MK-QR-QC-003 电批扭力点检记录表
电批、气批操作扭力选用点检表

【注】单位转换公式1kgf=1*9.8N=9.8N
点检频次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
电批点检表
电批点检表
1 / 1
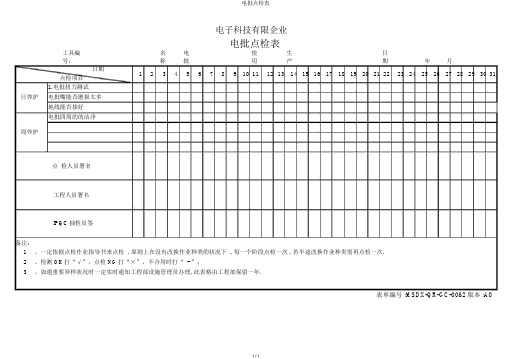
电子科技有限企业
电批点检表
工具编 名 电
使
生 日 号:
称 批
用
产
期
年
月
日期
1
2
3
4
5
6
7
8
9 10 11
12 13 14 15 16 17 18 19 20 21 22
23 24 25 26 27 28 29 30 31
点检项目
1.电批扭力测试 日养护
电批嘴能否磨损太多 地线能否接好
电批四周的的洁净
周养护
点 检人员署名
工程人员署名
IPQC 抽检员签
备注:
1 、一定依据点检作业指导书来点检 . 原则上在没有改换作业种类的状况下 , 每一个阶段点检一次 , 若半途改换作业种类需再点检一次.
2 、检测 OK 打“√”,点检 NG 打“×”,不合用时打“ - ”;
3 、如遇重要异样状况时一定实时通知工程部设施管理员办理, 此表格由工程部保留一年.
表单编号 :MSDX-QR-GC-0062版本 :A0。
电批测试记录表
上午 下午
记录人
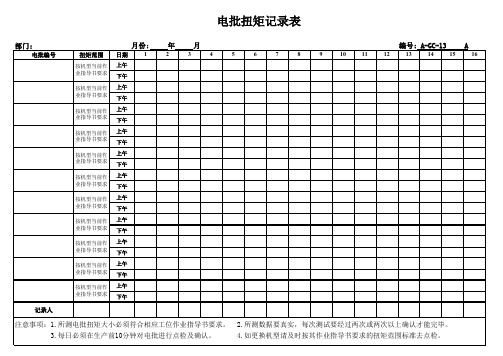
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
记录人
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
A
扭矩范围 日期
1234567
8
9
10
11
12
13
14
15
16
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
B
扭矩范围 日期 17
电批点检表
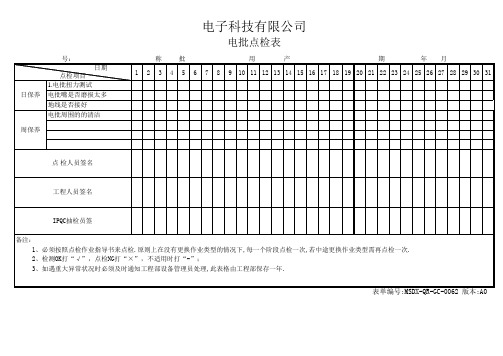
点 检人员签名
工程人员签名
IPQC抽检员签 备注:
1、必须按照点检作业指导书来点检.原则上在没有更换作业类型的情况下,每一个阶段点检一次,若中途更换作业类型需再点检一次. 2、检测OK打“√”,点检NG打“×”,不适用时打“-”; 3、如遇重大异常状况时必须及时通知工程部设备管理员处理,此表格由工程部保存一年.
日保养
工具编 号:
日期 点检项目 1.电批扭力测试 电批嘴是否磨损太多
地线是否接好
电批周围的的清洁
周保养
电子科技有限公司
名
电
称
批
电批点检表
使
生
用
产
日
期
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
表单编号:MSDX-QR-GC-0062 版本:A0
5电批扭力点检表
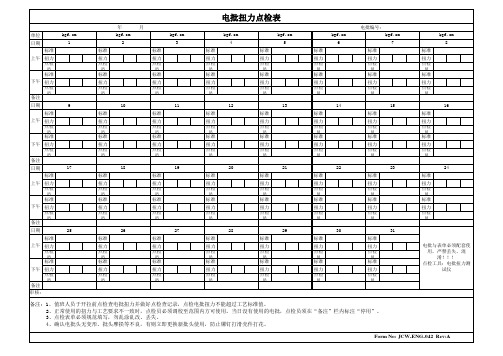
标准
扭力 点检
员 标准
扭力 点检
员
kgf.cm 8
16
标准
扭力 点检
员 标准
扭力 点检
员
24
标准
扭力 点检
员 标准
扭力 点检
员
电批与表单必须配套使 用,严禁丢失、混 淆!!!
点检工具:电批扭力测 试仪
Form No: JCW-ENG-042 Rev:A
标准
标准
扭力 点检
员 标准
扭力 点检
员 标准
扭力 点检
员
扭力 点检
员
10
标准
扭力 点检
员 标准
扭力 点检
员
11
标准
扭力 点检
员 标准
扭力 点检
员
18
标准
扭力 点检
员 标准
扭力 点检
员
19
标准
扭力 点检
员 标准
扭力 点检
员
26
标准
扭力 点检
员 标准
扭力 点检
员
27
标准
扭力 点检
员 标准
扭力 点检
员
电批扭力点检表
单位
日期
标准
上午 扭力 点检 员 标准
下午 标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
日期
标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
日期
标准
上午 扭力 点检 员 标准
下午 扭力 点检 员
备注
审核:
kgf.cm 1
9
17
25
年
月
kgf.cm
电批日点检记录表

日期: 年 月 日
机型:
OK
NG
OK
NG
上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上
3
4
5
制造确认
2
扭力螺丝批点检表
批头状况NO.1
线 别
判定结果
工 位
时段6
7
8
9
10
规格值
(Kgf/cm)
实测值
(Kgf/cm
)
备 注
注:调测人员应在每日上、下午及晚上上班使用扭力螺丝批前,按照对应工位的作业指导书中扭力规格对扭力螺丝批进行调校并记录(每次需记录连续5次的测试数据);并在每日上午测试电批头部对地电压小于0.5V (交流)与对地电阻小于4Ω,同时检查批头质量状况及与作业岗位螺丝是否配套。
符合在OK栏划勾,不合格在NG栏划勾并备注处理方法。
当切换机型扭力规格发生变化时,需重新按照新规格重新进行扭力调测合格后方可使用。
编 号
11
电批头部
对地电压AC(V)
电批头部对地电阻(Ω)
实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )品管IPQC确认。
电动螺丝刀点检表

1111111
单位切换 开关
测力传感头 模式开关
固定夹
测力调节器
版本:A0
批准:
审核:
点检人:
电动螺丝刀编号:
组别:
电动螺丝刀扭力检测记录表
工位:
填写人:
文件编号:DS-60-13120202
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
时间 测试值(Kg)
时间 测试值(Kg)
6、当螺丝刀停止时在显示板上的测量值为螺丝刀的输出扭力。
7、再次反转螺丝刀使调节器回到原来高度按复位清零。输出扭力重复操作2-3次得出平均扭力。
ห้องสมุดไป่ตู้
8、
螺丝规格
测试扭力规格
ø3*8 ø3*12
5.2㎏±0.3 4.2㎏±0.2
显示屏
ø2*5 ø2.6*6
3.2㎏±0.2 4.2㎏±0.3
开关
调零旋钮
复位
时间 测试值(Kg)
时间
测试值(Kg)
备注:1、测量之前先确定扭力计已充电足够。(如电力不足会在左上角显示LOBAT需连续充电3小时)。 1233332、选择合适的检测所需规格的轴耳。
3、设定电动启子开关在反方向位置,使调节器中弹簧松弛。
4、按复位按钮使显示值为零。
5、设定电动螺丝刀开关在正方向位置,并启动使之旋转直至自动停止。
电批风批点检表
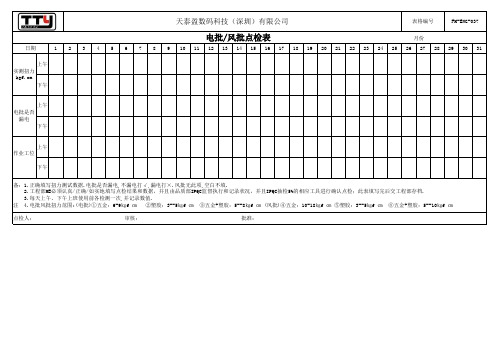
表格编号
FM-ENG-037
电批/风批点检表
月份
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
上午 实测扭力 kgf.cm
下午
上午 电批是否
漏电
下午
上午 作业工位
下午
备:1.正确填写扭力测试数据.电批是否漏电,不漏电打√,漏电打×.风批无此项,空白不填. 2.工程部ME必须认真/正确/如实地填写点检结果和数据,并且由品质部IPQC监督执行和记录状况,并且IPQC抽检5%的相应工具进行确认点检;此表填写完后交工程部存档. 3.每天上午、下午上班使用前各检测一次,并记录数值.
注 4.电批风批扭力范围:(电批)①五金:6-9㎏f ㎝ ②塑胶:3--5㎏f ㎝ ③五金+塑胶:5--8㎏f ㎝ (风批)④五金:10-18㎏f ㎝ ⑤塑胶:3--5㎏f ㎝ ⑥五金+塑胶:5--10㎏f ㎝
点检人:
审核:Байду номын сангаас
批准:
电批日常点检表范例

□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
29
30
31
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
备注
加 班
5
点检结果
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
19
20
□OK □NG
□OK □NG
□OK □NG
□OK □NG
C线 □
点检年月
5
6Leabharlann □OK □NG□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
21
22
□OK □NG
□OK □NG
□OK □NG
□OK □NG
电批日常点检表
加工线 □
售后线 □
7
8
9
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□OK □NG
说明1、上班前(第一次上班、第二次上班、晚上加班)需点检;更换产品或工序生产时需点检;更换电批时需点检;如有不加班可以不用填写记录表。2、标准扭力即作业指导书规定的扭力范围 。3、每次点检确认合格后方可进行作业,同时点检人需对点检结果负责;4、如果扭力出现偏差时点检人可以进行电批扭力调节,直到达到标准扭力要求,如调节无效的,送工程部维修处理。