難
2020/3/24
(企業經營﹕資金運動﹑物質運動﹑信息運動)
PCEG DT(II) IE
二. 過生產浪費
(二) 浪費的表現:
人(Man)﹕整理﹐包裝﹐搬運﹐無功作業
機(Machine)﹕人的動作增加而等待
料(Material)﹕報廢﹐庫存﹐WIP﹐入庫檢查等
2020/3/24
PCEG DT(II) IE
因為不良 品而誕 生…
一. 不良品浪費
(三) 浪費的產生:
供應 制造
來料不良(Incoming)﹕供應商流出不良品﹔ 使用 物流破壞﹔進料檢驗﹑投入檢查或后工序 未發現﹔制程不防呆﹔
制程不良(Process)﹕作業者損壞﹔設備﹑治工具 不防呆﹔制程不防呆﹔
三. 過程浪費
(二) 浪費的表現:
人(Man)﹕無功動作﹐等待 機(Machine)﹕等待(空載),生產力低,成本高 料(Material)﹕耗材﹐成本高 法(Method)﹕不增值﹐過度
2020/3/24
PCEG DT(II) IE
三. 過程浪費
(三) 浪費的產生:
流程(Flow)﹕流程設計﹔Layout﹔參數設定﹔ 制造系統柔性﹔浪費警覺性﹔條件局限性﹔ 強度(Strength)﹕系統穩定性﹔標准﹔
生产过程中八大浪费
2020/3/24
八大浪費介紹
不良品浪費 ❖ 過生產浪費 過程浪費 動作浪費 庫存浪費 移動浪費 不平衡浪費 管理浪費
2020/3/24
PCEG DT(II) IE
一. 不良品浪費
(一) 浪費的定義:
生產過程中,因來料或制程不良,造成的各種 損失, 如:
直接﹕物料報廢、搬運、返工以及后工序的等 待, ……
2020/3/24
PCEG DT(II) IE
四. 動作浪費
(二) 浪費的表現:
人(Man)﹕動作無價值﹔勞動強度大﹔尋找﹔ 機(Machine)﹕等待﹔ 料(Material)﹕易損傷﹔增加客戶不需要的材料; 法(Method)﹕程序復雜;
2020/3/24
PCEG DT(II) IE
四. 動作浪費
法(Method)﹕作業不便﹐拆卸﹐庫存管理 Waitin
g…
環(Environment)﹕存放區﹐搬運
…
2020/3/24
WIP=Work In Process
PCEG DT(II) IE
二. 過生產浪費
(三) 浪費的產生:
過量計划(Schedule)﹕信息不准﹔計划錯誤﹔計 划失當﹔信息傳遞不暢﹔制程反應速度慢﹔
PCEG DT(II) IE
四. 動作浪費
(一) 浪費的定義:
生產作業時調整位置﹑翻轉產品﹑取 放工具物料等不必要的動作浪費﹐如﹕
直接﹕動作浪費﹑時間等待﹑容易損傷產品﹑ 更甚﹕操作時間長→生產率低→成本高
勞動強度增加
滿意度低
2020/3/24
PCEG DT(II) IE
(如例)
不必要裝PE袋 不必要的分開
制程不良(Process)﹕及時指正﹔培訓技能﹔設 備﹑治工具﹑工藝流程防呆﹔
使用者破壞(User)﹕及時提醒﹔醒目標示﹔培 訓﹔教導﹔
2020/3/24
PCEG DT(II) IE
二. 過生產浪費
(一) 浪費的定義:
前工程之投入量﹐超過后工程單位時間內之 需求量﹐而造成的浪費﹐如﹕
直接﹕搬運﹐堆積﹐庫存﹐超過終點需求而造成 的拆卸﹑報廢等……
更甚﹕質量不穩定→客戶抱怨→顧客忠誠↓﹑ 庫存↑ →采購(供應)計划紊亂……
2020/3/24
PCEG DT(II) IE
一. 不良品浪費
(二) 浪費的表現:
人(Man)﹕搬運﹐重工﹐維修﹐更換﹐等待 機(Machine)﹕等待或空載 料(Material)﹕報廢﹐退換﹐庫存 法(Method)﹕拆卸﹐分析﹐判斷 環(Environment)﹕存放區﹐搬運﹐維修區
(三) 浪費的產生:
操作不經濟(Handling)﹕動作不精簡﹔動作多余 設計不合理(Design)﹕可同時完成但未同時﹔
2020/3/24
PCEG DT(II) IE
三. 過程浪費
(四) 浪費的產消除:
流程(Flow)﹕簡化生產流程﹔提高系統柔性﹔ 改變工作台面布置﹑擺放方式﹑參數設定﹔ “縮短距離﹑減少阻力﹑簡化程序﹑精減過程” 強度(Strength)﹕系統穩定性﹔制訂強度標 准﹔明確操作要求﹔制程防呆……
2020/3/24
1) 兩點間距離寬﹔
始 始 末末
2) 机器行程大; 起子轉速慢﹐程式運行時間長
3) 動作的過程(距離﹑阻力﹑復雜程度)
4) 材料強度過剩﹕如螺絲長度,用不必要的耗 材(膠水、膠帶等)﹔
5) 操作強度過剩﹕多余的習慣動作(如清潔等 重復性動作)。
(如圖)
2020/3/24
PCEG DT(II) IE
三. 過程浪費
(一) 浪費的定義:
作業的流程過多﹑過長﹑重復﹐或強度過 剩﹑Over design 等造成的浪費﹐如﹕
直接﹕動作浪費﹔等待﹔材料浪費﹔設備生產力 低﹑折舊成本高……(如例所示)
更甚﹕交付周期增長→資金周轉慢 →損失潛在顧客
2020/3/24
PCEG DT(II) IE
過程浪費的例子:
使用者破壞(User)﹕未提醒﹔未按要求﹔人為破 壞﹔不小心損壞﹔設計不防呆﹔
2020/3/24
PCEG DT(II) IE
一. 不良品浪費
(四) 浪費的消除:
SQM﹑供 應商輔導
來料不良(Incoming)﹕及時制止﹔供應商改善 (制程﹑品管系統﹑包裝物流)﹔進料品質控制﹔ 提醒投入者注意﹔制程防止不良流出﹔