螺纹紧固件设计手册
实 用 紧 固 件 手 册
3.10
1.62
1.22 1.62
3.20 3.40
ST6.3
2.03 3.18
2.64
3.70
4.75
3.18
3.80
6.35
(3)F 型自攻螺钉在有色金属铸件、铝、锌、
±1.3 -1.3
2.1 2.1
16 15.6
4.8 4.5
2 2.06 2.31
7.5 4.2
2.1 9.2 0.4 2.4 1.9 1.9
17.3 15.8 15.4
1.8 2.3
3.2 3.7
4.65 2 3.2 16.5
20 19.6
6 5.7
2.5 2.56 2.81
8 4.2
2.1 10.7 0.4 3 2.4 2.4
2.86 3.86 —
(2)其它结构尺寸(mm)
a max 0.8 1.1 1.3 1.4 1.6 1.8 1.8 2.1
da min 2.8 3.5 4.1 4.9 5.5 6.3 7.1 9.2 r max 0.1 0.1 0.1 0.2 0.2 0.25 0.25 0.4
rf
≈ 3.2 5
6
6.5 8
自攻螺钉的品种简介品种名称规格产品螺纹机械性能与标准号型式范围等级公差表面处理开槽盘头自攻螺钉gb528285gb5280gb30985开槽沉头自攻螺钉gb528385st22st95同序号1开槽半沉头自攻螺钉gb528485st22st95同序号1开槽半沉头自攻螺钉gb528485st22st95同序号1十字槽沉头自攻螺钉gb84685st22st95同序号1st22st95同序号1精密机械十字槽自攻螺钉刮削端gbt13806292gb5280gb30985六角头自攻螺钉gb528585st22st95同序号7十字槽凹穴六角头自攻螺钉gb945688st29st8同序号710十字槽盘头自攻锁紧螺钉gb656086m2m6镀锌钝化11紧螺钉gb656186m25m6同序号1012锁紧螺钉gb656286m25m6同序号1013六角头自攻锁紧螺m5m12同序号1014内六角花形圆柱头自攻锁紧螺钉gb656486m6m12gb6559镀锌钝化15墙板自攻螺钉gbt14210933542mmgbt1421093磷化处理16十字槽盘头自钻自攻螺钉gbt15856gb5280gbt3098111995镀锌钝化氧化磷化17攻螺钉gbt15856st29st63同序号1618自攻螺钉gbt15856st29st63同序号1619六角法兰面自钻自攻螺钉gbt158561995st35st63同序号16注
第二节螺纹紧固件

第二节 螺纹紧固件[Threaded parts]一、螺纹紧固件的标记[Marking of threaded fastenings]运用一对内、外螺纹的连接作用来连接和紧固一些零部件的零件称为螺纹紧固件。
常用的螺纹紧固件有螺栓、螺柱、螺钉、螺母和垫圈等,它们都属于标准件,由于根据规定标记,就能在相应的标准中查出它们的结构和尺寸,因此在应用这些螺纹紧固件时,只需在技术要求文件上注明其规定标记,不需绘制其零件图。
表8-2列出了一些常用的螺纹紧固件及其规定标记。
表8-2 常用的螺纹紧固件及其规定标记名 称标 记图 例说 明六角头螺栓螺栓GB/T 5782M10×45A 级六角头螺栓,螺纹规格d=M10,公称长度l=45双头螺柱螺柱GB/T 898 M10×35B 型双头螺柱,螺纹规格d =M10 ,公称长度l =35,旋入机体一端长bm =12.5开槽圆柱头螺钉螺钉 GB/T 65 M10×50螺纹规格d =M10,公称长度l =50的开槽圆柱头螺钉开槽沉头螺钉螺钉 GB/T 68 M10×60螺纹规格d =M10,公称长度l =60的开槽沉头螺钉 六角螺母螺母 GB/T 6170 M10A 级I 型六角螺母,螺纹规格d =M10平垫圈垫圈GB/T 97.1 10−140HV公称规格为10的 A 级平垫圈标准型弹簧垫圈垫圈 GB/T 93 12规格为12的标准型弹簧垫圈二、常用螺纹紧固件的比例画法[Drawing of common threaded fastenings]螺纹紧固件各部分尺寸可以根据规定标记从相应国家标准中查出,但在绘图时为了提高效率,却大多不必查表而是采用比例画法。
比例画法就是将螺纹紧固件各部分的尺寸用公称直径的不同比例画出的方法。
图8-11为一些常用螺纹紧固件的比例画法。
图8-11 常用螺纹紧固件的比例画法三、常用螺纹紧固件的装配画法[Assembling drawing of threaded parts and connection]常见的螺纹连接形式有:螺栓连接,螺柱连接,螺钉连接等。
螺纹紧固件设计手册
螺纹紧固件设计手册1. 螺纹紧固件设计概述螺纹紧固件依据头部、杆部、尾部及螺纹形式的不同,有非常多的种类;同时,螺栓/螺母的强度等级及表面处理也是多种多样的,工程师将依据需求来选择、设计紧固件。
一个完整的设计,需要进行如下设计校核: 1)螺纹连接轴向预紧力设计计算 2)螺栓规格及强度等级选择3)配合螺母的等级及内螺纹啮合长度确定 4)螺栓长度确定 5)表面处理选择6)头部形式及装配空间确认 7)装配工艺试验验证2. 螺纹连接预紧力设计计算螺栓/螺母连接是通过完成装配后,产生一定的轴向预紧力,来保证被连接件的固定,或传递载荷或密封等功能。
在设计选择螺栓/螺母时,对于关键的联结部位,首先必须确认需要螺栓提供的轴向预紧力的范围。
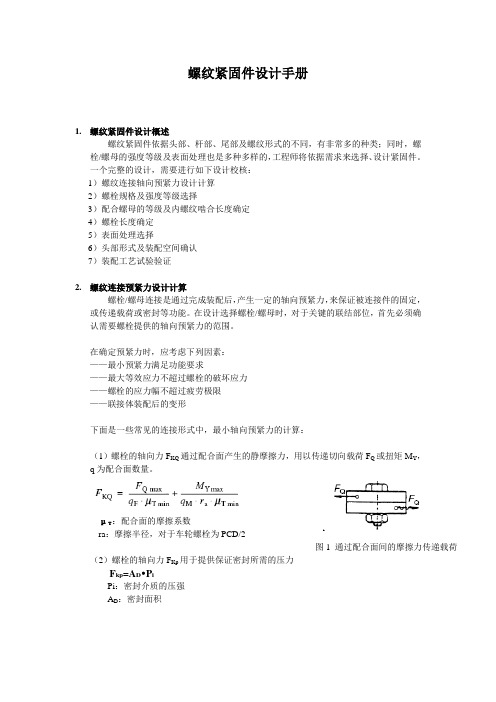
在确定预紧力时,应考虑下列因素: ——最小预紧力满足功能要求——最大等效应力不超过螺栓的破坏应力 ——螺栓的应力幅不超过疲劳极限 ——联接体装配后的变形下面是一些常见的连接形式中,最小轴向预紧力的计算:(1)螺栓的轴向力F KQ 通过配合面产生的静摩擦力,用以传递切向载荷F Q 或扭矩M Y ,q 为配合面数量。
μΤ:配合面的摩擦系数ra :摩擦半径,对于车轮螺栓为PCD/2(2)螺栓的轴向力F Kp 用于提供保证密封所需的压力F kp =A D •P iPi :密封介质的压强 A D :密封面积图1 通过配合面间的摩擦力传递载荷(3)防止张开所需的轴向力F V ,在有轴向外力FA 作用时,被联接件仍留有一压力F KR 。
图2 轴向外力在螺纹联结体上的分布图同时还要考虑工作中预紧力的变化ΔF : * 材料压陷或松弛,预紧力减小FZ* 由于温度变化,在螺栓和被连接件间产生热膨胀差,导致预紧力发生变化ΔFvth综合考虑上述所有因素,所需的螺栓最小轴向力F min =F KQ +F KP +F V +ΔF (1)3. 螺栓规格及强度等级确定螺栓在装配拧紧时,处于拉扭符合的应力状态,其屈服轴力和破坏轴力都小于单纯拉伸时螺栓的载荷。
实 用 紧 固 件 手 册
半 沉
m 参考 2.2 3.4 4.8 5.2
头 插入 min 1.2 1.8 2.25 2.7
深度 max 1.5 2.2 2.75 3.2
角 头
凹 穴 六
m 参考 插入 min
深度 max
— 2.5 3.5 4
— 0.95 0.91 1.4 — 1.32 1.43 1.9
2.4 2.9
5.2
2.7 3.2 5.4
2.9 3.4
4.4
1.9 2.33
2.6 3.1
6.6
2.8 3.3 6.7
2.95 3.45
—
— —
3.1 4.15 5.2 3.6 4.7 5.8
6.8 8.9 10
3
4
5.1
3.5 4.6 5.7
7.3 9.6 10.4
3.5 4.75 5.5
4
5.25 6
6.2 7.2
—
2.36 3.2
—
d
墙板自攻螺钉的螺纹大径
d1
自攻螺钉的螺纹大径或墙板自攻螺钉的螺纹大径
d2
自攻螺钉的螺纹小径
d3
F 型自攻螺钉的平端直径
da 过渡圆直径
dk
头部直径
dw
支撑面直径
e
对角宽度
f
半沉头球面部分宽度
h
自攻锁紧螺钉的螺纹三角截面高度
2. 自攻螺钉用螺纹(GB5280-85)
实用紧固件手册
尺寸代号 K K′ l ln m n P r rf s t W X y
螺钉末端—C 型(锥螺 纹(mm)
P
d1
d2
d3
c
y 参考
≈
Max min Max min Max min Max C 型 F 型
ifi英制紧固件标准手册第8版
ifi英制紧固件标准手册第8版本手册是ifi(英制紧固件协会)编写的第8版英制紧固件标准手册。
该手册旨在为使用英制紧固件的各个行业和领域提供准确、全面和一致的标准和规范。
通过遵守这些标准,用户可以确保所用的英制紧固件具有优良的质量和性能。
第1章引言1.1 本手册的目的本手册的目的是为用户提供IFI英制紧固件标准的最新版本。
这将有助于确保使用的英制紧固件满足相关行业的要求,并提供一致和可靠的连接。
1.2 手册的结构本手册分为以下主要章节:1. 标准概述:介绍了IFI标准的背景、应用范围和使用指南。
2. 英制螺纹标准:详细描述了英制螺纹的标准尺寸、螺距和牙型。
3. 英制螺杆标准:介绍了英制螺杆的标准尺寸和材料要求。
4. 英制螺母标准:包括了各种类型的英制螺母的尺寸和材料要求。
5. 英制螺栓和螺柱标准:对各种类型和用途的英制螺栓和螺柱进行了详细的规范。
6. 缺陷和试验:描述了IFI英制紧固件的常见缺陷和相关试验方法。
7. 质量保证:介绍了IFI对英制紧固件质量保证的要求和指南。
8. 附录:包括了一些补充信息和参考资料。
第2章标准概述2.1 标准的背景IFI是美国领先的标准化组织,致力于制定和推广英制紧固件的标准。
IFI的标准被广泛应用于航空、汽车、建筑、机械设备等领域。
2.2 应用范围本手册适用于使用英制紧固件的各个行业和领域。
无论是设计工程师、制造商还是使用者,都可以依据本手册中的标准进行产品的选择和应用。
2.3 使用指南本手册中的标准和规范应在设计、采购、制造和使用过程中得到遵守。
用户应根据实际需求选择合适的标准和规范,并确保所用的英制紧固件符合相关的IFI标准。
第3章英制螺纹标准3.1 螺纹类型本章介绍了常见的英制螺纹类型,包括UNC、UNF、BSW和BSF 等。
对于每种类型,提供了标准的螺纹尺寸、螺距和牙型。
3.2 螺纹尺寸本节详细描述了各种类型螺纹的尺寸范围和允许偏差。
用户可以根据需要选择合适的螺纹尺寸进行设计和应用。
第31讲螺纹紧固件-27页PPT资料

f
0.4 0.5 0.6 0.7 1 1.2 1.4 2 2.3
l 范围公称 2.5~16 3~20 4~25 5~30 6~40 8~50 8~60 10~80 12~80
4.平垫圈-A级:螺纹规格d=16
5.标准弹簧垫圈:螺纹规格d=16 习题P63
4s.1
65~80°
φd 11 7 φd 23 0
s
max min
13 12.73 16 15.73 18 17.73 24 23.67 30 29.16
9-5 用螺钉GB/T68 M12×50
把两铸铁件连接起来。
(用比例画法)
1.1d
9900°° φ22d4 0.235d
0.65d 0.235d
24d 0.1.12d
l5 0
0.1C5d1x.845° Md12
ds max 5.48 6.48 8.58 10.58 12.7 14.7 16.7 18.7 20.8 22.84 24.84 27.84
dw min a max
6.74 8.74 11.47 14.47 16.47 19.95 22 24.85 27.7 31.35 33.25 38 3.2 4 5 6 7 6 8 7.5 10 7.5 12 9
3.开槽沉头螺钉:d=M 10,l=45mm。
φ18d.k3
2.n5
M10
90°
2t
3b8
5k
45
标记:螺钉 GB/T68 M10×45 P287-288
螺纹规格d p
a max b min n 公称 da max
M1.6 M2 M2.5 M3 M4 M5 M6 M8 M10
0.35 0.4 0.45 0.5 0.7 0.8 1 1.25 1.5
螺纹标准手册范本

螺纹标准,螺纹标准手册种别标准名称标准号普通螺纹普通螺纹基本牙型GB/T192 —1981普通螺纹直径与螺距系列GB/T193 —1981普通螺纹基本尺寸GB/T196 —1981普通螺纹公差与配合GB/T197 —1981普通螺纹偏差表GB/T2516 —1981商品紧固件的普通螺纹选用系列JB/T7912 —1999商品紧固件的中等精度普通螺纹极限尺寸 GB/T9145 —1988光学螺纹光学仪器特种细牙螺纹ZBN30006—1988 . 专业word可编辑.光学仪器用目镜螺纹JB/T8204—1995光学仪器用短牙螺纹JB/T5450-1991紧配合螺纹过渡配合螺纹GB/T1167—1996过盈配合螺纹GB/T1181—1998小螺纹小螺纹牙型GB/T1505 4.1—1994 小螺纹直径与螺距系列GB/T1505 4.2—1994小螺纹基本尺寸GB/T1505 4.3—1994小螺纹公差GB/T15054.4-1994小螺纹极限尺寸GB/T15054.5-1994MJ螺纹MJ螺纹基本牙型GJB/T3.1 —1982MJ螺纹螺栓与螺母螺纹的尺寸与公差GJB/T3.2 —1982MJ螺纹管路件螺纹的尺寸与公差GJB/T3.3 —1985. 专业word可编辑.MJ螺纹结构件的尺寸与公差GJB/T3.4 —1985MJ螺纹计算公式GJB/T3.5 —1985MJ螺纹首尾GJB52-1985梯形螺纹梯形螺纹牙型GB/T5796 .1—1986 梯形螺纹直径与螺距系列GB/T5796 .2—1986梯形螺纹基本尺寸GB/T5796 .3—1986梯形螺纹公差GB/T5796 .4—1986梯形螺纹极限尺寸GB/T12359—1990机床梯形螺纹丝杠、螺母技术条件JB/T2886—1992锻钢阀门用短牙梯形螺纹JB/TQ374—1985锯齿形螺纹锯齿形(3 °、30°)螺纹牙型 GB/T13576.1—1992 锯齿形(3 °、30°)螺纹直径与螺距系列GB/T13576.2—1992. 专业word可编辑.锯齿形(3 °、30°)螺纹基本尺寸GB/T13576.3—1992锯齿形(3 °、30°)螺纹公差GB/T13576.4—1992水压机45 °锯齿形螺纹牙型与基本尺寸JB2076—1984管螺纹用螺纹密封的管螺纹GB/T7306 —1987非螺纹密封的管螺纹GB/T7307 —198760°圆锥管螺纹GB/T12716—1991米制锥螺纹GB/T1415—1992管路旋进端用普通螺纹尺寸系列GB/T1414—1978气瓶专用螺纹GB/T8335-1998通用基准螺纹术语GB/T1479 1—1993 . 专业word可编辑.公制细螺纹标公制粗螺纹标准准规格标准径最大最小规格标准径最大最小规格标准径最大最小M1.0*0.25 0.75 0.785 0.729 M1.0*0.2 0.8 0.821 0.783 M15*1.0 14 14.353 13.917 M1.1*0.25 0.85 0.885 0.829 M1.1*0.2 0.9 0.921 0.883 M16*1.5 14.5 14.676 14.376 M1.2*0.25 0.95 0.985 0.929 M1.2*0.2 1 1.021 0.983 M16*1.0 15 15.153 14.917 M1.4*0.3 1.1 1.142 1.075 M1.4*0.2 1.2 1.221 1.183 M17*1.5 15.5 15.676 15.376 M1.6*0.35 1.25 1.321 1.221 M1.6*0.2 1.4 1.421 1.383 M17*1.0 16 16.153 15.917 M1.7*0.35 1.35 1.421 1.321 M1.7*0.2 1.45 1.5 1.46 M18*2.0 16 16.21 15.835 M1.8*0.35 1.45 1.521 1.421 M1.8*0.2 1.6 1.621 1.583 M18*1.5 16.5 16.676 16.376 M2.0*0.4 1.6 1.679 1.567 M2.0*0.25 1.75 1.785 1.729 M18*1.0 17 17.153 16.917 M2.2*0.45 1.75 1.888 1.713 M2.2*0.25 1.95 1.985 1.929 M20*2.0 18 18.21 17.835. 专业word可编辑.M2.3*0.4 1.9 1.979 1.867 M2.3*0.25 2.05 2.061 2.001 M20*1.5 18.5 18.676 18.376 M2.5*0.45 2.1 2.138 2.013 M2.5*0.35 2.2 2.221 2.121 M20*1.0 19 19.153 18.917 M2.6*0.45 2.2 2.238 2.113 M2.5*0.35 2.2 2.246 2.186 M22*2.0 20 20.21 19.835 M3.0*0.5 2.5 2.599 2.459 M3.0*0.35 2.7 2.721 2.621 M22*1.5 20.5 20.676 20.376 M3.0*0.6 2.4 2.44 2.28 M3.5*0.35 3.2 3.221 3.121 22*1.0 21 21.153 20.917 M3.5*0.6 2.9 3.01 2.85 M4.0*0.5 3.5 3.599 3.459 M24*2.0 22 22.21 21.835 M4.0*0.7 3.8 3.422 3.242 M4.5*0.5 4 4.099 3.959 M24*1.5 22.5 22.676 22.376 M4.0*0.75 3.25 3.326 3.106 M5.0*0.5 4.5 4.599 4.459 M24*1.0 23 23.153 22.917 M4.5*0.7 3.8 3.878 3.688 M5.5*0.5 5 5.099 4.959 M25*2.0 23 23.21 22.835 M5*0.8 4.2 4.334 4.134 M6.0*0.75 5.3 5.378 5.188 M25*1.5 23.5 23.676 23.376 M5*0.9 4.1 4.17 3.98 M6.0*0.5 5.5 5.55 5.4 M25*1.0 24 24.153 23.917 M6*1.0 5 5.153 4.917 M7.0*0.75 6.3 6.378 6.188 M26*1.5 24.5 24.676 24.876. 专业word可编辑.M7*1.0 6 6.153 5.917 M7.0*0.5 6.5 6.55 6.4 M27*2.0 25 25.21 24.735 M8*1.25 6.8 6.912 6.647 M8.0*1 7 7.153 6.917 M27*1.5 25.5 25.676 25.376 M9*1.25 7.8 7.912 7.647 M8.0*0.75 7.3 7.378 7.188 M27*1.0 26 26.153 25.735 M10*1.5 8.5 8.676 8.376 M8.0*0.5 7.5 7.52 7.4 M28*2.0 26 26.21 25.835 M11*1.5 9.5 9.676 9.376 M9.0*1 8 8.153 7.917 M28*1.5 26 26.676 26.376 M12*1.75 10.3 10.24 10.11 M9.0*0.75 8.3 8.378 8.188 M28*1.0 27 27.153 26.917 M14*2.0 12 12.21 11.84 M10*1.25 8.8 8.912 8.647 M30*3.0 27 27.252 26.752 M16*2.0 14 14.21 13.84 M10*1.0 9 9.153 8.917 M30*2.0 28 28.21 27.835 M18*2.5 15.5 15.744 15.29 M10*0.75 9.3 9.378 9.188 M30*1.0 28 28.676 28.376 M20*2.5 17.5 17.744 17.29 M10*0.5 9.5 9.52 9.4 M32*2.0 30 29.153 28.917 M22*2.5 19.5 19.744 19.29 M11*1.0 10 10.15 9.917 M32*1.5 30 30.21 29.835 M24*3.0 21 21.252 20.75 M11*0.75 10.3 10.38 10.19 M33*3.0 30 30.676 30.376. 专业word可编辑.M27*3.0 24 24.252 23.75 M12*1.5 10.5 10.68 10.38 M33*2.0 31 30.252 29.752 M30*3.5 26.5 26.771 26.21 M12*1.25 10.8 10.91 10.65 M33*1.5 31.5 31.21 30.835M12*1 11 11.15 10.92 M35*1.5 33.5 33.676 31.376M12*0.5 11.5 11.52 11.4 M36*3.0 33 33.252 32.752M14*0.5 12.5 12.68 12.38 M36*2.0 34 34.21 33.835M14*1.0 13 13.15 12.92 M36*1.5 34 34.676 34.376M15*1.50 13.5 13.68 13.38公制迫牙丝攻钻孔美制细螺纹标准径精度等规格(丝牙外径)标准径最大最小规格级. 专业word可编辑.7-G8 1.25 1.305 1.182 G4-G6 G7-G8 G9NO.1-72(1.854) 1.55 1.612 1.474 M1.0*0.25 0.86 0.88NO.2-64(2.134) 1.85 1.912 1.756 M1.1*0.25 0.96 0.98NO.3-56(2.515) 2.1 2.197 2.025 M1.2*0.25 1.06 1.08NO.4-48(2.345) 2.4 2.456 2.271 M1.4*0.3 1.24 1.25NO.5-44(3.175) 2.7 2.74 2.551 M1.6*0.35 1.41 1.43NO.6-40(3.505) 2.9 3.022 2.82 M1.7*0.35 1.51 1.53NO.8-36(4.166) 3.5 3.606 3.404 M1.8*0.35 1.61 1.63NO.10-32(4.326) 4.1 4.165 3.963 M2.0*0.4 1.78 1.8NO.12-28(5.846) 4.6 4.724 4.496 M2.2*0.45 1.95 1.981\4-28 5.5 5.588 5.36 M2.3*0.4 2.08 2.15\16-24 6.9 7.035 6.782 M2.5*0.45 2.25 2.28 . 专业word可编辑.3\8-24 8.5 8.636 8.382 M2.6*0.45 2.35 2.387\16-20 9.9 10.033 9.729 M3.0*0.5 2.73 2.751\2-20 11.5 11.607 11.329 M3.5*0.6 3.17 3.29\16-18 12.9 13.081 12.751 M4.0*0.7 3.62 3.65 3.695\8-18 14.5 14.681 14.351 M5.0*0.8 4.56 4.6 4.643\4-16 17.5 17.678 17.323 M6.0*1.0 5.45 5.5 5.557\8-14 20.5 20.675 20.27 M7.0*1.0 6.45 6.5 6.551\8-12 23.2 23.571 23.114 M8.0*1.25 7.31 7.38 7.441-1\8-12 26.5 26.746 26.289 M10*1.5 9.18 9.25 9.321-1\4-12 29.5 29.921 29.464 M10*1.25 9.31 9.38 9.441-3\8-12 32 33.096 32.639 M12*1.75 11.04 11.12 11.211-1\2-12 36 36.271 35.814 M12*1.25 11.31 11.38 11.44 . 专业word可编辑.英美联细螺纹标英美联合螺纹标准准下孔规格钻头径2B螺纹径规格钻头径径上限下限上限下限NO.1-64UNC 1.55 1.582 1.425 no.0-80unf 1.25 1.305 1.182 NO.2-56UNC 1.8 1.871 1.695 no.1-72unf 1.55 1.612 1.474 NO.3-48UNC 2.1 2.146 1.941 no.2-64-unf 1.85 1.912 1.756 NO.4-40UNC 2.3 2.385 2.157 no.3-565unf 2.1 2.197 2.025 NO.5-40UNC 2.6 2.679 2.487 no.4-48unf 2.4 2.458 2.271 NO.6-32UNC 2.8 2.895 2.642 no.5-44unf 2.7 2.74 2.551. 专业word可编辑.NO.832UNC 3.4 3.53 3.302 no.6-40unf 2.9 3.022 2.82NO.10-24UNC 3.9 3.926 3.683 no.8-36unf 3.5 3.606 3.404NO.12-24UNC 4.5 4.597 4.344 no.10-32unf 4.1 4.165 3.9631\4-20UNC 5.1 5.257 4..979 no.12-28unf 4.6 4.724 4.4965\16-18unc 6.6 6.731 6.401 1\4-28unf 5.5 5.588 5.363\8-16UNC 8 8.153 7.798 5\16-24unf 6.9 7.035 6.7827\16-14UNC 9.4 9.55 9.144 3\8-24unf 8.5 8.636 8.3821\2-13UNC 10.8 11.023 10.599 7\16-20unf 9.9 10.033 9.7299\16-12UNC 12.2 12.446 11.989 1\2-unf 11.5 11.607 11.329 5\8-11UNC 13.6 13.868 13.386 9\16-unf 12.9 13.081 12.753\4-10UNC 16.5 16.84 16.307 5\8-18unf 14.5 14.681 14.357\8-9UNC 19.5 19.761 19.177 3\4-16unf 17.5 17.678 17.32 . 专业word可编辑.1--8UNC 22.2 22.606 21.971 7\8-14unf 20.5 20.675 20.27 11\8-7UNC 25 25.349 24.813 1--12unf 23.2 23.571 23.11 11\4-7UNC 28.2 28.524 27.813 11\8-12unf 26.5 26.746 26.28 13\8-6UNC 30.8 31.115 30.353 11\4-12unf 29.5 29.921 29.46 11\2-6UNC 34 34.29 33.528 13\8-12unf 32.8 33.096 32.63 13\4-5UNC 39.5 39.827 38.964 11\2-12unf 36 36.271 35.81 2-41\2UNC 45.2 45.593 44.679山数节距换算惠式螺纹标准(旧英制牙)表规格钻头径A例B例山数(25.4) 节数. 专业word可编辑.*W1\8-40 2.65 2.6 100 0.2540.317*W5\32-32 3.25 3.2 88050.351*w3\16-24 3..75 3.7 77280.396W1\4-20 5.1 5 6490.423W5\16-18 6.6 5 6030.453W3\8-16 8 6.5 566 W7\16-14 9.4 7.9 48 0.529. 专业word可编辑.20.577W1\2-12 10.7 9.310.5 443 W9\16-12 12.3 12 40 0.6350.705W5\8-11 13.7 13.5 3660.793W3\4-10 16.7 16.5 3280.907W7\8-9 19.5 19.3 2811.058W1-8 22.4 22 243. 专业word可编辑.W1\8-7 25 24.8 20 1.271.411W11\4 28.3 28 1811.587W13\8-6 30.5 30.3 1651.814W11\2-6 33.8 33.5 1431.953W15\8-5 36 35.7 1382.116W13\4-5 39.2 39 127 W11\8-5 41.8 41.5 11 2.309. 专业word可编辑.1W2-41\2 45 44.7 10 2.54牙套螺纹攻用标准9 2.8222规格钻头径下孔径8 3.175上限下限7 3.6286M3*0.5 3.1 3.2 3.12 6 4.2333M4*0.7 4.2 4.3 4.17 5 5.08M5*0.8 5.2 5.33 5.16 41\2 5.6444M6*1 6.3 6.42 6.25 4 6.35M8*1.25 8.4 8.52 8.31 31\2 7.2571M10*1.5 10.5 10.62 10.37 31\2 7.8154M10*1.25 10.4 10.52 10.31 3 8.4667 . 专业word可编辑.M10*1 10.3 10.42 10.25 27\8 8.8348M12*1.75 12.5 12.73 12.43 23\4 9.2364M12*1.5 12.5 12.62 12.37 25\8 9.6762M12*1.25 12.5 12.52 12.31 21\2 10.16M14*2 14.5 14.83 14349M14*1.5 14.5 14.62 14.37M16*2 16.5 16.83 16.49M16*1.5 16.5 16.62 16.37M18*2.5 19 19.04 18.58M18*1.5 18.5 18.62 18.37M20*2.5 21 21.04 20.58M20*1.5 20.5 20.62 20.37. 专业word可编辑.公制、美制和英制螺纹标准 NPT,PT,G 都是管螺纹. NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管螺纹,用於北美地区.国家标准可查阅 GB/T12716-1991 PT 是 Pipe Thread 的缩写,是 55 度密封圆锥管螺纹,属惠氏螺纹家族,多用於欧洲及英联邦国家.常用於水及煤气管行业,锥度规定为 1:16.国家标准可查阅 GB/T7306-2000 G 是 55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为 G 代表圆柱螺纹.国家标准可查阅 GB/T7 307-2001 另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英吋.行内人通常用分来称呼螺纹尺寸,一吋等於8分,1/4 吋就是2分,如此类推. G 似乎就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
紧固件国家标准手册

紧固件国家标准手册 丝规格 M2 M2.5 M3 M4 M5标准扭力 1.6~2 3~4 6~7.5 14.5 ~ 18 28~35(kgf ?cm ) ○自攻牙螺丝螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4Min.Max. Min. Max. ! [ X" m. r9 X2 }; k: V1 M1.0 0.15 0.20 0.08 0.102 M1.1 0.22 0.29 0.11 0.14/ Y; W) D2 P4 s+ ^9 E3 M1.2 0.32 0.42 0.16 0.214 M1.4 0.48 0.62 0.24 0.315 M1.6 0.70 0.91 0.35 0.466 E0 R8 S5 Q7 o1 M/ l6 M1.8 1.10 1.43 0.55 0.727 M2.0 1.50 1.95 0.75 0.988 M2.2 2.00 2.60 1.00 1.309 M2.5 3.20 4.16 1.60 2.0810 M3.0 5.00 6.50 2.50 3.2511 M3.5 6.50 8.45 3.25 4.239 `- d3 R ?) s, L+ z5 t( T12 M4.0 14.00 18.20 7.009.1013 M4.5 20.50 26.65 10.25 13.3314 M5.0 29.00 37.70 14.50 18.8515M6.049.0063.7024.0031.20第一 部分 基础知识 第一 章 度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米( 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多1、公制计量:(10 进制)1m =100 cm=1000 mm1 cmm )、厘米( cm )、毫米 mm )等,在欧州、我国及日本等东南亚地区使用较多, 另一种为英制,计量单位主要为英寸 (inch ),0 1 234 5 67 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸 =25.4 mm3/8 × 25.4 =9.521/16 3/16 5/16 7/16 9/1611/16 13/16 15/160 1/8 1/4 3/8 1/25/83/4 7/81 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#, 5#, 6#, 7#, 8#,10#,12#第二章 螺 纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
螺纹紧固件设计手册
.螺纹紧固件设计手册1.螺纹紧固件设计概述螺纹紧固件依据头部、杆部、尾部及螺纹形式的不同,有非常多的种类;同时,螺栓/螺母的强度等级及表面处理也是多种多样的,工程师将依据需求来选择、设计紧固件。
一个完整的设计,需要进行如下设计校核:1)螺纹连接轴向预紧力设计计算2)螺栓规格及强度等级选择3)配合螺母的等级及内螺纹啮合长度确定4)螺栓长度确定5)表面处理选择6)头部形式及装配空间确认7)装配工艺试验验证2.螺纹连接预紧力设计计算螺栓/螺母连接是通过完成装配后,产生一定的轴向预紧力,来保证被连接件的固定,或传递载荷或密封等功能。
在设计选择螺栓/螺母时,对于关键的联结部位,首先必须确认需要螺栓提供的轴向预紧力的范围。
在确定预紧力时,应考虑下列因素:——最小预紧力满足功能要求——最大等效应力不超过螺栓的破坏应力——螺栓的应力幅不超过疲劳极限——联接体装配后的变形下面是一些常见的连接形式中,最小轴向预紧力的计算:(1)螺栓的轴向力F通过配合面产生的静摩擦力,用以传递切向载荷F或扭矩M,YQKQ q为配合面数量。
μ:配合面的摩擦系数ΤPCD/2ra:摩擦半径,对于车轮螺栓为图1 通过配合面间的摩擦力传递载荷F(2)螺栓的轴向力用于提供保证密封所需的压力Kp P? F=A ikpD Pi:密封介质的压强:密封面积A D..。
作用时,被联接件仍留有一压力F)3防止张开所需的轴向力F,在有轴向外力(FA KRV=F+FF KRPA V2 轴向外力在螺纹联结体上的分布图图:同时还要考虑工作中预紧力的变化ΔFFZ预紧力减小* 材料压陷或松弛,Fvth 导致预紧力发生变化Δ* 在螺栓和被连接件间产生热膨胀差由于温度变化,,综合考虑上述所有因素,所需的螺栓最小轴向力)(1 Δ+F=FF+F+F VminKQKP3. 螺栓规格及强度等级确定螺栓在装配拧紧时,处于拉扭符合的应力状态,其屈服轴力和破坏轴力都小于单纯拉伸时螺栓的载荷。
止退型螺纹紧固件说明书
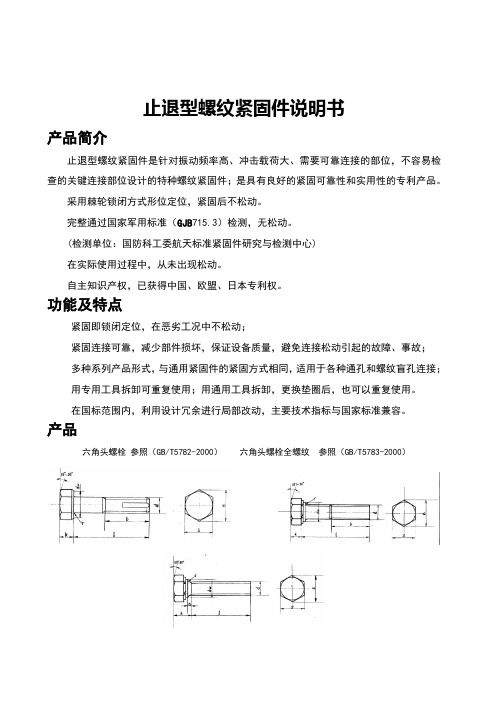
止退型螺纹紧固件说明书产品简介止退型螺纹紧固件是针对振动频率高、冲击载荷大、需要可靠连接的部位,不容易检查的关键连接部位设计的特种螺纹紧固件;是具有良好的紧固可靠性和实用性的专利产品。
采用棘轮锁闭方式形位定位,紧固后不松动。
完整通过国家军用标准(GJB715.3)检测,无松动。
(检测单位:国防科工委航天标准紧固件研究与检测中心)在实际使用过程中,从未出现松动。
自主知识产权,已获得中国、欧盟、日本专利权。
功能及特点紧固即锁闭定位,在恶劣工况中不松动;紧固连接可靠,减少部件损坏,保证设备质量,避免连接松动引起的故障、事故;多种系列产品形式,与通用紧固件的紧固方式相同,适用于各种通孔和螺纹盲孔连接;用专用工具拆卸可重复使用;用通用工具拆卸,更换垫圈后,也可以重复使用。
在国标范围内,利用设计冗余进行局部改动,主要技术指标与国家标准兼容。
产品六角头螺栓参照(GB/T5782-2000)六角头螺栓全螺纹参照(GB/T5783-2000)标记示例:螺纹规格d=M12、公称长度l=80mm、性能等级为8.8级、不经表面处理的六角头螺栓:螺栓SKS5780 M12×80螺纹规格d M10M 12M14M16M18M20M22M24M27M30M36M42M48M56M64 s (公称)161821242730343641465565758595 k (公称) 6.47.58.81011.512.514151718.722.526303540 r min0.40.60.60.60.60.80.80.8111 1.2 1.622e min17.5919.8522.7826.1729.5632.9537.2939.5545.250.8560.7971.382.693.56104.86 dw min14.4716.4719.152224.8527.731.3533.253842.7551.1159.9569.4578.8688.16b (参考)l≤125125<l≤200l>200263245303649344053384457424861465265505669546073606679667285~8497~96109~108121~~137~~153 a 4.5 5.2567.5910.5~1213.5~1516.518全螺纹长度l 20~10025~12030~14035~15035~18040~15045~20050~15055~20060~20070~20080~200100~200110~200120~200100mm长的质量≈/kg0.0660.0940.1320.1780.2290.2890.3660.4310.5690.722 1.099 1.611 2.254 3.224 4.427l系列(公称)20,25,30,35,40,45,50,55,60,65,70,80,90,100,110,120,130,140,150,160,180,200,220,240,260,280,300,320,340,360,380,400,420,440,460,480,5002、表面处理:氧化处理不标;如需其它方式处理,标明处理方式类型。
中国紧固件手册

中国紧固件手册紧固件是工程设计与制造中不可或缺的一部分,它们承担着连接、固定和紧固物体的重要任务。
中国紧固件市场庞大且多样化,为了帮助读者更好地了解和应用中国紧固件,本手册将介绍中国紧固件的类型、制造工艺和标准。
一、紧固件的类型中国紧固件市场上涵盖了各种类型的紧固件,包括螺栓、螺母、螺杆、螺钉、垫圈和销子等。
其中,螺栓是最常见的一种紧固件,通常由螺纹部分和头部组成。
根据用途和性能要求,螺栓的形状和材料也会有所不同。
螺母是与螺栓搭配使用的紧固件,通过螺栓和螺母的配合紧固物体。
螺杆和螺钉通常用于轴向负载和连接薄板材料。
垫圈则常用于分散紧固力和保护连接表面。
销子则用于连接和固定零件。
二、紧固件的制造工艺中国紧固件制造工艺经历了长期发展和创新,目前已形成了一套完善的生产体系。
通常,制造紧固件的工艺包括原材料选材、热处理、机械加工、表面处理和质检等环节。
首先,选取合适的原材料对于制造高质量的紧固件至关重要。
常见的原材料包括碳钢、合金钢和不锈钢等。
其次,热处理是为了增强材料的力学性能和耐久性。
随后,通过机械加工对原材料进行成型和加工。
紧固件的表面处理可以包括镀锌、镀镍、热镀锌和喷涂等,以提高其耐腐蚀性和美观度。
最后,质检环节对紧固件的尺寸、力学性能和表面质量进行检测,确保紧固件符合标准和要求。
三、中国紧固件标准中国紧固件市场的标准体系非常庞大,主要包括国家标准、行业标准以及企业标准。
其中,国家标准由国家标准化管理委员会负责制定和管理,涵盖了螺纹、螺栓、螺母、螺杆等紧固件的尺寸、材料和力学性能等要求。
行业标准是由相关行业协会或组织制定的,例如汽车行业、建筑行业等。
企业标准则是由紧固件制造企业根据自身需求制定的,以确保其产品符合市场需求和质量要求。
遵循标准可以提高紧固件的互换性和可靠性,确保工程项目的安全性和可持续发展。
四、中国紧固件市场的发展趋势中国紧固件市场在过去几十年中快速发展,取得了显著的成就。
然而,随着国内外技术的竞争和市场需求的不断变化,中国紧固件行业也面临一些挑战和机遇。
螺纹设计手册

螺纹设计手册
螺纹设计手册通常是为工程师、设计师和制造商提供关于螺纹设计的详细指南和规范的文档。
这些手册通常包含有关螺纹标准、规格、尺寸、材料选型、制造方法等方面的信息。
以下是螺纹设计手册可能包含的一些主题:
1.螺纹标准:介绍不同国际、国家或行业标准中的螺纹类型和规
范,例如ISO(国际标准化组织)、ANSI(美国国家标准学会)、
DIN(德国工业标准)等。
2.螺纹类型:包括内螺纹和外螺纹,以及各种特定类型的螺纹,
如公制螺纹、英制螺纹、管螺纹等。
3.尺寸和公差:提供不同螺纹规格的尺寸、公差、螺距等方面的
详细信息,以确保螺纹的互换性和适应性。
4.螺纹材料:关于螺纹制造所需的材料选择,包括金属、塑料等。
涉及材料的机械性能、耐腐蚀性等方面的信息。
5.螺纹加工方法:介绍不同螺纹的制造和加工方法,包括切削、
滚压、铸造等。
提供加工工艺的建议和最佳实践。
6.应用指南:针对不同领域的应用,提供关于螺纹设计的实际应
用指南,例如在汽车工程、航空航天、机械制造等方面的应用。
7.螺纹相关工具:介绍用于设计、检测和测量螺纹的工具和设备,
例如螺纹规、螺距计、螺纹测微器等。
8.设计示例:提供一些实际的螺纹设计示例,以帮助工程师更好
地理解螺纹设计的原则和应用。
这些手册的具体内容可能因制造商、行业和国家而异。
工程师在设计螺纹时应参考适用的标准和规范,以确保设计的质量和可靠性。
美制螺纹标准手册-教材

螺紋教材螺紋一般狀況:螺紋提供緊固件使之能作負荷之轉移:1何謂螺紋 : 所謂螺紋即為在一圓柱物體上作出突起之螺旋山狀物,外螺紋適用於螺栓, 螺絲及螺樁, 內螺紋適用於螺帽及螺紋孔.2螺紋之組成 : 主要分為三部份螺峰, 螺谷及螺腹. 螺紋部頂端稱之為螺峰, 螺紋部底端稱為螺谷, 二者之間稱為螺腹. 三者組成一V字型之構造. 螺峰與螺谷之直線距離為螺紋高H, 螺峰與螺峰之距離為螺距P, 在UN螺紋方面H = 0.866025 x P ( 假設狀況螺峰與螺谷均為V字型尖銳端 ).3完全與不完全螺紋 : 螺紋同時具有螺峰及螺谷之完整形狀時稱為完全螺紋, 若螺谷或螺峰未完全成型則稱為不完全螺紋.4螺距 : 螺距P即垂直於螺絲(帽)軸螺紋上之任一點與鄰近螺紋同一點之水平距離. 在UN 螺紋系統中, 通常以每寸幾個螺紋表示.5大徑及小徑 : 在外螺紋系統中, 螺峰之外徑稱為大徑, 螺谷之外徑稱為小徑. 內螺紋類則正好相反, 螺峰之內徑為小徑, 螺谷之外徑為最大徑.6螺腹 : 螺腹與軸部所成之角度稱為螺腹角( Flank Angle ), 軸部雙邊角度相等者稱為對稱, 在UN螺紋系統中, 螺腹角通常為30度且對稱, 故UN螺紋之角度均為60度.7有效徑 : 理論上而言為垂直於軸而通過螺峰螺谷某點之徑. 對標準螺紋而言, 此點正好位於中點. 但對非標準螺紋而言, 此點可能位於中點附近之任一點, 視實際製造狀況而定.8裕度 : 螺紋配合之裕度意味外螺紋及內螺紋均以其最大上限製造且結合時之寬裕度. 對緊固件而言, 裕度通常由外螺紋提供, 這表示外螺紋之大徑, 有效徑, 小徑均需比基本螺紋型為小,而內螺紋之三徑則等於基本螺紋型.9製造公差 : 公差之配合則視製造而定. 公差即上限與下限之差. 對外螺紋而言, 其公差為上限減去公差即為下限, 內螺紋則正好相反.10螺紋長及結合深度 : 緊固件結合時, 外螺紋部之完全螺紋部之軸距為其螺紋長, 旋進內螺紋之距離為其結合深度, 螺紋長及結合深度對其強度有深切之影響.11螺距 : 螺距一般以每寸幾個螺紋表示, 常用有英制統一粗螺紋, 細螺紋及8-螺紋三種. 12螺紋強度 : 螺紋支撐轉移負荷之力量決定於四個強度. 抗拉強度應力面積為螺紋支撐抵抗拉力之面積. 抗剪應力面積為計算徑剪斷力之面積. 防鬆應力面積為內螺紋及外螺紋螺紋選擇:螺紋選擇之三要素 : 螺紋型式、螺紋數及等級。
螺纹设计手册

螺纹设计手册一、螺纹的基本概念螺纹作为机械连接元件中的重要一环,广泛应用于机械工程、汽车工程、航空航天、船舶建造等领域。
螺纹作为一种紧固连接元件,其设计和制造的精度对整个机械系统的性能和可靠性至关重要。
了解螺纹的基本概念和设计原则对于工程技术人员来说至关重要。
螺纹是一种连续螺旋状的紧密排列的刀削或压制状,广泛应用于机械零部件的连接和定位。
常见的螺纹包括内螺纹和外螺纹,其中外螺纹用于连接零件,内螺纹则用于连接螺柱或螺钉。
二、螺纹的分类根据螺纹的形状和用途,螺纹可以分为普通螺纹、精密螺纹和牙型螺纹等几种类型。
普通螺纹适用于一般的机械连接,精密螺纹用于需要更高的连接精度和密封性能的场合,而牙型螺纹则主要用于管道连接。
根据螺纹的结构形式,可以分为等螺距螺纹、不等螺距螺纹、单头螺纹和双头螺纹等。
不同类型的螺纹适用于不同的连接方式和工作环境,工程设计人员在选择时需仔细考虑。
三、螺纹的设计原则1. 螺纹的尺寸设计要符合相应的标准和规范,通常采用国家标准或国际标准进行设计。
2. 在设计螺纹时需充分考虑螺纹的强度和耐磨性,以确保螺纹在使用过程中具有足够的可靠性。
3. 螺纹的精度设计需要满足连接零件的要求,尤其是在需要高密封性能和高精度定位的场合,要求更加严格。
4. 螺纹的角度设计需符合标准,以确保螺纹连接时能够正确进行装配和拆卸。
5. 螺纹的表面粗糙度设计需要满足使用要求,以确保螺纹的摩擦系数和密封性能符合要求。
四、螺纹的设计计算在设计螺纹时,需要进行一系列的设计计算,主要包括螺纹的材料选择、削去量的计算、铣削螺纹的程序设计等。
在设计螺纹时还需要考虑螺纹的连接强度计算和受力性能的评估等。
五、螺纹加工工艺螺纹的加工包括镗制、车削、铣削等多种方式,其中最常用的是车削和铣削。
在螺纹的加工过程中,需要采取一系列的措施来保证其加工精度和表面质量,例如加工工艺的选择、刀具的选择和刀具的磨损等。
六、螺纹的检测方法螺纹的检测方法包括视觉检测、量规检测、外观检测、探伤检测和无损检测等。
螺纹紧固件及连接画法
完整标记: 螺钉 GB/T 65-2000M10×60-4.8-A
2.螺钉装配图的简化画法
螺钉用于不经常拆卸和受力较小的连接中, 按用途可分为连接螺钉和紧定螺钉。
连接螺钉
螺钉连接演示
螺钉装配图的简化画法
l bm
螺钉长度: l计=bm+
0.5d
bm: 钢: bm=d
铸铁: bm=1.25d或1.5d
铝: bm=2d
公称长度 l 为查表得l计相近值。
沉头螺钉的公称长度是螺钉的全长。
0.3d
2 l
★ 被连接件的孔径=1.1d ★ 两块板的剖面线方向相反
★ 螺栓、垫圈、螺母按不剖画
1 ★ 螺栓的有效长度按下式计算
l计= 1+ 2+0.15d(垫圈厚) +0.8d(螺母厚)+0.3d
计算后查表取标准值
螺纹紧固件公称长度 l 的确定
螺栓公称长度l ≈δ1+δ2+h(垫圈厚)+m(螺母厚) +0.3d
都与规格d(或D)建立一定的比例关系,并按此比
例画图称为比例画法。工程实践中常用比例画法。
a.螺栓的比例画法
规定标记: 螺栓GB/T 5780 M12×80 螺栓
长度
简化 画法:
b.螺母的比例画法
规定标记: 螺母 GB/T 6170 M12
国标号 螺纹规格
简化画法:
紧固件国家标准手册
紧固件国家标准手册 丝规格 M2 M2.5 M3 M4 M5标准扭力 1.6~2 3~4 6~7.5 14.5 ~ 18 28~35(kgf ?cm ) ○自攻牙螺丝螺丝规格 1.7 2 2.3 2.6 3 3.5 标准扭力 1.5 3 3 3 4 4Min.Max. Min. Max. ! [ X" m. r9 X2 }; k: V1 M1.0 0.15 0.20 0.08 0.102 M1.1 0.22 0.29 0.11 0.14/ Y; W) D2 P4 s+ ^9 E3 M1.2 0.32 0.42 0.16 0.214 M1.4 0.48 0.62 0.24 0.315 M1.6 0.70 0.91 0.35 0.466 E0 R8 S5 Q7 o1 M/ l6 M1.8 1.10 1.43 0.55 0.727 M2.0 1.50 1.95 0.75 0.988 M2.2 2.00 2.60 1.00 1.309 M2.5 3.20 4.16 1.60 2.0810 M3.0 5.00 6.50 2.50 3.2511 M3.5 6.50 8.45 3.25 4.239 `- d3 R ?) s, L+ z5 t( T12 M4.0 14.00 18.20 7.009.1013 M4.5 20.50 26.65 10.25 13.3314 M5.0 29.00 37.70 14.50 18.8515M6.049.0063.7024.0031.20第一 部分 基础知识 第一 章 度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米( 相当于我国旧制的市寸,在美国、英国等欧美国家使用较多1、公制计量:(10 进制)1m =100 cm=1000 mm1 cmm )、厘米( cm )、毫米 mm )等,在欧州、我国及日本等东南亚地区使用较多, 另一种为英制,计量单位主要为英寸 (inch ),0 1 234 5 67 8 9 10 mm2、英制计量:(8 进制)1 英寸=8 英分1 英寸 =25.4 mm3/8 × 25.4 =9.521/16 3/16 5/16 7/16 9/1611/16 13/16 15/160 1/8 1/4 3/8 1/25/83/4 7/81 inch3、 1/4 以下的产品用番号来表示其称呼径,如:4#, 5#, 6#, 7#, 8#,10#,12#第二章 螺 纹、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。
紧固件公制螺纹标准手册
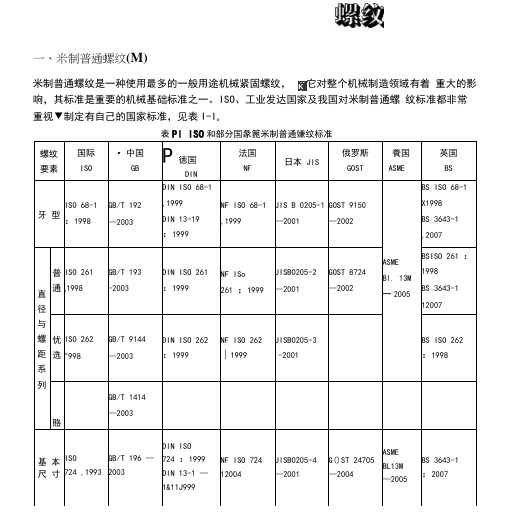
一、米制普通螺纹(M)米制普通螺纹是一种使用最多的一般用途机械紧固螺纹,它对整个机械制造领域有着重大的影响,其标准是重要的机械基础标准之一。
ISO、工业发达国家及我国对米制普通螺纹标准都非常重视▼制定有自己的国家标准,见表I-I o表Pl ISO和部分国彖篦米制普通嫌纹标准螺纹要素国际ISO•中国GBP徳国DIN法国NF日本JIS俄罗斯GOST養国ASME英国BS牙型ISO 68-1:1998GB/T 192—2003DIN ISO 68-1,1999DIN 13-19:1999NF ISO 68-1,1999JIS B 0205-1—2001GOST 9150—2002ASMEBl. 13M一2005BS ISO 68-1X1998BS 3643-1,2007直径与螺距系列普通ISO 261t1998GB/T 193-2003DIN ISO 261:1999NF ISo261 :1999JISBO205-2—2001GOST 8724—2002BSISO 261 :1998BS 3643-112007优选ISO 262"998GB/T 9144—2003DIN ISO 262:1999NF ISO 262∣1999JISBO205-3-2001BS ISO 262:1998賂GB/T 1414—2003基本尺寸ISO724 ,1993GB/T 196 —2003DIN ISO724 :1999DIN 13-1 —1&11J999NF ISO 72412004JlSBO205-4—2001G()ST 24705—2004ASMEBL13M—2005BS 3643-1:2007IB ■KJ]填表bl注欧洲国家基本上玄接采用ISO 的米制普通螺纹标准。
美国的米制普通螺纹标准有两套,分别由机械工程师协会(ASME)和国防部(DoD)发布。
DOD 的米制普通 博纹标准(FEI>STD-H28∕21B NOT4 X 20011 H28/20B : 19941 H28/22A NOT2:2001)是在相应的ASME 标准基础上编写的,两者的技术内容基本一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹紧固件设计手册
1.螺纹紧固件设计概述
螺纹紧固件依据头部、杆部、尾部及螺纹形式的不同,有非常多的种类;同时,螺栓/螺母的强度等级及表面处理也是多种多样的,工程师将依据需求来选择、设计紧固件。
一个完整的设计,需要进行如下设计校核:
1)螺纹连接轴向预紧力设计计算
2)螺栓规格及强度等级选择
3)配合螺母的等级及内螺纹啮合长度确定
4)螺栓长度确定
5)表面处理选择
6)头部形式及装配空间确认
7)装配工艺试验验证
2.螺纹连接预紧力设计计算
螺栓/螺母连接是通过完成装配后,产生一定的轴向预紧力,来保证被连接件的固定,或传递载荷或密封等功能。
在设计选择螺栓/螺母时,对于关键的联结部位,首先必须确认需要螺栓提供的轴向预紧力的范围。
在确定预紧力时,应考虑下列因素: ——最小预紧力满足功能要求
——最大等效应力不超过螺栓的破坏应力 ——螺栓的应力幅不超过疲劳极限 ——联接体装配后的变形
下面是一些常见的连接形式中,最小轴向预紧力的计算:
(1)螺栓的轴向力F KQ 通过配合面产生的静摩擦力,用以传递切向载荷F Q 或扭矩M Y ,q 为配合面数量。
μΤ:配合面的摩擦系数
ra :摩擦半径,对于车轮螺栓为PCD/2
(2)螺栓的轴向力F Kp 用于提供保证密封所需的压力
F kp =A D •P i
Pi :密封介质的压强 A D :密封面积
(3)防止张开所需的轴向力F V ,在有轴向外力FA 作用时,被联接件仍留有一压力F KR。
图1 通过配合面间的摩擦力传递载荷
F V=F PA+F KR
图2 轴向外力在螺纹联结体上的分布图
同时还要考虑工作中预紧力的变化ΔF:
* 材料压陷或松弛,预紧力减小FZ
* 由于温度变化,在螺栓和被连接件间产生热膨胀差,导致预紧力发生变化ΔFvth
综合考虑上述所有因素,所需的螺栓最小轴向力
F min=F KQ+F KP+F V+ΔF (1)
3. 螺栓规格及强度等级确定
螺栓在装配拧紧时,处于拉扭符合的应力状态,其屈服轴力和破坏轴力都小于单纯拉伸时螺栓的载荷。
对于采用扭矩法拧紧的连接,螺栓的等效应力最大可到屈服点90%,螺栓能承受的最大轴向预紧力F Mzul与螺纹副的摩擦系数μG有关,表1为常用螺栓的保证载荷、最小拉力载荷及允许的最大装配轴力(等粗杆螺栓)。
(2)
D2—螺纹中径
D0—螺杆部最小截面直径
μG——螺纹副摩擦系数
表1 螺栓强度等级、保证载荷、最小拉力载荷及允许的最大装配轴力(等粗杆螺栓)
螺纹规格强度等级
保证载荷
(kN)最小拉力载荷
(kN)
允许的最大装配轴力(kN)
μG=0.12 μG=0.20
M6 8.8 11.6 16.1 10.2 9.0 M8 8.8 21.2 29.2 18.6 16.5
对于M6以上的螺纹,有粗牙和细牙之分,下表列出了各自的优劣势。
可依据需求选用。
依据螺栓需要提供的最小轴向预紧力,考虑到将要采用的装配工艺和工具,对可能产生的最大轴向力F max进行粗略估计,对于扭矩控制拧紧,F max∕F min=0.14-0.16;对于扭矩转角控制拧紧,F max∕F min=0.12-0.14。
可能产生的最大轴向力F max必须小于螺栓装配时允许的最大装配轴力F Mzul。
4. 配合螺母的等级及内螺纹啮合长度
螺纹连接件强度匹配设计原则是,在超拧时失效型式应是螺杆断裂,因为内螺纹的破坏不易发现,且内螺纹的损坏带来的损失较大。
螺栓螺钉的强度主要是由材料及热处理的工艺决定,标准的等级有4.8、5.6.、5.8、8.8、10.9、12.9等[1]。
但内螺纹的强度不只是与材料及热处理的工艺有关,同时还与螺纹连接长度有关。
标准的螺母的强度等级有4、5.、6、8、10、12等[2]、[3]。
对于螺母的选择,需要螺母的保证载荷大于螺栓,按2表来选择。
表2 螺栓/螺母等级匹配
对于在零件上带螺纹孔的设计,需要合理的设计螺纹的啮合长度,以保证装配螺栓时,内螺纹有足够的强度来匹配。
下表是各种内螺纹材料所需的最小啮合长度。
表3 各种内螺纹材料所需的最小啮合长度
注:对于细牙螺纹,啮合长度需增加20%。
5.螺栓长度
1)螺栓有效长度不能太短:至少保证完整螺纹伸出螺母2-3牙(倒角不算完整螺纹);
对于被连接件带有内螺纹的,螺栓的长度要保证上一章节中的啮合长度。
2)螺栓总长L不能太长:螺栓不与其他零件产生干涉。
6. 表面处理
依据螺栓/螺母所处的环境、位置及功能要求,选择表面处理类别及颜色等。
6.1 常用类别
紧固件常用的表面处理类别有电镀锌、电镀锌镍、锌铝涂覆,主要技术要求见表4。
表4 紧固件常用表面处理
6.2设计规则
依据紧固件的使用部位及功能要求,按下面的要求进行设计。
对于≥10.9级高强度螺栓,除非外观有特殊要求,表面处理采用锌铝涂覆;
对于可视件,除非高强度螺栓,表面处理采用电镀锌或电镀锌镍。
表5 各部位紧固件耐腐蚀性要求
对于可视件,其外观颜色需考虑与周围颜色的匹配。
与铝制件或浅色件匹配的零件采用银色,与黑色塑料或油漆件匹配的采用黑色,如有多种色调,紧固件采用黑色。
对于接地螺钉,为了保证良好的导电性,只能用透明的钝化剂。
7. 头部形式及装配空间
螺栓/螺母通常头部选用六角法兰面或六角头,依据装配时产生的最大轴向力计算支撑面承受的最大压应力,不能超出支撑面的抗压极限。
同时需要考虑装配空间是否足够。
表6是一般的需求。
如果确认装配空间有问题,可采用内六角或内六花头部形式。
表6 六角头对边宽度与需要的装配空间
8. 装配工艺参数的确定
装配工艺确定的关键两点:装配产生的最小轴向预紧力满足功能要求、最大不能超出螺栓允许的载荷。
螺纹紧固件的装配方法有为扭矩法、扭矩转角法及扭矩率控制法。
扭矩转角法及扭矩率控制法可以更好的控制螺栓的装配轴向力,更高的利用螺栓的强度,但对设备的要求也较高。
多用在发动机或底盘的关键连接部位。
扭矩法控制是最为常用的装配工艺,公式(3)是典型的连接中装配扭矩M A与装配预紧力F V的关系。
依据螺纹的尺寸规格、强度等级及摩擦系数范围,可确定螺栓的最大允许装配力矩。
对于沉头
M G /M K ——螺纹副/头下摩擦面分配的力矩,M A =M G +M K μG /μK ——螺纹副/头下摩擦面摩擦系数
μges ——螺栓综合摩擦系数,μges=(μG +μK )/2 P/d2——螺纹螺距/中径
下表是按照理论公式计算得到的六角螺栓在不同的摩擦系数下的允许使用的最大预紧力和最大装配扭矩。
表7 ISO 米制粗牙六角螺栓(等粗杆)
(3)
表8 ISO米制细牙六角螺栓(等粗杆)
必须强调的是,对于关键的连接部位,装配力矩必须通过设计计算及装配工艺模拟试验,确认装配工艺满足设计轴向力要求。
对于一般的螺栓螺母连接,初始释放动态扭矩值时可以采用以下表格推荐的扭矩,经台架试验或路试,验证无问题时,可作为正式动态扭矩释放。
表9 推荐装配扭矩
对于自攻螺钉的装配力矩,最大装配扭矩不能超过其规定破坏力矩的75%。
表10 自攻螺钉的最小破坏力矩
9 螺纹连接中常见的失效形式及预防措施
下表列出了螺纹连接中常见的失效形式主要的失效原因,及从设计的角度采取的预防措施。
表11
附件1
高强度螺纹紧固件设计、校核流程
参考标准:
[1] GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱
[2] GB/T 3098.2 紧固件机械性能螺母粗牙螺纹
[3] GB/T 3098.4 紧固件机械性能螺母细牙螺纹
[4] VDI 2230
感谢下载!
欢迎您的下载,资料仅供参考。