TSG07-2019压力容器设计表卡
TSG07-2019特种设备生产许可新旧对照表

超高压容器
具有低倍组织、晶粒度、非金属夹杂物、残余应力检测等相关装置,具有超高压容器超声检测仪器。
无
大型高压容器
具有冷卷厚度不小于150mm的卷板机(锻焊结构的容器制造单位具有直径不小于5m、高度不小于2m的机加工设备)、单台额定起重量不小于200t的起重设备和规格不小于10m×5m×5m(长×宽×高)的热处理炉。
具有2年以上压力容器规则设计经历及相关业绩
具有两年以上压力容器规则设计经历
分析设计人员
无此项要求
经压力容器分析设计的设计人员或者相应审批人员专业考核合格
规则设计单位人员数量
专职设计人员总数一般不少于10人,其中设计审批人员不少于2人
D级设计单位专职设计人员数量一般不少于5名;A4级设计单位可根据实际工作量降低专职设计人员数量
A1级RT(或UT、MT、PT)高级无损资格,或中级无损资格且持证4年;C级RT(或UT)高级无损资格;A2、A3、A5、D中级无损资格。
无损检测人员
A1、A2、A3、C1、C2级RT和UT中级3人,MT和PT中级2人;A5、C3、D级RT、UT、MT和PT中级2人;A6级UT中级3人,MT和PT中级2人。
技术人员
增加了制造单位设计本单位制造压力容器时的设计人员要求。
无
焊工
A1、A2、A3、C1、C2级10人;A5、C3级4人;D级6人,采用焊接机器人的,相应许可级别的持证焊工人数可减少1人。
A2、A3、C级10人4项;A1、A5级8人3项;D级6人2项。
无损检测责任人员
A1级UTⅢ或RTⅢ资格;A2、A3、C1、C2级RTⅡ和UTⅡ资格,且具有4年以上无损检测经历;A5、C3、D级RTⅡ或UTⅡ资格;A6级UTⅢ资格;或者UTⅡ资格,且具有4年以上无损检测经历
TSG07-2019压力管道压力容器总装检查记录
□合格□不合格
换热管与管板焊缝尺寸
□合格□不合格
换热管与管板焊缝气密性试验
□合格□不合格
限公司
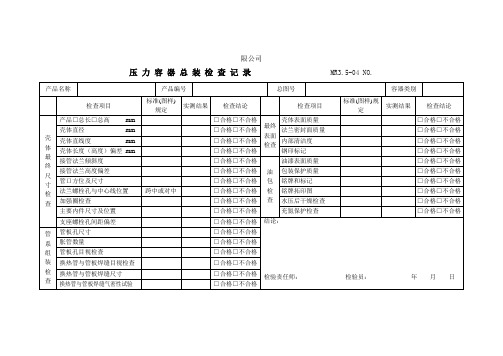
压力容器总装检查记录MR3.5-04 NO.
产品名称
产品编号
总图号
容器类别
检查项目
标准(图样)规定
实测结果
检查结论
检查项目
标准(图样)规定
实测结果
检查结论
壳
体
最
终
尺
寸
检
查
产品□总长□总高mm
□合格□不合格
最终
表面
检查
壳体表面质量
□合格□不合格
壳体直径mm
□合格□不合格
法兰密封面质量
□合格□不合格
跨中或对中
□合格□不合格
铭牌拓印图
□合格□不合格
加强圈检查
□合格□不合格
水压后干燥检查
□合格□不合格
主要内件尺寸及位置
□合格□不合格
充氮保护检查
□合格□不合格
支座螺栓孔间距偏差
□合格□不合格
结论:
检验责任师:检验员:年月日
管
系
组
装
检
查
管板孔尺寸
□合格□不合格
胀管数量
□合格□不合格
管板孔目视检查
□合格□不合格
壳体直线度mm
□合格□不合格
内部清洁度
□合格□不合格
壳体长度(高度)偏差mm
□合格□不合格
钢印标记
□合格□不合格
接管法兰倾斜度
□合格□不合格
油
包
检
查
油漆表面质量
□合格□不合格
接管法兰高度偏差
TSG07-2019特种设备生产许可新旧对照表

制造资源
场所
承压部件的焊(粘)接必须保证在室内完成;大型承压部件在室外焊(粘)接时,有必要的保证焊(粘)接质量的防护措施;
具有与所制造产品相适应的耐压试验、泄漏试验和其他相关试验的专用场地及防护措施,并且符合有关安全技术规范及相关标准的要求;
应具备中级(或以上)持证电工至少2人和电器检测设备。
移动式压力容器
长管拖车、管束式集装箱(C3)制造单位应当首先取得无缝气瓶(B1)制造许可证。
增加人员、生产设备与工艺装备、检测仪器与试验装置等专项条件。
C1应具备铁路专用线;C2、C3应具备相应组装能力和试验设施。
真空绝热容器(罐体)
人员:配备经过专门培训的真空性能、低温绝热性能的检测人员。
具有2年以上压力容器规则设计经历及相关业绩
具有两年以上压力容器规则设计经历
分析设计人员
无此项要求
经压力容器分析设计的设计人员或者相应审批人员专业考核合格
规则设计单位人员数量
专职设计人员总数一般不少于10人,其中设计审批人员不少于2 人
D级设计单位专职设计人员数量一般不少于5名;A4级设计单位可根据实际工作量降低专职设计人员数量
专项要求
超高压容器
具有低倍组织、晶粒度、非金属夹杂物、残余应力检测等相关装置,具有超高压容器超声检测仪器。
无
大型高压容器
具有冷卷厚度不小于150mm 的卷板机(锻焊结构的容器制造单位具有直径不小于5m、高度不小于2m 的机加工设备)、单台额定起重量不小于200t 的起重设备和规格不小于10m×5m×5m(长×宽×高)的热处理炉。
无
二、移动式压力容器充装
类别
压力容器生产单位许可条件TSG07-2019

求
的要求;(5)具有满足防护要求、空间适应产品检测需要的射线曝光室或者检测专用场地,并且具有保证底片冲洗质量和底片保存的专用场所,具有无损检测仪器和器材存放要求的场所。
制造单位应当具有产品制造需要的切割设备、成形设备、机加工设备、焊接设备、焊接材料烘干和保温设备、起重设备、表面处理设备等,以及必要的工装;具有与产 生产设备
质保师与焊接责任师需本科及高工。
质保师与焊接责任师需本科及高工。
机械专业 5
人 技术人员 焊接专业 3
员
技术人员总数 12
机械专业 3 焊接专业 2 技术人员总数 8
机械专业 5 焊接专业 无 技术人员总数 10
机械专业 1 焊接专业 1 技术人员总数 5
责任师 UTⅢ或 RTⅢ资格 检测人员 检测人员 RTⅡ3 UTⅡ3 MTⅡ2 PTⅡ2 基
工作外委
不能外委:总体组装、焊 (粘)接、耐压试验、检验。 可以外委:设计、无损检测、热处理、理化检验以及部件除焊接外的压制、卷制等成形工作可以外委。
试制造 1台
A1 级规格不小于φ 2000mm、A2级别规格不小于φ 800×2000mm ,应当带有人孔(或者 兰的接管),设计参数和制造工艺应当覆盖申请产品范围,制造工艺必须包括卷板成形,
压力容器生产单位制造许可条件(TSG07-2019)
资源
设备
A1(大型高压容器)
A2(其他高压容器)
A6(超高压容器)设计压力≥100Mpa
D(中、低压容器)
通用要求:(1)质量保证工程师,具有压力容器制造质量管理或者检验工作经历;(2)检验与试验质量控制系统责任人员,具有压力容器产品检验工作经历;(3)设计质量控制系统责任人员,具有压力 容器设计工作经历和过程装备制造 (化工机械)、机械制造、机械设计等机械类专业教育背景;焊接质量控制系统责任人员应当具有焊接或者焊接相关专业 (材料、机械类专业)教育背景; 管理人员
TSG-07-2019特种设备生产和充装单位许可规则质量保证体系评审表原创

TSG-07-2019特种设备生产和充装单位许可规则质量保证体系评审表原创TSG-07-2019 特种设备生产和充装单位许可规则质量保证体系评审表目录M1、一般要求M2、质量保证体系文件M3.1、文件与记录控制M3.2、合同控制M3.3、设计控制M3.4、材料与零部件质量控制M3.5、作业(工艺)控制M3.6、焊接质量控制M3.7、热处理质量控制M3.8、无损检测质量控制M3.9、理化试验质量控制M3.10、检验与试验评审表M3.11、生产设备及检验试验装置的控制M3.12、不合格品控制M3.13、质量改进与服务M3.14、人员管理M3.15、执行特种设备许可制度TSG-07-2019 特种设备生产和充装单位许可规则质量保证体系评审表M1、一般要求评审编号:单位名称:序号评审项目评审方法评审结论备注是否制订质量方针、质量目标并1 经法定代表人(或其授权的代理人)批准颁布?审阅质量手册□合格□基本合格□不合格质量方针是否符合本单位实际要2 求并体现出确保特种设备安全性能的要求?查质量目标的制订说明或组织对内部员工关于质量方针的解释。
□合格□基本合格□不合格质量目标是否量化并分解落实到3各质量控制系统?质量目标量化、分解、定期考核4记录是否符合规定要求质量保证体系组织机构是否建5立?查质量目标分解规定。
查质量目标的考核情况。
换证时查持证期间的质量目标的考核记录。
审阅质量手册□合格□基本合格□不合格□合格□基本合格□不合格□基本合格□不合格质量保证体系的组织机构(责任6部门)职能是否予明确规定?审阅质量手册□合格□基本合格□不合格是否明确规定法人代表对特种设7备安全质量负责?审阅质量手册及相关文件□合格□基本合格□不合格是否在管理层中任命质量保证工8程师并明确其职责?是否按本单位具体情况及相关安9 全技术规范规定设立必要的质量控制系统责任人?质量保证体系的各责任人员职责10是否予以明确?查质保师任命文件及职责规定查各责任人的任命文件并评审是否符合相关技术规范或制造/ 安装需要?查人员职责规定,□合格□基本合格□合格□基本合格□不合格□合格□基本合格□不合格对于安装维修单位,是否根据项目部安装特点,明确建立项目部11质量保证体系、设立相关责任人的规定?是否明确规定了与产品(设备)12 安全质量性能相关的人员(如检验试验人员)的职责权限?查质量手册中质量体系设置情况查各级人员的岗位职责□合格□基本合格□不合格□合格□基本合格□不合格各质量控制系统、质保工程师及13 系统责任人员之间的工作接口及协调措施是否明确规定?查质量手册□合格□基本合格□不合格14 各责任人是否按规定履行职责?是否规定了定期(每年至少一次)进行管理评审的规定?管理评审15的要求、内容、程序及相关记录要求是否明确规定?是否按管理评审的要求实施管理16 评审?评审记录是否符合规定要求?通过各控制系统的质量记录抽查情况评审责任人的到岗尽职情况查管理评审文件规定换证时,抽查管理评审记录。
TSG07-2019压力管道产品质量证明书-合格证+检验记录

MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
TSG特种设备安全技术规范TSG07—2019
TSG 特种设备安全技术规范TSG 07—2019 特种设备生产和充装单位许可规则Regulation for Production and Filling Licensing ofSpecial Equipment国家市场监督管理总局颁布2019 年 5 月 13 日前言为配合特种设备行政许可改革,完善相关配套要求,2017 年5 月,原国家质量监督检验检疫总局(以下简称原质检总局)特种设备安全监察局(以下简称特种设备局)向中国特种设备检测研究院(以下简称中国特检院)下达《特种设备生产单位许可规则》(以下简称《许可规则》)的起草任务书,要求以原有的许可相关规章、规范性文件、安全技术规范,以及前期已陆续开展的对有关设备许可规则和条件的修订工作为基础,形成关于特种设备生产和充装单位许可的综合性安全技术规范。
2017 年5 月,中国特检院组织有关专家成立起草组,在北京召开工作会议,制定《许可规则》的起草工作方案,确定《许可规则》的制定原则、需要解决的主要问题和重点内容,以及结构(章节)框架,成立综合组以及各类设备许可条件起草小组,并且就起草工作进行具体分工,明确时间进度要求。
2017 年10 月,起草形成《许可规则》草案。
之后,根据特种设备行政许可改革的有关要求以及许可目录的调整,《许可规则》起草组和各小组又多次召开工作会议,对草案内容进行修改、完善。
2019 年1 月,形成《许可规则》征求意见稿。
2019 年2 月,国家市场监督管理总局发布公告,征求基层部门、有关单位和专家及公民的意见,同时向WTO/TBT 进行了通报。
2019 年3 月,各起草小组分别召开会议,对征求到的意见进行研究和讨论,修改形成送审稿,特种设备局将送审稿提交特种设备安全与节能技术委员会审议。
起草组根据审议意见进行修改、完善后,形成报批稿。
2019 年5 月13 日,《许可规则》由国家市场监督管理总局批准颁布。
《许可规则》依据《特种设备安全法》《行政许可法》《特种设备安全监察条例》《特种设备生产单位许可目录》等法律、法规和文件的规定,在原有的各类设备许可条件的基础上,进行适当调整,统一各类特种设备生产和充装单位许可的通用条件、程序和要求,明确各类特种设备的专项许可条件,形成一部特种设备生产和充装单位许可的综合规范。
TSG07-2019压力管道工序流程卡
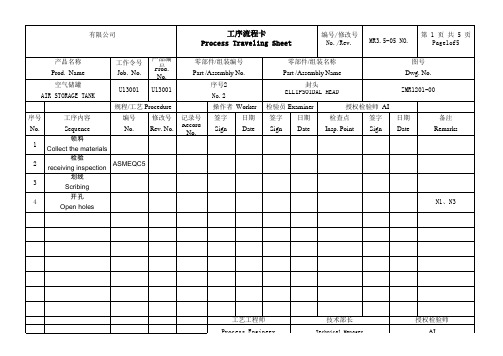
Prod. Name 空气储罐
AIR STORAGE TANK
Job. No. No.
U13001 U13001 规程/工艺 Procedure
序号
工序内容
编号 修改号
No.
Sequence
No. Rev. No.
领料 1
Collect the materials
划线 2
Scribing
切割 3
Cutting
打标志
17
ASME VIII
Mark
日期
DATE
工序流程卡
编号/修改号
Process Traveling Sheet
No./Rev.
零部件/组装编号
零部件/组装名称
Part /Assembly No.
Part /Assembly Name 总装
GENERAL ASSEMBLY
MR3.5-05 NO. 第 5 页 共 5 页 Page 5 of 5
授权检验师 AI
记Re录co号rd 签字 日期 签字 日期
检查点
签字 日期
备注
No.
Sign Date Sign Date Insp. Point Sign Date
Remarks
A1
工艺工程师
技术部长
授权检验师
Process Engineer
Technical Manager
AI
标记
处数
更改文件号 签字 日期
倒角 4
Chamfer
卷制
5
rolling
ASMEQC5
焊接接头
6
ASMEQC5
Welding joint
整圆
关于《特种设备生产单位和充装单位许可规则》(tsg 07-2019)附件m与《

关于《特种设备生产单位和充装单位许可规则》 (TSG 07-2019)附件 M 与
《特种设备制造、安装、改造、维修质量保证体系基 本要求》(TSG Z0004-2007) 内容的对照
文 / 江苏省特种设备安全监督检验研究院原副总工程师原徐成
国家市场监督管理总局于 2019 年 5 月 13 日批准颁 布了《特种设备生产单位和充装单位许可规则》(TSG 07-2019)自 2019 年 6 月 1 日起施行。新颁布的《特种 设备生产单位和充装单位许可规则》(TSG 07-2019)(以 下简称 TSG 07)的附则 4.6 中明确《特种设备制造、安 装、改造、维修质量保证体系基本要求》(TSG Z00042007)(以下简称 TSG Z0004)同时废止。其主要内容 作为 TSG 07 的一个附件(附件 M),名称为《特种设备 生产单位质量保证体系基本要求》。并在 TSG 07 许可 条件 2.1.2 中规定“申请单位应当按照本规则的要求, 建立与许可范围相适应的质量保证体系,并且保持有效 实施;其中,特种设备制造、安装、改造、修理单位的 质量保证体系应当符合本规则附件 M《特种设备生产单 位质量保证体系基本要求》,压力容器和压力管道设计 单位的质量保证体系应当符合本规则 C1.4、E1.4 条的 要求,移动式压力容器和气瓶充装单位的质量保证体系 应当符合本规则 C3.7、D2.7 条的要求”。
6
变化
建立原则
控制职权;
(5) 质量保证体系人员 ( 包括质量保证工程师、
各质量控制系统责任人员 ) 职责、权限 ( 以下简称
职权 ) 及各质量控制系统的工作接口明确;
(6) 质量保证体系的基本要素及及相关质量控
制系统的控制范围、程序、内容、记录齐全;
TSG07-2019许可规则设计质量保证手册
TSG07-2019许可规则设计质量保证⼿册压⼒容器设计质量保证⼿册(第0版)编制:审核:批准:⽂件发放号:受控状态:XX有限公司2019年12⽉01⽇发布 2019年12⽉19⽇实施⽂件修改记录表质量保证⼿册⽬录质量保证⼿册发布令我公司《压⼒容器设计质量保证⼿册》(以下简称《⼿册》)是依据国家市场监督管理总局颁布的TSG 07-2019《特种设备⽣产和充装单位许可规则》中设计质量保证体系要求制定的。
它体现了我公司在压⼒容器设计产品质量和服务质量⽅⾯对顾客的郑重承诺。
《⼿册》是我公司压⼒容器设计质量管理的基本规定,是压⼒容器设计质量保证体系运⾏的纲领性⽂件和⾏为准则,压⼒容器设计各级⼈员必须认真学习、严格遵照执⾏。
《⼿册》于2019年 12 ⽉01⽇发布,2019年12⽉19⽇实施。
总经理:2019年12⽉01⽇前⾔XX有限公司1、适⽤范围本《⼿册》是公司压⼒容器设计质量保证体系的纲领性⽂件,适⽤于公司D级压⼒容器和A2级压⼒容器设计全过程,适⽤于与压⼒容器设计质量有关的部门和⼈员。
也适⽤于内部和外部(包括:顾客、第三⽅、安全监察机构)对设计质量保证体系的评定及认证,并证实我公司有能⼒稳定地提供满⾜顾客和法律法规要求的产品。
2引⽤标准及缩写下列法规和标准所包含的条⽂,通过在本《⼿册》中引⽤⽽构成为本《⼿册》的条⽂。
本《⼿册》发布时,所⽰版本均为有效。
所有法规和标准都会被修订,使⽤本《⼿册》的各⽅应使⽤下列法规和标准最新版本的可能性。
中华⼈民共和国主席令(第四号)《特种设备安全法》《特种设备安全监察条例》2009(549号)简称《条例》TSG 07-2019《特种设备⽣产和充装单位许可规则》简称《许可规则》TSG 21-2016《固定式压⼒容器安全技术监察规程》简称《固容规》GB150.1~150.4-2011 《压⼒容器》GB/T151-2014《热交换器》NB/T47041-2014《塔式容器》NB/T47042-2014《卧式容器》GB/T12337-2014《钢制球形储罐》《压⼒容器设计质量保证⼿册》简称《⼿册》3 术语质量:⼀种固有特性满⾜要求的程度。
TSG07-2019许可规则压力容器质保手册

压力容器制造质量保证手册(第0版)编制:审核:批准:文件发放号:受控状态:XX有限公司2019年12月10日发布 2019年12月15日实施文件修改记录表目录手册发布令 (1)质量方针与质量目标颁布令 (1)前言 (3)法规和标准、术语和缩写 (4)第1章质量保证体系组织及管理职责 (6)第2章质量保证体系文件 (18)第3章文件和记录控制 (20)第4章合同控制 (24)第5章设计控制 (26)第6章材料与零部件控制 (30)第7章作业(工艺)控制 (35)第8章焊接控制 (39)第9章热处理控制 (46)第10章无损检测控制 (50)第11章理化检验控制 (53)第12章检验与试验控制 (55)第13章生产设备和检验与试验装置控制 (59)第14章不合格品(项)控制 (63)第15章质量改进与服务 (65)第16章人员培训、考核及其管理 (68)第17章其它过程控制 (70)第18章执行特种设备许可制度 (71)附录:压力容器制造质量控制环节、控制点一览表 (73)《手册》发布令本公司旨在遵照国家压力容器法规、标准的要求,建立一个严密、协调、高效的质量管理体系,以保证向顾客提供安全可靠的压力容器产品。
本人现授权质量保证工程师建立、健全压力容器质量保证体系,在本人的领导下,组织编制《压力容器制造质量保证手册》,并贯彻执行,主持体系的日常管理工作。
质量保证工程师有充分明确的职责、权力,在处理质量问题上有权发布停止产品流转的命令,有权行使质量否决权,组织对质量问题进行调查,进行处理,提出建议或解决问题的方法、措施,直至质量问题得到妥善解决,并及时向本人报告质量管理体系的运行情况,提出改进和完善的建议;负责向发证部门报告体系的运转情况。
根据《中华人民共和国特种设备安全法》、《特种设备安全监察条例》、《特种设备生产和充装单位许可规则》TSG07-2019及TSG 21-2016《固定式压力容器安全技术监察规程》的要求,结合我司实际情况,建立了完善的压力容器制造质量保证体系,修改了第2版《压力容器制造质量保证手册》,将其改版为第3版《压力容器制造质量保证手册》,本《手册》是压力容器制造质量管理活动必须遵循的纲领性文件,是进行压力容器制造质量管理的基本法规,它阐述了压力容器制造质量保证体系的质量方针和质量目标,是从事压力容器制造全过程质量活动遵循的准则,所有参与压力容器制造质量管理有关活动的人员,必须熟悉本《手册》中有关的专门规定,并严格执行《手册》的各项规定。
TSG07-2019特种设备生产许可新旧对照表

制造资源
场所
承压部件的焊(粘)接必须保证在室内完成;大型承压部件在室外焊(粘)接时,有必要的保证焊(粘)接质量的防护措施;
具有与所制造产品相适应的耐压试验、泄漏试验和其他相关试验的专用场地及防护措施,并且符合有关安全技术规范及相关标准的要求;
专项要求
超高压容器
具有低倍组织、晶粒度、非金属夹杂物、残余应力检测等相关装置,具有超高压容器超声检测仪器。
无
大型高压容器
具有冷卷厚度不小于150mm的卷板机(锻焊结构的容器制造单位具有直径不小于5m、高度不小于2m的机加工设备)、单台额定起重量不小于200t的起重设备和规格不小于10m×5m×5m(长×宽×高)的热处理炉。
产品
试设计数量
压力容器分析设计(SAD)2套:1套高压容器、1套疲劳分析设计;
金属容器4套:热交换器、塔式容器、储存(或者分离)容器和反应容器各1套;从事球形储罐和超高压容器设计的,试设计文件中的储存容器应当为球形储罐,反应容器应当为超高压容器;
非金属压力容器:块孔式、列管式石墨制压力容器,各1套;纤维增强塑料制压力容器,1套;
无
充装设备
装卸用管应当符合相关标准的技术及安全要求;
禁止使用软管充装液氯、液氨、液化石油气、液化天然气等液化危险化学品;
无
安全设施
在通风不良并且有可能发生窒息、中毒等危险场所内的操作或者处理故障、维修等活动,作业人员不少于2人,配置自给式空气呼吸器,并且采取监护措施;
无
安全设施
装卸台、储罐、工艺管道和设备等应当装设静电接地设施和静电接地报警器,充装单位入口处应当设置人体静电释放装置,所有设施应当在检测合格有效期内,其相关设计符合GB 50057—2010《建筑物防雷设计规范》和HG/T 20675—1990《化工
TSG07-2019压力容器设计表卡
压力容器设计记录表卡(第XX版)编制:审核:文件发放号:受控状态:XXXX2019年XX月XX日发布 2019年XX月XX日实施文件修改记录表压力容器设计任务书压力容器设计文件更改通知书编号:XX204压力容器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日编号:XX206换热器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日编号:XX208塔器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日表卡编号:XX210 设计文件校审记录表压力容器设计文件标准化审查记录表压力容器设计文件质量评定卡压力容器成果登记表表卡编号:XX213表卡编号:XX214表卡编号:XX215表卡编号:XX216压力容器设计许可印章使用管理记录表卡编号:XX217表卡编号:XX218表卡编号:XX219设计档案设备名称:设备图号:设备类别:设备级别:设备位号:设计人:校核人:审核人:批准人:归档人:归档日期:年月日xxxx有限公司表卡编号:XX220 设计文件档案目录文件、资料回收、发放、批准登记簿表卡编号:XX221文件借阅、批准记录编号:XX222收文簿表卡编号:XX01注:本表由商务部归口管理。
表卡编号:XX92表卡编号:XX93陪同员:受审人:审核员:共页第页不合格报告表卡编号:XX94注:本表设计批准人编制,并报综合办管理备案。
TSG07-2019压力容器设计程序文件
压力容器设计程序文件编制:审核:文件发放号:受控状态:2019年XX月XX日发布 2019年XX月XX日实施目录一、文件和记录控制程序…………………………………………………3~9二、合同控制程序……………………………………………………… 10~11三、各级设计人员管理 (12)四、各级设计人员培训………………………………………………… 13~15五、各级设计人员岗位责任制………………………………………… 16~19六、设计条件(设计输入)编制与审查…………………………………20~24七、设计文件编制管理………………………………………………… 25~30八、设计文件更改管理………………………………………………… 31~32九、设计文件签署…………………………………………………… 33~34十、设计文件标准化审查................................................... 35~36 十一、设计文件档案(含电子文档) 保管管理........................... 37~39 十二、设计文件的质量评定管理.......................................... 40~42 十三、设计文件的质量信息反馈管理 (43)十四、压力容器设计许可印章使用管理…………………………… 44~45 十五、设计工作程序………………………………………………… 46~52 十六、压力容器外来设计文件管理………………………………… 53~54 十七、内部质量审核程序…………………………………………… 55~56 十八、管理评审程序…………………………………………………… 57~58 十九、纠正预防控制程序……………………………………………… 59~601 目的对与压力容器设计有关的文件和资料的收集、编制、会签、发放、修改、回收、保管、借阅等进行控制,确保有关部门使用的与产品有关的文件和资料是有效版本。
TSG07-2019压力容器设计程序文件
压力容器设计程序文件编制:审核:文件发放号:受控状态:2019年XX月XX日发布 2019年XX月XX日实施目录一、文件和记录控制程序…………………………………………………3~9二、合同控制程序……………………………………………………… 10~11三、各级设计人员管理 (12)四、各级设计人员培训………………………………………………… 13~15五、各级设计人员岗位责任制………………………………………… 16~19六、设计条件(设计输入)编制与审查…………………………………20~24七、设计文件编制管理………………………………………………… 25~30八、设计文件更改管理………………………………………………… 31~32九、设计文件签署…………………………………………………… 33~34十、设计文件标准化审查................................................... 35~36 十一、设计文件档案(含电子文档) 保管管理........................... 37~39 十二、设计文件的质量评定管理.......................................... 40~42 十三、设计文件的质量信息反馈管理 (43)十四、压力容器设计许可印章使用管理…………………………… 44~45 十五、设计工作程序………………………………………………… 46~52 十六、压力容器外来设计文件管理………………………………… 53~54 十七、内部质量审核程序…………………………………………… 55~56 十八、管理评审程序…………………………………………………… 57~58 十九、纠正预防控制程序……………………………………………… 59~601 目的对与压力容器设计有关的文件和资料的收集、编制、会签、发放、修改、回收、保管、借阅等进行控制,确保有关部门使用的与产品有关的文件和资料是有效版本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器设计记录表卡
(第XX版)
编制:
审核:
文件发放号:
受控状态:
XXXX
2019年XX月XX日发布 2019年XX月XX日实施
文件修改记录表
压力容器设计任务书
压力容器设计文件更改通知书
编号:XX204
压力容器设计委托书
项目名称:
设备名称:
图号:
xxxx有限公司
年月日
编号:XX206
换热器设计委托书
项目名称:
设备名称:
图号:
xxxx有限公司
年月日
编号:XX208
塔器设计委托书
项目名称:
设备名称:
图号:
xxxx有限公司
年月日
表卡编号:XX210 设计文件校审记录表
压力容器设计文件标准化审查记录表
压力容器设计文件质量评定卡
压力容器成果登记表表卡编号:XX213
表卡编号:XX214
表卡编号:XX215
表卡编号:XX216
压力容器设计许可印章使用管理记录表卡编号:XX217
表卡编号:XX218
表卡编号:XX219设计档案
设备名称:
设备图号:
设备类别:
设备级别:
设备位号:
设计人:
校核人:
审核人:
批准人:
归档人:
归档日期:年月日
xxxx有限公司
表卡编号:XX220 设计文件档案目录
文件、资料回收、发放、批准登记簿表卡编号:XX221
文件借阅、批准记录编号:XX222
收文簿表卡编号:XX01
注:本表由商务部归口管理。
表卡编号:XX92
表卡编号:XX93
陪同员:受审人:审核员:共页第页
不合格报告表卡编号:XX94
注:本表设计批准人编制,并报综合办管理备案。