MIG焊接篇(中文)
MIG焊接 (2)
3. 焊接工艺参数
焊丝直径
焊丝直径根据工件的厚度、施焊位置来选择,薄板焊接 及空间位置的焊接通常采用细丝(直径1.6 mm),平焊位 置的大厚度板及大厚度板焊接通常采用粗丝。
焊接电流
熔化极惰性气体保护焊通常采用直流反接。应根据工件 厚度、焊接位置来选择焊接电流。利用等速送丝式焊机焊 接时,焊接电流的是通过送丝速度来调节的。
5.3 MIG焊工艺 1.熔滴过渡特点
MIG焊可采用短路过渡、射流过渡、脉冲射流过渡等过渡 形式。
2. 保护气体
Ar 电弧稳定,飞溅小,常用于铝及铝合金焊接。
缺点:易导致指状熔深。
He 与氩气相比,电离电压高,热导率高,但相同电流 和弧长下对,母材热输入大。缺点:引弧困难,成本高。
Ar+ He 具有Ar和He 所有优点:电弧功率大,温度高,
熔化极脉冲MIG焊有三种过渡形式:
一个脉冲过渡一滴(简称一脉一滴) 一个脉冲过渡多滴(简称一脉多滴)
多个脉冲过渡一滴(多脉一滴)
熔滴过渡方式主要决定于脉冲电流及脉冲持续时间。三 种过渡方式中,一脉一滴的工艺性能最好,多脉一滴是工 艺性能最差的一种过渡形式。然而,一脉一滴的工艺范围 很窄,焊接过程中难以保证,因此,目前主要采用的是一
2) 适用范围广 MIG焊可焊接铝及铝合金、钛及钛合金、
铜及铜合金以及不锈钢的焊接, MAG焊可焊接低碳钢,焊 接薄板又可焊接中等厚度和大厚度的板材。 3) 生产率较高、焊接变形小 使用焊丝作电极,允许使用
的电流密度较高,熔深大,熔敷速度快;生产率比TIG焊高,
厚大焊件变形比TIG焊小。
4) 焊接过程易于实现自动化 电弧是明弧,焊接过程参数稳定,易于检测及控制。
材料的焊接均要求脉宽比小一些。
mig焊_精品文档

MIG焊MIG焊(Metal Inert Gas Welding)是一种常见的焊接方法,也被称为气体保护焊接。
它是一种半自动或全自动的焊接过程,常用于金属材料的连接和修复。
本文将详细介绍MIG焊的原理、设备和操作步骤。
原理MIG焊使用电弧加热金属,以将作为填充材料的焊丝融化。
电弧的热量会熔化被焊接金属的表面,同时焊丝也会融化并与被焊接材料融合。
在焊接过程中,还会通过使用称为惰性气体的保护气体来防止氧气和其他杂质进入焊接区域,以防止产生氧化、脱氢等缺陷。
设备进行MIG焊接需要一些基本设备:1.MIG焊机:用于提供所需的电力和电弧。
根据需要可以选择半自动或全自动的MIG焊机。
2.气瓶:用于提供保护气体,常见的保护气体有二氧化碳(CO2)和混合气体。
3.焊枪:用于将电弧和填丝器传送到焊接区域。
4.焊丝:作为填充材料,根据金属材料的种类和要求选择适当的焊丝。
5.电源连接线:用于将焊机与电源连接。
6.保护设备:包括焊接手套、面罩、防护衣等,以确保焊接过程的安全性。
操作步骤以下是进行MIG焊接的基本操作步骤:1.准备工作:确保焊接区域清洁,去除杂质和氧化物。
清洁后,根据金属材料的种类和要求选择适当的焊丝。
2.安装焊丝:将焊丝装入焊机的焊丝卷盘或喂丝器,并通过焊枪导引焊丝到焊接区域。
3.设置电流和电压:根据金属材料的类型和规格,设置适当的焊接电流和电压。
4.连接气源:将气瓶连接到焊机,并确保气体流动正常。
5.调整保护气体流量:根据焊接要求调整保护气体的流量,以确保焊接区域获得足够的保护。
6.焊接操作:握紧焊枪,调整焊枪角度,接触工件表面,并按下电流开关开始焊接。
焊接过程中保持焊枪的稳定性,沿着焊接线路保持恒定的速度前进。
7.焊后处理:焊接完成后,将焊接点冷却,并根据需要进行表面清理和修整。
总结MIG焊作为一种常见的焊接方法,具有诸多优点,如焊接速度快、操作简便、焊接质量高等。
通过仔细了解MIG焊的原理、使用正确的设备和遵循正确的操作步骤,可以获得满意的焊接结果。
MIG TIG焊接简介

MIG TIG焊接简介一、概述MIG焊接即熔化极惰性气体保护电焊,是以Ar等惰性气体作为主要保护气体,包括纯Ar或Ar气中混合少量活性气体(如2%以下的O2或5%以下的CO2气体)进行熔化极电弧焊的焊接方法。
MIG焊丝以层绕方式成卷或盘状供货。
TIG焊接(钨极氩弧焊)是以纯Ar作为保护气体,以钨极作为电极的一种焊接方法。
TIG焊丝以一定长度(通常lm)的直条状供货所。
二、焊丝的选用MIG及TIG焊接方法由于主要以纯Ar作为保护气体,所以外界空气中氧、氮、氢等有害气体很难进入熔池;且氩气不产生有害焊缝性能的气体或杂质;氩气对焊丝及熔池的合金氧化很少等使得焊接接头具有极为优异的综合理化性能。
但可能有损焊接效率及焊接熔深等。
所以以焊丝成份尽量接近母材成份作为选择焊丝的原则是适宜的。
不锈钢的性能很大程度上取决于成份。
不锈钢埋弧焊丝的成份设计都考虑了由于焊接时合金烧损的损失量。
该系列焊丝的选择应以被焊母材成份为准,选用相同的合金体系;焊丝成份尽量接近(等于或稍高于)母材成份。
合金体系的不同对不锈钢性能(如延展性、耐腐蚀性、抗裂性等)影响是巨大的,应关注。
三、焊接注意事项1、MIG焊接A:保护气体流量以20-25L/min为宜;B:电弧长度一般控制在4-6mm左右;C:风的影响对焊接特别不利,当风速大于0.5m/s时应采用防风措施;注意换气,避免对操作者的伤害;D:采用脉冲电弧电流,能获得安定的喷射电弧,特别适宜不锈钢、薄板、立焊、堆焊的焊接;E:请采用Ar+2% O2气体组合焊接超低碳不锈钢,不应用Ar与CO2混合焊类钢;F:焊接时严格清除焊接处的油、锈、水份的杂质。
2、TIG焊接A:保护气体流量要求:当焊接电流在100-200A之间时为7-12L/min;:当焊接电流在200-300A之间时为12-15L/min为宜。
由于送气管的破损造成保护气体混有湿空气,对焊接接头的性能是有影响的;B:钨极伸出长度相对喷嘴应尽可能短,电弧长度应以电弧长度一般控制在1-4mm为准(焊接碳钢时为2-4mm;低合金钢及不锈钢焊接时为1-3mm);C:,当风速大于1.0m/s时应采用防风措施;注意换气,避免对操作者的伤害;D:焊接时严格清除焊接处的油、锈、水份的杂质。
MIG焊
电弧电压主要影响熔滴过 渡形式及焊缝成形。短路过渡 的电弧电压较低,喷射过渡的 电弧电压相对较高。
知识点三
MIG焊的焊接工艺
4、焊接速度 焊接速度要与焊接电流匹配,尤其是自动焊时更应如此。 铝合金焊接一般用较快的焊接速度,半自动焊常在5~ 60m/h之间,自动焊约在25~150m/h之间。 5、MIG焊所需的气体流量 通常在30~60L/min, 喷嘴孔径φ20mm, 同时要注意焊丝的伸出长 度对保护效果、电弧稳定 性和焊缝成形的影响。
知识点三
MIG焊的焊接工艺
总结: MIG焊工艺参数选择的一般方法:板厚→Φ ,然后,熔滴过 渡形式→I,最后根据I配以合适的U、V及气体流量。 另外,对铝合金的MIG焊: 1. 坡口:角度可大至90°,Al、Cu的导热性好,要留足够的 钝边; 2. 焊前清理:MIG焊对杂质非常敏感,对工件、焊丝均应进 行严格的焊前清理并尽可能选用粗焊丝、用双主动轮送丝。 3、建议尽量选用带脉冲的焊机,用脉冲电流焊接,若需单面 焊双面成形时更应如此,并建议用衬垫或双脉冲焊接,注意 背面保护。
知识点二
MAG焊的焊接工艺
二、工艺及参数选择
MAG焊主要适用于碳钢、合金钢和不锈钢等黑色金 属的焊接。
1、焊前准备
坡口: 参照GB/T985-1988《气焊、焊条电弧焊及气体 保护焊焊缝坡口的基本形式与尺寸》来选定。 焊前清理:常规 选材:常规
知识点二
MAG焊的焊接工艺
2、工艺参数 内容:与MIG焊相似,但应着重考虑熔滴过 渡形式。 选择的一般方法:材质、厚度、层次、位置 → →气体成分和配比、Φ、I、过渡形式←← U、气流量。 对有专家系统的焊机,可以直接用专家系 统推荐的参数或在此基础上结合经验或工艺评 定试验作适当修正
焊接术语中英文对照

高锰钢堆焊焊条:high manganese steel surfacing electrode
管状焊条:flux-cored electrode
钛铁矿形焊条:ilmenite type electrode
氧化铁型焊条:iron oxide type electrode/ high iron oxide type electrode
高纤维素型焊条:high cellulose (type) electrode
石墨型焊条:graphite type electrode
SAW ——Submerged Arc Welding——埋弧焊
FCAW ——flux cored arc welding——药芯焊丝电弧焊
FCW-G ——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊
FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊
高效率焊条:high efficiency electrode
铁粉焊条:iron powder electrode
重力焊条:gravity electrode
立向下焊条:electrode for vertical down position welding
水下焊条:underwater welding electrode
碱性焊条:basic electrode/ lime type covered electrode
低氢型焊条:low hydrogen type electrode
MIG焊接参数范文
MIG焊接参数范文MIG (Metal Inert Gas)焊接是一种常用的金属焊接方法,也被称为气体保护焊接。
它是通过一个金属电极从焊枪中提供电弧热量来熔化工件,并使用惰性气体(如氩气)来保护熔池和电极,从而在焊接过程中产生均匀、高质量的焊缝。
MIG焊接广泛应用于汽车、船舶、航空航天、建筑和制造业等领域。
对于MIG焊接,焊接参数的设置非常重要,它们直接影响焊接速度、焊缝质量和工件性能。
以下是一些常见的MIG焊接参数及其影响因素。
1.电流:电流是控制熔池温度和焊缝宽度的关键参数。
较高的电流可以提高焊接速度,但可能导致熔池过热和喷溅。
较低的电流则会导致焊缝宽度变窄和不完全的熔化。
2.电压:电压决定电流的传递速度和焊接电弧的稳定性。
较高的电压能够产生更稳定的电弧,并使焊接过渡更加平滑。
然而,如果电压过高,可能会产生过多的喷溅。
较低的电压可能导致电弧不稳定和不均匀的焊缝形成。
3.送丝速度:送丝速度控制焊丝的熔化速度和焊接材料的输入量。
较高的送丝速度可以提高焊接速度,但可能导致焊丝堆积和喷溅。
较低的送丝速度则可能导致焊缝宽度较窄和未完全熔化。
4.气体流量和气体种类:气体流量和种类对焊缝质量和保护效果具有重要影响。
常用的保护气体有纯氩和CO2气体混合物。
氩气可以提供良好的保护和气体稳定性,但也较贵。
CO2气体混合物成本较低,但其保护效果较差。
气体流量应根据焊接材料和焊接条件的不同进行调整。
5.预热温度和间隙:对于一些较厚的工件和高强度材料,预热温度可以提高焊接的质量和强度。
焊缝间隙是指两个被连接工件之间的空隙。
适当的间隙可以保证焊缝的完全熔化和填充。
6.极性:MIG焊接可以采用直流极性或交流极性。
直流极性较常用,焊枪连接正极,焊丝连接负极。
直流极性可以提供较好的焊缝质量和穿透力。
交流极性焊接速度较快,但焊缝质量较差。
DVS0913-2 2008 铝合金的MIG焊-设备 工艺和填充材料(中文版)

DVS0913-2:2008铝合金的MIG焊—设备、工艺和填充材料狮子十之八九译目录1前言2电弧类型2.1短路-电弧2.2喷射-电弧2.3 脉冲-电弧3MIG焊工艺3.1AC-MIG焊缝3.2短路-电弧的控制3.3双丝焊3.4 协同双丝焊3.5 扁平焊丝焊接3.6 等离子-MIG焊3.7 激光-MIG焊4 焊接设备4.1焊接电源的类型4.2 MSG焊的工艺控制4.2.1 引弧4.3 MIG焊提升电弧引弧4.4 焊枪的功能和使用4.5 铝MIG焊的焊枪4.5.1 送丝4.5.2 铝手工MIG焊焊枪4.5.3 机器人MIG焊焊枪4.5.4 电流传输4.6 保护气体传输4.7 冷却4.8 焊枪的维护保养5 铝焊接的保护气体5.1 保护气体5.2 保护气体软管6 填充材料6.1 概述6.2 标签6.3 直径6.4 缠绕6.5 松弛直径和翘距6.6 桶装焊丝6.7 滑动特性6.8表面纯度6.9产品稳定性6.10 储存和运输7 机械化程度7.1 概述7.2 机械化焊接的概念7.2.1. 部分机械化焊接7.2.2 全机械焊接7.2.3 自动焊接7.2.4 机器人焊接7.3 机械化程度的选择8 参考文献(略)1前言MIG(金属惰性气体)焊时,电弧熔化丝电极。
材料通过等离子电弧体传输过渡。
保护气体完全是惰性气体(氩、氦及其混合气体)。
根据金属材料过渡形式(熔滴过渡)的不同,可以进一步对其分类。
在铝MIG焊接中,喷射、脉冲*和短弧时,实现不同形式的熔滴过渡。
1. 母材2. 焊接接头3. 送丝4. 焊丝盘5. 气体喷嘴6. 导电嘴7. 保护气体8. 电弧图1 MIG焊示意图2电弧类型2.1短路-电弧当需要较低的热输入时使用短弧,例如焊接薄板和受限位置的焊接。
采取适当措施限制短路电流,以尽量减少飞溅。
还主要用于修复薄板(<2 mm)。
2.2喷射-电弧喷射电弧具有高熔化效率、熔深大和热输入大的特点。
电弧的弧长的选择基于材料的厚度,以将侧壁和层间未熔合的倾向降到最低,从而可以听到轻微的吱吱声。
浅析车身上的MIG焊接

MIG 焊接(Metal Inert Gas Arc Welding 惰性气体保护电弧焊)属于电弧焊中熔化极惰性气体保护焊的一种,它采用惰性气体产生的气帘隔绝空气(惰性气体见表1所列),以防止高温使母材氧化。
在汽车车身上的MIG 焊接通常是指铝合金的焊接,所以也可以称为MIG 铝焊。
随着铝焊机功能的完善,越来越多的汽车品牌认可采用铝焊接对车身外板进行焊接修复,注意不能采用MIG 铝焊对车身结构件进行焊接,对结构件只能采用粘接加铆接进行修复。
1 铝合金特性在汽车行业中,铝材应用已有多年历史。
其主要性能为低密度、高强度、耐腐蚀和具可回收性,且变形时有较强的能量吸收能力。
铝材主要应用于发动机舱盖、车门、翼子板、立柱外板等处,但也越来越多地应用于车身结构部件中,甚至出现了全铝车身。
铝合金与钢铁物理特性的对比见表2所列,铝合金的密度为钢铁的1/3,导热性是钢铁的4倍~5倍,导电性是钢铁的5倍~6倍,熔点比钢铁低800 ℃。
正是由于铝合金的物理性能与钢铁有如此大的差异,在焊接时就不能采用与钢铁相同的熔化极活性气体保护焊(MAG 焊),只能采用熔化极惰性气体保护焊(MIG 焊接),用这种方法更容易进行高质量的焊接。
另外铝合金在空气中极易与氧气发生反应生成氧化铝,氧化铝形成的时间非常短,大约半小时之内,在处理后的铝板表面就会形成一层致密的氧化铝薄膜,这层氧化铝可以阻止铝板进一步氧化,同时会使焊接产生缺陷,在焊接过程中要注意清洁氧化层和焊接的时效性。
2 铝合金的分类按照添加合金元素的不同,铝合金可以分为1000系列至9000系列不同的种类,应用于汽车车身上的主要是4000系列至7000系列,其特性见表3所列。
按照铝合金板件制作工艺的不同,铝合金分为铝板材、挤压铝型材、压铸铝三种。
挤压铝型材是将圆柱形铝加热到一定温度,在挤压机的作用下挤压成型的;压铸铝是将铝板材和其他金属材料混合放进熔炉,经熔炉融化后放入压铸机的模具中成型的,压铸铝制品形状可设计成各种造型,可用与制作车身上形状复杂的部件(如减震器支座),硬度强度较高。
MIG MAG区别

TIG
中文:钨极惰性气体保护焊
日文:タングステンアーク溶接(ティグ)
英文:Tungsten inert gas welding
MIG
中文:熔化极惰性气体保护焊
日文:ミグ溶接
英文:metal inert-gas welding
MAG
中文:熔化极活性气体保护焊
日文:マグ溶接
英文:metal active-gas welding
Mig(惰性气体保护焊接)
使用惰性气体当保护气体以避免与其他物质产生反应。
惰性气体通常使用氩气Ar 或氦气He。
有时在惰性气体中混合有其他少量的O2、CO2或H2。
Mag(活性气体保护焊接)
使用活性气体当保护气体。
通常是使用CO2。
气体会在电弧中被分解,进而增大或缩小熔接范围。
因为CO2为主要的气体,因此通常又将MAG熔接称为CO2熔接。
熔化极气体保护电弧焊通常用的保护气体有:氩气、氦气、CO2气或这些气体的混合气。
以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊);以惰性气体与氧化性气体(O2,CO2)混合气为保护气体时,或以CO2气体或CO2+O2混合气为保护气时,或以CO2气体或CO2+O2混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。
熔化极气体保护电弧焊的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。
熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。
熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。
利用这种焊接方法还可以进行电弧点焊。
MIG焊详解
气体: Ar+ (50%75%)He 特点: 改善金属的润湿性,提高焊接质量。
2、Ar+H2
镍及其合金
气体:Ar+H2(<6%)。防止CO气孔。提高电弧温度。 利用TIG焊焊接不锈钢时也可利用4-8%的氢气。
3、Ar+N2
铜及铜合金 气体:Ar/N2为80/20; 特点:①电弧温度高; ②与Ar+He相比,N2来源多,价格便宜,但有 飞溅,焊缝表面粗糙,有一定的烟雾。
熔化极惰性气体保护焊
Metal Inert Gas Arc Welding (MIG) Metal Active Gas Arc Welding (MAG) CO2 Gas Arc Welding (MAG)
1、定义:利用气体进行保护,利用焊丝作为电极,根据保 护气体的种类可分为:
Ar作保护气体
很强的阴极雾化作用,因此焊前几乎无需去除氧化膜。 5)焊后不需清洁 6)MIG焊接铝及铝合金时,亚射流电弧的固有自调节作用
显著 缺点: 1)在室外作业,需设挡风装置,否则保护效果不好,甚
至很差。 2)设备复杂,价格较贵不便于携带; 3)焊枪较大,在狭窄处的可达性不好。
二、熔化极惰性气体保护焊的应用 TIG:焊接质量好但效率低; MIG:电流密度大,母材熔深大,焊接效率高,发展迅速。
三、影响送丝稳定性的因素
1. 焊丝在送丝软管中的阻力
➢ 软管内径 内径过小,焊丝与软管内壁间的接触面积增大,送丝阻力增加;内径过大,
焊丝呈波浪状态,在推丝中,送丝阻力急剧增大。
➢ 软管材料 摩擦系数越小越好; 弹簧钢丝绕制,适用各种钢等的焊接;聚四氟乙烯或尼龙,适用于铝及铝合
金等的焊接。
➢ 焊丝的弯曲度 尽可能采用大直径焊丝盘
焊接百科4 MIG焊MAG焊(实芯焊丝)
焊接知识-来自TWI¾实芯焊丝MIG(MAG)焊1949年,铝的熔化极惰性气体保护焊首先在美国获得专利。
用氦气保护电弧和由光焊丝产生的焊接熔池,。
大概到了1952年,在英国使用氩气保护焊接铝的这种工艺已广泛应用,并使用CO 2及CO 2和氩气保护焊接碳钢,这就是众所周知熔化极活性气体保护焊。
与MMMA相比,MIG最吸引人的变化是其高熔覆率和高效率。
使用氦气保护电弧,焊接熔池及形成熔池的焊丝,是容易实现的。
焊接方法的特征与MMA相同,MIG的热源时在工件和电极间产生的电弧;电极熔化(和部分熔化的母材)形成焊道。
与MMA主要的区别在于电极为使用由送丝轮送进的小直径的焊丝和必须需要提供外加保护气体。
焊丝为连续送进,这是一种半机械化的焊接方法金属熔滴过渡不同工艺决定了从电极过渡到焊接熔池时熔滴的尺寸,即熔滴过渡方式。
要由3种熔滴过渡方式:•短路过渡•大滴/喷射过渡•脉冲小电流条件使用短路过渡和脉冲过渡,大电流条件使用喷射过渡。
短路过渡或“浸入过渡”,熔化的焊丝(电极)端头通过和焊接熔池接触过渡。
这种形式使用小电压;焊丝直径1.2mm,电弧电压在17V(100A)到22V(200A)之间。
注意,调节电压和与送丝速度相关的电感是得到最小飞溅不可缺的措施。
当焊丝端部接触焊接熔池时,电感用于控制电流的波动。
颗粒过渡或喷射过渡时,需要更高的电压确保焊丝不与熔池接触;使用直径1.2mm的焊丝,电弧电压在27V(250A)到35V(400A)间变化。
焊丝端头熔化的熔滴以小熔滴(其直径大约为焊丝直径或略小)的形式过渡到焊接熔池中。
然而,这需要一最小电流值,已迫使熔滴脱离并通过电弧区。
如果使用小电流,低电弧力将不能阻止熔滴在焊丝端头变大。
这些熔滴将在地球引力作用下不规律过渡。
脉冲模式是低电流(最低电流值)稳定开放式电弧的发展,以避免短路过渡和飞溅。
脉冲电流决定熔滴过渡,每次脉冲电流迫使熔滴过渡。
脉冲MIG使用特殊的控制系统,其电源根据焊丝成分和直径调节(脉冲参数),脉冲频率根据送丝速度调节。
电弧焊接施工基础(MAG,MIG) 中文

电弧焊接篇(MAG MIG)施工的基本1,焊枪行进方向逆转(后退法)2,提高焊接速度1)焊缝变窄1)焊缝变窄2)焊缝高度变高2)熔深变小3)熔深变大3)焊缝高度变低4)易生气孔4)易生缺焊5)飞溅变多3-1,枪口高度-过高3-2,枪口高度-过低1)背保气体效果不好,发生气孔。
1)飞溅易生堵塞*无法长时间焊接*焊缝不清晰4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗1)电流减少1)飞溅多发2)弧长变长2)电弧不安定3)熔深变小3)熔深变小4)焊缝容易蛇形6,背保气体7,焊接电流过大1)流量小或者风大容易发生气孔1)焊缝宽2)保护气体种类不同,焊丝熔池移动会改2)熔深大变,电弧状态,焊缝形态,焊接金属的3)焊缝高性质也变化。
4)飞溅粒度小,飞溅少5)电流过大,熔池不良,焊缝形状不好8,电弧过长9,母材表面油锈过量附着1)焊缝宽1)发生气孔2)焊缝低3)熔深浅4)飞溅颗粒大1,焊枪行进方向逆转(后退法)2,提高焊接速度I 焊接条件和其影响3,枪口高度1)过高2)过低4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗6,背保气体7,焊接电流过大8,电弧过长(焊接电压高)9,母材表面油锈过量附着表1,焊丝直径和焊丝突出长度(焊嘴高度)表2,焊接电流和焊丝突出长度(焊嘴高度)1.2 1.6突出长度(mm)12~1413~1616~20II 焊丝突出长度焊丝突出长度的设定取决于焊接电流,焊丝直径,焊嘴口径。
如果现场作业需要调整焊丝长度的话,要根据焊丝长度来调整焊接电流,焊丝直径,焊嘴口径。
如果焊丝突出长度设置不良的话,会造成内部小孔,回火,电弧不稳定和飞溅的增加。
表1表示突出长度和焊丝直径的关系,表2表示突出长度和焊接电流的关系。
图1,焊丝突出长度的关系焊丝直径(mmφ)0.8116~20>250突出长度(mm)焊接电流(A)16~2015012~16<25014~18送丝装置突出长度弧长保护气体焊丝焊嘴接触式焊丝出口焊嘴高度焊嘴内径电弧例:(焊枪内径14mmφ=气体流量:15L/分)※焊丝突出长度比表1的数值长出少许时,表3的流量要增加10~30%※a.无风时b. 风速(1.0m/分)时c. 风速(1.0m/分)+流量增加时1) 焊嘴的性能决定被包的效果也不一样,无风和有风时被包气体卷入空气的关系图例见图2(a~c)。
MIG焊(熔化极气体保护焊)的原理、特点及应用
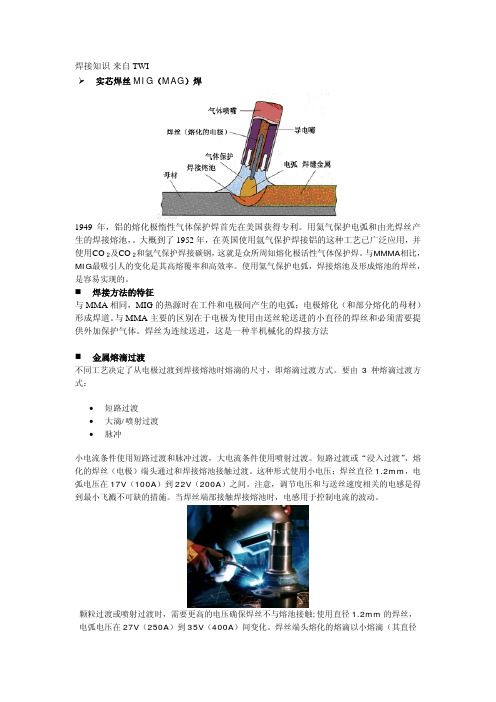
MIG焊(熔化极气体保护焊)的原理、特点及应用使用熔化电极的气体保护焊,称为熔化极气体保护焊。
使用熔化电极的惰性气体(A r+H r)保护焊称为熔化极惰性气体保护焊,简称MIG焊,利用A r+O2、A r+CO2或A r+CO2+O2等作保护气体时,称为活性气体保护焊,简称MAG焊。
MIG焊和MAG焊统称为GMAW焊。
1、MIG焊的原理熔化极气体保护焊是以填充焊丝作电极,保护气体从喷嘴中以一定速度流出,将电弧熔化的焊丝、熔池及附近的焊件金属与空气隔开,杜绝其有害作用,以获得性能良好的焊缝。
其焊接原理如下图所示。
▲熔化极氩弧焊示意图1—焊丝盘2—送丝滚轮3—焊丝4—导电嘴5—保护气体喷嘴6—保护气7—熔池8—焊缝金属9—电弧10—母材2、MIG焊的特点(1)优点①由于用填充焊丝作为电极,焊接电流增大,热量集中,利用率高,适用于焊接中厚板。
①焊接铝及其合金时,采用直流反接阴极雾化作用显著,能够改善焊缝质量。
①MIG焊亚射流过渡焊接铝及铝合金时,亚射流电弧的固有自调节作用显著,过程稳定。
①容易实现自动化操作。
熔化极氩弧焊的电弧是明弧,焊接过程参数稳定,易于检测及控制,因此容易实现自动化。
目前,世界上绝大多数的弧焊机械手及机械人均采用这种焊接方法。
(2)缺点①对焊丝及工件的油、锈很敏感,焊前必须严格去除。
①惰性气体价格高,焊接成本高。
3、MIG焊的应用范围MIG焊可用于焊接碳钢、低合金钢、不锈钢、耐热合金、镁及镁合金、铜及铜合金、钛及钛合金等。
可用于平焊、横焊、立焊及全位置焊接,焊接厚度最小为1mm,最大厚度不受限制。
4、MIG焊熔滴过渡类型及影响因素(1)MIG焊熔滴过渡类型MIG焊焊丝熔滴过渡类型及特点(直流反接)见下表。
MIG焊焊丝熔滴过渡类型及特点(直流反接)另外,还有混合过渡,即同时存在射滴和短路两种过渡形式,通常称为亚射流过渡。
(2)影响MIG焊熔滴过渡的因素影响MIG焊焊接熔滴过渡的因素见下表。
DVS0913-3 2008 铝合金的MIG焊-标准应用(中文版)

DVS0913-3:2008铝合金的MIG焊—应用指南狮子十之八九译目录1 铝的储存、运输和加工1.1 运输1.2 装卸1.3 储存1.4 加工2 焊接坡口准备3 结构设计3.1 结构对耐腐蚀性的影响4 焊接夹具5 焊接位置、焊接参数(名义值),包括预热5.1 预热6 焊接6.1 引弧6.2 焊枪操作6.3 道间清理、点固焊和焊缝的焊接6.4 导热6.5 衬垫6.6 成型6.7 焊接收弧7 焊接检验8 缺陷9 培训10 工艺评定11 参考文献(略)1 铝的储存、运输和加工1.1 运输铝半成品的运输方式应确保不潮湿,例如,可铺设木材。
包装类型和运输集装箱通常由客户和供应商商定。
目前使用的包装材料主要是木箱、塑料箱或纸板箱。
对于高的表面质量要求,例如多层铝板叠放,中间可以使用纸隔离。
1.2 装卸为防止铝材半成品受潮,一般在室内装卸。
如果由于某种原因,材料变得潮,必须在同一天干燥。
只有在去除潮湿的中间层后,并且材料不会相互接触,确保空气流通时,才允许在空气中干燥。
如果叉车有特殊的抓取点,则只能使用这些抓取点。
长的半成品吊装时,应多个位置同时起吊,避免弯曲,吊装绳子应加衬垫。
1.3 储存铝半成品原则上不应露天存放。
储存空间可以加热或不加热,但最重要的应是干燥的空间。
(另见第1部分8.2节)。
冷凝和污染)。
高湿度、穿堂风和频繁的温度波动会损坏材料。
绝对干燥的货物也可以储存在原始包装中。
应始终小心堆放,其高度应确保底部的材料不会受损。
包装好的铝半成品不应与其他金属直接接触,否则可能发生接触腐蚀。
货架部件应采用不吸湿和化学中性材料覆盖,并且必须以不划伤表面为原则。
图1 正确的储存方式1.4 加工铝和钢的加工区域应隔离。
所有使用的工具应为铝加工专用或在铝加工前清洗干净。
如果不考虑这一点,则必须考虑预期的接触腐蚀,从而损坏铝半成品。
在铝材流转过程中,必须小心避免划伤或磨损,并且必须避免与钢接触。
应在材料之间放置保护材料,如纸板、木板或合成特种产品。
MIG焊接基础知识

八 關於MAG焊
MAG—Metal Active Gas Arc Welding 金屬極活性氣體保護焊﹐以Ar+CO2或
Ar+O2﹑ Ar+CO2 +O2等混合氣體作焊接時 保護氣。尤其適用於碳鋼﹑合金鋼和不鏽 鋼等黑色金屬材料的焊接。
九 采用混合氣體作為保護氣可具有下列 作用﹕
1 提高熔滴過渡的穩定性。 2 穩定陰極斑點﹐提高電弧燃燒的穩 定性。 3 改善焊縫熔深形狀及外觀成形。 4 增大電弧的熱功率 5 控制焊縫的冶金質量﹐減少焊接缺 陷。
2 極性 為了得到穩定而且熔滴尺寸細小的熔
滴過渡﹐通常采用反接(焊絲接正極)。 3 氣體成分
在富氬氣體中容易產生噴射過渡﹐可 在氬氣中加入少量的氧氣(2~5%)或二氧化 碳(5~10%)可穩定并降低臨界電流﹐同時 還能改善焊絲金屬與母材金屬的潤濕﹐改 善焊縫成形﹐在鋼材焊接中推荐采用。
4 焊絲材料與直徑 焊絲材料不同﹐臨界電流 的含義也不
形成的低凹部分 產生的原因﹕ 操作技術不正確﹔設備無電流衰減系統。
4 焊接缺陷﹕表面和內部氣孔 缺陷特征﹕焊縫表面和內部存在近似圓
球形或筒形的空穴 產生的原因﹕ 焊接材料和工件不符合工藝要求﹐不干
淨﹐焊條吸潮﹔焊接電流過小﹐焊接速度 太快﹐弧長太長﹐電弧保護失效。
5 焊接缺陷﹕裂紋 缺陷特征﹕焊接過程中或焊後﹐在焊接
2 焊接系統﹕ 焊接電源(焊機)﹑電流線﹑地線﹑焊槍 (彎曲﹑直式)
3 送絲系統﹕
盤式焊絲﹑送絲軟管﹑送絲機構(推絲 式﹑拉絲式﹑推拉式)
三 熔化極氬弧焊的特點
1 應用範圍廣: 几乎可以焊所有的金屬﹐尤其 適合於焊接鋁及鋁合金﹐銅及銅合金及不鏽 鋼等材料﹔
2 生產效率高﹐焊件變形小(焊接厚板鋁﹑銅 時﹐相對於TIG焊)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接基础知识培训教材MIG 焊接篇铝不锈钢株式会社DAIHEN(OTC)焊机新干线车厢内部的MIG 焊接 不锈钢容器的MIG 焊接株式会社DAIHEN(OTC)焊机焊接基础知识培训教材由以下各篇组成:DAIHEN(OTC)MIG焊接讲座教材目录1.MIG焊接原理 1 1-1序言 11-2MIG焊接原理 2 2.MIG焊接的主要特点 2 3.MIG焊接现象 3 3-1溶滴过渡现象 33-1-1射流过渡 43-1-2大滴状过渡 43-1-3短路过渡 43-1-4复合过渡(亚射流过渡) 53-1-5适应的溶滴过渡方式 5 3-2脉冲MTG焊接 63-3溶滴过渡与溶深的形状 63-4清洁作用7 4.MIG焊机8 4-1MIG焊接电源8-94-2逆变控制及模糊控制方式的MIG焊机的特点9-114-3MIG焊机的主要构成以及作用11 4-3-1MIG焊机的构成114-3-2焊枪124-3-3送丝装置12-13 5.影响MIG焊接结果的主要原因13 5-1焊接电流145-2电弧电压155-3焊接速度165-4焊枪的操作17 6.MIG焊接材料18 6-1铝及其合金186-2不锈钢196-3铜及铜合金20 7.有关MIG焊接的主要用语及解说21-231.MIG 焊接原理1-1序言MIG 焊接是“Metal Inert Gas Welding ”的简称。
1948年开发成功了利用基本与母材同一材料的焊丝作电极的MIG 焊接法。
在日本大阪变压器公司最先进行MIG 焊机的开发,从1956年以“SIGMA Shield Inert Gas Metal Arc ”的名称进行销售以来,其MIG 焊机得到了广泛的应用。
在此以后,大阪变压器公司开发了特种的脉冲电弧焊接法,从1965年销售了以“PULSE AUTO ”的名称受到青睐的MIG 焊机以来,从顾客处得到了买MIG 焊机要到大阪变压器的好评。
并保持其不动地位至今。
1-2 MIG 焊接的原理MIG 焊接的基本原理与CO2/MAG 焊接一样,所不同的是作为保护气体MIG 焊接时所用的保护气体为氩气等惰性气体。
图1-1为MIG 焊接的原理图。
被卷成盘状的基本与母材材料相同的焊丝通过送丝装置连续的送出,在惰性保护气体中母材与焊丝间产生电弧,通过电弧的热量将被焊金属熔化并将之结合。
惰性气体种类很多。
MIG 焊接使用相对比较便宜并且容易买到的氩气。
另外,根据焊接材料的不同,为了提高电弧的稳定性,在上述氩气中混合数个百分比的氧气。
图1-1 MIG 焊接原理直流焊接电源电弧 保护气体送丝装置保护气体(Ar 或Ar + CO 2混合气体焊丝喷嘴导电嘴母材2.MIG 焊接的主要特点1、电弧稳定、飞溅少、焊缝外观漂亮。
2、由于焊丝熔化速度快、熔深深、焊接效率高。
3、可以焊接铝、不锈钢、铜合金等各种金属,使用广泛。
参看表2-1表2-1保护气体 适用材料 低合金钢 不锈钢 铝 铜合金 镍 钛 Ar○ ○ ○○ Ar+2-5%O 2 ○ ○ Ar+5-10%CO 2 ○ ○ Ar+He○ ○○○备注:上表中的Ar 为氩气、O 2为氧气、CO 2为二氧化碳、He 为氦气的化学符号4、由于使用惰性气体作保护,可以获得不混有不纯物的良好的焊缝。
MIG 焊接的缺点有作为气体保护电弧焊特有的“无法在强风处使用”及“保护气体价格比较高”等缺点。
对于前者通过使用防风对策后,即使在工地现场也得到了广泛使用。
对于后者,在焊接铁系材料时使用价格便宜的二氧化碳焊接、MIG 焊接一般用于非铁金属的焊接。
图2-1 铝MIG 焊接的焊缝形状 图2-2 保护气体为Ar+O 2时的熔深形状3.MIG 焊接现象3-1熔滴过渡现象图3-1 熔滴过渡方式与焊接条件、电流、电压的关系一般熔滴过渡可以大致分为“射流过渡”、“大滴状过渡”及“短路过渡”3种。
另外,对于铝MIG 焊接在“大阪变压器”的研究中明确了在射流过渡的同时还伴有微小短路过渡的“复合过渡”形式,在“大阪变压器”称为“亚射流过渡”。
临界电流射流过渡大滴状过渡临界电压短路过渡亚射流过渡电弧电压(V) 焊接电流(A)3-1-1射流过渡熔融焊丝端部形成小球并有规则的高速向母材过渡的方式称为“射流过渡”。
在MIG焊接中要得到射流过渡要保证焊接电流在临界电流以上。
图3-2 射流过渡3-1-2大滴状过渡在临界电流以下焊接时发生大滴状过渡,熔滴将变得与焊丝直径一样大或比焊丝直径更大,这种状态的熔滴过渡称为“大滴状过渡”。
与其他熔滴过渡状态相比,大滴状过渡的飞溅量大。
图3-3大滴状过渡3-1-3短路过渡图3-4短路过渡反复形成熔滴与母材的短路、电弧产生的过渡状态称为“短路过渡”,也称为短弧过渡。
在1秒间要发生50-130回短路,输入到母材的热量小,所以短路过渡适合于薄板焊接、立焊、仰焊及全位置焊。
3-1-4复合过渡(亚射流过渡)介于短路过渡与射流过渡之间的过渡方式。
铝焊接的标准条件大部分都在此范围内,实际焊接时在此范围内进行焊接。
将此复杂的焊接电弧现象简明的大阪变压器公司将上述熔滴过渡方式称为“亚射流过渡”。
3-1-5适应的熔滴过渡方式及焊接作业表3-1中表示了MIG焊接时适应的熔滴过渡方式及焊接作业。
焊机种类使用焊丝(mm)适应的溶滴过渡方式适应的焊接作业200-500A MIG 0.9-1.6射流过渡或亚射流中板、厚板焊接平焊、水平角焊0.9-1.2 短路过渡薄板、中板焊接(全位置)200-400A脉冲MIG 0.9-1.6介于大滴状过渡与射流过渡的中间过渡薄板、中板焊接(全位置)100-125A细丝MIG 0.4-0.8 短路过渡薄板焊接(全位置)大滴状过渡区射流过渡区亚射流过渡短路过渡焊丝直径1.6mm保护气体氩气数字表示电弧长临界电流焊接电流(A)电弧电压(V)图3-5亚射流过渡3-2脉冲MIG 焊接法MIG 焊接时作为理想的熔滴过渡方式是射流过渡,但是由于需要大电流没法适应于薄板的焊接。
另外,即使使用短路过渡在焊接铝、铜合金或特殊钢材时有时也会有困难。
在这种情况下可以使用”脉冲焊接法”。
脉冲焊接法中使用周期性的脉冲电流(图示Ip)上述脉冲电流产生的电弧力使焊丝端部生成的熔滴脱离焊丝。
基值电流(Ib)起到将焊丝端部熔化的作用。
脉冲焊接可以有效的用于薄板、特殊金属的焊接以及全位置焊接。
3-3熔滴过渡与熔深形状MIG 焊接中有各种熔滴过渡方式,各种溶滴过渡方式的焊接熔深不同。
与CO 2电弧焊接及手工电弧焊接一样短路过渡时的熔深形状是接近半圆形。
射流过渡(或亚射流过渡)时由于等离子气流速度变高,焊接熔深变成独特的指形熔深。
如图3-7(b)所示,具有指状熔深的焊缝的熔深部宽度与焊缝宽度相比较窄,所以,在焊接时,要注意对中。
时间 Ic,平均电流基值电流脉冲电流 焊接电流(A )图3-6 脉冲电流波形及熔滴过渡熔滴过渡图3-7 MIG 焊接中的熔深情况(a)短路过渡情况(b)射流过渡情况3-4清洁作用在焊丝接正(直流反极性)的MIG焊接中,在母材表面的氧化膜上产生阴极斑点,由于阴极斑点处电流密度很高,可以简单的将氧化膜去掉。
另外,因为阴极氧化斑点有自动寻找氧化膜的性质,所以,可以不断除去氧化膜。
因为可以将氧化膜去掉,所以将上述作用称为”清洁作用”。
在焊接表面附有致密的氧化膜的铝材料时,上述作用很重要。
如图3-8所时,焊缝附近变成白色处就是通过清洁作用被去除掉氧化膜的部分。
当高熔点的氧化膜较厚时,仅靠电弧的清洁作用将无法完全去除氧化膜。
所以,这时要在焊接以前清理母材(譬如用钢丝刷磨刷母材等)。
4.MIG 焊机4-1 MIG 焊接电源MIG 焊机大致可以分为直流焊接电源及直流脉冲电源两类,上述两种焊接电源各有特点,按使用的用途的不同分别使用。
4-1-1直流电源MIG 焊接电源根据其外特性可以分为平特性电源及垂直下降电源两类。
一般MIG 焊接使用平特性电源,只要设定好焊接电源,则在此焊接电流下的送丝速度将保持一定(等速送丝)。
1、平特性电源电弧的自身调节首先假定交点K 0及焊接电流I 0、电弧长度l 0的焊接状态A 0为安定的焊接状态。
现在假设由于焊枪的抖动等原因移动到A 1的状态。
电弧长度将从l 0增加到l 1,电弧发生点将转移到K 1,焊接电流将减小到I 1。
由于电流的减小焊丝的熔化将降低,但送丝速度不变,所以电弧可以自动地回到原先的稳定状态A 0。
相反,如果电弧变短到A 2状态,则电流将增加。
同样可以自动地回到原先的稳定状态A 0。
以上就是平特性电源的弧长自身调节功能。
[即使有抖动,也能保持得到稳定电弧的平特性电源]图4-1 电源平特性与电弧静特性母材焊接电流为电弧长度用电压调整旋钮可调电弧长度电压2、垂直下降外特性电源电弧的自身调节功能在MIG 焊接电源中也使用有垂直下降特性的直流电源。
电源的垂直下降外特性如图4-2所示,即使电弧电压有变化焊接电流也能保持稳定。
电弧的发生点为电源的外特性曲线与电弧静特性曲线(图中的l 0,l 1,l 2)的交点。
使用垂直下降外特性电源时,即使电弧电压有变化也可以得到均一的焊接熔深,所以适合于厚板大电流的MIG 焊接。
[可以得到均一的焊接熔深的垂直下降外特性电源]4-1-2直流脉冲电源脉冲焊接时使用脉冲电源。
其原理如第6页所述,由于使用脉冲电流,即使在小电流区也能得到稳定的射流过渡。
所以,脉冲焊接适合于: 1、使用小电流的薄板焊接 2、特殊金属及异种金属的焊接 3、有熔透不良可能性的中厚板的全位置焊接4-2逆变控制与模糊控制的脉冲MIG 焊机的特点最近的MIG 焊机中开发了高性能、高质量的新式脉冲焊机,特别是在铝的MIG 焊接中发挥作用。
电压电弧长度焊接电流为电弧长度 通过电流调整旋钮可母材图4-2 电源垂直下降特性与电弧静特性4-2-1低频切换脉冲焊机的特点利用逆变控制高速控制焊接电源,另外,大阪变压器公司采用独特的低频切换脉冲焊接法进行铝的脉冲MIG焊接。
图4-3中表示了低频切换脉冲焊接法的原理。
使用低频脉冲焊接法可以得到与TIG焊接相媲美的焊缝成型。
得到美观的、鱼鳞状的焊缝成型逆变控制电源对输出电流进行高速控制高精度的等速送丝铝的MIG焊接将2组不同的脉冲进行周期性的低频切换+ =图4-4 铝板低频切换脉冲焊接后的鱼鳞状焊缝成形脉冲电流波形时间电流低频信号脉冲2图4-3低频切换脉冲焊接法的原理脉冲14-2-2模糊控制的逆变式脉冲MIG 焊机的特点利用模糊控制后焊接参数的设定将变的简单,可以监视焊接过程中的电弧状态,自动地将电弧控制在最佳状态。
通过对电弧的模糊控制自动以调节输出电压使得电弧长度保持最佳。
图4-5中是“没有模糊控制”的焊缝的外观与“有模糊控制”的焊缝外观相比较。
通过模糊控制可以自动地监视焊接中的母材的温度、清洁作用、气体保护等的变化引起的电弧状态的变化,自动将电弧控制在最佳状态。