JUKI程序制作作业指导书
程序设计作业指导书
程序设计作业指导书一、概述本作业指导书旨在帮助学生完成程序设计作业,提供详细的指导和要求。
本指导书包含作业的背景介绍、任务要求、实现步骤和评分标准等内容,希望能够帮助学生顺利完成作业。
二、背景介绍在现代社会中,计算机程序设计已经成为一项重要的技能。
程序设计能够帮助解决各种问题,提高工作效率和生活质量。
本次作业旨在锻炼学生的程序设计能力,培养学生解决实际问题的能力。
三、任务要求本次作业的任务是设计一个简单的学生成绩管理系统。
系统需要实现以下功能:1. 输入学生的基本信息,包括学号、姓名、性别等;2. 输入学生的各科成绩,包括语文、数学、英语等;3. 计算学生的总分和平均分;4. 根据学生的总分进行排名;5. 输出学生的信息和成绩报表。
四、实现步骤为了完成上述任务,学生可以按照以下步骤进行操作:1. 设计程序的基本结构,包括输入、计算和输出等模块;2. 设计学生信息的数据结构,包括学号、姓名、性别等字段;3. 设计学生成绩的数据结构,包括各科成绩、总分和平均分等字段;4. 实现输入学生信息和成绩的功能,可以通过控制台输入或者文件读取等方式;5. 实现计算学生总分和平均分的功能,可以通过循环和条件判断等方式进行计算;6. 实现根据学生总分进行排名的功能,可以使用排序算法对学生进行排序;7. 实现输出学生信息和成绩报表的功能,可以通过控制台输出或者文件写入等方式进行输出;8. 进行测试和调试,确保程序的正确性和稳定性。
五、评分标准本次作业将根据以下标准进行评分:1. 程序的功能是否完整,包括输入、计算和输出等功能;2. 程序的代码是否规范,包括命名规范、缩进和注释等;3. 程序的运行效率和稳定性,包括是否存在错误和异常情况;4. 程序的界面设计是否美观,包括输出的格式和排版等;5. 程序的创新性和扩展性,是否有额外的功能或者改进的设计。
六、总结通过本次作业,学生可以提高自己的程序设计能力,熟悉程序的开发流程和方法。
JUKI使用说明书

KD-2077
MS 参数
产业装置事业部 客户服务部 SMT 中心
注意事项
(1) 未经许可,严禁擅自复印、复制本书的部分或全部内容。(包括软件和程序) (2) 本书的内容如有变更、恕不另行通告。 (3) 我们在编写本书内容时,力求准确无误。万一发现有错误、遗漏或可疑之处,请与所购买的销售
5. 版本升级.................................................................................................................... 5-1
5-1. 图像 ................................................................................................................................................................................................................................................ 3-1
3-1. 机器规格................................................................................................................................... 3-1 3-2. 原点粗调整 ............................................................................................................................... 3-2 3-3. 附属装置(选项) ......................................................................................................................... 3-3 3-4. 动作规格................................................................................................................................... 3-4 3-5. 注释 .......................................................................................................................................... 3-9
JUKI程序制作作业指导书

输入从基准电路的电路原点到基准电路左下角的尺寸。
⑥首电路位置
就是电路的原点。输入从基板位置基准来看的基准电路的电路原点的位置。
⑦电路数目
X方向与Y方向,输入各方向的电路数。(如图中是X=2;Y=2)
⑧电路间距
基板传送的横向设为X,与基板垂直的方向设为Y,输入各方向电路之间的尺寸
⑨BOC标记位置图二输入从基板位置基准或电路原点到各mark点的中心位置的尺寸。BOC标记位置可以使用(HOD)进行调控图三⑩基板高度、基板厚度、背面高度
REV.
日期
变更内容
担当
确认
厦门技师学院现代制造工程系编号:REV.
厦门技师学院现代制造工程系编号:REV.
JUKI
贴片程序制作指导书
承认
确认
制作
机种:XXXX电路板
设备仪器:JUKI2060贴片机
图示盘的输入方法 图一
①元件前头位置
用从托盘外形开始的距离输入盘元件前头元件的中心位置(X、Y)。
A 基本设置:输入基板的基本构成。
B 尺寸设置:输入基板的详细尺寸。按照“基本设置”中的指定改变显示项目。
C 电路配置:指定电路的位置与角度的项目。仅当“基本设置”中已设置“多电路非矩阵”
时,方可选择。
4】基本设置
基本设置中有7个项目。
操作过程中选择符合生产基板的相应的项目。
切换基本设置/尺寸设置/电路配置。(竖的一排)
厦门技师学院现代制造工程系编号:REV.
JUKI
贴片程序制作指导书
承认
确认
制作
机种:XXXX电路板
设备仪器:JUKI2060贴片机
图示
作业说明
完成以上步骤后
JUKI使用说明书
KD-2077
MS 参数
产业装置事业部 客服务部 SMT 中心
注意事项
(1) 未经许可,严禁擅自复印、复制本书的部分或全部内容。(包括软件和程序) (2) 本书的内容如有变更、恕不另行通告。 (3) 我们在编写本书内容时,力求准确无误。万一发现有错误、遗漏或可疑之处,请与所购买的销售
2. 控制菜单.................................................................................................................... 2-1
2-1. 起动方法................................................................................................................................... 2-1 2-2. 菜单内容................................................................................................................................... 2-1 2-3. XY轴移动 .................................................................................................................................. 2-2 2-4. Z任意坐标移动.......................................................................................................................... 2-3 2-5. 传送控制................................................................................................................................... 2-4 2-6. 个别控制传送............................................................................................................................ 2-5 2-7. 照明图 ...................................................................................................................................... 2-6
JUKI基本操作及程式制作

十二﹒FEEDER 前后兩個平台
放置FEEDER
使FEEDER自動送料
FRONT(前面)
REAR(后面)
二.基本操作
調機(一)
1.用鍵盤上的ALT鍵將光標激活. 2.選擇4/setup下的4/ manual control…. 并打開.ent contol of conveyou…. 4.出現以下畫面:
(×)stop pin
( )support plate . . .
ON OFF ON/OFF
State . . . . . .
EXIT
基本操作
調機(二)
5.將光標用TAB鍵移動到 (×)stop pin 上,再將光標移動到 上O按N下Enter鍵升起stop pin . 6.用同樣的方法將貼片平台上下來調整PCB的固定邊的PIN. 7.調整完后請按正常步驟退出,也就是將光標移到EXIT上 按下ENTER鍵.
3/prod
4/setup
5/maint
……
選取主畫面的file命令﹐在彈出的下拉式菜單中選取new命令即 可完成新建一個程式﹒按下enter后它會自動進入PWB DATA
PWB 基本參數(一)
程式地址
PWB 基本參數(二)
寫完后按OK
PWB 基本參數(三)
Pwb size:板的長和寬. Hole referencn:孔定位的坐標. Pwb layout offset:參考點與板邊的距離 Circuit layout:單片的大小. Circuit layout offset:第一連片到連
注意:退出后會提示要不要優化和存檔直接按ENTER. 程式編寫我們到此告一段落,下面我們了解一下生產情況。
Juki 機生產模式
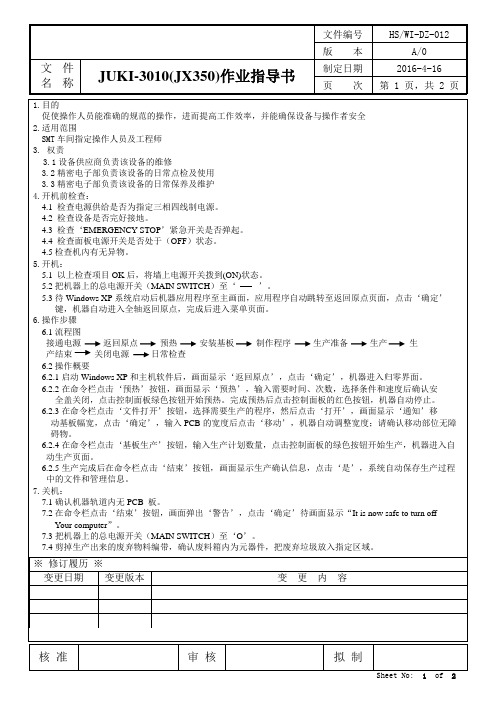
JUKI贴片机作业指导书

JUKI贴片机作业指导书适用机型所有机型作业内容SMT贴装作业受控编号SMT-03 版本 1.0 页码第1页,共1页一,开机1、检查机内及机顶是否有物品,有则拿开。
并检查气压是否在0.44-0.55Mpa之间。
(图1)2、打开电源主开关(图2),等待约10分钟进入主画面菜单。
3、等到出现回原点提示,确认MTC在Line On状态并按回车键,进行初始化。
4、如果停机超过24小时,点击主菜单的“WARM UP”图标暖机10分钟。
图示:二,调入程序点击“Open”图标,选择PWB生产程序,并点击“Production”进入生产模式进行生产。
三,运行1、运行前,确认机器运转是否正常、吸嘴的型号和位置是否正确。
2、上料,操作员按Feeder表进行装料\自检再次核对物料\通知巡检员查料并视教各Feeder吸取位置,巡检员按实物编号和明细、电脑物料编号、Feeder表物料编号和明细进行核对查料,查料时要注意有极性元件的方向是否统一,特别盘装元件要续一检查。
3、生产,再次检查机器内有无其它物品及MTC在线后(有MTC时),按机器面板的绿色按钮“Start”键并根据提示进行生产;<红色按钮“Stop”为停止键,按一次暂停,按两次终止生产;“Single Cycle”为单板运行模式,按下时按钮发亮;注意:其它按钮请绝不要随便使用。
指示灯说明:<绿灯亮为正常生产,绿灯闪为待板状态,红灯亮或黄灯闪为故障或无料状态>,根据屏幕提示进行操作。
4、换料,根据屏幕提示进行换料,并点击“Supply”进行所换物料的供给。
对于MTC的换料必须在机器报警无料或机器停止状态下,使MTC处于Line Off状态时才可进行。
另外还需要在“Patrs no.Stup”画面输入各盘IC的数量,使该画面可准确反映剩余IC数量,以预前准备IC。
换料可参照换料作业指导书。
5、其它如:BOC出错、VCS识别出错、激光视觉出错、MTC出错、吸取元件出错、抛料严重(部品损耗率一般为3‰)、气压不足等情况,应找技术员解决。
JUKI贴片机操作作业指导书
名称页次第 2 页,共 2 页7.5将机器的内外部清洁干净。
8.注意事项8.1 擦拭机器外壳不可以使用酒精、洗板水等有腐蚀性的溶剂;8.2 机器在运作过程中不得打开盖子,不得将手伸到机器内;8.4 操作人员不得私自修改机器参数;8.4在生产过程中,如果机器发出异常情况,要立即按紧急停止键,并叫技术员或工程师来处理;8.5机器处于生产或待生产状态时,严禁装卸供料器,必须按"STOP"键后,打开机盖作业;8.6禁止使用硬物撬取堵在飞达上盖内的料带与废胶带;8.7要及时清理废料带与废胶带,以免发生报警;8.8.装飞达前,一定要清理站台上的废料及杂物;8.9注意设备运行状况,及时处理故障,遇到紧急情况按下红色“EMERGENCY STOP”按钮。
按图标上箭头标识方向旋转“EMERGENCY STOP”按钮可解除停止状况;机器停止后,必须返回原点才能对机器进行其它操作;9.项目参数设置备注7.1.空气压力:0.5Mpa±0.05 Mpa7.2电源:三相380V/50HZ.8.3 PCB SIZE:MIN50×50mm~MAX410×360mm8.4PCB厚度0.3mm~4.0mm8.5贴片头旋转角度:0.05°~359.9°8.4机器的控制面板的各个功能键的作用见下图示。
10.相关文件和记录《设备保养表》《设备点检记录表》《设备履历表》11.质量管理系统程序《QUALITY SYSTEM PROCEDURE》12.控制面板功能键图示:连线(与IS联机)开始私服解除操作切换返回原点暂停/停止单次循环紧急停止。
JUKI程序制作程序作业指导书

潍坊职业学院机电工程学院 编号: REV.JUKI贴片程序制作指导书承认 确认 制作机 种: XXXX电路板设备 仪器:JUKI2080贴片机图示 作业说明数据种类内容基板数据包括基板的外形尺寸和BOC 标记的坐标位置等有关基板整体的数据。
贴片数据包括贴片点的坐标和贴片元件名称等。
元件数据包括元件的尺寸、包装方式等定心时所需的数据吸取数据包括带状送料器及管状送料器等元件供应位置的数据。
图象数据包括QFP、BGA 等图象识别所需的数据。
1】从下面的 桌面画面 启动 编辑程序。
2】生产程序由5个项目构成。
挨次排开是:基板数据→贴片数据→元件数据→吸取数据→图象数据的顺序来制作。
注意事项:(1) 要编辑程序前要新建,在文件下面白色的图标在进行编辑的过程中要注意上一项目未完成时不能打开下一项目。
例)未完成“基板数据”时,不能打开“贴片数据”。
REV. 日期变更内容 担当确认潍坊职业学院机电工程学院 编号: Rev承认 确认 制作JUKI贴片程序制作指导书机 种: XXXX电路板 材料规格 见BOM表设备 仪器: JUKI2080图示 作业说明3】基板数据基板数据由“基本设置”、“尺寸设置”、“电路设置”3个项目构成。
A 基本设置: 输入基板的基本构成。
B 尺寸设置: 输入基板的详细尺寸。
按照“基本设置”中的指定改变显示项目。
C 电路配置: 指定电路的位置与角度的项目。
仅当“基本设置”中已设置“多电路非矩阵”时,方可选择。
4】基本设置基本设置中有7个项目。
操作过程中选择符合生产基板的相应的项目。
切换基本设置/尺寸设置/电路配置。
(竖的一排)切换基板数据/贴片数据/元件数据/吸取数据/图象数据。
(横向一排)A:定位方式1.定位孔基准: 当基板上有定位销插入孔时,通过在此孔中插入基准销来进行定位(定心)的方法。
2.外形基准: 对基板的外围进行机械性固定,以决定基板位置。
不使用基板定位孔。
B:基板配置1.单电路板:是指在一块基板上仅存在一个电路的基板。
JUKI2050操作作业规程指导指导方案
※在不能完全进入监视器的大元件(6mm以上)的示教时使用。
◆指定3点,可将x坐标、y坐标及最大值和最小值的中间值作为坐标。
◆WINDOW:取由四方形框包围的中央坐标,如选择WINDOW,将在图像监视上显示四方形框。操作x、y的方向键,首先调整左边和上方的位置,然后按下ENTER键,接着调整左边和下边的位置,然后按下ENTER键,最后在按下ENTER键进行确定。
(6)、吸取跟踪结束后,在菜单栏中选择“机器操作”→“确认”→“坐标”→“高度跟踪”后显示如下图所示画面。
(7)、点击执行后,进入如下图所示画面,按键盘上的“F1”进行吸取高度的HMS测量,测量结果会在画面监视器中显示,(下图),并出现询问对话框,点击“是”,将测量结果反映到吸取数据中,按“F6”键进行下一点的测量,跟踪结束后按“ESC”返回吸取数据一览表画面。
作业员
上料前应先确认:
1.料架是否为良品料架;
2.料架供料步径与程序供料是否相符;
3.物料所上站位是否与料位排定表及程序料位设置是否一致;
料位表
作业员、技术员
程序调整内容:
1.MARK识别方式及范围的制作;
2.贴装坐标、贴装角度的确认;
3.元件吸取坐标、吸取高度的调整;
4.元件尺寸的检测;
作业指导书
更改时间
JUKI2050贴片机操作作业指导书
编制
日期
审核
日期
9、HOD(手动操作设备)的使用方法
<操作步骤>
1、使用鼠标选择示教的位置
2、按下“装置选择键”,选择示教的设备,(HMS:激光高度测量装置,HEAD:贴片头,CAMERA:摄像机等)。
3、在“画面监视器”显示子设备,按“功能键”选择子设备(贴片头时,为L1头)等。
贴片机作业指导书
作业指导书
文件编号:
版本:A1
JUKI贴片机作业指导书
页码:1/1
生效日期:
一、日的
为贴片作业提供指引,规范管理、使用。
二、范围
此作业指书适用于JUKI贴业。
四、内容
1:作业前期检查
(1):确认JUKI贴片机工作指示灯显示该机正常工作:
(2):确认其工作环境之温湿度在18℃~26℃,40%-75%大气湿度规定范围内,如工作环境发生变化,应及时调整:
3-1:操作结束后要关闭机器时,先退出所有机器正在运行的工作程序;
3-2:移动鼠标箭头,在主画面上选中“EXIT”选项并单击。即可退出运行的工用系统;在新弹出的“Shut Down(关闭系统)”选项用鼠标左键单击“YES(确定)”;退出系统安全关闭计算机。
五、注意事项
1、操作人员必须小心操作,机器在运转时,头、手切勿伸进机器运转的范围,以免发生意外;
1-3:在准备贴装前,将鼠标箭头指向操作窗口中的“基板生产”单击一下,按“开始键”即可开始贴装生产。
(2):热机
2-1:在长时间末开机运作的情况下要进行生产,首先应该进行热机复位操作。
2-2:用鼠标左键单击窗口中的“维护”选项点击“预热”在弹出的画面选择预热对象和时间,按“开始键”进行预热。
(3):关机
2、正在运转的机器如发生故障,必须在机器停止状态进行检查机器,严禁在运行中检查机器;
3、当操作人员在检查机器故障时,严禁任何人启动机器。
分发部门:制造部□品质部□SMT□生产部□工程部□货仓□
编写:黄锦文
审核:
批准:
(3):确认其气压在0.45-0.55Mpa之间;
(4):确认其通风系统正常工作。
JUKI_贴片机操作指引

04-01-2014頁數1 OF 7(PAGE)1.目的通过对贴片机的操作方法进行规定,确保制程中贴片的制造工艺正确合理,使设备稳定运作,以达到产品品质稳定和安全生产的目的。
2.范围本指引适用于SMT部JUKI贴片机的操作使用。
3.说明3.1当机器出现异常故障时操作员应通知管理人员或技术人员及时处理。
3.2PWB——基板(由单个或多个电路组成的印刷电路板)3.3ATC——自动工具交换装置(放置及交换吸嘴用,有30个位置)3.4OCC——位置校正摄像机(调校坐标位置用)3.5HMS——高度测量装置(调校吸取数据中元件的高度测量用)3.6MNLA——多吸嘴激光校准模块(通常叫激光头,用来识别元件的大小、高度及位置)3.7BOC——基准标记(通常叫Mark点,识别基板位置用)3.8HOD——手控操作盘(功能键见附表一)3.9面板——机台表面的操作按键(功能与使用见附表二)3.10机器操作流程04-01-2014 頁數 (PAGE)1 OF 74.操作指引4.1下图为JUKI-2050贴片机正面立体图4.2参照“机器操作流程”进行开机作业,参照《贴片机维护保养记录》对设备进行日常检查,确保设备处于正常的使用状态。
4.3转线时,按所生产产品要求调整轨道宽度、定位针及停止档的位置,并用基板在轨道上手动推行,保证轨道宽度适中、过板顺畅。
4.4如两台或多台机串机生产时,还需把中间的接驳台电源打开,并接好输入与输出信号线,最后把轨道调整到与前后两机的宽度适合。
4.5若为旧程序,先在“编辑程序”中“搬入基板”,确认BOC 位置在OCC 范围内。
如不在OCC 范围内需调整基板X 轴或Y 轴的偏移数据,直到正常为止(偏移数据的调整不会影响贴片位置的偏移,只改变贴片机头部OCC 识别BOC 的位置)。
4.6检查程序里基板数据中线路配置是否正确,贴片数据和元件数据中元件忽略是否正确,当有托盘IC 时还需检查其托盘XY 的元件个数。
JUK操作作业指导书

SMT 设备操作指导书更改记录更改内容更改人更改时间JUKI2050贴片机操作作业指导书编制 日期 审核 日期※目的:为提供机器操作标准,促使工作人员在操作设备时能完全符合作业规范,进而提升生产效率和产品品质,并确保设备与操作者的安全。
※ 设备使用条件1、 电源:AC220V (三相),50/60HZ,±10%,功率在2、 使用空气:±※ 设备操作 1、设备的启动(1)、向右旋转主体正面右侧的“电源开关”,接通电源。
(2)、Windows 启动,接下来显示机器的启动画面(图一)。
(3)、初始设置结束后,显示主画面,在此基础上显示返回原点的画面,单击确定按钮,进行返回原点(图二)警告:在进行回原点后,设备启动,操作者及其他人员绝对不要将手和头等身体部位伸入设备内部。
2、设备的关闭(1)、按命令按钮中的退出按钮(2)、在系统结束前,显示设备的安全方向设定的确认信息(图三)。
(3)、在现实结束的确认信息后,按下确认按钮,进行关机处理并结束系统(4)、当系统显示IT is now safe the turn off your computer 向左旋转电源开关切断电源。
!警告:切断电源(向左旋转主开关)时,务必在进行了上述操作后在进行。
SMT 设备操作指导书 更改记录更改内容更改人更改时间 JUKI2050贴片机操作作业指导书编制 日期 审核 日期显示屏紧急开关 工作板 轨道调整旋钮 电源开关改开关用于紧急停止,当设备出现异常动作或危及人体时使用,按下改开关后,马达及其他驱动部分停止工作,按箭头方向旋转该开关即可恢复。
画面显示器2、 预热(1)、从主界面的菜单栏中选择“维护”后,显示如图五所示的初始化窗口,可在此设定预热条件,按下<START>按钮后,进入预热状态。
(2)、在节假日结束后或在寒冷的地方使用时,需预热10分钟左右。
(3)在按《STOP 》开关或在画面上的“中止”按钮后,结束预热。
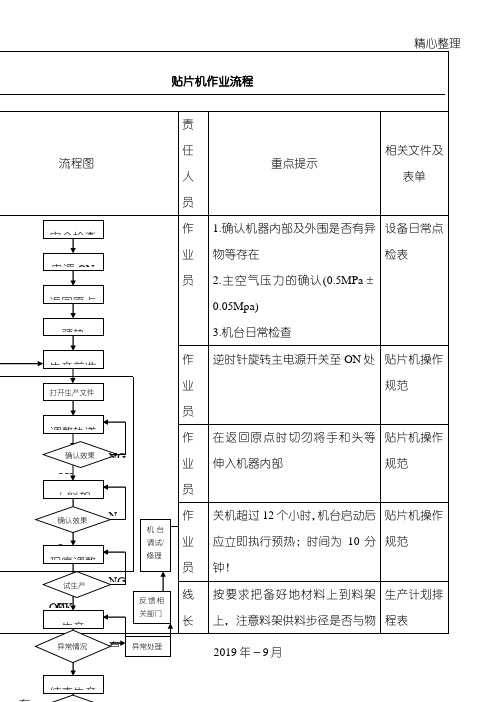
JUKI贴片机编程教程

JUKI贴片机编程指导说明程式编辑前,先让我们来简单的了解下常用的各部件操控面板开始生产送料台升降旋钮单片生产急停按钮回原点视屏监视器信号灯塔液晶显示器暂停/停止轨道宽窄调节主开关送料台电源插口有的时候发现一边多个顶料气缸没反应,先来检查一下这边的排查接口有没有插好,是否脱落顶料气缸停止传感器C-OUT 传感器光纤信号放大器等待传感器发射端接收端光纤信号放大器侧面有两个孔,插入光纤信号线,有光的一端为发射端,另一端为接收端;(当等待传感器处没有物体遮挡的情况下,光纤信号放大器上的数字一定不能小于5,否则一直会报传送错误,可以通过如图发射端和接收端来调整,增大数值)如图,鼠标点击“文件”,然后点击“新建”,之后会回到主页面,这时再点击“编辑程序”,然后会跳出一个文件对话框,再点击“取消”,这时就进入到了程序编辑页面。
下面开始基板数据的编辑①②③首先基板设置1.基板ID:输入你需要编程的文件名,或基板名2.定位方式:选外形基准3.基板配置:选非矩阵电路板4.坏板标记:选不使用5.BOC 类型选使用基板标记6.标记识别:选多值识别7.条形码处理注意:当没有坏板的时候,就选不使用,后面打开还是关闭,不要去管他:如果有坏板的时候,那就要选择使用,并且下面开始程式的编辑XY横向,也就是所谓的长纵向,也就是所谓的宽原点“基板设置”完成后,下面进入第二项“尺寸设置”1、我们先把整块PCB (X 、Y )的尺寸量好,也就是所谓的长宽,然后对应输到基板尺寸(X 、Y )中;2、再量出小块PCB (X 、Y )的尺寸,对应输到电路尺寸(X 、Y )中;3、然后再把轨道调到适合的宽度,按照下面的方法传入一块PCB 至机器内定位:①.鼠标点击菜单中图标;②.选择搬入基板;③.之后点击“执行”;④.待PCB 板传入后,并已定位,再点击“关闭”来关闭此对话框。
①②③④基板尺寸;整块拼板的尺寸;X 为横向,Y 为纵向基板设计偏移量边到板的距离,这里一般为零,下面电路设计偏移量也是一样电路尺寸小拼板的尺寸;X 为横向,Y 为纵向BOC 标记只要做两个就可以了,一般选PCB 的对角两个马克点,也可以在电路中找两个点,(焊盘,焊盘孔都可以,要求是不能有遮挡)可以用上面的“手工测量方法”量出尺寸输到对应的BOC 标记(X 、Y )中,这里不需要太精确,量出大概的位置就可以,然后再用相机去对更准确的位置(手工测量方法)对完make 点后,还需要编辑make 点,鼠标点到这边的方框里,然后再通过“打开相机(示教)”来编辑make 点,具体操作步骤(方法)如下:示教方向加速键方向键上一项下一项确定取消急停按钮在编辑make 前,我们先来大致的了解一下手柄上常用按键的功能;知道了按键的功能,我们下面开始详细的讲解一下make 的编辑:先来编辑第一个make 点,首先鼠标点到这边(方框),然后按下手柄上的“示教”按键,显示器上跳出“图一”对话框,同时相机显示器上出现“图二”。
JUKI机作业指导书

装置检查 ↓ 电源ON ↓ 返回原点 ↓ 预热 ↓ 设置基板JUKI机操作维修保养作业指导书 A.0 页码 1 of 1
开机程序 一、
1. 操作员点检机器日保养(按照贴片机保养记录表). 2. 确认气压是否在0.45~0.55MPA中 3. 开机,的到主开关,向右旋转主体正面右侧的"主开关"接触电源,方向
"ON"状态。
四.关机 1. 生产结束后,先退出生产主画面。
2. 生产画面退出后,再次退出Windows画面,在系统结束前,显示装置
的安全方向设定的确认信息,请按"确认"按钮进行关闭处理系统.
4. Windows NT启动,接下来是主画面,在此基础上显示返回原点画
面,单击"确定"按钮进行返回原点.将画面上的箭头对准<确定> 按钮后,按一次鼠标左键.
4. 结束预热,按SOTP开关键或按画面上的"终止"按钮后,会出现对
生产 ↓ 退出生产 ↓ 电源OFF 话框,要求确认是否结束预热.若要结束预热,请按(N/Y)则停止运 行 15. 切断电源闸刀开关。
基板生产 三、
1. 通过结束后,在主画面上选择打开文件调出现所转机型程序,选
择基板生产设定生产画面.
(需具备技术服务人员以上水平者). 3. 按下(START)按钮后,轴即开始移动,进入预热状态,因此在 按下(START)开关前,请勿必确认装置内部没有人作业,此外 为了避免人身事故,在运行过程中,切勿将手放入装置内部,或 将脸和头靠近装置 4 切断电源(向左旋转主开关)时,请务必在进行了上述结束操作后 再进行,不进行结束操作而切断装置电源,则装置在下次启动时, 将会出现无法启动的情况 5. 在机器运行反回时切勿将头或手伸入机器避免造成人身事故. 变 更 履 历 符 号 变 更 内 容 及 原 因 日 期 承 认
JUKI贴片机作业指导书(FX-3)

JUKI贴片机作业指导书(FX-3)JUKI贴片机操作作业指示板式设备操作指导书设备名称文件编号文件版本页数AEMERGENCYSTOPSERVOFREECYCLECYCLE:单键循环键(让机器在贴装完当前PCB后停止) STOP:停止键/暂停键START:开始键ORIGIN:归零键,(机器回到原点位置)ONLINE:连机键(与计算机HLC连机)SERVOFREE:释放伺服键(所有伺服马达停止供电)EMERGENCYSTOP:急停键(当生产中出现紧急异常时,应立即按下此键)1.打开电源,机器自检归零.3.打开File,选择Open装载所需程序.5.点击PRODUCT进入生产模式.6.按START键开机生产,贴装出的第一片PCB要严格按照BOM、ECN认真核对,核对正确后,才能批量生产.7.生产结束后,程序存盘,退出.8.在LCD提示下,依次退出,关闭设备电源.1.所有的物料的判断、物料测量、物料装到FEEDER上的步骤和标准以及注意事项,由组长或技术员以2.上/换料有方向物料时,要注意方向,不清楚不可自作主张,一定要及时询问值班组长或技术员.4.机器在运行时,决不允许上/换料或把手伸到机器内部,以免损坏机器或造成伤人事故.5.机器运转时,不能拆装FEEDER(送料器),拆装时,应按下STOP,确认机头完全停止,再打开安全盖,方可拆装FEEDER.一.目的二.适用范围适用于本公司所有JUKI-KE2050CM/KE2060M贴片机突然翘起,造成与LASER相撞.损坏机器.1.机器在正常生产过程中,指示工作灯状态说明:①.绿灯一直亮(代表机器程序正常运行)②.绿灯闪烁(代表机器处于待板状态)③.黄灯一直亮(代表机器处于程序设定状态)④.黄灯闪烁(代表机器处于缺料或其它异常状态)⑤.红灯一直亮(代表机器出于出错状态)⑥.所有的栺示灯都亮(代表机器处于等待状态或机器处于停止状态)⑦.红灯亮黄灯闪(代表机器处于停机缺料状态)三.作业面板使作业员能正确操作JUKI贴片机,提高生产效率.减少物料损耗. 深圳市易方数码科技有限公司序号版本号文件编号保密级□绝密□保密■一般版本号第0次修改三级文件作业指导书产品型号类别编制审核批准修订人修订内容概要批准人生效日期首次发行JUKI贴片机作业指导书4.点击EDIT进入程式,调整MARK点、贴片位、元件资料、FEEDER位、影像等,优化程式后保存退出.四.三色灯表示法五.操作步骤六.注意事项如违反上述规定操作可能会导致作业人员人体各种损伤或机器损坏。
JUKI程序制作作业指导书

厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: Rev
厦门技师学院现代制造工程系编号: REV. 制作确认承认 JUKI.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV. 厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.。
SC-025 JUKI-KE-2070作业指导书

质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FM-2070M作业指导书文件编号:SC-WI- 文件版本:A/0页数:第1页共4页发布日期:2014-3-28变更历史版本号修订日期修订内容编制/日期:审核/日期:批准/日期:深圳市徐港电子有限公司质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FM-2070M作业指导书文件编号:SC-WI- 文件版本:A/0页数:第2页共4页发布日期:2014-3-281.目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.范围SMT部JUKI-FM-2070M贴片机3.开机前检查:3.1 检查电源供给是否为指定三相四线制电源;3.2 检查设备是否完好接地;3.3 检查‘EMERGENCY STOP’紧急开关是否弹起;3.4 检查面板电源开关是否处于(OFF)状态;3.5检查机內有无异物。
4.开机:4.1 以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAIN SWITCH)至‘’;4.3待WINDOWS XP系统启动后机器应用程序至主画面,应用程序自动跳转至返回原点页面,点击你‘确定’键,机器自动进入全轴返回原点,完成后进入菜单页面;5.操作步骤5.1流程图接通电源返回原点预热安装基板制作程序生产准备生产生产结束关闭电源日常检查5.2操作概要5.2.1启动Windows XP和主机软件后,画面显示‘返回原点’,点击‘确定’,机器进入归零界面;5.2.2在命令栏点击‘预热’按钮,画面显示‘预热’,输入需要时间、次数,选择条件和速度后确认安全盖关闭,点击控制面板绿色按钮开始预热。
完成预热后点击控制面板的红色按钮,机器自动停止。
5.2.3在命令栏点击‘文件打开’按钮,选择需要生产的程序,然后点击‘打开’,画面显示‘通知’移动基板幅宽,然后转动调整手柄移动夹杆,确认基板和轨道的间隔0.5mm~1mm,确定基板在轨道上移动畅通无阻5.2.4在命令栏点击‘基板生产’按钮,输入生产计划数量,点击控制面板的绿色按钮开始生产,机器进入自动生产页面5.2.5生产完成后在命令栏点击‘结束’按钮,画面显示生产确认信息,点击‘是’,系统自动保存生产过程中的文件和管理信息。
JUKI程序制作作业指导书

JUKI程序制作作业指导书一、引言本文档旨在为JUKI程序制作作业提供详细的指导和步骤说明。
JUKI程序制作是一项关键的任务,它涉及到计算机编程和软件开发的技术,对于确保机器的正常运行和生产效率至关重要。
本指导书将为您提供一系列的操作步骤和注意事项,以确保您能够准确地创建JUKI程序。
二、程序制作前的准备工作在开始制作JUKI程序之前,您需要进行以下准备工作:1. 确定生产需求:了解生产线上所需的产品类型、数量和质量要求,以便根据需求制定相应的程序。
2. 收集相关数据:收集与产品制造和装配相关的数据,例如零件尺寸、工艺要求和装配顺序等。
3. 准备程序开发环境:确保计算机上已安装适当的编程软件和相关的JUKI程序开发工具。
三、JUKI程序制作步骤1. 创建新的程序文件:打开JUKI程序开发工具,并创建一个新的程序文件。
命名程序文件以便于识别,并保存在适当的文件夹中。
2. 设置机器参数:根据生产需求和机器规格,设置JUKI机器的参数,包括速度、加速度和位置等。
确保参数的准确性和适应性。
3. 导入产品数据:将之前收集的产品数据导入程序开发工具中。
确保数据的准确性,并进行必要的验证和校正。
4. 设计程序流程:根据产品装配的工艺要求和顺序,设计程序的流程。
确保程序的逻辑性和可操作性。
5. 编写程序代码:根据程序流程,使用编程语言编写程序代码。
确保代码的可读性、可维护性和稳定性。
6. 调试和测试:在JUKI机器上进行程序的调试和测试。
根据实际情况,进行必要的修改和调整,以确保程序的正确性和稳定性。
7. 优化程序性能:根据实际生产情况,对程序进行优化,以提高生产效率和产品质量。
可以通过调整参数、优化算法和改进程序流程等方式进行优化。
8. 文档记录:在程序制作完成后,及时记录程序的相关信息,包括程序版本、修改记录和测试结果等。
确保程序的可追溯性和文档的完整性。
四、注意事项和常见问题解决1. 注意机器安全:在进行程序制作过程中,务必注意机器的安全操作规范,避免操作失误导致的安全事故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数据种类内容
基板数据包括基板的外形尺寸和BOC 标记的坐标
位置等有关基板整体的数据。
贴片数据包括贴片点的坐标和贴片元件名称等。
元件数据包括元件的尺寸、包装方式等定心时所需的数据
吸取数据包括带状送料器及管状送料器等元件供应位置的数据。
图像数据包括QFP、BGA 等图像识别所需的数据。
注意事项:
3】基板数据
基板数据由
路设置
A 基本设置:
B 尺寸设置:
本设置”中的指定改变显示项目。
C 电路配置:
仅当“基本设置”中已设置“多电路非矩阵”时,方可选择。
4】基本设置
基本设置中有
操作过程中选择符合生产基板的相应的项目。
切换基本设置
排)
切换基板数据
注意事项:
图一
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
图三
图一图二
厦门技师学院现代制造工程系编号: REV. 厦门技师学院现代制造工程系编号: REV.
图一
图二
图二
图三图四
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.
厦门技师学院现代制造工程系编号: REV.。