直线和平面度未注公差值
未注尺寸公差、未注形位公差及表面粗糙度
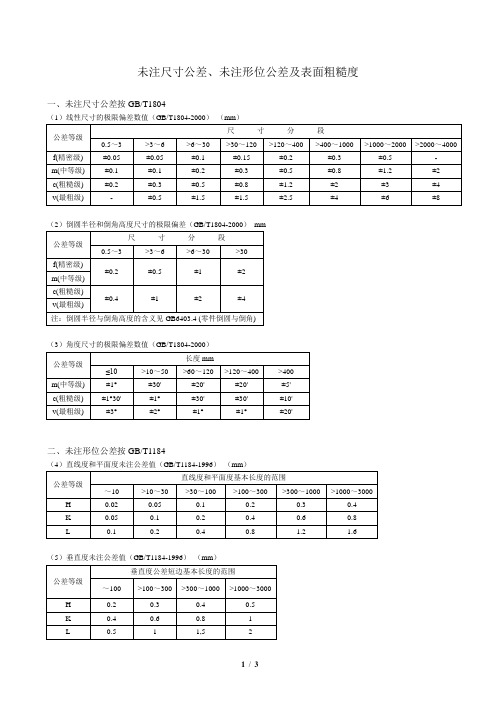
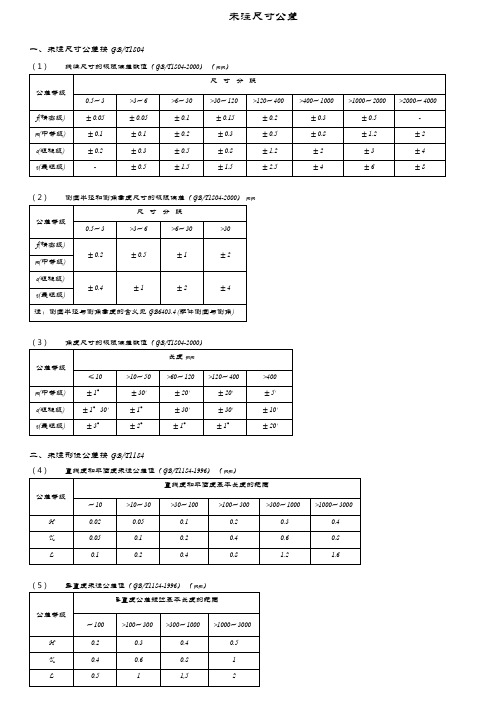
未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
未注形位公差标准
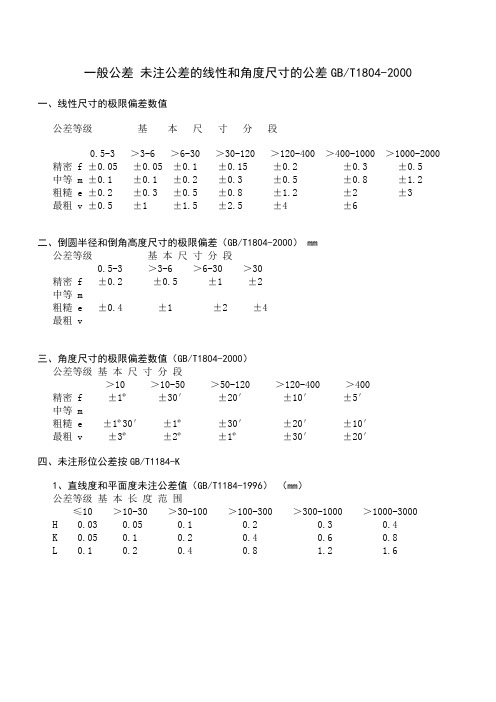
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
机械制图未注明尺寸公差

未注公差&表面粗糙度法规标准1.未注尺寸公差按GB/T1804-2000-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~ 10 >10~50 >50~120 >120~400 >400精密f ±1o ±30′±20′±10′±5′中等m粗糙e ±1o30′±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′12.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度2零件的表面都应该注明粗糙度的等级。
未注尺寸公差、未注形位公差及表面粗糙度

未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
ISO-2768未注尺寸公差未注形位公差及表面粗糙度

ISO-2768未注尺寸公差、未注形位公差及表面粗糙度
一、未注尺寸公差按GB/T1804
)(mm(1)线性尺寸的极限偏差数值(GB/T1804-2000)
公差等级
尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
>2000~4000
) f(精密级
8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第1系列
(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)
第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,
第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63,
80,125,160,250,320,500,630
300
~>100~>1000100~~>3000.5 0.4 0.2 0.3 H
1 0.8 0.4 K 0.6
2
1
L 0.5
1,5
'.
.
(6)对称度未注公差值(GB/T1184-1996)(mm)
对称度公差基本长度的范围
公差等级~100
>100~300
>300~1000>1000~3000
常用的国内国际未注尺寸公差标准对照
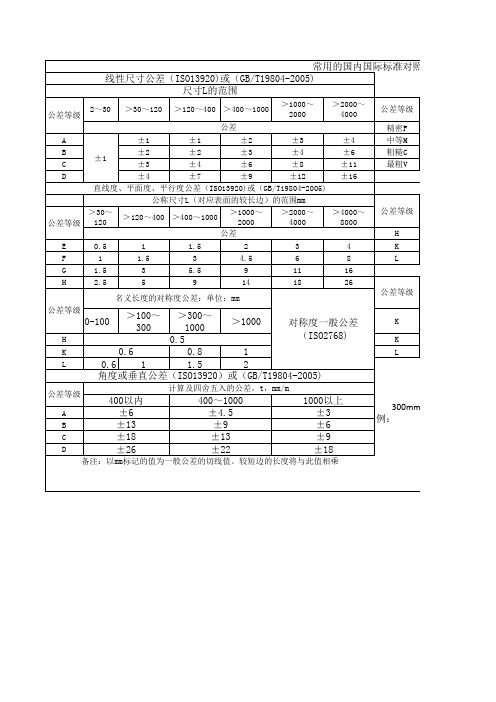
公差等级 A B C D 2~30 >30~120 >120~400 >400~1000 公差 ±1 ±1 ±2 ±3 ±4 ±2 ±2 ±3 ±4 ±6 ±1 ±3 ±4 ±6 ±8 ±11 ±4 ±7 ±9 ±12 ±16 直线度、平面度、平行度公差(ISO13920)或(GB/T19804-2005) 公称尺寸L(对应表面的较长边)的范围mm >30~ >1000~ >2000~ >4000~ >120~400 >400~1000 120 2000 4000 8000 公差等级 公差 E F G H 公差等级 H K L 0.5 1 1.5 2.5 1 1.5 2 1.5 3 4.5 3 5.5 9 5 9 14 名义长度的对称度公差:单位:mm 3 6 11 18 4 8 16 26 >1000~ 2000 >2000~ 4000 公差等级 精密F 中等M 粗糙C 最粗V
300mm
那么这个部位的垂直度就要这样计算:以短边的边 300mm换算成0.3x6(左侧的公差表)=1.8mm,那么 它的垂直度公差为1.8mm(其它尺寸以此类推)
例:
1200mm
>1000~20 直线度和平 公差等级 H K L
表2-垂直度一 公差等级 K K L
0-100
>300~ >1000 对称度一般公差 1000 0.5 (ISO2768) 0.6 0.8 1 0.6 1 1.5 2 角度或垂直公差(ISO13920)或(GB/T19804-2005)
计算及四舍五入的公差,t,mm/m
>100~ 300
公差等级 A B C D
400以内 ±6 ±13 ±18 ±26
未注形位公差的公差值及确定方法GBT1184—1996

未注形位公差的公差值及确定方法标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996) 直线度、平面度垂 直 度 对 称 度 圆 跳 动 基本长度公差等级基本长度 公差等级 基本长度 公差等级 公差等级 HK L H K L H K L H K L ≤10 0.02 0.05 0.1≤100 0.2 0.4 0.6 ≤100 0.5 0.6 0.6 0.1 0.2 0.5>10~30 0.05 0.10.2>30~1000.10.2 0.4 >100~3000.20.4 0.8 >100~300 0.3 0.6 1 >100~300 0.5 0.6 1 >300~1000 0.30.6 1.2 >300~1 0000.4 0.8 1.5 >300~1 000 0.5 0.8 1.5 >1 000~3 0000.40.8 1.6 >1 000~3 0000.5 1 2 >1 000~3 000 0.5 1 2 公差项目 公 差 值圆度 等于给出的直径公差值,但不能大于径向圆跳动值圆柱度 不作规定。
圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度、直线度和平行度的未注公差的综合反应,应在被测要素上按GB/T 1182注出圆柱度公差数值,有时由于配合要求也可采用包容要求平行度等于给出的尺寸公差值或是直线度和平面度未注公差值的较大者 同轴度 未作规定。
在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等项 目与自身尺寸公差的关系未注公差值的确定方法控制情况 是否遵守包注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
国标未注尺寸公差
未注尺寸公差一、未注尺寸公差按 GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按 GB/T1184GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm) Rz(μm) 取样长度 l(mm) 评定长度 l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差 Ra 的数值(GB/T1031-1995)(μm)第 1 系列 0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第 2 系列 0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080,0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0,8.0, 10.0, 16.0, 20, 32, 40, 63, 80 注:尽量选择第 1 系列(3)轮廓最大高度 Rz 的数值(GB/T1031-1995)(μm)第 1 系列 0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63,80,125,160,250,320,500,630注:尽量选择第 1 系列。
未注形位公差的公差值及确定方法GBT1184—1996

0.6
0.6
0.1
0.2
0.5
>10~30
0.05
0.1
0.2
>30~100
0.1
0.2
0.4
>100~300
0.2
0.4
0.8
>100~300
0.3
0.6
1
>100~300
0.5
0.6
1
>300~1 000
0.3
0.6
1.2
>300~1 000
0.4
0.8
1.5
>300~1 000
0.5
0.8
圆柱度
遵守
必须在最大实体边界之内,可充满整个尺寸公差带。当处处都为最大实体尺寸时,圆柱度误差为0
不遵守
由圆度、素线的直线度未注公差控制(限于用两点法测量)
平行度
遵守
必须在最大实体边界之内,其未注公差值等于给出的尺寸公差值或直线度和平面度未注公差值中的较大者
不遵守
由平面度、直线度未注公差值控制
垂直度
—
圆跳动
—
—
由表未注形位公差的公差值选取
全跳动
不需给定未注公差值的形位公差
—
未给出。由相应的形状公差(如圆度、圆柱度)和位置公差(如同轴度)未注公差值控制
线轮廓度
—
未给出。由相应的定位、定形尺寸公差控制
注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
1.5
>1 000~3 000
0.4
0.8
1.6
>1 000~3 000
0.5
1
2
>1 000~3 000
0.5
1
2
产品图样未注公差的规定
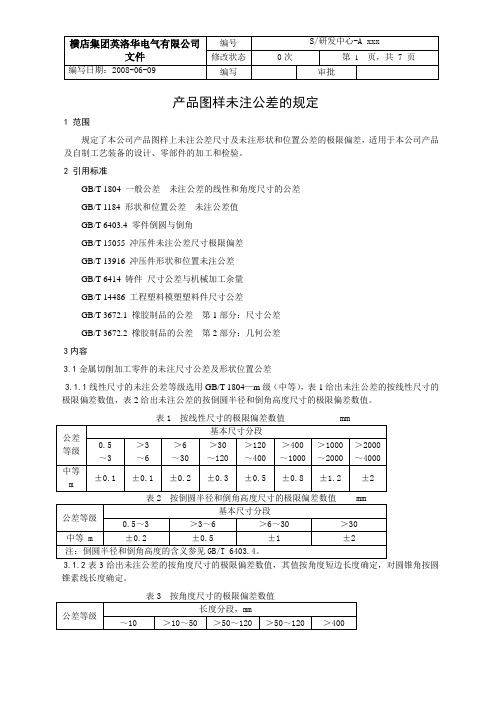
产品图样未注公差的规定1 范围规定了本公司产品图样上未注公差尺寸及未注形状和位置公差的极限偏差,适用于本公司产品及自制工艺装备的设计、零部件的加工和检验。
2 引用标准GB/T 1804 一般公差未注公差的线性和角度尺寸的公差GB/T 1184 形状和位置公差未注公差值GB/T 6403.4 零件倒圆与倒角GB/T 15055 冲压件未注公差尺寸极限偏差GB/T 13916 冲压件形状和位置未注公差GB/T 6414 铸件尺寸公差与机械加工余量GB/T 14486 工程塑料模塑塑料件尺寸公差GB/T 3672.1 橡胶制品的公差第1部分:尺寸公差GB/T 3672.2 橡胶制品的公差第2部分:几何公差3内容3.1金属切削加工零件的未注尺寸公差及形状位置公差3.1.1线性尺寸的未注公差等级选用GB/T 1804—m级(中等),表1给出未注公差的按线性尺寸的极限偏差数值,表2给出未注公差的按倒圆半径和倒角高度尺寸的极限偏差数值。
3.1.2表3给出未注公差的按角度尺寸的极限偏差数值,其值按角度短边长度确定,对圆锥角按圆锥素线长度确定。
表3 按角度尺寸的极限偏差数值3.1.3当采用以上表1、表2和表3中的极限偏差数值时,应在图样技术要求中注出标准号和公差等级代号,如:“未注公差按GB/T 1804—m”。
3.1.4直线度和平面度的未注公差选用GB/T 1184—K级,表4给出直线度和平面度的未注公差值,在选择公差值时,对于直线度应按其相应线的长度选择,对于平面度应按其表面的较长一侧或圆表面的直径选择。
3.1.5 圆度的未注公差值等于标准的直径公差值,但不能大于后面表中圆跳动的未注公差值。
3.1.6 圆柱度的未注公差值不做规定,其误差由圆度、直线度和相对素线的平行度三个方面组成,其中每一项误差均由它们的注出公差或未注公差控制。
如因功能要求,圆柱度应小于圆度、直线度和平行度的未注公差的综合结果,应在被测要素上注出圆柱度公差值。
未注尺寸公差参考

未注尺寸公差参考、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996) ( mrj n(5)垂直度未注公差值(GB/T1184-1996) ( mr)i(6)对称度未注公差值(GB/T1184-1996) ( mr)i(7)圆跳动的未注公差值(GB/T1184-1996) (mr)i、选用原则(1)机械加工未注尺寸公差一般选用“ m级,未注形位公差一般选用“ K‘级。
(2)板金加工未注尺寸公差一般选用“ c”级,未注形位公差一般选用“ L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(卩m)第 1 系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80,1.60, 3.2, 6.3,12.5, 25, 50, 100第 2 系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160,0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40,63, 80注:尽量选择第 1 系列(3)轮廓最大高度Rz的数值(GB/T1031-1995) (卩m第 1 系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第 2 系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80 ,125,160,250,320,500,630注:尽量选择第 1 系列。
未注公差的极限偏差

②对于圆锥角,当锥度>1:3时为基本圆锥长度;当锥度>3:1时为基本圆锥素线长度; 2.标注示例:GB11335-89 m
(四)、垂直度、倾斜度未注公差值:由角度公差和要素自身的形状未注公差分别控制;
(五)、圆跳动和全跳动未注公差值:由被测要素的形状和位置的未注公差所产生的综合结果来 控制,其跳动误差的最大值不应超过该被测要素的形状和位置的未注公差的总合;(六)、位置度和线、面轮廓度未注公差值:由相应的定形尺寸和定位尺寸的未注公差来控制。
六、其它未注形位公差值
(一)、圆度未注公差值:由要素的尺寸公差控制;
(二)、圆柱度未注公差值:由圆度、素线的直线度和要素的尺寸公差分别控制;
(三)、平行度未注公差值:由平面度(或直线度)和平行要素间的尺寸公差分别控制;附表 一、线性尺寸的极限偏差(GB/T1804-92)四、同轴度、对称度未注公差值(GB1184-80)
未注公差的极限偏差
二、倒圆半径与倒角高度尺寸的极限偏差(GB/T1804-92)。
未注公差大全
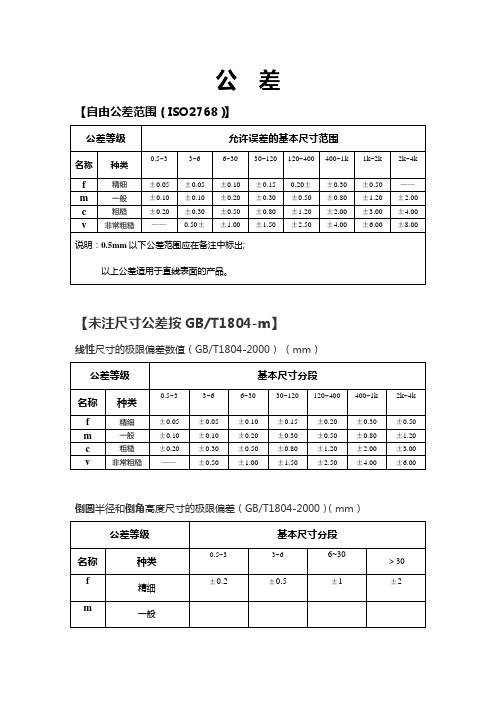
公差【自由公差范围(ISO2768)】【未注尺寸公差按GB/T1804-m】【未注形位公差按GB/T1184-K】【表面粗糙度】零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1(基本)系列:0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100 第2(补充)系列:0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0,16.0, 20, 32, 40, 63, 80注:尽量选择基本系列。
3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1(基本)系列:0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600第2(补充)系列:0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630,1000, 1250注:尽量选择基本系列。
在GB/T3505—2000中,轮廓最大高度用Rz表示,微观不平度十点高度未作规定。
未注尺寸公差

未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列灰铸铁国标化学成分对比表材料名称:灰铁250;牌号:HT250 标准:GB 9439-88 类型:珠光体类型的灰铸铁密度:约为6.8-7.3g/cm3 化学成分碳C :3.16~3.30硅Si:1.79~1.93 锰Mn:0.89~1.04 硫S :0.094~0.125 磷P :0.120~0.170 编辑本段性能力学性能抗拉强度σb (MPa):250 硬度:(RH=1时)209HB 试样尺寸:试棒直径:30mmGB/T8162-1999结构钢执行标准。
ISO-2768未注尺寸公差、未注形位公差及表面粗糙度

ISO-2768未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm) 取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注公差等级和标准公差表

未注公差等级根据国标GB/T 1804—2000<<一般公差未注公差的线性和角度尺寸的公差>〉线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804—2000。
表1 线性尺寸的极限偏差数值mm表2 倒圆半径和倒角高度尺寸的极限偏差数值mm表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值未注尺寸公差按GB/T1804—m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0。
05 ±0.1 ±0。
15 ±0。
2 ±0.3 ±0。
5中等 m ±0.1 ±0。
1 ±0.2 ±0。
3 ±0。
5 ±0。
8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0。
8 ±1。
2 ±2 ±3最粗 v -— ±0.5 ±1 ±1。
5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0。
2 ±0.5 ±1 ±2中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184—K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0。