Fanuc系统更换电池
FANUC机械臂原点设置
FANUC机械臂原点设置
图1
图2
图3
图4
图5
图6
图7
图8
全轴原点设置:
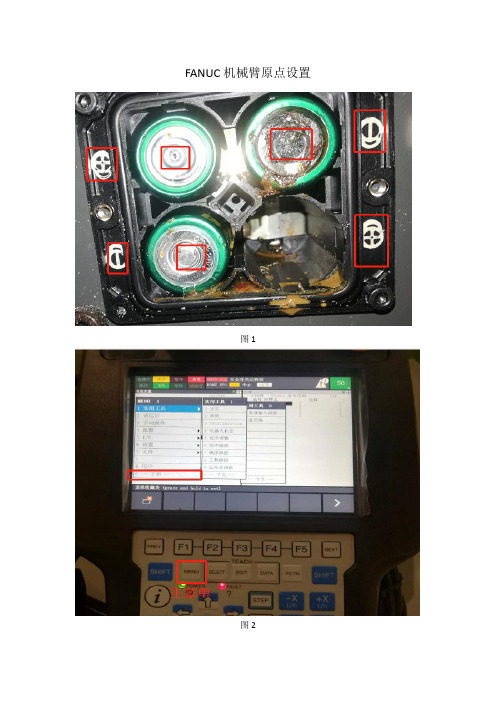
1:更换电池如图1(正负极切记不能装反,电池为4节2号电池,原装电池品牌为松下)
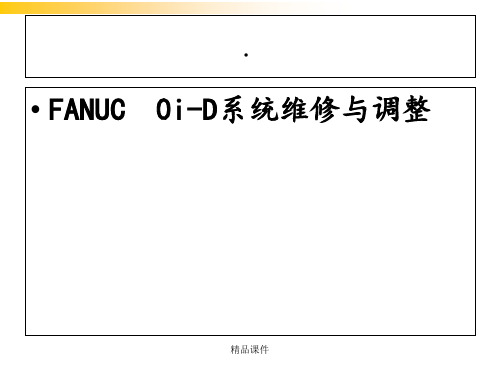
2:选择“主菜单”按键(如图2)→“下页”(如图2)→选择“系统”(如图3)→选择“零点标定/校准”(如图3)→点击“RES_PCA”解除脉冲报警(如图4)→关机重启→手动关节把机械臂每个轴移到原点位置→选择“全轴零点位置标定”(如图4)点击“ENTER”(如图6)键→选择“更新零点标定结果”(如图5)点击“ENTER”(如图6)→点击“完成”(如图5)→关机重启(原点设置OK)
单轴原点设定(空间狭小,各轴不能完全回到原点位置,可先使可以回原点的几个轴回原点设置,进行全轴设置,剩余不在原点位置的轴可单独轴原点设置):
將需要设置原点的轴摇到零点,选择“简易零点标定(单轴)”(如图7),把“0改为1”(如图8)点击“执行”(如图8)则自动设置原点
注:设置原点时,每个轴需要旋转位置至少250mm,否则有可能原点设定不了,每个原点位置都有刻痕或标识牌
机械臂原点位置如下图:。
FANUC系统电沲更换说明

CNC车床与综合加工中心机电池更换说明过年前停机时好好的,为什么过完年机台开机就产生「故障2」的警示灯亮起呢?一般机器设备在开机状态下,记忆用的电池消耗量很少(FANUC基板或线路有问题时耗电量会异常),当机台总电源关机时,机台参数资料即由电池保持记忆。
机台开机时,当电池电量不足时,屏幕下方会出现“BAT”闪烁警示,如果未即时更换电池,就会产生「当机」。
电池位置区分为FANUC计算机用电池、FANUC伺服控制器用电池与伺服刀塔控制用电池一、FANUC计算机用电池:主要在记忆计算机参数(1)3T与10T/M控制器在电气箱内部,0T在电气箱外部(如图5),使用三颗1号碱性电池。
图5 计算机电池盒(2)0I-TA/B(0I-MA/B)控制器在电气箱内部(如图6),使用FANUC专用锂电池。
图6 0I-TA电池 0I-TB电池(3)18I-TB(18I-MB)控制器在操作箱内部(如图7),使用FANUC专用锂电池。
图7 18I-TB电池(4) 0I-TC(0I-MC)控制器在操作箱内部(如图8),使用FANUC专用锂电池。
图8 0I-TC电池二、FANUC伺服控制器用电池:主要在记忆机台绝对位置(使用绝对式马达才有)(1) 0I-TA/B(0I-MA/B)、18I-TB(18I-MB)控制器在电气箱内部(如图9),使用FANUC专用电池。
(2) 0I-TC(0I-MC)、18I-TC(18I-MC)控制器在电气箱(如图10)CNC车床在外部综合加工机在内部,使用四颗1号碱性电池。
图9 0I-TA/B伺服电池 图10 0I-TC伺服电池盒三、伺服刀塔控制用电池:主要在记忆伺服刀塔控制器参数,当电池电力不足时只会再控制器显示“A90”或A9开头的警告,请定期检查或更换(如图11)。
此电池采用三菱控制器专用电池,一般新品正常电压约3.6V,当电压低于3.2V即要更换,因为当电压处于临界点时偶尔会产生讯号检测不良的问题。
FANUC数控系统维修及参数2

FANUC数控系统维修及参数2009-8-15 8:41:04 FANUC数控系统维修技巧1由于现代数控系统的可*性越来越高,数控系统本身的故障越来越低,而大部分故障主要是由系统参数的设置,伺服电机和驱动单元的本身质量,以及强电元件、机械防护等出现问题而引起的.设备调试和用户维修服务是数控设备故障的两个多发阶段。
设备调试阶段是对数控机床控制系统的设计、PLC编制、系统参数的设置、调整和优化阶段。
用户维修服务阶段,是对强电元件、伺服电机和驱动单元、机械防护的进一步考核,以下是数控机床调试和维修的几个例子:例 1 一台数控车床采用FAGOR 80 2 5控制系统,X、Z轴使用半闭环控制,在用户中运行半年后发现Z轴每次回参考点,总有2、3mm的误差,而且误差没有规律,调整控制系统参数后现象仍没消失,更换伺服电机后现象依然存在,后来仔细分析后估计是丝杠末端没有备紧,经过螺母备紧后现象消失。
例2一台数控机床采用SIEMENS 81 0T系统,机床在中作中PLC程序突然消失,经过检查发现保存系统电池已经没电,更换电池,将PLC传到系统后,机床可以正常运行.由于SIEMENS 810T系统没有电池方面的报警信息,因此,SIEMENS 81 0T系统在用户中广泛存在这种故障。
例 3 一台数控车床配FANUCO -TD系统,在调试中时常出现CRT闪烁、发亮,没有字符出现的现象,我们发现造成的原因主要有 :①CRT亮度与灰度旋钮在运输过程中出现震动.②系统在出厂时没有经过初始化调整。
③系统的主板和存储板有质量问题。
解决办法可按如下步骤进行:首先,调整CRT的亮度和灰度旋钮,如果没有反应,请将系统进行初始化一次,同时按R ST键和DEL键,进行系统启动,如果CRT仍没有正常显示,则需要更换系统的主板或存储板。
例 4 一台加工中心TH6 2 40,采用FAGOT80 55控制系统,在调试中C轴精度有很大偏差,机械精度经过检查没有发现问题,经过FAGOR技术人员的调试发现直线轴与旋转轴的伺服参数的计算有很大区别,经过重新计算伺服参数后,C轴回参考点,运行精度一切正常.对于数控机床的调试和维修,重要的是吃透控制系统的PLC梯形图和系统参数的设置,出现问题后,应首先判断是强电问题还是系统问题,是系统参数问题还是PLC梯形图问题,要善于利用系统自身的报警信息和诊断画面,一般只要遵从以上原则,小心谨慎,一般的数控故障都可以及时排除。
发那科fanuc维修手册_内部资料

序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→1 2)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输未设参数参数10#7位设1入刀偏量11 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的模块严重烧毁由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
FANUC-(0i-D)系统维修与调整
精品课件
➢更换控制单元的保险丝 :
精品课件
➢电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
精品课件
➢ 校正方法
校正步骤
1) 将触摸面板的定标画面置于有效。(将参数DCL (No.3113#5)设定为1。)
2) 按下功能键[SYSTEM]。
3) 按扩展菜单键
数次,显示软键[触摸板]。
4) 按下软键[触摸板]、[(操作)],显示软键[TP补偿]。
精品课件
5) 按下软键[TP补偿],出现触摸屏补偿画面
④ 更换主板。恢复其它拆装部件,仔细精检品查课确件认无误。
➢ 轴卡的拆装方法 : 拆卸方法: ① 将固定轴卡的压片(2处)的卡爪向外拉,解除闩锁。(图a) ② 将轴卡向上方拉出。(图b)
精品课件
➢FROM/SRAM模块的拆装方法 : ① 将板两侧的卡爪向外打开。(图a) ② 朝斜上方拔出模块。(图b)
精品课件
FANUC如何更换电池
FANUC如何更换电池
1更换控制器主板上的电池
程序和系统变量存储在主板上的SRAM 中,由一节位于主板上的锂电池供电,以保存数据。
当这节电池的电压不足时,则会在TP上显示报警(SYST-035 Low or No Battery Powerin PSU)。
当电压变得更低时,SRAM 中的内容将不能备份,这时需要更换旧电池,并将原先备份的数据重新加载。
因此,平时注意用Memory Card或软盘定期备份数据。
控制器主板上的电池两年换一次1)准备一节新的3V锂电池(推荐使用FANUC原装电池)。
2)机器人通电开机正常后,等待30秒。
3 )机器人关电,打开控制器柜子,拔下接头取下主板上的旧电池。
4 )装上新电池,插好接头。
2更换机器人本体上面的电池
1:保持机器人电源开启,按下机器急停按钮。
2:打开电池盒的盖子,取出旧电池。
3:换上新电池。
(推荐使用FANUC原装电池注意正负极)4:盖好盖子,上螺丝。
FANUC系统电池更换及相关报警
930 报警(CPU 中断) 原因和处理: 在正常运行中产生了不该产生的中断。无法确认故 障原因,有可能是CPU 外围电路发生故障。如果 在电源断开再接通后运行正常,则可能是外部干扰 引起的。 解决方法: 更换CPU 卡,主CPU 板。 环境干扰测试 见抗干扰的方法章节,测试CNC的 环境干扰
存储器备份电池的更换: 零件程序,偏置数据及系统参数都保存在控制单元中的 CMOS 存储器 中,CMOS 存储器的电源是由装在控制单 元前板上的锂电池提供的,主电源即使切断了,以上的数 据也不会丢失,因为备份电池是装在控制单元上出厂的。 备份电池可将存储器中的内容保存大约 1 年。 当电池电 压变低时,CRT 画面上将显示「BAT」报警信息。同时电 池报警信号被输出给 PMC。当显示这个报警时,就应该 尽快更换电池, 通常可在两周或三周内更换电池。究竟 能使用多久,因系统配置而异。 如果电池电压很低,存 储器不能再备份数据,在这种情况下,如果接通控制单元 的电源,因存储器中的内容丢失,会引起 935 系统报警 (ECC 错误),更换电池后,需全清存储器内容,重新 送数据。 更换电池时,控制单元电源必须接通。当电源 关断时,拆下电池,存储 器的内容会丢失,这一点一定 要注意。
原因和处理: 此报警是DRAM(动态RAM)的奇偶错误。 要点分析: 在FANUC 0 i 数控系统中,DRAM 的数据在读写过程中,具有奇偶 校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发 生奇偶校验报警。ALM910 和ALM911 分别提示低字节和高字节的 报警。 解决方法:应考虑主板上安装的DRAM不良。更换主板。 (b)对于 0iB 或其他:910~911 报警(SRAM奇偶校验错误) 原因和处理: 此报警是SRAM(静态RAM)的奇偶错误。 要点分析: 与DRAM 一样,SRAM 中的数据在读写过程中,也具有奇偶校验检 查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶 校验报警。ALM912 和ALM913 分别提示低字节和高字节的报警。
FANUC Oi-MD数控系统驱动器电池改造方案
1 . 问题 的 引 出
新购的气 ¨ 他 川l l I m现 r i 个
・
严 重 厄法 倬 涉f ;
是 : 多检 测
密 H 的
巾 ,l 发 J : l 方 的 掸
’ 柃 验 饥 的 题 : , 次
过 的 气 ¨密 、 Ⅲ { 皮损伤 需 修 。
货 “ J卜施 J J I l・ 定n I 力 ( 数 下 范) J 往 空 崆 _ } 入 - l 定 力 的 缩 气 ,然 J 芙 进 气 , 馀 电压 6
申 连 接 成 『 乜压 为6 V的 l 池 ,
怀 准 备什 如I k 】 1 所示。
后 衢I 池 的 基本 嘤 求 l L L 压 为
矧 2
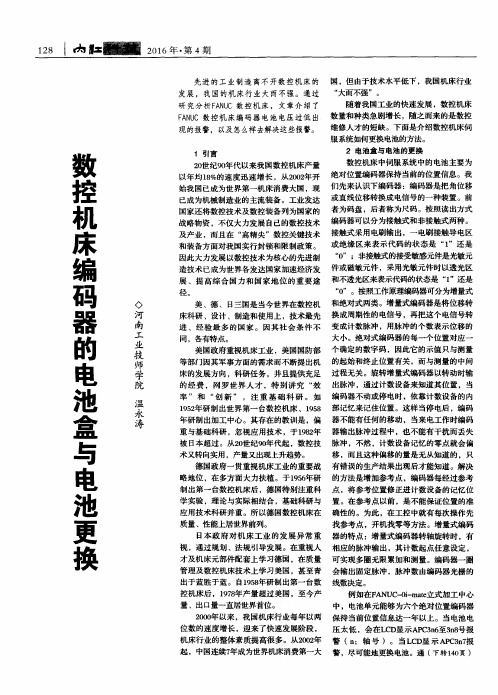
3 殴箭 系统 外部稳 器电池组位 置
『 毛 工 冷 加 工
?
的 瑕 疵 ,此 种 法 仃 儿 t _ 嘤
置 失 ; 义l k ] F ANUCI 也池 采购
期 长,. 6 I } 川r , 换
每 次 放
更
・ 次l 池 也略 显 实际 。
1 . 电池 组 的组 成
F ANuC 标 准后 备 i 池 怂采 川 4 1 ‘ i 6 V 高 乜池 进 坪、
器绝对 位 置 ,设 备闲 置时 均要 靠 电池 电 力来保 证编 码 器绝 对位 置 不丢 失 ,如 果 电池 电量低 的报 警提 示 不被 及时 发现 .会直接 导 致 编码 器 位置丢 失 , 叉因F ANUC电池 采购周期 长 费用 高 针 对设 备的特 殊 使 用环 境 ,结合 设 备 系统 原理 对 电池进 行改 造 。
} l i 々 :卢 燕 明
fanuc机器人电池更换实训内容 -回复

fanuc机器人电池更换实训内容-回复Fanuc机器人电池更换实训内容在工业自动化领域,Fanuc机器人被广泛应用于各种生产线和工厂。
作为这些机器人的核心部件之一,电池的正常运行对机器人的稳定性和可靠性至关重要。
然而,电池寿命有限,随着使用时间的增加,电池的性能会逐渐下降,最终需要更换。
本文将详细介绍Fanuc机器人电池更换的实训内容,帮助读者了解如何正确进行此项操作。
一、实验前准备1. 确定机器人型号和电池类型:Fanuc机器人有多个型号和电池类型,不同型号和类型的机器人所使用的电池也各不相同,因此在进行实训前,需要先确定机器人型号和电池类型,以购买相应的电池作为更换备用。
2. 关闭机器人电源:在更换电池之前,务必先关闭机器人电源,以避免电流冲击和其他意外事故的发生。
二、电池更换步骤1. 打开机器人控制柜:根据机器人控制柜的位置和型号,打开相应的门或盖板,进入控制柜内部。
2. 定位电池模块:在控制柜内,可以看到一个专门用来存放电池的模块。
根据不同机器人型号和电池类型的不同,该模块的位置和形式也会有所不同,有的是一个专门的电池板,有的是一个电池盒。
根据实际情况,找到电池模块的位置,将其取出或打开。
3. 拆卸旧电池:拆卸电池的具体步骤和方式也因机器人型号和电池类型不同而异。
一般来说,可以先拆卸电池连接线或插头,然后将电池从模块或盒中取出。
4. 安装新电池:将购买好的新电池安装到电池模块或盒中。
注意要正确连接电池连接线或插头,确保连接牢固。
在安装电池的过程中,要注意避免造成电池损坏或短路。
5. 关闭电池模块或盒:将安装好新电池的电池模块或盒重新放回原位,并将其盖好或固定好。
确保电池的安装位置稳固。
6. 关闭机器人控制柜:将机器人控制柜的门或盖板关闭,并确保固定牢固。
三、实验操作安全事项1. 严禁在机器人电池更换过程中进行任何非相关的操作。
确保在实训过程中只有熟悉操作的人员在场,其他人员要远离实验区域,以确保操作的安全性。
发那克(FANUC)故障与维修经验总结
发那克(FANUC)故障与维修经验总结发那克(FANUC)故障与维修经验总结cnc,电脑锣数控机床的故障分析:数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
我公司有几十台数控设备,数控系统有多种类型,几年来这些设备出现一些故障,通过对这些故障的分析和处理,我们取得了一定的经验。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC 系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。
数控机床编码器的电池盒与电池更换
机床行业 的整体素质提高很 多。从2002年 警 (n:轴 号 )。 当LCD显 示APC3n7报
起 ,中国连续7年成为世界机床消费第一大 警 ,尽可 能 地更 换 电池 。通 (下 转140页 )
140 i 肛霾 2016年·第4期
伤 ,另 外是 外 力所 造 成 的 ,通 常 是 别 人拍 击 造 成 挫 伤 ,严 重 的 学 生 掌 握 准 备 活动 的合 理 方 法 ,并 要 求 每 个 学生 做 好 充 分 的 准
术又转向实用 ,产量又出现上升趋势。
移 ,而且这种偏移的量是无从知道 的 ,只
德国政府一贯重视机床工业的重要战 有错误 的生产结果 出现后才能知道 。解决
略地位 ,在多方面 大力扶植 。于1956年研 的方法是增加参考点 ,编码器每经过参考
制出第一 台数控机床后 ,德国特 别注重科 点 ,将参考位置修正进 计数设备的记忆位
1952年研制出世界第一台数控机床 、1958 部记忆来记住位 置。这样当停电后 ,编码
年研制出加工 中心 。其存在的教训是 ,偏 器不能有任何的移动 ,当来 电工作时编码
重与基础科研 ,忽视应用技术 ,于1982年 器输 出脉冲过程中 ,也不能有干扰而 丢失
被 13本超过。从2olt ̄纪9O年代起 ,数控技 脉冲 ,不然 ,计数设 备记忆的零点就会偏
床科研 、设计 、制造和使 用上 ,技术最先 换成周期性 的电信号 ,再把这个 电信号转
进 、经 验 最 多 的 国 家 。 因 其 社 会 条 件 不 变 成 计 数脉 冲 ,用 脉 冲 的个 数 表 示 位 移 的
同 ,各 有特 点 。
大小 。绝对式编码器的每一个位置对应一
美国政府重视机 床工业 ,美国国防部 个确定的数字码 ,因此它的示值 只与测量
Fanuc 电池更换步骤

Fanuc 伺服放大器的电池更换 1.机械电源在开启状态,如图3所示。
机械开机状态
图3
3 机械开机状态
机械开机状态
2.电池盒盖拆下后,依照正负极符号,正确更换新电池,如图
3.更换后,锁上外盖。
4.故障若持续产生,请立即与本公司服务部门联系。
在更换电池过程中,有断电或有异常现象,请勿移动轴向继续加工,立即联系公司服务部门,由服务人员前往现场了解排除后再加工,定期保养更换电池,是有助于预防故障产生。
FANUC全部系列使用的锂电池是不可以充电的(如图1),切勿拿至充电器充电,原厂建议,不论模块使用锂电池或1号碱性电池,对于α系列及β系列的伺服系统,1年更换1次电池,αi系列及βi系列的伺服系统,2年更换1次电池,更换锂电池时,容易碰触模块高压电,需特别注意,若没有把握,请交由服务人员安装更换。
以上是Fanuc电池的更换步骤!如遇到无法传程序(F4)或机床直接报警电池电量低时,请让客户换电池。
问题故障如图:
请在以后机床安装或调试中,提醒客户每年换一次电池并把文件拷给客户(有的机床电池不到两年就需更换)。
更换电池不在保修范围!
Walter
Shen Wei
2010-9-28。
FANUC 系统的电池型号

β系列伺服电机
绝对位置编码器用
A98L-0031-0011(6V)
系统用(新电池)
A98L-0031-0012(3V)
新电池
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS10/11/12
系统用
干电池1号1.5*3
盒:A02B-0236-C281
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS2/3
系统用
干电池1号1.5*3
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS16/18-A
系统用(旧电池)
A98L-0031-0007(3V)
用A98L-0031-0012代替
系统用(新电池)
A98L-0031-0012(3V)
新电池
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS16/18-B/C
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS21-TA/MA
系统用
A98L-0031-0006(3V)
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FS21-TB/MB
系统用
A98L-0031-0006(3V)
绝对位置编码器用
干电池1号1.5*4
盒:A02B-6050-K060
FPM-A/B/C/D
FPM-F/H
系统用
A98L-0031-0006(3V)
绝对位置编码器用
干电池1号1.5*4
FANUC数控车床更换电池的方法探讨

0 { 1 { 臀 息仃 两种: 址{ } j 信息 : 如何 给
( 2 ): 机 床 进 入 “ b d i t ” 状急 教1 8 1 5 。发 现 1 8 1 5 参 数 :
表 1
5
( :
刊 , t i l j
电池 电压为 0 H冉 1 我 们就分删针对 两种情况进 f r 分忻 ,
表3
榉7 【 1 1 8 1 5
X 0
捌 整
分 钟
#6 R( ) N
0
5
A】 ’ ( :
#4
AP Hale Waihona Puke 1 ≠ ≠ 3
D( : R
1
≠ ≠ 2
D( 2 I
0
T
图 1
Z
0
( 1
1
0
0
霉
、 ( 5 )如 l 床参数 光修} 。 5 ( 厄反 应,需要 于功 丁轮 f 如上 1 ,此l t即使我仃J 1 、 J 更换 了电池 ," l J 术仍然锁 不能运动 。 为此我 们查 厂久} l } 技术资料 , 并积儆剐J球技 术人 i 进 行沟通交流 , 终于总结 Ⅲ r解决这 问题 的 , J 法 ,并 披 』 ! ( { 步骤 执 ,刈机眯进 行维护保养 。
#5
AP ( :
【 I
#4
APZ
1
≠ ≠ 3
D( : R
1
≠ ≠ 2
D( : L
O
丁
_ r -
!
,
黜 : 冀 杂 荽 琶 漕 《 “
睁 辑 ・ 静 々 , ^ 攫震 - 漳
FANUC_系统的电池型号

干电池 1 号 1.5*4 盒:A02B-6050-K060 干电池 1 号 1.5*3 盒:A02B-0236-C281 A98L-0031-0011(6V)
A98L-0031-0007(3V) 用 A98L-0031-0012 代替 A98L-0031-0012(3V) 新电池 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0031-0007(3V) 用 A98L-0031-0012 代替 A98L-0031-0012(3V) 新电池 A98L-0031-0006(3V) C 系列电源,+24V 输入 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0001-0902(6V) 锂电池 A98L-0031-0012(3V) 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0001-0902(6V) 锂电池 A98L-0031-0006(3V) 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0031-0006(3V) 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0031-0006(3V) 干电池 1 号 1.5*4 盒:A02B-6050-K060 A98L-0031-0006(3V) 干电池 1 号 1.5*4 盒:A02B-6050-K060 干电池 1 号 1.5*4 盒:A02B-6050-K060
FANUC 系统的电池型号
NC 机种 FS0iA FS0ib
区分 系统用 α 系列伺服用电池 系统用
规格
备注
A98L-0031-0006 A98L-0001-0902(6V) 锂电池 A98L-0031-0012
ALPHA i 伺服用电池 A98L-0001-0902(6V) 锂电池 FS0 FS16/18-A 系统用 绝对位置编码器用 系统用(旧电池) 系统用(新电池) 绝对位置编码器用 FS16/18-B/C 系统用(旧电池) 系统用(新电池) C 系列电源用电池 绝对位置编码器用 α 系列伺服用电池 FS16i/18i-A/B FPMi-D/H FS15i-A FS20-F FS21-TA/MA FS21-TB/MB FPM-A/B/C/D FPM-F/H FS15-A FS15-B 系统用 绝对位置编码器用 α 系列伺服用电池 系统用 绝对位置编码器用 系统用 绝对位置编码器用 系统用 绝对位置编码器用 系统用 绝对位置编码器用 系统用 绝对位置编码器用 系统用(旧电池) 系统用(新电池) 绝对位置编码器用 系统用 干电池 1 号 1.5*3 干电池 1 号 1.5*4 盒:A02B-0236-C281 盒:A02B-6050-K060
FANUC系统参数说明

的号码
• 3621 各轴负方向最远端的螺距误差补偿点的
号码0~1023
• 3622 各轴正方向最远端的螺距误差补偿点的
号码0~1023
• 3623 各轴螺距误差补偿倍率0~1023
• 3624 各轴的螺距误差补偿点的间距
• 12.3700-4900主轴参数。
如:3701#1=0使用第1、第2主轴串行接口
3)主轴设定
• 首先地4133#参数中输入电机代码,把4019#7设为1进
行自动初始化。断电再上电后,系统会自动加载部分
电机参数,如果在参数手册上查不到代码,则输入最
相近的代码。
• 初始化后根据主轴电机 参数说明书的参数表对照一下,
有不同的加以修改(没有出现的不用更改)。修改后
主轴初始化结束。
1624JOG移动时间常数
• 7.1800-3000伺服参数。
如:1815#1全闭环设置,分离型位置检测器
1815#5电机绝对编码器
1825=3000各轴位置环增益
1826=20各轴到位宽度
1828=10000各轴移动位置偏差极限
1829=200各轴停止位置偏差极限
1851反向间隙
1902FSSB设定,(自动设定时:1023,
1010的设置(车床为2,铣床3/4)
•
2)伺服FSSB设定和伺服参数初始化
1.
2.
3.
参数1023设为1:2:3,可按需设不同顺序。
参数1902。0=0,自动设置FSSB参数。
在放大器画面,指定各放大器连接的被控轴轴号(1,
2,3)。
按[SETING]软键,(若显示报警,要重新设置)
在轴设定画面上,指定关于轴的信息,如分离型检
FANUC系统报警信息诠释

FANUC系统报警信息诠释故障代码解释及应对措施1)SRVO–001 SVAL1 Operator panel E–stop 解释:按下在操作员面板或是操作箱上的紧急停止按钮。
如果 SYST-067(面板HSSB 断开连接)警报也同时发生,或是如果在面板上 LED 指示灯(绿色) 关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED 指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop. SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal). SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。
(措施 2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。
(措施3):确认连接面板电路板(CRS20 或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。
(措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。
替换开关或操作面板。
(措施5):替换示教盘。
(措施6):替换面板电路板。
注意:在执行措施7 前,完成整个控制器的备份来保存所有程序和设置内容。
(措施7):替换主板。
注释:与SRVO-213 同时发生时,可能是因为保险丝已经熔断。
采取与SRVO-213 相同的处理措施。
发那科fanuc数控系统常见问题及解决方法

发那科fanuc数控系统常见问题及解决方法学习2010-06-13 09:04:52 阅读106 评论0 字号:大中小订阅1、要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1?(FANUC 0i-TB) 请问FS10/11格式程序什么含义?它有什么特点?如何进行参数设定? 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答:18 使用FS10/11 纸带格式的存储器运行概述通过设定参数(No.0001 #1),可执行FS10/11 纸带格式的程序。
说明Oi 系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。
10/11 系列数据格式可用于存储器运行。
其它数据格式必须遵从Oi 系列。
当指定的数据值超出Oi 系列的规定范围时,出现报警。
对于Oi 系列无效的功能不能存储也不能运行。
详细参见B-63844C/01 编程18.使用FS10/11 纸带格式的存储器运行2、关于梯形图(0i-A)梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"(import), 选择"Memory card file" 再选择需要导入的文件名(传下来的梯形图),确定,就可以了。
3、还是老问题(FANUC-0i)专家同志:你好我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢?还得请您指导.谢谢4、参数不可改写(BJ-FANUC Oi-MB)最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。
Fanuc系统更换电池方法

Fanuc系统更换电池
Fanuc系统更换电池,必须在机床上电的情况下更换电池,不用更改任何参数。
否则需按照以下步骤:
系统:显示器后面的电池直接更换。
0I系统驱动器上的电池(电机绝对时用的,即无撞块回零用)更换后要重新设定参考点。
(FANUC 0I系统: 1815#5,1815#4 ,为无撞块回零参考点设定).
FANUC 0I MATE TD系统无撞块回零点的设定步骤:分别把X轴,Z轴放大器上的电池安装上。
把参数1815#5设为1 ,无撞块回零点方式有效。
把参数1815#4 设为零。
在手摇方式下分别把X轴,Y轴,Z轴摇到要设定为零点的地方,再把参数1815#4设为1. 把机床下电,再重新上电。
在手摇方式下分别把X轴和Z轴摇回100多MM ,
再把方式选择放到回零方式,分别进行手动回零操作。
回零完成后,相应轴的回零指示灯会亮。
(手动回零操作完后,X和Z轴的回零灯会亮。
表示零点位置设定完毕。
然后设定软限位的值:参数1320号和参数1321号。
在加工前需要重新进行对刀。
)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fanuc系统更换电池
Fanuc系统更换电池,必须在机床上电的情况下更换电池,不用更改任何参数。
否则需按照以下步骤: 1.Fanuc系统:显示器后面的电池直接更换。
2.FANUC 0I系统驱动器上的电池(电机绝对
编码器时用的,即无撞块回零用)更换后要重新设定参考点。
(FANUC 0I系统:1815#5,1815#4 ,为无撞块回零参考点设定). FANUC 0I MATE TD系统无撞块回零点的设定步骤:分别把X轴,Z轴放大器上的电池安装上。
把参数1815#5设为1 ,无撞块回零点方式有效。
把参数1815#4 设为零。
在手摇方式下分别把X轴,Y轴,Z轴摇到要设定为零点的地方,再把参数1815#4设为1. 把机床下电,再重新上电。
在手摇方式下分别把X轴和Z轴摇回100多MM ,再把方式选择放到回零方式,分别进行手动回零操作。
回零完成后,相应轴的回零指示灯会亮。
(手动回零操作完后,X和Z轴的回零灯会亮。
表示零点位置设定完毕。
然后设定软限位的值:参数1320号和参数1321号。