模具DFM常用中英文对照
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照
15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

模具DFM常用中英文对照DFM常用中英文对照欧阳学文15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of meltflow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照欧阳学文15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具DFM_用英文对照超级实用
DFM常用中英文对照1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side. 4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜行位。
Inner angle slider at cavity / core side.7、为了简化模具构造建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干预到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度缺乏而且不容易冷却。
模具DFM常用中英文对照之欧阳化创编

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具DFM翻译参考

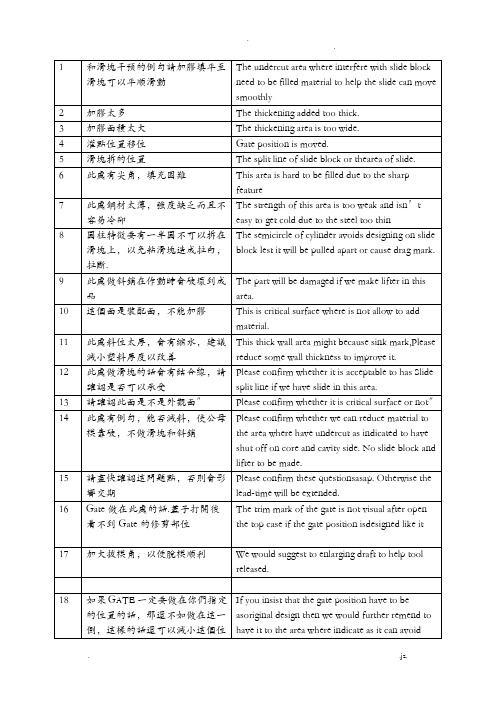
1.图示红色面做3゚减胶插穿斜度,改善现有产品易出现披锋的问题。
The red area to be tapered 3through thinning to combatFlash.6.行位镶针距离骨太近,导致后模钢料只有0.6mm,建议红色面减胶1mm,以增强钢料,避免开裂。
For better steel strength ,the red area to be thinned 1mm(the cam steel pin is too close to the boss with the resultThat the core steel in this area leaves only 0.6mm) thickness.6.此后是针阀单点进浇口及2点进浇口的模流分析。
The mold flow analysis with one gate and two gates by using valve gate建议做一个热咀的进胶口,原因如下:propose one gate is based on:1>两个热咀的距离太近,造成两个热流道靠得近,从而造成热流道制作困难。
Geographically,two gates are two close, which entails the two respective manifolds too close. To design the two manifolds is way too difficult.2>做两个热流道后前模芯就会挖空的更多,从而造成前模芯的强度变弱很多With two manifolds, the cavity to be cored out too much, as a result the strength of it weakens.Thin steel risk here-To combat this complication, a removal of R in red should be performed为防止粘前模,建议孔修改如右图示Sticking in the cavity here-To prevent this process issue, please use the feature changes stated in the rightfiguresub gate 潜水banana gate 牛角进胶pin gate 点浇口direct gate 大水口插穿shutoff斜顶lifter行位slider。
工程DFM常用英语(学习资料)
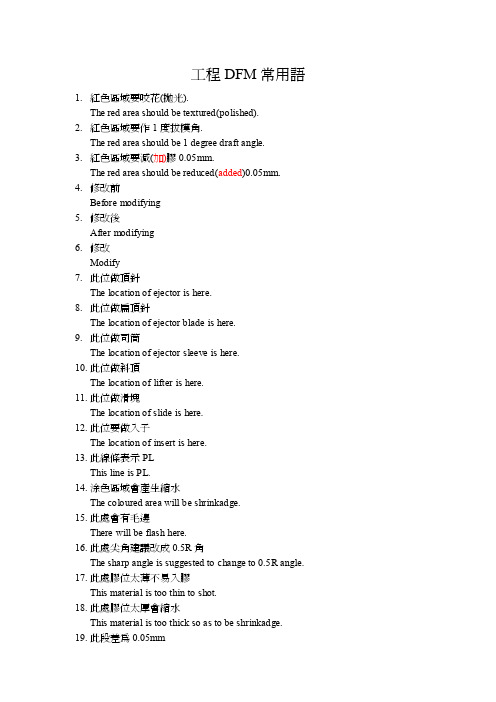
工程DFM常用語1.紅色區域要咬花(拋光).The red area should be textured(polished).2.紅色區域要作1度拔模角.The red area should be 1 degree draft angle.3.紅色區域要減(加)膠0.05mm.The red area should be reduced(added)0.05mm.4.修改前Before modifying5.修改後After modifying6.修改Modify7.此位做頂針The location of ejector is here.8.此位做扁頂針The location of ejector blade is here.9.此位做司筒The location of ejector sleeve is here.10.此位做斜頂The location of lifter is here.11.此位做滑塊The location of slide is here.12.此位要做入子The location of insert is here.13.此線條表示PLThis line is PL.14.涂色區域會產生縮水The coloured area will be shrinkadge.15.此處會有毛邊There will be flash here.16.此處尖角建議改成0.5R角The sharp angle is suggested to change to 0.5R angle.17.此處膠位太薄不易入膠This material is too thin to shot.18.此處膠位太厚會縮水This material is too thick so as to be shrinkadge. 19.此段差為0.05mmThe mismatch is 0.05mm.20.此處易產生段差(此處會有段差)Here is easy to be mismatch.21.建議用放電花替代咬花紋Suggest to spark erosion instead of texture.22.此位要拋光Here should be polished.23.此位要增加0.05度拔模角度Here should be added 0.05 degree draft.24.一次灌點的位置The location of the first gate.25.此位不能有水口殘留Here can’t be residual gate.26.水口殘留最大0.1mm.The maximal residual gate is 0.1mm.27.此水口會用CNC銑平The gate will be milled to flat by CNC.28.此位會作凹陷Here will be recess.29.此位會做击出Here will be bluge.30.此處設置火山口A crater is will be here.31.此位會做平或是下沉0.05mmHere will be flat or recess 0.05mm.32.此位會有斜頂痕Here will be lifer markings.33.此處會有線痕.Here will be line markings.34.此位一次減膠,讓二次膠延伸下來Here the first material is to be cut to let the second material to flow .35.此位一二次封膠困難,二次會溢料Here the first and second material is difficult to envelop and the second will overflow.36.分析此位無拔模,建議作一度By analysis,here is no draft and suggest to be one degree.37.頂針位置如圖,穴號刻在頂針上The location of ejector is shown as in the picture and the cavity number is graved on ejector.38.滑塊拆在肋位中間Slide should be part in the middle of rib.39.公模仁拔模修改到一度The draft of core is modified to one degree.40.此位是擋膠用(圖示中的位置是為擋膠)It is used to slow down the moldflow.41.此位會產生結合線Splite line will outcome here.42.此位會有包風There will be airtrap here.43.此膠位先填充頂部Moldflow will fill in the top first.44.此位有倒扣It’s undercut here.45.此處要做枕位It is should be shut-off here.46.此位模具強度不夠The tooling is lack of strength.47.建議取消此處圓角It suggests to cancle the rad angle.48.二次進膠點作搭接The second gate should be49.公母模靠破(碰穿)The cavity and core mold shut off.50.此位間隙太小The gap here is too narrow.51.此柱位容易粘模This boss is easy to stick mold.52.在此骨位上作扁頂針Ejector blade is on the rib.53.此骨位太深,建議加大拔模角The rib is too deep so it suggests to enlarge the draft.54.此位要作排氣孔Here should be an air-vent hole.。
模具常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big. slider have to postpone. When the mold close, it is contrary.13、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模Stick1.High shrinkage values could indicate sink marks or voids at gate location高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3. Two banana gate was to being confluent in the end of melt flow两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照 (2)

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
塑胶模具常用DFM 英语
1.这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply.8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.9、斜顶与后面的柱位空间太小,斜顶在运动时会干涉到柱子,请考虑移动这个柱子的位置。
This lifter intervene with the pole during ejection, please consider changing the position of the pole.10、此处有薄钢位,强度不足而且不容易冷却。
Tooling Concept中英对照表DFM报告常用语

溢出。
remnant exceed the plane.
剪胶后残料在 0.3 mm 以内
The remnant after degating is within 0.3 mm.
Gate处建议成品减肉0.3MM(如上图所示),避免残料
凸出成ቤተ መጻሕፍቲ ባይዱ。
Suggest to reduce 0.3mm part thickness at gate area to avoid remnant protrusion.
进胶点增肉0.3mm方便塑胶流动.
Make a dome in 0.3 mm height to increase flow ability.
此处需二次剪胶,所以建议"底座"相对位置作圆孔,以避 Secondary process for degating is required. Suggest a dimple at the related
Degating after molding is required due to pin gate design. Secondary process for degating is required. Trim in 2nd operation
需二次剪胶加工,建议容许铣胶深度 0.1MM,避免影响 Secondary process for degating is required. Suggest to allow 0.1 mm depth for
如果浇口在这里,成品脆弱处会有会胶线.有必要更改进 There will be weld line at part weakness area if the gate locate here. It is necessary
模具常用中英文对照
模具常用中英文对照DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big. slider have to postpone. When the mold close, it is contrary.13、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue. 20、沾模Stick1.High shrinkage values could indicate sink marks or voids at gate location高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3. Two banana gate was to being confluent in the end of melt flow两个香蕉浇口在流动未端熔合。
模具DFM常用中英文对照

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
模具常用语中英文对照

种类中文名称英文名称中文名称英文名称模具种类连续模Progressive die 冲孔模Pierce die 机械手Transfer die 剪边模Trimming die 手动机械手Hand transfer die 下料模Blanking die 单工程模Single die 成形模Forming die 铸造结构模Cast die 折弯模Bending die 简易模Prototype die 围边模Flange die 铆合模Riveting die 拉伸模Draw die 复合模Compound die 快换模Changeable die工序类料带strip 料带图strip layout 工序process 冲导正孔pilot pierce 冲孔pierce 侧冲cam pierce 切边notch 切侧刃notch french 折弯bend 墩薄coin成形form 侧成形cam form 整形restrike 围边flange打凸米boss / dimple 打凸包emboss打字印stamp 打沙拉孔hourglass 面押coin burr 抽孔extrude hole 拍平flat 卷圆curl种类中文名称英文名称中文名称英文名称工序类旋转rotate 铆接rivet产品切边线trim line 铆螺母stake nut 切断cutoff 接刀口mismatch 料带带料处carrier tab 毛刺方向burr direction 压线groove 下料blanking模板类上托板top plate 下托板bottom plate 上垫脚upper parallel 下垫脚lower parallel 上模座upper die set 下模座lower die set 上垫板punch backup 下垫板lower backup 上夹板punch holder 下夹板die holder 上脱料板stripper 下模板die plate 冲头punch 凹模die零件类浮块lifter 浮料板lifter plate 成型公form punch 压料块pressure pad 切边冲头trim punch 刀口trim steel 沉头孔counter bore 冲孔入子button 顶针kick off / ejector 废料切断刀slug breaker 成型凹模forming die 整形公restrike punch 导尺rail 导尺顶杆lifter bolt 导料板rail plate 镶件/入子insert侧冲组件cam 滑块slide滑块上油槽oil groove 铲机driver码模槽mounting slot 储运块storage block 限位柱stop block 起吊孔handing hole 起吊环eyebolt 靠块heel脱料拉杆spool 模座导正块thrust heel种类中文名称英文名称中文名称英文名称零件类耐磨片wear plate 垫片shim压块keeper 初始管位first start pin键槽key slot 键key氮气弹簧nitrogen spring 螺旋弹簧coil spring聚氨酯弹簧urethane导柱guide post 导套guide bushing 插针pilot pin插针套pilot bushing 侧刃french传感器sensor 销dowel螺丝screw 拔牙jackscrew垫圈washer 盲销blind dowel压毛边冲头deburring punch 挡块stopping plate压线冲头groove punch 定位块location block字模冲头stamp punch 圆冲头round punch压筋冲头ribbon punch 气垫板air cushion plate 异形冲头special shape punch 气垫顶杆air-cushion eject-rod 切边冲头trimming punch 上压块pressure block加强筋冲头stiffening rib punch 弹簧箱spring box 定位板guide plate 弹簧箱顶杆spring-box eject-rod 压边圈binder 弹簧箱顶板spring-box eject-plate公差类公差tolerance 公差范围tolerance range 上公差upper tolerance 下公差lower tolerance 公差+/- 0.05 plus minus 0.05 形位公差图GD&T 平面度flatness 直线度Straightness 倾斜度angularity 垂直度perpendicularity 平行度parallelism 圆度roundness种类中文名称英文名称中文名称英文名称公圆柱度cylindricity 面轮廓度surface profile差类线轮廓度line profile 位置度true position 同轴度concentricity 对称度symmetry 圆跳动runout 全跳动total runout 尺寸dimension 角度值angle degree 尺寸全检报告dimensional layout 三次元尺寸报告CMM report冲床相关机械冲床mechanical press 油压机hydraulic press 吨位tonnage 行程stroke / travel 冲床上台面ram 冲床下台面bolster冲床台面布置图press layout 冲床上的快速对正QDC 冲床气垫air cushion 码仔stirrup 闭合高度shut height T型槽T-slot送料机feeder 送料高度feeding height工具卡尺caliper 千分尺micrometer 直尺ruler 高度尺height gage 丝攻screw tap 起子screwdriver 拨牙器jacker 扳手wrench风磨机hand grinder 油石oil stone加工类开料cutting material 钻drill (DR) 攻牙tap 铰ream铣mill 车lathe电脑锣NC mill 线切割wire cutting(W/C) 磨grind 刨planer电火花EDM 镭射laser cutting 倒角chamfer xx的精加工finish XX真空热处理vacuum heattreatment镀钛TD coating 退磁demagnetization 烧焊weld4.1.2 加工说明对照表:加工说明Machining Note注:有0.00的地方为数据填入处外导套OUTER GUIDE BUISHING 起吊杆HANDING PIN实数铣通MILL THRU 正反两面各铣TOP SIDE AND OPP SIDE MILLX:-¢0.00(氮气弹弓过孔,锣穿)单+0.00X:-¢0.00 (DR.THRU FOR GAS SPRING) S+0.00X:-¢0.00(氮气弹弓沉头,正面CNC单+0.00,锣深0.00.)X:-¢0.00 ( CNC C'BORE TOP SIDE FOR GAS SPRING, S+0.00, DP0.00)X:-¢0.00(氮气弹弓沉头,反面CNC单+0.00,锣深0.00.)X:-¢0.00 (CNC C'BORE OPP SIDE FOR GAS SPRING, S+0.00, DP0.00)X:-¢0.00(合销孔,铰)X:-¢0.00 (REAM FOR DOWEL)X:-¢0.00(合销孔,割)单+0.00X:-¢0.00 (W/C FOR DOWEL) S+0.00(正面沉头¢0.00*0.00深,内攻M0.00*1.5牙)(¢0.00*0.00 C'BORE DP0.00 TOP SIDE, TAP M0.00*1.5 THR)(反面沉头¢0.00*0.00深,内攻M0.00*1.5牙)(¢0.00*0.00 C'BORE DP.0.00 OPP. SIDE, TAP M0.00*1.5 THR)X:-¢0.00(合销孔,钻穿)X:-¢0.00 (DR.THRU FOR DOWEL)X:-¢0.00(一般孔,钻穿)X:-¢0.00 (DR.THRU HL)X:-¢0.00(穿丝孔,钻穿)X:-¢0.00 (DR.THRU FOR WEDM S.H.)X:-¢0.00(漏油孔,钻穿) 按向视图加工X:-¢0.00 (DR.THRU FOR DRAIN HL) ACCORDING VIEW DRAWING TO MACHINING X:-(漏油槽,反面CNC单+0.00,锣深0.00)X:- (CNC POCKET OPP.SIDE FOR DRAIN, S+0.00, DP0.00)X:-¢0.00(基准孔,铰)X:-¢0.00 (REAM FOR DATUM HL)X:-¢0.00钻穿(螺丝过孔)内攻M0.00牙X:-¢0.00 (DR.THRU FOR CLEARANCE HL, TAP M0.00 THR)(正面沉头¢0.00*0.00深)(¢0.00*0.00 C'BORE DP0.00 TOP SIDE)(反面沉头¢0.00*0.00深)(¢0.00*0.00 C'BORE DP0.00 OPP. SIDE)(侧面沉头¢0.00*0.00深)(¢0.00*0.00 C'BORE DP0.00 EDGE SIDE)X:-M0.00钻穿,反面攻深0.00,有效牙0.00X:-M0.00 DR.THRU, TAP DP0.00 OPP.SIDE, THR DP0.00)X:-M0.00钻穿,正面攻深0.00,有效牙0.00X:-M0.00 DR.THRU, TAP DP0.00 TOP SIDE, THR DP0.00)X:-M0.00钻穿,正反面攻深0.00,有效牙0.00X:-M0.00 DR.THRU, TAP DP0.00 TOP&OPP. SIDE, THR DP0.00)X:-M0.00盲孔,反面攻深0.00,有效牙0.00X:-M0.00 BLIND HL, TAP WORK DP0.00 OPP. SIDE)X:-M0.00盲孔,正面攻深0.00,有效牙0.00X:-M0.00 BLIND HL, TAP WORK DP0.00 TOP SIDE, THR DP0.00)X:-M0.00盲孔,正反面攻深0.00,有效牙0.00X:-M0.00 BLIND HL, TAP DP0.00 TOP&OPP. SIDE, THR DP0.00)X:-M0.00盲孔,侧面分中攻深0.00,组模自配X:-M0.00 BLIND HL, TAP DP0.00 ON EDGE FROM CENTER , DIE MAKER FIT) (侧面沉头¢0.00*0.00深)(¢0.00*0.00 C'BORE DP0.00 EDGE SIDE)X:-M0.00盲孔,侧面分中钻深0.00X:-M0.00 BLIND HL, DR. DP0.00 ON EDGE FROM CENTERX:-M0.00(拨牙螺丝孔,攻穿)X:-M0.00 TAP.THRU FOR JACK SCREWX:-¢0.00(塞打过孔,钻穿)X:-¢0.00 DR.THRU FOR SPOOLX:-¢0.00(弹弓过孔,钻穿)X:-¢0.00 DR.THRU FOR SPRINGX:-¢0.00(弹弓孔,反面沉深0.00)有效深0.00X:-¢0.00 (C'BORE FOR SPRING DP.0.00 OPP.SIDE, USED DP.0.00)X:-¢0.00(弹弓孔,正面沉深0.00)有效深0.00X:-¢0.00 (C'BORE FOR SPRING DP.0.00 TOP.SIDE, WORK DP.0.00)X:-(避空孔,锣穿)单+0.00X:- (POCKET THRU)S+0.00X:-(避空孔,正面CNC单+0.00,锣深0.00)X:- (POCKET, CNC MILL S+0.00 DP0.00 TOP SIDE)X:-(避空孔,反面CNC单+0.00,锣深0.00)X:- (POCKET, CNC MILL S+0.00 DP0.00 OPP SIDE)X:-¢0.00(避空孔,反面CNC单+0.00,锣深0.00)X:-¢0.00 (POCKET, CNC MILL S+0.00, DP0.00 OPP.SIDE)X:-¢0.00(避空孔,正面CNC单+0.00,锣深0.00)X:-¢0.00 (POCKET, CNC MILL S+0.00, DP0.00 EDGE SIDE)X:-¢0.00(两用销过孔,割)单+0.00X:-¢0.00 (LIFTER PIN, W/C S+0.00)X:-(导尺避空,CNC单+0.00锣穿)X:- (POCKET FOR RAIL, CNC MILL THRU, S+0.00)X:-(导尺避空,正面CNC单+0.00,锣深0.00)X:- (POCKET FOR RAIL, CNC MILL DP.0.00 TOP SIDE, S+0.00) X:-(导尺避空,反面CNC单+0.00,锣深0.00)X:- (POCKET FOR RAIL, CNC MILL DP.0.00 OPP. SIDE, S+0.00) X:-(浮块避空,正面CNC单+0.00,锣深0.00)X:- (POCKET FOR LIFTER, CNC MILL DP.0.00 TOP SIDE, S+0.00) X:-(浮块孔,割)单+0.00(反面避空单+0.00,锣深0.00)X:-(LIFTER HL, W/C)S+0.00(POCKET DP0.00 S+0.00 OPP.SIDE)X:-(浮块孔,锣)单+0.00(反面避空单+0.00,锣深0.00)X:-(LIFTER HL, MILL)S+0.00(POCKET DP0.00 S+0.00 OPP.SIDE)X:-¢0.00(顶针孔,钻穿)(反面沉头¢0.00*0.00深,内攻M0.00*1.5牙)X:-¢0.00 (EJECT PIN, DR.THRU.)(¢0.00 C'BORE DP0.00 OPP. SIDE, TAP M0.00*1.5 THR)X:-¢0.00(顶针孔,钻穿)(正面沉头¢0.00*0.00深,内攻M0.00*1.5牙)X:-¢0.00 (EJECT PIN, DR.THRU.)(¢0.00 C'BORE DP0.00 TOP SIDE, TAP M0.00*1.5 THR)X:-¢0.00(导柱(导套)孔,CNC锣)单+0.00X:-¢0.00 CNC MILL FOR GUIDE PIN(BUSHING) S+0.00X:-¢0.00(导柱(导套)孔,割)单+0.00X:-¢0.00 W/C FOR GUIDE PIN(BUSHING) S+0.00X:-M0.00*1.5(止付螺丝,正面攻深0.00)X:-M0.00*1.5(SET SCREW, TAP DP0.00 TOP SIDE)X:-M0.00*1.5(止付螺丝,反面攻深0.00)X:-M0.00*1.5(SET SCREW, TAP DP0.00 OPP SIDE)X:-(入子孔,CNC单+0.00,锣穿)X:-(INSERT HL, CNC MILL THRU S+0.00)(阴影部分正面沉头单+0.00,锣深0.00)(SHADE AREA, MILL DP0.00 S+0.00 TOP SIDE)(阴影部分反面沉头单+0.00,锣深0.00)(SHADE AREA, MILL DP0.00 S+0.00 OPP SIDE)X:-(入子孔,割)单+0.00X:-(INSERT HL, W/C S+0.00)(阴影部分扣位正面锣深0.00)(SHADE AREA FOR HEAD POCKET, MILL DP0.00 TOP SIDE)(阴影部分扣位反面锣深0.00)(SHADE AREA FOR HEAD POCKET, MILL DP0.00 OPP. SIDE)(正面沉头单+0.00,锣深0.00)(POCKET, MILL DP0.00 TOP SIDE)注: 此处的沉头不能用C'BORE, 只有圆形的沉头才用C'BORE.(反面沉头单+0.00,锣深0.00)(POCKET, MILL DP0.00 TOP SIDE)X:-(入子孔,CNC单+0.00,锣穿)X:- (INSERT HL, CNC MILL THRU. S+0.00)X:-(入子孔,正面CNC单+0.00,锣深0.00)X:- (INSERT HL, CNC MILL DP0.00 S+0.00 TOP SIDE)X:-(入子孔,反面CNC单+0.00,锣深0.00)X:- (INSERT HL, CNC MILL DP0.00 S+0.00 OPP. SIDE)X:-¢0.00(插针孔,铰)单+0.00X:-¢0.00(REAM S+0.00 FOR PILOT PIN)X:-¢0.00(插针孔,割)单+0.00(正面沉头¢0.00*0.00深)X:-¢0.00(W/C FOR PILOT PIN)(¢0.00 C'BORE DP0.00 TOP SIDE)X:-¢0.00(插针孔,钻穿)(正面沉头¢0.00*0.00深)X:-¢0.00(DR.THRU FOR PILOT PIN)(¢0.00 C'BORE DP0.00 TOP SIDE)X:-(冲头过孔,割)单+0.00(正面避空,CNC单+0.00,锣深0.00)(阴影部分扣位正面锣深0.00)X:-(W/C S+0.00 FOR PUNCH CLEARANCE HL)(POCKET, CNC DP 0.00 S+0.00 TOP SIDE)(POCKET SHADE FOR HEAD, DP0.00 TOP SIDE)X:-(冲头过孔,锣穿)单+0.00(正面避空,CNC单+0.00,锣深0.00)X:-(MILL THRU.FOR PUNCH CLEARANCE HL)(POCKET DP0.00 CNC S+ TOP SIDE)X:-(异形冲孔,直x斜x,割)单+0.00(双线部分,割)单+0.00X:-(W/C FOR SPECIAL HL, 0.00 LAND 0.00 TAPER, S+0.00) (W/C PER DOUBLE LINE S+0.00)X:-(冲孔,直x斜x,割)单+0.00X:-(W/C FOR PIERCE DIE HL, 0.00 LAND 0.00 TAPER S+0.00) X:-(冲孔,割)单+0.00X:-(W/C FOR PIERCE DIE HL S+0.00)X:-¢0.00(冲孔漏屎,钻穿)X:-¢0.00 (DR. THRU FOR CHUTE)X:-(异形冲孔漏屎,CNC单+0.00,锣穿)X:-¢0.00 (MILL. THRU FOR SPECIAL CHUTE S+0.00)X:-(产品落料斜度,实数斜30º锣)X:-(MILL 30 TAPER FOR PART RAMP NO CLEARANCE)X:-(漏屎斜度,直x斜45º锣)X:-(MILL FOR CHUTE 0.00 LAND 45 TAPER)反面沉深底面留0.00MILL UNTIL DP正面沉深底面留MILL UNTIL DP五金模具单词总结模具种类:连续模progressive die机械手transfer die手动机械手hand transfer die单工程模single die/line die复合模compound die铆接模riveting die铸造结构模cast die能快换的模changeover die泡沫模pattern互换性:公差tolerance上公差upper tolerance下公差lower tolerance公差范围tolerance range公差+/- 0.05 plus minus 0.05形位公差图GD&T平面度flatness直线度straightness倾斜度angularity垂直度perpendicularity / squareness平行度parallelism圆度roundness / circularity圆柱度cylindricity面轮廓度surface profile线轮廓度line profile位置度true position同轴度concentricity对称度symmetry圆跳动runout全跳动total runout尺寸dimension角度angle degree全尺寸报告dimensional layout工艺性:料带strip料带图strip layout工序process冲导正孔pilot pierce冲孔pierce侧冲cam pierce切边notch成形后的切边trim切侧刃french trim / fringe trim 厚料切边后的精修边shave折弯bend墩薄coin折弯处压筋gusset成形form侧成形cam form整形restrike / rehit围边flange压线/压长条状筋ribbon打凸米boss / dimple打凸包emboss打字印stamp打沙拉孔hourglass面押coin burr抽孔extrude hole拍平flat / spanking包边hem edge压角cone张角flare切舌lance半剪knockout卷圆curl/热恶劣旋转rotate铆接rivet铆螺母stake nut切断cutoff接刀口mismatch料带带料处carrier tabs毛刺方向burr direction产品切边线trim line模具零件:模具die / tool上托板upper mounting plate 上垫脚upper parallel上模座upper die set上垫板punch backup上夹板punch holder止挡板traveling stop脱料板stripper下模板die plate下垫板die backup plate下模座lower die set下垫脚lower parallel上托板base mounting plate浮块lifter浮料板lifter plate成型公form punch压料块pressure pad切边冲头trim punch刀口trim steel刀口直身位land直5斜1 5mm Land 1 taper 刀口上沉头的深度die life 沉头counter bore冲头倒斜shear高低冲stagger punch球锁冲头ball-lock punch球锁座ball-lock retainer冲孔入子button顶针kick off / ejector废料切断刀slug breaker成型凹模form die整形公restrike form punch 导尺rail /stock guidance导尺顶杆lifter bolt导料板rail plate镶件/入子insert侧冲组件cam滑块slide滑块上油槽oil groove铲机driver码模槽mounting slot储运块storage block限位柱stop block起吊孔handing hole起吊环eyebolt模柄shank靠块heel摆块rocker bender脱料板拉杆stripper bolt模座导正块thrust耐磨片wear sheet耐磨板wear plate垫片shim两用销lifter pin初始管位first start pin内限位standoff压块keeper导柱导套压块keeper/ boss 键槽key slot键key氮气弹簧gas spring / nitrogen spring 氮气弹簧安装法兰mounting flange 氮气弹簧系统nitrogen manifold螺旋弹簧coil spring聚氨酯弹簧urethane弹簧套spring cage导柱guide post导套guide bushing插针pilot pin插针套pilot bushing插针通孔pilot through hole侧刃french误检装置misfeeder传感器sensor误检杆trigger油嘴oil nipple销针dowel pin螺丝screw牙thread拔牙jackscrew内六角螺钉socket head screw垫圈washer螺塞screw plug盲销blind dowel行程,走位stroke / travel吨位tonnage机械冲床mechanical press油压机hydraulic press冲床下台面bolster冲床上台面ram冲床台面布置图press layout冲床码模槽press mounting slot冲床气垫air cushion码模钳stirrup闭合高度shut height送料高度feeding height送料机feederT型槽T-slot避位clearance /pocket掏空pocket挂台head扣位pocket of head通气孔air vent hole漏油孔drain hole漏料孔slug hole基准孔datum hole通孔through hole穿丝孔first wire holeT型槽T-slot拔牙jackscrew摆块rocker bender闭合高度shut height避位clearance /pocket侧冲组件cam侧刃french插针pilot pin插针套pilot bushing插针通孔pilot through hole铲机driver沉头counter bore成型凹模form die成型公form punch冲床码模槽press mounting slot冲床气垫air cushion冲床上台面ram冲床台面布置图press layout冲床下台面bolster冲孔入子button冲头倒斜shear初始管位first start pin储运块storage block穿丝孔first wire hole传感器sensor弹簧套spring cage氮气弹簧gas spring / nitrogen spring 氮气弹簧安装法兰mounting flange氮气弹簧系统nitrogen manifold刀口trim steel刀口上沉头的深度die life刀口直身位land导尺rail /stock guidance导尺顶杆lifter bolt导料板rail plate导套guide bushing导柱guide post导柱导套压块keeper/ boss垫片shim垫圈washer顶针kick off / ejector吨位tonnage废料切断刀slug breaker浮块lifter浮料板lifter plate高低冲stagger punch挂台head滑块slide滑块上油槽oil groove机械冲床mechanical press基准孔datum hole键key键槽key slot聚氨酯弹簧urethane靠块heel扣位pocket of head两用销lifter pin漏料孔slug hole漏油孔drain hole螺塞screw plug螺丝screw螺旋弹簧coil spring码模槽mounting slot码模钳stirrup盲销blind dowel模柄shank模具die / tool模座导正块thrust内六角螺钉socket head screw 内限位standoff耐磨板wear plate耐磨片wear sheet起吊环eyebolt起吊孔handing hole切边冲头trim punch球锁冲头ball-lock punch球锁座ball-lock retainer上垫板punch backup上垫脚upper parallel上夹板punch holder上模座upper die set下托板base mounting plate 上托板upper mounting plate 送料高度feeding height送料机feeder掏空pocket通孔through hole通气孔air vent hole脱料板stripper脱料板拉杆stripper bolt误检杆trigger误检装置misfeeder下垫板die backup plate下垫脚lower parallel下模板die plate下模座lower die set限位柱stop block镶件/入子insert销针dowel pin行程,走位stroke / travel压块keeper压料块pressure pad牙thread油压机hydraulic press油嘴oil nipple整形公restrike form punch 直5斜1 5mm Land 1 taper 止挡板traveling stop机加工:开料cutting material钻drill (DR)攻牙tap铰ream铣mill车lathe电脑锣NC mill线切割wire cutting (W/C)磨grind刨planer电火花EDM镭射laser cutting倒角chamfer精加工finish XX真空热处理vacuum heat treatment镀钛TD coating退磁demagnetization烧焊weldG :40-M6BLIND HL,TAP DP18.00 OPP SIDE,THR DP18.00) 盲孔,反面攻深**G10:4-M30BLIND HL,TAP DP18.00 EDGE SIDE)盲孔,侧攻深**(%%c34.00*14.00 C'BORE DP14.00 TOP SIDE) 正面沉头多少×多少深G2 :24-%%c8.00(REAM FOR DOWEL WORK DP16.00 OPP SIDE,DR%%c6.00 HL)G2 :24-%%c8.00(合销,背铰深16.00,有效深,内钻%%C6.00通孔)G4 :3-%%c10.00(基准孔,背铰深20.00)背面锣25.00*25.00方形沉头,深1.00%%P0.01 (REAM FOR DATUM HL DP20.00,MILL25.00*25.00 OPP SIDE DP1.00%%P0.01)M:2-%%c15.00(弹簧孔,锣深33.00) (C'BORE OR SPRING DP33.00 TOP SIDE,WORK DP33.00)X :3-%%c32.00(导套孔,锣穿,单+0.01)(MILL THRU FOR GUIDE BUSHING S+0.01)G :2-M10盲孔,侧攻深30.00(有效深)(BLIND HL,TAP WORK DP30.00 EDGE SIDE)(沉头5.20%%P0.05深)(SLOT DP5.20%%P0.05 TOP SIDE)L :2-%%c8.000(合销,割)单+0.005 (W/C FOR DOWEL)S+0.005盲孔,攻深20.00(有效深) (BLIND HL,TAP DP20.00 TOP SIDE,THR DP20.00)(插针孔,割,单+0.01) (W/C S+0.01 FOR PILOT PIN)(避位孔,背锣9.80(有效深) (POCKET,MILL DP9.80 OPP SIDE WORK)(冲头过孔,锣穿) (MILL THRU FOR PUNCH CLEARANCE HL)(导柱孔,锣穿,单+0.005) (MILL FOR GUIDE PIN) S+0.005避位槽,背锣深19.00) (POCKET,MILL DP15.40 OPP SIDE)(背,沉头%%c14.00,掏深留11.00) (%%c14.00 C'BORE UNTIL DP14.00 OPP SIDE)下模刀口,实数割,直5斜1.5 (内钻%%C5.0穿丝孔)W/C S+0.00 TRIM STEEL,5.0LAND 1.5TAPER,(DR THRU%%c3.00 WEDM S.H)(MILL FOR INSERT DP30.0%%P0.01 S+0.01)(入子槽,锣深30.00%%p0.01,单+0.01)(氮气槽,背锣深4.00%%P0.1,单+0.1) (GAS SPRING MILL DP4.00 OPP SIDE)S+0.1按向视图加工ACCORDING VIEW DRAWING TO MACHINING试模材料:热扎板HRS (hot-roll steel)冷扎板CRS (cold-roll steel)不锈钢板Stainless steel镀锌板galvanized steel镀铝锌板galvalume steel热扎酸洗板HRPO steel (hot-rolled pickled and oiled steel)工具:卡尺caliper千分尺micrometer拨牙器jacker扳手wrench丝攻screw tap起子screwdriver码模钳stirrup设备/工具:3D Programmable CMM三次元检测仪3D CMM Beam Drilling Machine摇臂钻Bench Drilling Machine钻铣床Caliper卡尺CNC EDM电火花机CNC Machine Center加工中心CNCCNC Milling Machine数控铣床CNCCNC Planer Type Milling Machine龙门刨铣床Hardness Tester硬度计Height Gauge高度仪High Wire Cutting快走丝Hole Puncher 打孔机Horizontal surface grinder小水磨/卧式平面磨床Horizontal surface large grinder大水磨Lathe车床Measurement Surface Plate测量平台Metal Saw Machine锯床Milling Machine铣床Oil Press油压机Pin Gauge标准针规Plastic Injection Machine注塑机Point to Point CMM三次元测量仪Precision surface grinder精密手摇磨Press冲床Projector profile投影机Shear Press剪板机Slow Wire Cutting慢走丝Vertical Milling Machine卧式强力铣床扳手wrench拨牙器jacker卡尺caliper码模钳stirrup起子screwdriver千分尺micrometer丝攻screw tapCARVE 雕刻pothook 挂钩SPECIAL HL 异形孔漏斗 filler角铁 ANGLE IRON展开 expanding微调开关 INCHING SWITCH合叶 HINGE优力胶 RUBBER球锁垫板 LOCK WASHER双线边刀口,不倒角TRIM STEEL NEAR THE DOUBLE LINE NO CHAMFER滑块座:SLIDE SET机械:(engine type) liquid cooled, in-line, 4cylinder, carb (发动机型号)水冷,直列,四缸,化油器式(engine) compression ratio (发动机)压缩比(engine) displacement (发动机)排量(engine) fuel (发动机)燃料13-mode 13工况3rd gear 三档齿轮3-way seat 三向座椅4WD control device 四轮驱动控制装置4WD indicator switch 四轮驱动指示灯开关4WD lamp electrical connection 四轮驱动指示灯接线4WD switch 四轮驱动开关5th synchromesh assy. 五档同步器总成6PK belt 6PK 多楔驱动皮带A / C compressor assembly 空调压缩机总成A / C control assembly 空调控制装置A/C & heater assy. 空调加热器总成A/C blower 空调鼓风机A/C clutch 空调压缩机离合器A/C compressor MTG bracket 空调压缩机安装支架A/C control assy. 空调控制器A/C housing assy. 空调箱总成A/C low pressure switch 空调低压开关A/C mode select switch 空调状态选择开关abdomen performance criterion 腹部性能指标Abdominal Peak Force 腹部力峰值ABS 防抱死制动系统acceleration fuel system 加速系统acceleration running noise level 加速行驶噪声accelerator interlocking type 加速踏板联锁式accounting foundation 财政基础Actual cycle work 实际循环功Actual torso angle 实际躯干角adapter 连接器additional features 附加装置additional rule 附加法规adjust screw 调整螺钉adjuster cable 调整拉线adjuster plug 调整盖adjuster screw assy. 调整螺栓总成adjuster washer 调整棘片adjuster, diff. bearing 差速器轴承调整螺母Adjustment system 调节装置Administration and Registration Division 管理科Agreement Concerning the Adoption of Uniform Technical Prescriptions for Wheeled Vehicles, Equipment and Parts Which Can Be Fitted and/or Be Used on Wheeled Vehicles and the Conditions for Reciprocal Recognition of Approvals Granted on the Basis of These Prescriptions关于对轮式车辆、安装和/或用于轮式车辆的装备和部件采用统一条件并相互认可基于上述条件批准的协定书Agreement Regulations 协定法规air cleaner 空气滤清器air cleaner assy. 空气滤清器总成air cleaner cartridge 空气滤清器滤芯Air compressor 空压机air condition compressor 空调压缩机air direct 空气走向air filter 空气滤清器air flow 空气流向Air flow meter 空气流量计air jet 空气量孔air metering hole 空气量孔air path 气道Air Pressure of Tire 轮胎气压Air type 空气型air valve 空气阀air-cooled 风冷Aisles 通道Alcohol 酒精all bearing 球轴承alternater bracket 发动机支架alternator 交流发电机alterntor assembly 交流发电机总成alumininum-rim 铝合金钢圈alumininum opposed model 铝制对开式AM/FM cassette stereo radio 调幅/调频立体声收放机ambulance 救护车Amended by 修正文amount of exhaust emission 排气排放量Amplitude resolution 幅度分辨率Analogue magnetic recorder 模拟式磁记录仪ANALYZER 分析仪anchor plate, brake caliper 制动钳安装支架Anchorage 座椅固定装置Angle of divergence 偏离角Angle of rotation 旋转角angles drift off vertical line 指针偏离垂直线的角度Angular diameter of the retro-reflecting device 回复反射装置的角直径annex 附件Announcement 公告anti, shutdown screw 防不灭车调整螺钉Antilock Brake System 防抱死制动系统appendix 附录Applicable motor vehicle 适用机动车Applicable scope 适用范围applicant 申请人application 申请application for notification 认可申请书approval 认可arm, valve rocket 摇臂armature 转子总成armature shaft 电枢轴Arm-rests 靠手Article 条Article 1 第1条Asphalt solution 沥青溶剂Attached document 附署文件attached sheet 附表Attached Table 附表attaching location of seat belt anchorage 座椅安全带固定装置的固定位置attachment 附属文件Attendants onboard 车上值班人员automatic chock cover setting 自动阻风门盖调到automotive electric system 汽车电系automotive engine system 引擎系统automatic transmission 自动变速器,自动排挡变速箱Auxiliary Brake 辅助制动器Auxiliary Direction Indicator Lamps 辅助转向信号灯auxiliary spring 副簧Auxiliary Stop Lamp 辅助驻车灯axle case 桥壳axle case assy. 桥壳总成axle ratio 桥速比axle tube 桥管axle weight 轴重back angle level 靠背角水平仪back angle quadrant 靠背角量角器back pan 靠板back spring 回位弹簧backing plate 制动底板Backing sheet 衬背板Back-Up Light 倒车灯backup washer 支撑挡圈bail wire 卡紧环balance tube 平衡管ball 钢球ball bearing 球轴承ball joint assy. , upper 上球销总成ball valve 球阀ball valve, inlet 进油口球阀bar 拉杆barrier 障碍壁battery 蓄电池battery terminal 蓄电池接线柱bearing cap 轴承盖bearing cover, input shaft 输入轴轴承盖bearing, connecting rod 连杆轴承bearing, input shaft 输入轴轴承Bed for babies 婴儿床bell 带束层bench seat 长条座椅berived cap 轴承盖bezel assy. 框板总成bezel, cluster 表框be pilot 小批量产品blead door 混合风门bleeder screw 放气螺钉blower assy. 鼓风机总成blower motor 鼓风发电机blower resistor 鼓风机电阻blower switch 鼓风机开关body 车身,阀体body & liftgate assembly 车身和举升门总成body assy. 车身总成body block 人体模块body of A/C & heater 空调加热器壳体bolt 主缸连接螺栓bolt, connecting rod 连杆螺栓Booster 助力器boot 护罩BOSCH starter motor assembly “波舍”起动机总成bottle assy. , coolant recover 冷却液回收罐总成bottom houseing, fuel pump 燃油泵下壳体bottom housing, fuel tank 燃油箱下壳体bracket 支架bracket assy. , spring seat 弹簧座支架bracket, steering damper mounting 转向减振器支架brake alarm lamp 制动报警灯brake alarm lamp switch 制动报警灯开关Brake booster 制动助力器brake caliper 制动钳brake caliper assy. 制动钳总成brake caliper piston 制动钳活塞brake combination valve 制动组合阀brake disc 制动盘Brake drum 制动鼓brake fluid 刹车油Brake hose 制动软管brake lining 刹车来令brake line, LF 左前制动油管brake line, RF 右前制动油管brake oil flow 制动液流向brake paddle 制动踏板brake pedal 制动踏板Brake pipe 制动管brake shoes 刹车蹄片brake shoe 制动衬块Brake System 制动系Brake Systems for Tractors and Trailers 牵引车及挂车的制动装置Brake tester 制动器试验台brake valve 制动阀brake warning lamp 制动报警灯brake warning switch 制动报警开关Braking efficiency 制动效能braking force control system 制动控制装置Braking wheel 制动轮branch office 分署breaker 断电器bridge 过桥broadcasting vehicle 广播车brush 碳刷总成Buckle 带扣bulkhead 隔板Bulldozer 推土机bumper 保险杠Bumper element 保险杠构件bus transfer 车辆转移台bushing 衬套bushing, upper control arm 上控制臂衬套Business Place 业务场所bypass valve 旁通阀Cabinet Decision 内阁决议cable guide 拉线导向块cable-operated control system 液压式离合器系统Calibration factor of a data channel 数据通道校正系数calibration gas 标定气体calibration method 标定方法caliper assy. , front brake 前制动钳总成Camber 外倾camber angle 前轮外倾角camshaft 凸轮轴camshaft oil gallery 凸轮轴油道cap 加机油口盖cap assy. , power steering fluid reservoir 动力转向液油罐盖cap assy. , radiator 散热器盖总成cap screws 螺钉cap, connecting rod 连杆盖Capacity 容量,规格Capacity of the fuel tank 燃油箱容量capillary tube 毛细管carbon brushes & brush holder 电刷支架总成Carbon monoxide measuring instrument 一氧化碳分析仪Carburetor 化油器carburetor assy. 化油器总成carburetor bowl 化油器浮子室carburetor bowl vent system 化油器浮子室通风系统carburetor overhaul scheme 化油器分解图carburetor working scheme 化油器工作示意图carcase 胎体case runout (Max.) 差速器壳圆跳动(最大)Caster 后倾Catalyst 催化器category 类别cement and aggregate 水泥和混凝料Centreplane of occupant 乘员中心面Certified 经认证的Cetane number 十六烷值chain 驱动链chain drive 驱动链Channel amplitude class 幅度级通道Channel Frequency Class 频率级通道chassis 底盘chassis dynamometer 底盘测功机chassis shuttle 底盘平移台chassis number 底盘号Check and Maintenance 检查和保养check assy. , front door 前门限位器总成check assy. , rear door 后门限位器总成check ball 回止球check bracket 限位器支架check nut 限位器螺母check valve 单向阀check valve hole 回止阀孔check valve retainer 单向阀保持架check valve spring 单向阀弹簧check weight 回止块Chigi Circular No. 地技第…号Chigi No. 地技第…号Child Restraints 儿童约束装置chime module 蜂鸣器Chishin Circular No. 地审第…号Chishin No. 地审第…号chock heater 阻风门加热器总成chock plate 阻风门chock unloaded 阻风门连动装置choke 阻风门choke device 阻风装置choke unload mode 阻风门卸载状态cigarette lighter 点烟器circuit breaker, wiper/washer 刮水器/洗涤器电器断路器Circular 通告circular notice 通告clamp 卡圈Clamp ring type 锁紧圈式Cleaning efficiency 清洗效率Cleaning period 清洗周期clearance 最小离地间隙Clearance Lamp 示廓灯clinder head 气缸盖clip 卡子cluster housing 组合仪表壳Clutch system 离合器clutch assembly 离合器总成clutch control device 离合器控制装置clutch disc,clutch 离合器片clutch housing 离合器壳clutch master cylinder 离合器主缸clutch working cylinder 离合器工作缸Coating 涂层Code No. 型号Code of Federal Regulations 美国联邦法规总览Coefficient of luminous intensity (CIL) 亮度系数coil spring 圈状弹簧cold air 冷空气cold cranking voltage(min.) 最小冷启动电压collapsible spacer 可压缩隔垫collector 拼装台colorimeter 色度计coloured-light unit 有色灯光组column assy. 转向管柱总成combination brake switch and proporting 组合阀combined lamp 复合灯combined pump 复合泵combined pump diaphragm 复合泵膜片combined pump diaphragm rod 复合泵膜片杆combined pump lifter link 复合泵举升拉杆combined pump move direct 复合泵运动方向Combustion Chamber 燃烧室commutator 换向器compensate opening 补偿孔completion inspection certificate 终了检验证书Completion of notification 完成认可compressor 压缩机compression (both) 气环槽(两个)compression ignition type 压燃式Compression ratio 压缩比concrete mixer truck 混凝土搅拌车condenser 冷凝器condenser assy. 冷凝器总成conduit pipe 导管cone , diff. side bearing 差速器轴承,内圈带滚子cone, pinion front bearing 主动齿轮前轴承内圈带滚子cone, pinion rear bearing 主动齿轮后轴承内圈带滚子Confirmor 确认者connecting rod 连接杆connecting link 连接杆connecting rod journal diameter 连杆轴径connecting rod journal width 连杆轴径宽度connecting rod throttle 连杆喷油孔connector 连接器connector of service valve 维修阀接口Constant speed 等速construction and device 结构和装置control & tube assy. , hyd clutch 离合器工作缸和油管总成Control System 操纵系control valve 控制阀阀门control valve model 控制阀型式control valve seat 控制阀阀座convex plate 凸台cooling fan 冷却风扇cooling system 冷却系统Cornering Lamp 转弯灯corrected 修正的cotter 开口销counter 5th gear 中间轴五档齿轮counter shaft 中间轴coupled condition 连接状态Coupling Device 牵引装置cover 端盖cover & plate assy. 离合器盖及压盘总成cover assy. , air cleaner 空气滤清器盖总成cover, gear 侧盖cover, heater air 空气加热罩cover, rear axle case 后桥壳盖crane vehicle 起重车crankcase 曲轴箱crankshaft 曲轴crankshaft gear 曲轴齿轮crankshaft & connecting 曲轴连杆机构crankshaft oil gallery 曲轴油道crankshaft sprocket 轴承链轮critical flow 临界流Cross sensitivity of a linear transducer 线性传感器的横向灵敏度Crush distance 压碎距离Crush rate 压碎速率Crush Strength 压碎强度Cumulative time 累计时间cup 皮碗cup, diff. side bearing 差速器轴承外圈cup, pinion front bearing 主动齿轮前轴承外圈cup, pinion rear bearing 主动齿轮后轴承外圈Cut-off 明暗截止线cycle 冲程cyclinder head cover 气门室罩Cylinder 气缸cylinder block 汽缸体cylinder body 缸体Cylinder bore 缸径cylinder head 汽缸盖cylinder head cover 气门室罩cylinder number 气缸数cylinder working order(clockwise) 气缸工作顺序(顺时针)damper 转向减振器dangerous article 危险物darkroom 暗室Data channel 数据通道Data Processing 数据处理Date of notification 认可日期Deceleration of the structure 地板减速度Definitions 定义Definitions 术语deflection 偏移defroster 除霜器dehydrator 储液器和干燥器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
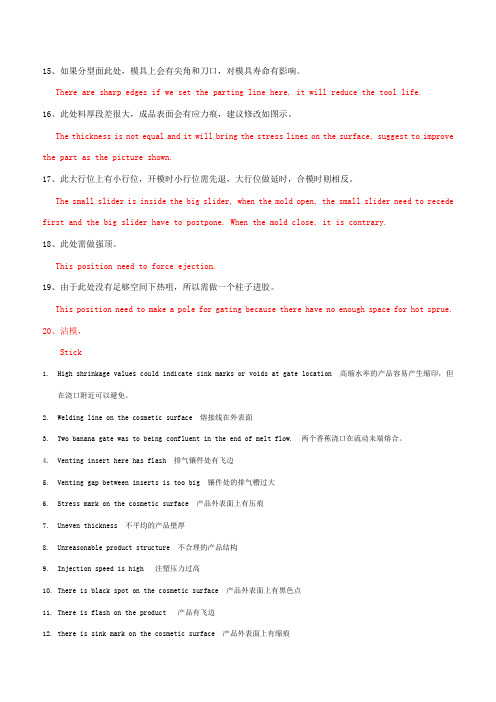
DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the small slider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have no enough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
4.Venting insert here has flash 排气镶件处有飞边5.Venting gap between inserts is too big 镶件处的排气槽过大6.Stress mark on the cosmetic surface 产品外表面上有压痕7.Uneven thickness 不平均的产品壁厚8.Unreasonable product structure 不合理的产品结构9.Injection speed is high 注塑压力过高10.There is black spot on the cosmetic surface 产品外表面上有黑色点11.There is flash on the product 产品有飞边12.there is sink mark on the cosmetic surface 产品外表面上有缩痕13.Gate size is not reasonably 浇口尺寸不合理14.There is argent spot 这里有亮点(银色斑点)15.The plastic of first shot didn't meet high temperature. 塑料的第一胶不会有很高的温度。
16.Make sure the core float plate was closed before lifter completely return to correct position 确认lifter完全回位时core侧浮动板已经复位17.Make sure the ejector system is smooth 确认顶针系统移动平稳18.Add early return structure to protect lifter return to correct position 增加先复位机构保护lifter回到正确位置。
19.Propose to add draft on slider side wall and draw polish. 建议增加 slider的角度和抛光角度。
20.It is too thin and very difficult to inject fully, and weakness wall will have risk of the part function 该处壁厚过薄而造成很难去填充完整,薄壁将会有产品功能上的风险。
21.These are will have sink marks due to uneven thickness, propose to reduce plastic. 壁厚不均匀容易产生缩印,建议在该处减胶。
22.These are will have sink marks due to ribs opposite. 正面的筋位易导致背面产生缩印。
23.Please confirm the 3D part thickness whether has including painting thickness or not? 请确认产品的设计是否考虑到油漆的厚度。
24.Black paint on back side。
背面喷黑漆处理。
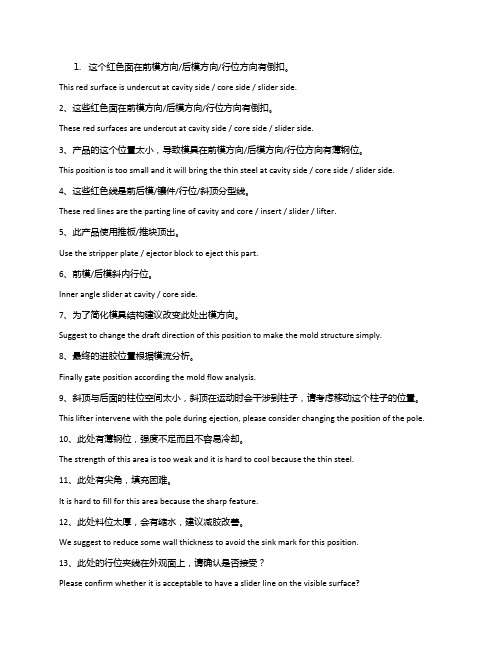
1、这个红色面在前模方向/后模方向/行位方向有倒扣。
This red surface is undercut at cavity side / core side / slider side.2、这些红色面在前模方向/后模方向/行位方向有倒扣。
These red surfaces are undercut at cavity side / core side / slider side.3、产品的这个位置太小,导致模具在前模方向/后模方向/行位方向有薄钢位。
This position is too small and it will bring the thin steel at cavity side / core side / slider side.4、这些红色线是前后模/镶件/行位/斜顶分型线。
These red lines are the parting line of cavity and core / insert / slider / lifter.5、此产品使用推板/推块顶出。
Use the stripper plate / ejector block to eject this part.6、前模/后模斜内行位。
Inner angle slider at cavity / core side.7、为了简化模具结构建议改变此处出模方向。
Suggest to change the draft direction of this position to make the mold structure simply. 8、最终的进胶位置根据模流分析。
Finally gate position according the mold flow analysis.25.Cosmetic issue 外表面问题26.Customer appointed material 客户指定材料27.Increase the temperature for improving filling. 增加温度来改善填充28.All of the fill patterns are unbalance 所以的填充样板都不平衡?29.The part has hesitation effect and unbalance. 产品有滞留和不平衡30.Bulk temperature is uniform. 体积温度不平均31.The cycle time is the same 周期是同样的32.Shear rate is over the maximum value at the gate region 浇口区域的剪切速率已超出最大值33.Weld line is obviously on blue region. Advise to cut core insert to strengthen venting. 蓝色区域有较明显的熔接线,建议做core 侧镶件来加强排气34.The areas highlighted in pink ball are the places where air traps maybe happen and suggest cutting insert toimprove venting. 粉红色球标示出的区域可能会有困气,建议割镶件改善排气。
35.Average wall thickness is 0.50 only, Max is 0.74. It is too thin and very difficult to inject fully. 产品均厚仅有0.5mm,最厚为0.74mm, 产品整体壁厚太薄,很难成型饱满。
36.Sharp edge shown in red circle, there may occur as flash or burr issue after painting process, it will impactto paint yield rate. 红色圆圈内的棱角在喷漆后有可能产生飞边现象,增加喷漆返工比率。
37.Cutting by CNC after hard coating process. CNC后需经热处理。
38.Core side no any marks 后模无任何标记。
To keep the sharp edge around the product, we can extend the skirt on outside, then cut it off by CNC after hard coating process.39.Keep some clearance on this face. 此面留铁40.Visible lines here, please confirm. 此处有熔接线,请确认。
41.Sub insert for air vent 排气镶件42.Shut off 插穿 / Kiss off 碰穿43.Insert molding/ Family mold / Over mold 嵌件模/子母模/包胶模44.General Parameters 普通参数45.Part overview 产品概况46.Surface Texture 表面皮纹47.Remarks on geometry 表面标记48.Analysis wall thickness 产品壁厚分析49.Thick section, propose to reduce plastic to keep even wall. 产品厚壁部份,建议减胶以保持均匀壁厚。