电批点检表
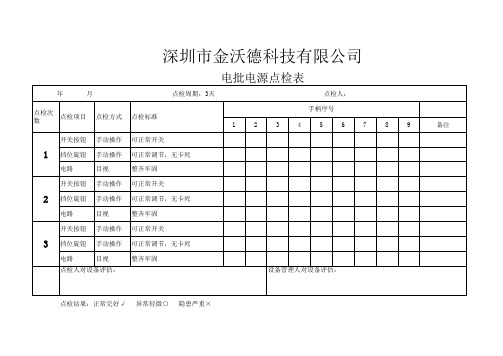
电批电源点检表
年
月
电批电源点检表
点检周期:3天
点检人:
点检次 数
点检项目
点检方式
点检标准
开关按钮 手动操作 可正常开关
1 挡位旋钮 手动操作 可正常调节,无卡死
电路
目视
整齐牢固
开关按钮 手动操作 可正常开关
2 挡位旋钮 手动操作 可正常调节,无卡死
电路
目视
整齐牢固
开关按钮 手动操作 可正常开关
3 挡位旋钮 手动操作 可正常调节,无卡死
电路
目视
点检人对设备评估:
整齐牢固
手柄序号
1
2
3
4
5
6
7
8
9
备注
设备管理人对设备评估:
点检结果:正常完好√ 异常轻微○ 隐患严重×
电批、气批操作扭力选用点检表

工具 点检NG 螺纹规格 8:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
【注】单位转换公式次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及时处理。 点检人员: 巡检人员:
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
电批、气批操作扭力选用点检表
【注】单位转换公式1kgf=1*9.8N=9.8N
点检频次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
电批测试记录表
上午 下午
记录人
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
记录人
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
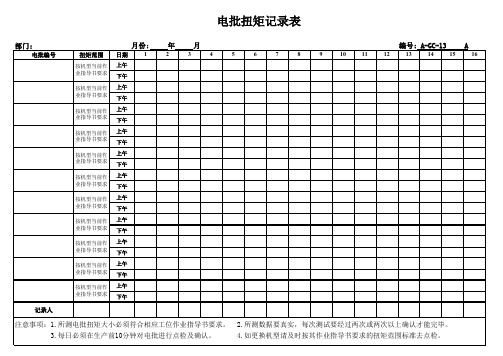
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
A
扭矩范围 日期
1234567
8
9
10
11
12
13
14
15
16
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
B
扭矩范围 日期 17
电批点检表
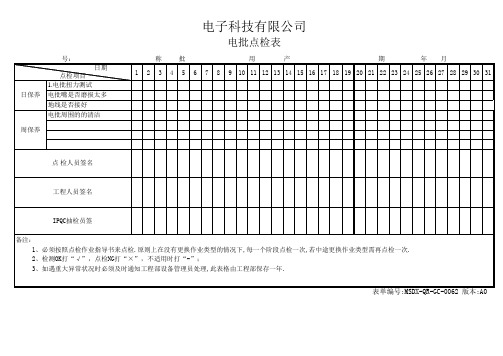
点 检人员签名
工程人员签名
IPQC抽检员签 备注:
1、必须按照点检作业指导书来点检.原则上在没有更换作业类型的情况下,每一个阶段点检一次,若中途更换作业类型需再点检一次. 2、检测OK打“√”,点检NG打“×”,不适用时打“-”; 3、如遇重大异常状况时必须及时通知工程部设备管理员处理,此表格由工程部保存一年.
日保养
工具编 号:
日期 点检项目 1.电批扭力测试 电批嘴是否磨损太多
地线是否接好
电批周围的的清洁
周保养
电子科技有限公司
名
电
称
批
电批点检表
使
生
用
产
日
期
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
表单编号:MSDX-QR-GC-0062 版本:A0
5电批扭力点检表
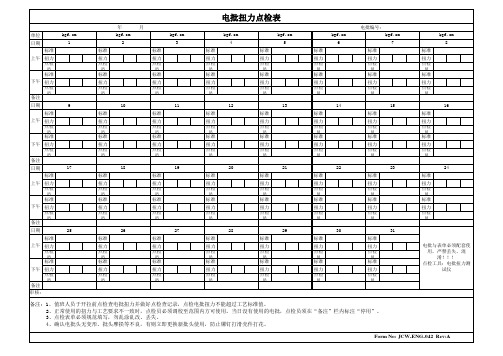
标准
扭力 点检
员 标准
扭力 点检
员
kgf.cm 8
16
标准
扭力 点检
员 标准
扭力 点检
员
24
标准
扭力 点检
员 标准
扭力 点检
员
电批与表单必须配套使 用,严禁丢失、混 淆!!!
点检工具:电批扭力测 试仪
Form No: JCW-ENG-042 Rev:A
标准
标准
扭力 点检
员 标准
扭力 点检
员 标准
扭力 点检
员
扭力 点检
员
10
标准
扭力 点检
员 标准
扭力 点检
员
11
标准
扭力 点检
员 标准
扭力 点检
员
18
标准
扭力 点检
员 标准
扭力 点检
员
19
标准
扭力 点检
员 标准
扭力 点检
员
26
标准
扭力 点检
员 标准
扭力 点检
员
27
标准
扭力 点检
员 标准
扭力 点检
员
电批扭力点检表
单位
日期
标准
上午 扭力 点检 员 标准
下午 标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
日期
标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
日期
标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
审核:
kgf.cm 1
9
17
25
年
月
kgf.cm
电动工具日常点检表

电动工具日常点检表
一、工具外观检查
- 检查电动工具外观是否有明显的损坏、裂纹或腐蚀现象;- 确保电动工具表面干净,无尘土和油渍等污染;
- 检查电源线是否完好无损,无裂缝或暴露的导线;
- 确保电动工具的标签和标识完整清晰,无模糊或磨损现象。
二、电源及电气系统检查
- 检查电动工具的电源开关是否可用,操作是否灵活;
- 确保电源插头和插座连接良好,无松动或接触不良;
- 检查电源线上是否有明显的烧伤、断裂或损坏;
- 使用接地测试仪检测电动工具的接地是否良好;
- 检查电动工具的绝缘层是否完好,无明显破损或老化。
三、机械结构及工作部件检查
- 检查电动工具手柄是否牢固,无松动或缺失;
- 确保刀片、磨头或其他工作部件的固定可靠,无松动;
- 检查电动工具的切削或研磨部件是否磨损严重,需及时更换;
- 检查电动工具的切削或研磨部件是否对中,防止产生不平衡
或震动;
- 确保调节装置(如调速开关)操作灵活,无卡滞或失灵。
四、安全保护装置检查
- 检查电动工具是否配备了必要的安全保护装置,如防护罩、
刹车装置等;
- 测试安全保护装置的可靠性,确保其正常工作;
- 确保切割或研磨刀具的覆盖罩完好,无松动或损坏;
- 检查电动工具的启动开关是否易于操作,对操作人员来说是
否方便。
以上是电动工具日常点检表的主要内容,员工在使用电动工具
前应仔细检查并保证工具的安全性。
如发现任何问题或异常情况,
应立即停止使用并汇报给相关人员进行维修或更换。
通过定期点检
和维护,我们能够提高工作场所的安全性,保障员工的身体健康。
电批扭力校验记录表

2.产线在切换机种前必须进行校验;
3.在生产中发现扭力异常须通知领班并进行校验;
4.设定扭力参照各机种的MPI.
第周
六
日
核准:
审核:
制表:
电批扭力校验记录表
电批编号:
校验结果: 正常O 异常X
星期 一
二
三
四
五
时间
项目 设定扭力
校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结果
校验人
领班确认
设定扭力
校后扭力
校验结果
校验人
领班确认
备注:1.电批扭力的校验在每天上午、下午、晚上生产前进行;
电批风批点检表
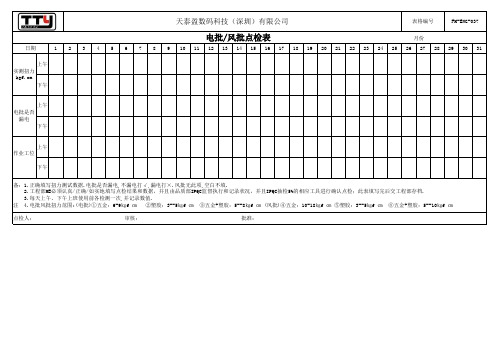
表格编号
FM-ENG-037
电批/风批点检表
月份
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
上午 实测扭力 kgf.cm
下午
上午 电批是否
漏电
下午
上午 作业工位
下午
备:1.正确填写扭力测试数据.电批是否漏电,不漏电打√,漏电打×.风批无此项,空白不填. 2.工程部ME必须认真/正确/如实地填写点检结果和数据,并且由品质部IPQC监督执行和记录状况,并且IPQC抽检5%的相应工具进行确认点检;此表填写完后交工程部存档. 3.每天上午、下午上班使用前各检测一次,并记录数值.
注 4.电批风批扭力范围:(电批)①五金:6-9㎏f ㎝ ②塑胶:3--5㎏f ㎝ ③五金+塑胶:5--8㎏f ㎝ (风批)④五金:10-18㎏f ㎝ ⑤塑胶:3--5㎏f ㎝ ⑥五金+塑胶:5--10㎏f ㎝
点检人:
审核:Байду номын сангаас
批准:
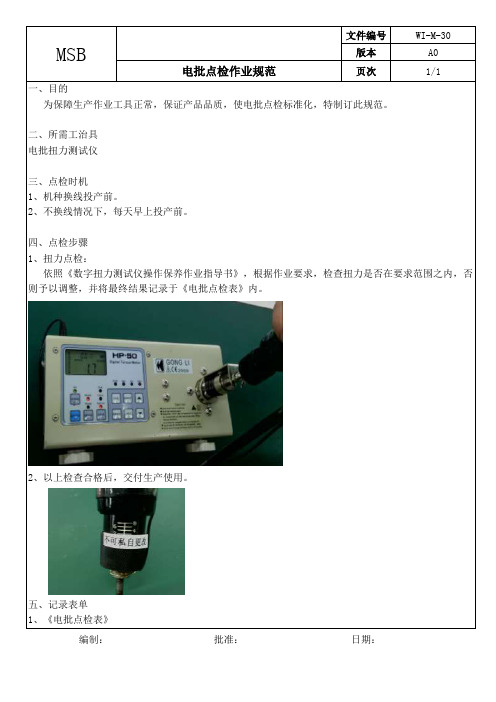
电批点检作业规范
文件编号
WI-M-30版本A0
页次
1/1编制:批准:日期:电批点检作业规范
一、目的 为保障生产作业工具正常,保证产品品质,使电批点检标准化,特制订此规范。
1、机种换线投产前。
2、不换线情况下,每天早上投产前。
四、点检步骤
二、所需工治具
电批扭力测试仪
三、点检时机
则予以调整,并将最终结果记录于《电批点检表》内。
1、扭力点检:
依照《数字扭力测试仪操作保养作业指导书》,根据作业要求,检查扭力是否在要求范围之内,否MSB 五、记录表单
1、《电批点检表》
2、以上检查合格后,交付生产使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电批扭力点检表
日期:
线别: 编号
MR-S-DP-
规格扭力 (kgf.cm
机型: 实测扭力 (kgf.cm)
批头状况 (OK/NG)
OK/NG
管理: 使用判定 (可/不可)
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
点检要求: 1.每日上班时点检,并填写表格;机型转换时必须点检电批。 2.扭力数根据作业指导书的规定点检(作业指导书有规定范围的按照范围执行) 3.作业过程中,发现扭力异常,及时通知校正人员进行校正或其它。
MR-QR-Z 审核
点检人
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可
MR-S-DP-
OK/NG
可/不可