扭力点检表
合集下载
电批、气批操作扭力选用点检表

工具 点检NG 螺纹规格 8:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
【注】单位转换公式次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及时处理。 点检人员: 巡检人员:
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
电批、气批操作扭力选用点检表
【注】单位转换公式1kgf=1*9.8N=9.8N
点检频次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
扭力器点检表
2 扭力是否正常
3 刻度是否清晰
4 是否摔伤过
5 测力是否有效
6 外观是否良好
7
8
9
10
保养人
Hale Waihona Puke 点检人审核人123456789######################
√:表示正常
×:表示不正常
O:表示待修
△:表示修妥
说明:每周或每月点检均以周或月的最后一天为标
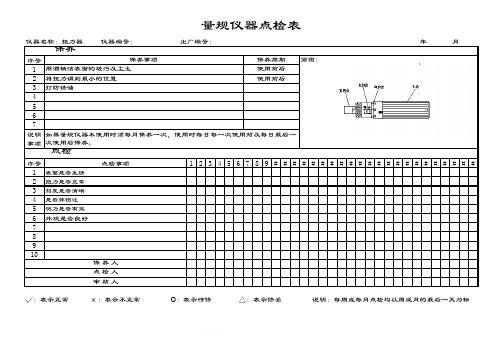
量规仪器点检表
仪器名称:扭力器
保养
仪器编号:
出厂编号:
年
月
序号
保养事项
保养周期 简图:
1 用酒精洁表面的脏污及尘土
使用前后
2 将扭力调到最小的位置
使用前后
3 打防锈油
4
5
6
7
说明 如果量规仪器未使用时须每月保养一次,使用时每日每一次使用前及每日最后一
事项 次使用后保养。
点检
序号
点检事项
1 表面是否生锈
扭力点检表
2.扭力数根据作业指导书的规定点检(作业指导书有规定范围的按照范围执行,没有规定范围 按±10%)。
3.品管根据作业指导书确认扭力。
4.作 业员 确认 扭力 是否 与作 业指 导书 规定 相 同, 并在 扭力 表上 签名 。
5.作 业过 程 中, 发现 扭力 异 常, 及时 通知 校正 人员 进行 校正 或其 它。
核 定:
作成:
月
工序
备注
的按照范围执行,没有规定范围
扭力数根据作业指导书的规定点检作业指导书有规定范围的按照范围执行没有规定范围按10
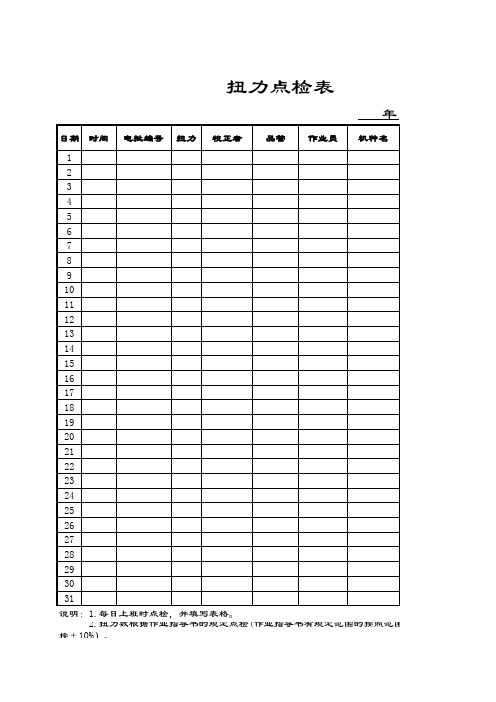
扭力点检表
年
日期 时间 电批编号 扭力 校正者 品管 作业员 机种名
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 说明:1.每日上班时点检,并填写表格。
3.品管根据作业指导书确认扭力。
4.作 业员 确认 扭力 是否 与作 业指 导书 规定 相 同, 并在 扭力 表上 签名 。
5.作 业过 程 中, 发现 扭力 异 常, 及时 通知 校正 人员 进行 校正 或其 它。
核 定:
作成:
月
工序
备注
的按照范围执行,没有规定范围
扭力数根据作业指导书的规定点检作业指导书有规定范围的按照范围执行没有规定范围按10
扭力点检表
年
日期 时间 电批编号 扭力 校正者 品管 作业员 机种名
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 说明:1.每日上班时点检,并填写表格。
电批日点检记录表

日期: 年 月 日
机型:
OK
NG
OK
NG
上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上
3
4
5
制造确认
2
扭力螺丝批点检表
批头状况NO.1
线 别
判定结果
工 位
时段6
7
8
9
10
规格值
(Kgf/cm)
实测值
(Kgf/cm
)
备 注
注:调测人员应在每日上、下午及晚上上班使用扭力螺丝批前,按照对应工位的作业指导书中扭力规格对扭力螺丝批进行调校并记录(每次需记录连续5次的测试数据);并在每日上午测试电批头部对地电压小于0.5V (交流)与对地电阻小于4Ω,同时检查批头质量状况及与作业岗位螺丝是否配套。
符合在OK栏划勾,不合格在NG栏划勾并备注处理方法。
当切换机型扭力规格发生变化时,需重新按照新规格重新进行扭力调测合格后方可使用。
编 号
11
电批头部
对地电压AC(V)
电批头部对地电阻(Ω)
实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )品管IPQC确认。
扭力点检记录表2222222222
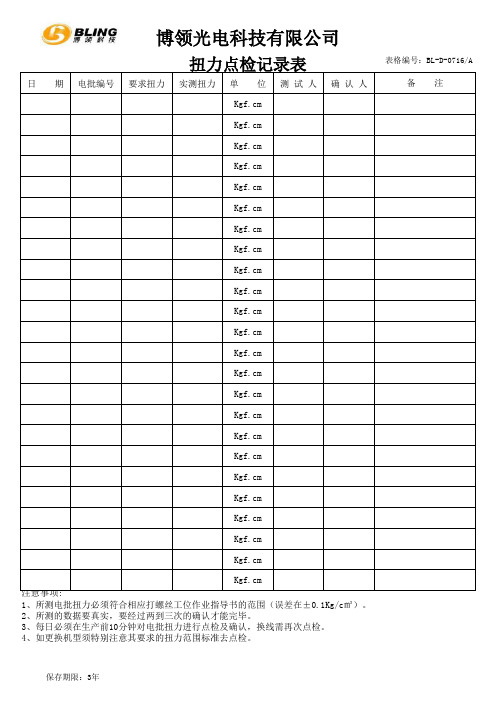
博领光电科技有限公司
扭力点检记录表
日 期 电批编号 要求扭力 实测扭力 单 位 测 试 人 确 认 人 Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm 注意事项: 1、所测电批扭力必须符合相应打螺丝工位作业指导书的范围(误差在±0.1Kg/c㎡)。 2、所测的数据要真实,要经过两到三次的确认才能完毕。 3、每日必须在生产前10分钟对电批扭力进行点检及确认,换线需再次点检。 4、如更换机型须特别注意其要求的扭力范围标准去点检。
表格编号:BL-D-0716/A
备
扭力点检记录表
日 期 电批编号 要求扭力 实测扭力 单 位 测 试 人 确 认 人 Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm Kgf.cm 注意事项: 1、所测电批扭力必须符合相应打螺丝工位作业指导书的范围(误差在±0.1Kg/c㎡)。 2、所测的数据要真实,要经过两到三次的确认才能完毕。 3、每日必须在生产前10分钟对电批扭力进行点检及确认,换线需再次点检。 4、如更换机型须特别注意其要求的扭力范围标准去点检。
表格编号:BL-D-0716/A
备
电批扭力校验记录表

2.产线在切换机种前必须进行校验;
3.在生产中发现扭力异常须通知领班并进行校验;
4.设定扭力参照各机种的MPI.
第周
六
日
核准:
审核:
制表:
电批扭力校验记录表
电批编号:
校验结果: 正常O 异常X
星期 一
二
三
四
五
时间
项目 设定扭力
校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结果
校验人
领班确认
备注:1.电批扭力的校验在每天上午、下午、晚上生产前进行;
日常点检表——扭力扳手

变更年月日 制定 变 更 履 历 ① ② ③ ④ ⑤ 年 月 日 变更原因
公司
制定
确认
承认 异 常 处 置 内 容
NO.
① ② ③ ④ ⑤
日期
处置
确认
承认
承认日期
公司
编号:
部门
部
扭力扳手
1 2 3 4 5 6 7 8 9 10 11 12
点检年月
年
月
作
成
确
认
审
核
日常点检表
点检工具 扭力扳手 扭力扳手 扭力扳手 扭力扳手 扭力扳手 扭力扳手 扭力扳手 扭力扳手 扳手编号 判断基准
使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( ) 使用力矩测定仪确认紧固力矩时满 足以下力矩的标准 ( )
设备名
班组/ 设备编号
13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检周期
1次/日 1次/日 1次/日 1次/日 1次/日 1次/日 1次/日 1次/日
【异常处置】 如有异常立即报告班组长
点检确认者 记 √ 号 无异常 标 ⊙ 识 调整后 × 有异常