(整理)Q-BQB 425- 连续热镀铝锌合金镀层钢板及钢带.
Q-BQB425-2009连续热镀铝锌合金镀层钢板及钢带

宝山钢铁股份有限公司企业标准连续热镀铝锌合金镀层钢板及钢带(Q/BQB 425-2009 代替Q/BQB425-2005)1 范围本标准规定了连续热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.22mm~2.0mm的连续热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验GB/T 232-1999 金属材料弯曲试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 术语和定义3.1热镀铝锌合金镀层 hot-dip aluminum-zinc alloy coating连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
QBQB 420―2003连续热镀锌、锌铁合金钢板及钢带
高级厚度精度PT·B。
(尺寸精度不标注时按PT·A供货)。
2、表面结构
正常锌花Z;光整锌花G;小锌花X;光整小锌花GX;零锌花N;锌铁合金R。
3、表面处理
铬酸钝化L、涂油Y、铬酸钝化+涂油LY。
4、表面质量
较高级的精整表面FB(O3);
高级的精整表面FC(O4);
超高级的精整表面FD(O5)。
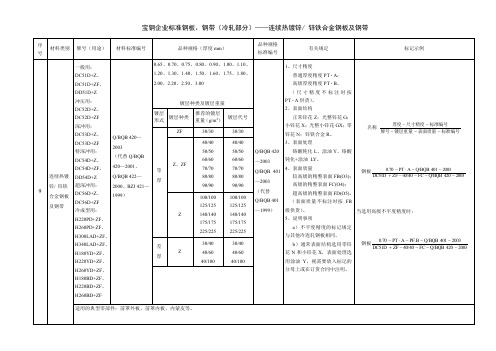
序
号
材料类别
牌号(用途)
材料标准编号
品种规格(厚度mm)
品种规格
标准编号
有关规定
标记示例
9
连续热镀锌/锌铁合金钢板及钢带
一般用:
DC51D+Z、
DC51D+ZF、
DD51D+Z
冲压用:DC52D+Z、
DC52D+ZF
深冲用:
DC53D+Z、
DC53D+ZF
特深冲用:
DC54D+Z、
DC54D+ZF、
0.65、0.70、0.75、0.80、0.90、1.00、1.10、1.20、1.30、1.40、1.50、1.60、1.75、1.80、2.00、2.20、2.50、3.00
镀层种类及镀层重量
Q/BQB 420—2003
Q/BQB 401—2003
(代替Q/BQB 401
—1999)
1、尺寸精度
Z、ZF
40/40
50/50
60/60
70/70
80/80
90/90
40/40
50/50
60/60
70/70
80/80
90/90
Z
0.6镀铝锌板宝钢质保书
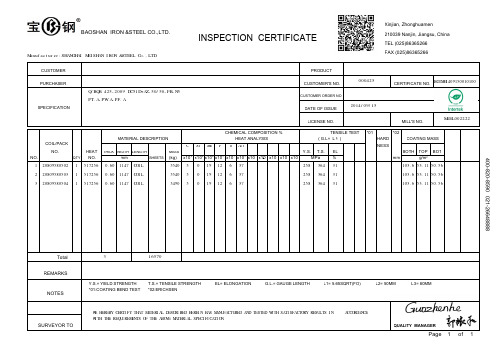
C Si Mn P S Alt
屈服 抗拉 伸长
Y.S. T.S. EL
x102 x102 x102 x103 x103 x103 x10 x10 x10 x10 x10
MPa
% 值值
*01 硬度 弯 HARD
NESS 曲
*02
镀层重量
杯 COATING MASS
两面 上面 下面 突 BOTH TOP BOT
NO.
QTY
炉
号 HEAT NO.
规格 及 重量
MATERIAL DESCRIPTION
厚度 宽度 长度 张 THICK WIDTH LENGTH 数
重量
MASS
mm
SHEETS (kg)
化学成分 CHEMICAL COMPOSITION % (熔炼分析 HEAT ANALYSIS)
拉伸试验 TENSILE TEST ( G.L= L 3 )
103.6 53.11 50.56
3 20809580504 1 517256 0.60 1147 COIL
5490 103.6 53.11 50.56
服务热线 400-820-8590 021-26648888
合计 Total 备注
REMARKS
注释
NOTES
会验者
SURVEYOR TO
3
16570
Y.S.= YIELD STRENGTH *01:COATING BEND TEST
T.S.= TENSILE STRENGTH *02:ERICHSEN
EL= ELONGATION
G.L.= GAUGE LENGTH
L1= 5.65SQRT(FO)
订货单位 CUSTOMER 收货单位 PURCHASER
热镀铝锌合金
热镀铝锌硅(GL)产品,是在带钢的表面热镀铝(Al55%)、锌(Zn43.5%)、硅(Si1.5% )合金,具有优良的耐腐蚀性能。
热镀铝锌合金是在热镀铝和热镀锌技术的基础上开发成功的,它既具备了镀铝产品优良的耐大气腐蚀性、耐热抗氧化性,又具备了镀锌钢产品优良的电化学保护性,使切口及划痕处不易腐蚀生锈。
其主要优点如下:(1) 表面光滑,具有优良的耐大气腐蚀能力,它的耐蚀寿命比热镀锌钢板高2-6倍;(2) 具有良好的耐热抗氧化性,在300℃下长期不变颜色,500℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力,其耐水腐蚀性优于热镀锌板和热镀铝板,耐土壤腐蚀性优于热镀锌板,是制作汽车消音器、排气管、粮食烘干机、热水器等耐蚀器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍;(3) 具有优良的涂装性和良好的加工性能。
对有机材料的结合力强,是彩色有机涂层钢板基板的最佳远择。
其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工,并且有很好的外观。
另外,由于金属铝比锌的比重小,铝锌合金镀层比重仅为3.7kg/dm3,而锌的比重为7.1kg/dm3,因此相同的镀层厚度下,铝锌合金的重量小,这大大节约了价格较高的镀层金属。
I冷轧带钢连续热镀铝锌机组机组主要特性:原料:带钢宽度:600-1550 mm,厚度:0.2-1.2(1.5)mm材质:冷轧低碳钢SPCC、SPCD、FH,符合GB13237-91、JISG3141-1996镀层类型:GL;重量:60-300g/m2产品质量:符合Q/BQB425-2004机组速度:入口0-240mpm,工艺段,0-180mpm,出口段0-240mpm年产量:100,000-300,000tpy节能方式:废气余热回收,SUNNY专利连续退火炉:全辐射管加热(RTF),立式或卧式燃料类型:天然气、液化石油气、混合煤气、焦炉煤气和电焊接设备:窄搭接缝焊机脱脂形式:化学脱脂+电解脱脂+三级水漂洗,立式或卧式锌锅类型:陶瓷感应锌锅:预熔锅+主锅气刀:SUNNY专利光整机:四辊湿光整,最大轧制力4,000KN拉矫机:两弯一矫钝化/耐指纹:辊涂式涂油方式:静电涂油电气系统:PLC、交流变频自动控制系统自动化仪表:PLC、智能自动控制系统机组工艺流程:冷轧带钢连续退火镀锌机组,设置退火还原、镀铝锌、控制冷却、光整、拉矫、钝化/耐指纹涂层等功能段:炉辊安装邯钢冷轧厂镀锌线立式连续退火炉与2004年6月开始设备安装,2005年6月28日烘炉检查完毕。
QBQB300-2014-热连轧钢板及钢带的包装、标志及检验文件的一般规定
以上应钢印)有供方商标、 道,横向不小于 3 道; 求的钢板。
船级社标志、牌号、标准号、 4. 用垫木或托架。
尺寸、炉号、钢卷号等标志。
2
Q/BQB 300-2014
表 2 (续)
表面 处理方式
图示
包装 包装元件组合
适用范围
捆重 t
标志
1. 用防锈纸包裹;
适用于特殊
2. 用塑料薄膜覆盖;
包装(盒式包
图 8 3. 用上盖板、下盖板和侧护板包裹;
≤10.0
装)要求的钢
4. 捆扎道次:纵向不小于 3 道,横向不小于 3 道;
板。
5. 用垫木或托架。
成品标签
酸洗表面
1. 用防锈纸包裹;
不少于 2
2. 用塑料薄膜覆盖;
适用于特殊
规定的各项试验结果、日期、质量管理部门负责人签字等。
6.2 检验文件的类型应符合 GB/T 18253 中规定。当未指定类型时按 GB/T 18253 类型 5.1B。
表1
表面 处理方式
图示
包装 a 包装元件组合
适用范围
卷重 t
标志
1. 裸露包装;
2. 捆扎方向:至少周向 3 道,或至少周向 适用于普通包装的热轧钢
图1
≤43.6
3 道,径向 1 道;
带。
3. 捆扎处径向加护角。
轧制表面
1. 裸露包装;
适用于特殊包装的热轧钢
成品
2. 捆扎道次:至少周 4 径 1;
图2
带,经供需双方协商同意 ≤43.6 标签
3. 捆扎处径向加护角;
BQB 420-2018 热镀锌锌铁合金锌镁合金镀层钢板及钢带

II
Q/BQB 420—2018
热镀锌/锌铁合金/锌镁合金镀层钢板及钢带
1 范围 本标准规定了热镀锌/锌铁合金/锌镁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定义、分 类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等要求。 本标准适用宝山钢铁股份有限公司生产的厚度为0.28mm~4.00mm的钢板及钢带,主要用于制作汽 车、建筑、家电等行业的内外覆盖件和结构件。 2 规范性引用文件 下列文件对于本标准的应用是必不可少的。 凡是注日期的引用文件, 仅所注日期的版本适用于本标 准。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。 GB/T 222-2006 GB/T 223 GB/T 228.1-2010 GB/T 232-2010 GB/T 1839-2008 GB/T 2523-2008 GB/T 2975-1998 GB/T 4336 GB/T 5027-2016 GB/T 5028-2008 GB/T 8170-2008 GB/T 10125-2012 GB/T 20066-2006 GB/T 20123-2006 GB/T 20125-2006 GB/T 20126-2006 收法 GB/T 24174-2009 Q/BQB 400 Q/BQB 401 钢 烘烤硬化值(BH2)的测定方法 冷轧产品的包装、标志及检验文件 冷轧钢板及钢带的尺寸、外形、重量及允许偏差 Metallic materials -- Tensile testing -- Method of test at room temperature 钢的成品化学成分允许偏差 金属材料 拉伸试验 第1部分:室温试验方法 金属材料 弯曲试验方法 钢产品镀锌层质量试验方法 冷轧金属薄板(带)表面粗糙度和峰值数测量方法 钢及钢产品 金属材料 金属材料 力学性能试验取样位置及试样制备 塑性应变比(r值)的测定 拉伸应变硬化指数(n值)的测定
宝钢QBQB420-2014热镀锌锌铁合金镀层钢板及钢带

HC380/590TRD+Z, HC380/590TRD+ZF HC400/690TRD+Z, HC400/690TRD+ZF
相变诱导塑性钢
HC420/780TRD+Z, HC420/780TRD+ZF
HC500/780CPD+Z, HC500/780CPD+ZF
HC700/980CPD+Z, HC700/980CPD+ZF HC825/1180CPD+Z
HC250/450DPD+Z,HC250/450DPD+ZF
HC300/500DPD+Z,HC300/500DPD+ZF
HC280/590DPD+Z, HC280/590DPD+ZF
HC340/590DPD+Z, HC340/590DPD+ZF
(B340/590DPD+Z), (B340/590DPD+ZF) HC420/780DPD+Z, HC420/780DPD+ZF
应不小于 99%。随后,通过合金化处理工艺在整个镀层上形成锌铁合金层,合金镀层中铁 含量通常为 7~15%。 3.3 无间隙原子钢 interstitial free steels 无间隙原子钢是在超低碳钢中加入适量的钛或铌,使钢中的碳、氮间隙原子完全被固定成 碳、氮化物,钢中没有间隙原子存在的一类钢。
2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适
用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 222-2006 钢的成品化学成分允许偏差
GB/T 228.1-2010 金属材料 拉伸试验 第 1 部分:室温试验方法
BQB430-2009 连续电镀锌、锌镍合金钢板及钢带

宝山钢铁股份有限公司企业标准连续电镀锌/锌镍合金钢板及钢带Q/BQB 430-2009代替Q/BQB 430-2003、BZJ 431-2007 1 范围本标准规定了连续电镀锌/锌镍合金钢板及钢带的定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的连续电镀锌/锌镍合金钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 402 冷连轧碳素钢板及钢带Q/BQB 403 冷连轧低碳钢板及钢带Q/BQB 408 冲压用冷连轧钢板及钢带Q/BQB 411 加磷高强度冷连轧钢板及钢带Q/BQB 412 各向同性高强度冷连轧钢板及钢带Q/BQB 413 无间隙原子高强度冷连轧钢板及钢带Q/BQB 415 马氏体高强度冷连轧钢板及钢带Q/BQB 416 烘烤硬化高强度冷连轧钢板及钢带Q/BQB 417 相变诱导塑性高强度冷连轧钢板及钢带Q/BQB 418 双相高强度冷连轧钢板及钢带Q/BQB 419 低合金高强度冷连轧钢板及钢带3 术语和定义3.1 纯锌镀层(Z)连续电镀锌生产线通过电镀法生产的由纯锌组成的镀层,镀层不含任何对粘结剂结合力或涂漆性能有害的微量元素。
3.2 锌镍合金镀层(ZN)连续电镀锌生产线通过电镀法生产的由锌镍合金组成的镀层,镀层中镍的重量百分比范围约为8~15%,其余成分为锌。
宝钢热镀锌板标准

宝山钢铁股份有限公司企业标准连续热镀锌/锌铁合金镀层钢板及钢带(Q/BQB 420-2009 代替Q/BQB 420-2003、BZJ 421-2005、BZJ 422-2007)1 范围本标准规定了连续热镀锌/锌铁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用宝山钢铁股份有限公司生产的厚度为0.30mm~3.0mm的钢板及钢带,主要用于制作汽车、建筑、家电等行业的内外覆盖件和结构件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 228-2002 金属材料 室温拉伸试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5027-2007 金属材料 薄板和薄带 塑性应变比(r值)的测定GB/T 5028-2008 金属材料 薄板和薄带 拉伸应变硬化指数(n值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢 低碳含量的测定 第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件3 术语和定义下列术语和定义适用于本标准。
BQB425-2009 连续热镀铝锌合金镀层钢板及钢带
表9
表面质量级别
代号
特征
较高级的精整表面
表面允许有缺欠,例如小锌粒、压印、划伤、凹坑、色泽不均、黑点、
FB
条纹、轻微钝化斑、锌起伏等。
高级的精整表面
较好的一面允许有小缺欠,例如光整压印、轻微划伤、细小锌花、锌
FC
起伏和轻微钝化斑。另一面至少为表面质量 FB。
7.8.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带缺陷交货,但有缺陷的部分不 得超过每卷总长度的 6%。 7.9 表面结构 钢板及钢带的表面结构应符合表 10 的规定
-
2
a 拉伸试验试样为纵向样。
b 当屈服现象不明显时采用RP0.2,否则采用ReH。 C 当产品公称厚度不大于 0.70mm时,断后伸长率允许下降 2 个单位。
d 试样为GB/T 228 中的P6 试样。
e 试样为GB/T 228 中的P14 试样。
f 对于牌号为 S550GD+AZ 的产品,当产品的厚度不大于 0.7mm 时,由于厚度减薄效应,导致伸长率过 低,以致无法测得到屈服强度。此时,屈服强度用抗拉强度代替。
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002 金属材料 室温拉伸试验
GB/T 232-1999 金属材料 弯曲试验方法
GB/T 1839-2008 钢产品镀锌层质量试验方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)
7.5.3 拉伸应变痕的要用适当的试验方法进行试验,除非另行规定,试验方法由供方选择。
3
Q/BQB 425-2009
连续热镀铝锌钢板及钢带标准130912

家用电器有害物质的技术标准(海尔集团企业标准)
4 定义 本标准采用下列定义 4.1 连续热镀铝锌钢板 在连续热镀锌生产线上把冷轧钢带浸入约 55%Al-43.4%Zn-1.6%Si 的熔液中热镀,经横切以平板 状供货的平直板材 4.2 连续热镀铝锌钢带 在连续热镀锌生产线上把冷轧钢带浸入熔融的约 55%Al-43.4%Zn-1.6%Si 的熔液中热镀,经卷取
高级精度(PL.B)
<2000
+6
+3
≥2000
0.3%*L
0.15%*L
6.4 不平度允许偏差
6.4.1 不平度允许偏差要求适用于钢板。钢板的不平度是指将钢板自由放置在测量平台上,测得的
钢板下表面与测量平台之间的最大距离。
6.4.2 不平度最大允许偏差符合表 6 规定。
表6
单位:mm
规定的 最小屈 服强度 MPa
GB/T 228
金属材料室温拉伸试验方法
GB/T 232
金属材料弯曲试验方法
GB/T 247
钢板和钢带验收、包装、标志及质量证明书的一般规定
GB/T 1839
钢产品镀锌层质试验方法
GB/T 2518
连续热镀锌钢板和钢带
GB/T 2975
钢及钢产品力学性能试验取样位置及试样制备
GB/T 4156
金属杯突试验方法
文件类型( ) 1 . 品质体系类文件 2 . 环境和职业健康安全体系类文件 3. 社会责任体系类文件 4. 体系共用类文件 5 . 其他管理类文件
文件编号 版本编号 编制日期
HF-QB-731-H-06
01 2013-9-27
生效日期: (盖受控印章处)
连续热镀铝锌钢板及钢带标准
热镀铝锌产品相近牌号对照表

产品名称: 热镀铝锌产品产品类别: 热镀锌产品产品描述:热镀铝锌硅(GL)产品,是以各种强度和厚度规格的冷轧钢板为基材,在带钢的表面热镀铝(Al55%)、锌(Zn43.5%)、硅(Si1.5% )合金,具有优良的耐腐蚀性能。
热镀铝锌合金是在热镀铝和热镀锌技术的基础上开发成功的,它既具备了镀铝产品优良的耐大气腐蚀性、耐热抗氧化性,又具备了镀锌钢产品优良的电化学保护性,使切口及划痕处不易腐蚀生锈。
其主要优点如下: (1) 表面光滑,具有优良的耐大气腐蚀能力,它的耐蚀寿命比热镀锌钢板高2-6倍; (2) 具有良好的耐热抗氧化性,在300℃下长期不变颜色,500℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力, 其耐水腐蚀性优于热镀锌板和热镀铝板,耐土壤腐蚀性优于热镀锌板,是制作汽车消音器、排气管、粮食烘干机、热水器等耐蚀器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍; (3) 具有优良的涂装性和良好的加工性能。
对有机材料的结合力强,是彩色有机涂层钢板基板的最佳远择。
其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工,并且有很好的外观。
另外,由于金属铝比锌的比重小,铝锌合金镀层比重仅为3.7kg/dm3,而锌的比重为7.1kg/dm3,因此相同的镀层厚度下,铝锌合金的重量小,这大大节约了价格较高的镀层金属。
热镀铝锌钢板的主要用途:(应用范围:要求很高的在用镀锌板的行业)建筑业:民用和工业用建筑的屋顶、外墙、车库门、栅栏、百叶窗家电业:烤箱、防爆带钢、空调通风系统外覆盖件、太阳能热水器、电器部件汽车工业:汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、公路标志牌工业仪表:电控柜、工业冷冻柜、自动售货机热镀铝锌产品相近牌号对照表镀层表面结构分类镀层种类分类和代号表层种类分类和代号表面处理的分类。
ST0系列钢板
连续热镀锌/锌铁合金钢板及钢带(Q/BQB 420-2003 代替Q/BQB 420-2001 Q/BQB 422-2000 BZJ 421-1999)1 范围本标准规定了连续热镀锌/锌铁合金钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司以冷连轧或热连轧钢带为基板,通过连续热镀工艺生产的热镀锌/锌铁合金钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 1839-1993 钢铁产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 5027-1999 金属薄板和薄带塑性应变比(r值)试验方法GB/T 5028-1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法GB/T 8170-1987 数值修约规则Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及其允许偏差Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书Q/BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及其允许偏差3 术语和定义3.1 纯锌镀层热镀锌生产线上生产的由纯锌组成的镀层(锌液槽中的锌含量不小于97%)。
3.2 锌铁合金镀层。
BQB 热镀铝锌
宝山钢铁股份有限公司2014-10-18发布2015-03-31前实施宝山钢铁股份有限公司供货技术条件热镀铝锌合金镀层钢板及钢带Q/BQB 425-2014代替Q/BQB425-20091范围本技术条件规定了热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等要求。
本技术条件适用于宝山钢铁股份有限公司生产的厚度为0.22mm ~2.0mm 的热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222-2006钢的成品化学成分允许偏差GB/T 223钢铁及合金化学分析方法GB/T 228.1-2010金属材料拉伸试验第1部分:室温试验方法GB/T 232-1999金属材料弯曲试验方法GB/T 1839-2008钢产品镀锌层质量试验方法GB/T 2975-1998钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008数值修约规则与极限数值的表示和判定GB/T 20066-2006钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400冷轧产品的包装、标志及检验文件JIS Z2241:2011Metallic materials--Tensile testing --Method of test at room temperature 3术语和定义3.1热镀铝锌合金镀层hot-dip aluminum-zinc alloy coating(AZ)连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
标准范本-宝钢热镀锌板标准
3.8相变诱导塑性钢 transformation induced plasticity steels(TR) 钢的显微组织为铁素体、贝氏体和残余奥氏体,其中,残余奥氏体的含量最少不低于5%。在成形过程中,残余奥氏体可相 变为马氏体组织,具有较高的加工硬化率、均匀伸长率和抗拉强度。与同等抗拉强度的双相钢相比,具有更高的延伸率。
即双面镀层重量之和,以每面镀层重量的形式分别表示,单位为克/平方米(g/m2)。
4 分类和代号 4.1 钢板及钢带按用途区分应符合表1的规定。 4.2 钢板及钢带按表面质量区分应符合表2的规定。 表1
牌
号 特点
DC51D+Z,
DC51D+ZF,
DD51D+Z
低碳钢
DC52D+Z,
DC52D+ZF
DC53D+Z, 低碳钢或无
宝山钢铁股份有限公司企业标准 连续热镀锌/锌铁合金镀层钢板及钢带 (Q/BQB 420-2009 代替Q/BQB 420-2003、BZJ 421-2005、BZJ 422-2007)
宝钢资源 查询
1 范围 本标准规定了连续热镀锌/锌铁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定义、分类和代号、尺寸、外形、重 量、技术要求、检验和试验、包装、标志及检验文件等。 本标准适用宝山钢铁股份有限公司生产的厚度为0.30mm~3.0mm的钢板及钢带,主要用于制作汽车、建筑、家电等行业的内 外覆盖件和结构件。
2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的 内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不 注日期的引用文件,其最新版本适用于本标准。 GB/T 222-2006 钢的成品化学成分允许偏差 GB/T 228-2002 金属材料 室温拉伸试验方法 GB/T 1839-2008 钢产品镀锌层质量试验方法 GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备 GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 5027-2007 金属材料 薄板和薄带 塑性应变比(r值)的测定 GB/T 5028-2008 金属材料 薄板和薄带 拉伸应变硬化指数(n值)的测定 GB/T 8170-2008 数值修约规则与极限数值的表示和判定 GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法 GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法) GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法 GB/T 20126-2006 非合金钢 低碳含量的测定 第2部分:感应炉(经预加热)内燃烧后红外吸收法 Q/BQB 400 冷轧产品的包装、标志及检验文件
热镀铝锌钢板牌号知识

热镀铝锌钢板热镀铝锌钢板热镀铝锌钢板是以各种强度和厚度规格的冷轧钢板为基材,在双面热镀一层Al-Zn镀层所得的预镀层钢板,镀层成分中质量百分比为55%Al、43.5%Zn和1.5%Si,融合了Al的物理保护和高耐久性以及Zn的电化学保护特性。
此外,在表面呈具有高装饰性的光亮银灰色泽及规则的花纹,并具有浮徒凸感。
镀铝锌板经实践证明具有下述特点:非凡的耐候性且使用20年以上无须进行维修。
最近对该屋面/墙面系统早期产品的测试结果表明:镀铝锌板在数十年强烈太阳光线照射、暴晒、工业排泄物的侵蚀及温度应力的作用下,主体性能完好无须进行任何维修。
全球超过5亿平方米的工程实例使该镀铝锌板正在得到更多的建筑师和业主的青睐。
卓越的抗侵蚀性能,新颖的设计风格正是这种屋面/墙面系统广为应用的原因。
研究表明:目前这种屋面系统在大多数情况下期望达到超过30年甚至更长年限的使用寿命,且无须进行主体维修。
1.彩色镀铝锌钢板的基材为质轻而高强力的钢材。
2.经连续式热浸处理后,在钢板的两面形成镀铝锌合金层,经20年的不同环境、实地试验证实了在同样环境下,镀铝锌钢板比镀锌钢材耐用四倍以上。
3.在镀铝锌钢材上涂上一层化学皮膜,在化学皮膜上再涂覆上极耐腐蚀的环氧基树脂底漆,增加防腐蚀功能。
4.面层覆涂上耐侯性极佳的有色涂覆特殊强化学聚酯,确保镀铝锌钢板能在使用多年后仍能保持自己的原有色彩和光泽,底部则涂上一层浅灰色涂料使钢板更加美观。
一、热镀铝锌钢板的主要用途:建筑业:民用和工业用建筑的屋顶、外墙、车库门、栅栏、百叶窗家电业:烤箱、防爆带钢、空调通风系统外覆盖件、太阳能热水器、电器部件汽车工业:汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、公路标志牌工业仪表:电控柜、工业冷冻柜、自动售货机二、可供规格范围品种厚度(mm)宽度(mm)长度(或钢卷内径)(mm)钢板0.22~1.30700~12501000~6000钢卷0.22~1.30700~1250508三、供货标准及牌号材料类别宝钢企业标准牌号说明冷成型用钢Q/BQB425DC51D+AZ适用于冷成型加工DC52D+AZ结构用钢S250GD+AZ适用于结构用S300GD+AZS350GD+AZS550GD+AZ aa:适用于轧硬后不完全退火产品四、镀层种类分类和代号项目分类代号镀层种类铝锌合金镀层AZ推荐的公称镀层重量g/m230/30,40/40,50/50,60/60,75/75,90/90五、表面结构分类和代号项目分类代号特征表面结构正常锌花N镀锌后在通常条件下锌层冷凝而得的锌花光整锌花S正常锌花经光整处理得到的表面结构六、表面处理的分类和代号项目分类代号说明表面处理铬酸钝化处理C此种表面处理可减少产品表面在运输和储存期间产生黑锈涂油O此种表面处理可减少产品表面产生黑锈,一般不作为后加工用轧制油和冲压润滑油。
连续热镀锌钢板及钢带

St05Z
-
270-380
30
001-275
0
适用于要求高变形性能的深拉延产品及制造较厚的形状复杂的产品。
StE
280-2Z
280
370-510
18
001-275
2a
适用于使用钢板及钢带供货状态下力学和工艺性能的结构件产品。
StE
345-2Z
345
≥450
12
180-275
-
适用于涂漆后的拱形建筑。
±0.08
±0.09
0.90
±0.10
±0.11
±0.11
±0.07
±0.08
±0.08
±0.08
±0.09
±0.09
1.00
±0.10
±0.11
±0.12
±0.07
±0.08
±0.08
±0.08
±0.09
±0.10
1.20
±0.11
±0.12
±0.13
±0.08
±0.09
±0.09
±0.09
±0.10
注:在仲裁情况下,力学性能适用于脱锌后的钢基试样。
表5 mm
厚度
下列牌号的杯突值不小于
厚度
下列牌号的杯突值不小于
St03Z
St04Z、St05Z
St03Z
St04Z、St05Z
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
7.4
7.8
8.1
8.4
8.7
9.0
9.2
9.4
8.2
8.5
8.9
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝山钢铁股份有限公司企业标准连续热镀铝锌合金镀层钢板及钢带(Q/BQB 425-2009 代替Q/BQB425-2005)1 范围本标准规定了连续热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.22mm~2.0mm的连续热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验GB/T 232-1999 金属材料弯曲试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 术语和定义3.1热镀铝锌合金镀层 hot-dip aluminum-zinc alloy coating连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
3.2拉伸应变痕 stretcher strain marks冷加工成形过程中,由于时效的原因,钢板或钢带出现不均匀变形,导致钢板或钢带发生局部塑性变形,最终会在钢板或钢带表面呈现与拉伸方向成一定角度的一系列平行线状的褶皱或不规则折线、不规则表面扭曲等有损表面外观质量的缺陷。
4 分类和代号4.1 钢板及钢带按用途分类应符合表1的规定。
表 14.2 钢板及钢带按表面质量区分应符合表2的规定。
表24.3 镀层重量的表示方法示例如下:钢板:上表面镀层重量/下表面镀层重量,例如:50/50,单位为g/m2。
钢带:外表面镀层重量/内表面镀层重量,例如:60/60,单位为g/m2。
4.4 镀层种类、表面结构、表面处理的分类和代号应符合表3的规定。
表 35 订货所需信息5.1 订货时用户需提供下列信息:a) 产品名称(钢板或钢带);b) 本产品标准号;c) 牌号;d) 尺寸及其精度(包括厚度、宽度、长度、钢带内径等);e) 不平度精度;f) 镀层重量;g) 表面处理;h) 表面质量;i) 重量;j) 包装方式;k) 其他。
5.2 如订货合同中未注明尺寸及不平度精度、表面质量级别、表面结构、表面处理及包装方式,则以尺寸为普通精度、不平度为普通精度、表面质量级别为FB、表面处理为耐指纹,并按供方提供的包装方式供货。
6 尺寸、外形、重量及允许偏差6.1 钢板及钢带的公称尺寸应符合表4的规定。
表4 mm6.2 钢板及钢带的公称厚度指基板厚度和镀层厚度之和。
6.3 钢板及钢带的尺寸允许偏差应符合附录A(规范性附录)的规定。
6.4 钢板通常按理论重量交货,也可按实际重量交货;理论重量计算方法应符合附录B(规范性附录)的规定。
钢带通常按实际重量交货。
7 技术要求7.1 化学成分7.1.1 钢的化学成分应符合表5的规定。
7.1.2 钢板及钢带的成品化学成分允许偏差应符合GB/T 222的规定。
表 57.2 冶炼方法钢板及钢带所用的钢采用氧气转炉冶炼。
7.3 交货状态通常情况下,钢板及钢带经热镀(退火)或热镀(退火)加平整后交货。
7.4 力学性能7.4.1 钢板及钢带的力学性能应符合表6和表7的规定。
除非另行规定,拉伸试样为带镀层试样。
7.4.2 由于时效的影响,钢板及钢带的力学性能会随着储存时间的延长而变差,如屈服强度和抗拉强度的上升,断后伸长率的下降,成形性能变差等,建议用户尽早使用。
7.4.3 对于表6中牌号为DC51D+AZ和DC52D+AZ的钢板及钢带,应保证在制造后1个月内,其力学性能符合表6的规定。
对于表6中其他牌号的钢板及钢带,应保证在制造后6个月内,其力学性能符合表6的规定。
7.4.4 对表7中规定牌号的钢板及钢带,其力学性能的时效不作规定。
7.5 拉伸应变痕7.5.1 拉伸应变痕的要求仅适用于表面质量级别为FC的钢板及钢带。
7.5.2 拉伸应变痕的要求不适用于表6中牌号为DC51D+AZ和DC52D+AZ的钢板及钢带;对于表6中其他牌号的钢板及钢带,应保证其在制造后6个月内使用时不出现拉伸应变痕。
7.5.3 拉伸应变痕的要求不适用于表7中规定牌号的钢板及钢带。
7.6 镀层粘附性镀层粘附性应采用适当的试验方法进行试验,除非另行规定,试验方法由供方选择。
表 6表 77.7 镀层重量7.7.1可供的公称镀层重量范围为30/30 g/m2~90/90 g/m2。
7.7.2 推荐的公称镀层重量列于表8中,如需方有特殊要求,经供需双方协议,亦可提供其它镀层重量。
7.7.3镀层重量每面三点试验平均值应不小于相应面公称镀层重量,单点试验值应不小于相应面公称镀层重量的85%。
表 87.8 表面质量7.8.1钢板及钢带表面不应有漏镀、镀层脱落、裂纹等影响用户使用的缺陷。
7.8.2钢板及钢带按表面质量区分应符合表9的规定。
表 97.8.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带缺陷交货,但有缺陷的部分不得超过每卷总长度的6%。
7.9 表面结构钢板及钢带的表面结构应符合表10的规定表 107.10表面处理7.10.1 铬酸钝化(C)和无铬钝化(C5)该表面处理可减少产品在运输和储存期间表面产生黑锈。
采用铬酸钝化处理方式,存在表面产生摩擦黑点的风险。
无铬钝化处理时,对钝化膜中有害人体健康的六价铬物质进行限制。
7.10.2 铬酸钝化+涂油(CO)和无铬钝化+涂油(CO5)该表面处理可进一步减少产品在运输和储存期间表面产生黑锈。
无铬钝化处理时,对钝化膜中有害人体健康的六价铬物质进行限制。
7.10.3普通耐指纹(N)和无铬耐指纹(N5)该表面处理可减少产品在运输和储存期间表面产生黑锈,同时耐指纹膜可以提高电子或电气产品表面的耐汗渍玷污性。
无铬耐指纹膜对有害人体健康的六价铬物质进行限制。
7.10.4 涂油(O)该表面处理可减少产品在运输和储存期间表面产生黑锈,所涂的防锈油一般不作为后续加工用的轧制油和冲压润滑油。
7.10.5不处理(U)该表面处理仅适用于需方在订货期间明确提出不进行表面处理的情况,并需在合同中注明。
这种情况下,钢板及钢带在运输和储存期间,其表面较易产生黑锈和黑点,用户在选用该处理方式时应慎重。
8 检验和试验8.1 钢板及钢带的表面质量用肉眼检查。
8.2 钢板及钢带的尺寸、外形应采用合适的量具进行测量。
厚度测量部位为距边部不小于20mm的任意点。
8.3钢板及钢带应按批检验,每个检验批由不大于30吨的同牌号、同规格、同一镀层重量、同表面处理的钢材组成。
对于单个卷重大于30吨的钢带,每卷作为一个检验批。
8.4 每批钢板及钢带的检验项目、试样数量、取样方法、取样位置及试验方法应符合表11的规定。
表 118.5 如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。
复验结果(包括该项目试验所要求的所有指标)即使有一个指标不合格,则复验不合格。
如复验不合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
图1 试样的取样位置,b为钢板或钢带的宽度,单位为mm。
9 包装、标志和检验文件钢板及钢带的包装、标志及检验文件应符合Q/BQB400的规定。
如需方对包装有特殊要求,可在订货时协商。
10 数值修约规则数值修约规则应符合GB/T 8170的规定。
11 牌号近似对照本标准牌号与国内外标准牌号的近似对照见附录C。
附录A(规范性附录)钢板及钢带的尺寸、外形允许偏差A.1厚度允许偏差A.1.1 对于规定的最小屈服强度小于260MPa的钢板及钢带,其厚度允许偏差应符合表A.1的规定。
表 A.1 单位: mmA.1.2对于规定的最小屈服强度不小于260MPa,但小于360MPa的钢板及钢带,以及牌号为DX51D+AZ和S550GD+AZ的钢板及钢带,其厚度允许偏差应符合表A.2的规定。
表 A.2 单位: mmA.2钢板及钢带的宽度允许偏差应符合表A.3的规定。
表 A.3 单位:mmA3 长度允许偏差钢板的长度允许偏差应符合表A.4的规定。
表 4 单位:mmA.4 不平度A.4.1不平度允许偏差要求仅适用于钢板。
钢板的不平度是将钢板自由放置在测量平台上,测得的钢板下表面和测量平台之间的最大距离。
A.4.2对规定最小屈服强度小于260MPa的钢板,不平度最大允许偏差应符合表A.5的规定。
表 A.5 单位:mmA.4.3对规定最小屈服强度不小于260MPa,但小于360MPa的钢板,以及牌号为DX51D+AZ.和S550GD+AZ的钢板,其不平度最大允许偏差应符合表A.6的规定。
表 A.6 单位:mmA.5脱方度脱方度为钢板的宽边向轧制方向边部的垂直投影长度,如图A.1所示。
脱方度应不大于钢板实际宽度的1%。
A.6 镰刀弯A.6.1镰刀弯是指钢板及钢带的侧边与连接测量部分两端点的直线之间的最大距离。
它在产品呈凹形的一侧测量,如图A.1所示。
A.6.2 切边钢板及钢带的镰刀弯,在任意2000mm长度上应不大于5mm;当钢板的长度小于2000mm时,其镰刀弯应不大于钢板实际长度的0.25%。
附录B(规范性附录)理论计重时的重量计算方法B.1 镀层厚度的计算方法镀层厚度=〔镀层公称重量(g/m2)/ 50(g/m2)〕×13.3×10-3(mm)B.2理论重量计算时,通常采用基板的公称尺寸。
B.3当基板的厚度允许偏差为对称公差时,理论重量计算时所采用的厚度为公称厚度;当基板的厚度允许偏差为限定负偏差或限定正偏差时,理论重量计算所采用的厚度为允许的最大厚度和允许的最小厚度的平均值。