斯伯克折弯机机床参数(中文)
mazak数控系统参数

S-4
关于 NC 装置的使用
对客户的请求
关于程序数据的保存
加工程序被保存在 NC 内部的硬盘中,但可能因为硬盘的意外故障而不能读取。为此,建议客户定 期将加工程序保存在外部记忆媒体(USB 记忆卡(U 盘)、存储卡等)。 ! ! 关于数据的保存方法,请参照《操作说明书》第3部“NC 装置的操作和自动运转准备”中的 第9章“与数据存储相关的画面”的内容。 USB 记忆卡的插口位置根据机械而有所不同,请客户参考下图正确使用。另外,请使用已进 行格式化(初始状态)的 USB 记忆卡。
关于 NC 所提供的加工条件
! 在使用下列条件进行加工时,根据所使用的刀具、夹具、工件等,有时可能需要修改加工条 件,而不能原样使用。 警告 • 加工导航功能所提供的加工条件; • 加工事例介绍功能所推荐的刀具加工条件; • 切削条件自动决定功能所定的加工条件。 ! 充分确认了安全后,完全关好操作门后进行加工。 否则,可能导致重大人身伤亡事故。
ห้องสมุดไป่ตู้
规定
1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。 然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。 为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对 此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。 为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。 本说明书使用的危险、警告、注意的含意如下:
2.
3.
:如果不遵守该记载事项,则很可能危及生命。 危险
:如果不遵守该记载事项,则可能导致重大人身伤亡事故。 警告
折弯机参数及图片

(1000T~~~3000T/13000大型电液伺服折弯机实物图片)机器特性及基本配置和技术参数设备名称:液压板料折弯机技术参数:--(注:机床参数及配置如需变动敬请另外说明,作为合同附件)控制系统配置说明简介:1:采用双油缸控制滑块上下运动,2:采用机械式扭力同步,3:配国内显数器装置.....,4:配正泰或西门子低压电器,5:配国内名牌液压集成系统,6:配旋转编码器反馈计数,7:配进口密封圈,8:配机床后挡料的基本配置:普通电机、普通丝杆和光杆、后挡料链轮传动控制后档料运动,9:配标准上下模具,10:配前托料架。
一、主要零件配套厂家1.液压系统 ------------ 江苏运盛液压件2.密封元件 --------- 日本NOK公司3.油泵 --------- 江苏鼎源高压油泵4.电器元件 --------- 中国正泰集团5.油缸 --------- 江苏建湖6.电机--------------- 安徽双塔电机7.定位系统--------------- 香港三源数控二、机器的用途本机器对折弯金属板料具有较高的劳动生产率和较高的工作精度,采用不同形状的上下模具,可折弯成各种形状工件,滑块行程一次即可对板料进行一次折弯成形,经过多次折弯即可获得较复杂形状的工件,当配备相应的装备后,还能作冲孔用。
1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好;2、机械挡块、扭轴强迫同步,精度高;3、高精度丝杆;重复定位精度高、低噪音;4、双机联动可折六米长板料;还可单机使用,折短板料,节能高效;三、产品外形结构1.运用UG(有限元)分析方法,经计算机辅助优化设计,外形美观。
2.机器采用钢板焊接结构,具有足够的强度和刚度,液压传动保证工作时不致因板料厚度变化或下模“V”形槽选择不当而引起严重超载事故,此外本机器具有工作平稳,操作方便、噪音小、安全可靠等特点。
3.油缸中设有机械挡块,确保滑块行至下死点的重复定位精度,以保证批量生产时折弯角度的一致性。
数控折弯机S530中文手册
目录读者须知 (i)标记说明 (ii)打印协议 (iii)术语............................................ .. (iv)1 基本说明1……………………………………………………………………………………….1.11.1通电后滑块执行的操作 ………………………………………………………………..…1.1 1.1.1 滑块回参考点 ………………………………....………………………………...1.1 1.1.2 后挡料料回参考点 ……..……………………....……………………………….1.11.2 上模和下模列表 ………………………………………….....…....………………...…1.21.3 如何输入一个新的上模…………………………………....……….….……….………..1.7 1.3.1 要绘制的上模………………………………....…………....……………………1.91.3.2预设上模………………………………………....………………………………1.141.4如何输入一个新的上模….………………………………………………………………..1.151.4.1 要绘制的下模……………………………………………………………………1.171.4.2 预设下模…………………………………………………………………………1.242 基本说明2………………………………………………………………………………………..2.12.1 程序列表 …………………………………………………………………………………2.12.1.1 程序更新………………………………………………………………………….2.42.2 数值程序的输入 …………………………………………………………………………2.52.3 箱体的折弯制作……………………………………………………………………....…2.142.4 折弯步序自动计算……………………………………………………………………….2.152.5 材料列表 ………………………………………………………………………………...2.192.5.1 如何进入材料列表界面..……………………………………………………….2.212.5.2 如何使用材料列表……………………………………………..……………….2.212.6 系数……………………………………………………………………………………….2.212..6.1 如何进入校正系数页面………………………………………………………..2.222.7 内部半径校正 …………………………………………………………………………..2.232.8 计算延伸的DIN公式选择………………………………………………………………..2.232.8.1 程序检验…………………………………………………………………………2.23 3基本说明33.1 “加工机床”功能…………………………………………………………………………….,.3.13.1.1 如何激活”板金加工机床”功能 ………………………………………………….3.13.1.2 “新折弯”功能………………………………………………………………………3.13.1.3 强迫压边………………………..…………………………………………………3.23.2 新”机床功能”页面 …………………………………………………………………………3.34 内置CAD ………………………………………………………………………………………….4.14.1 简介 ……………………………………………………………….………….…………….4.14.2 绘制功能…………………………………………………….………..……………..………4.14.2.1 绘制数据的数值输入……………………………………….…………………….4.14.2.2 基本数据…………………………………………………………………………..4.24.3 绘制窗口 …………………………………………………………………………………...4.34.4 绘制数据输入……………………………………………………………………………….4.44.4.1如何以数值模式绘制图形…………………………………………………………4.45 存储数据管理………………………………………………………………………………………..5.15.1 输入 ………………………………………………………………………………………...5.15.2 存储设备 …………………………………………………………………………………...5.15.2.1 闪存……………………………………………………………………………....5.15.2.2 内部存储(缓冲RAM) ……………………………...…………………………....5.15.2.3 硬盘……………………………………………………………………………....5.15.2.4 软盘……………………………………………………………………………....5.15.3 数据的逻辑位置…...………………………………………………………………………..5.25.4 不同存储备间的数据交换...........................................................................................5.35.4.1 保存/载入配置参数...................................................................................5.45.4.2 保存/载入轴参数.......................................................................................5.65.4.3 保存/载入PILZ配置参数.................................................................................5.75.4.4 保存/载入上模 .........................................................................................5.85.4.5 保存/载入下模 .........................................................................................5.95.4.6 保存/载入所有模具.................................................................................5.105.4.7 保存/载入程序........................................................................................5.115.4.8 保存/载入所有程序.................................................................................5.135.5 向你推荐的安全保存..............................................................................................5.145.5.1 致折弯机制造商......................................................................................5.145.5.2 致最终用户.............................................................................................5.146. 程序数据说明.................................................................................................................... 6.16.1 域名部分....................................................................................................... 6.1名称...............................................................................................................6.1折弯...............................................................................................................6.1截面....................................................... .... ..................................................6.16.2 不可更改的辅助信息................................................................................... 6.26.3 截面加工数据...............................................................................................6.3板料. ................................................ ....... ................................................ 6.3完成板料........................................... ......... .............................................. 6.3测量法......................................................... ........ ..................................... 6.3长度.......................................................... .................................................. 6.4说明 .............. .......................................... .... ............................................ 6.46.4 基本数据..................................................................................................... 6.5宽度............................................................................................................ 6.5厚度............................................................................................................ 6.5压力............................................................................................................ 6.5材料.................................................................................................................. 6.6 下模.................................................................................................................. 6.6 槽口.................................................................................................................. 6.7 上模.................................................................................................................. 6.7 下模方向........................................................................................................... 6.7 上模方向.......................................................................................................... 6.7 6.5 轴数据和角度................................................................................................... 6.8角度Y1............................................................................................................. 6.8 Y1 下止点........................................................................................................ 6.8 Y1 校正............................................................................................................ 6.8 上止中心点........................................................................................................ 6.8 角度Y2 ............................................................................................................. 6.9 Y2下止点.......................................................................................................... 6.9 Y2 校正............................................................................................................ 6.9 X1..................................................................................................................... 6.9 X1 辅退...........................................................................................................6.10 X1 校正...........................................................................................................6.10 X2....................................................................................................................6.10 X2 辅退...........................................................................................................6.10 X2 校正...........................................................................................................6.11 R1....................................................................................................................6.11 R2....................................................................................................................6.11A1(机械绕度补偿)............................................................................................6.11 6.6 加工数据........................................................................................................6.12压力...............................................................................................................6.12 绕度补偿........................................................................................................6.12 步序转换时间........................................ .......................................................6.12 压紧点.................................................. ........................................................6.12 变速点................................................................ ...........................................6.13 折弯时间.......................................................................... .............................6.13 慢速向上........................................................................................................6.13 速度...............................................................................................................6.13 辅助功能1到20..............................................................................................6.14 重复...............................................................................................................6.14 方向...............................................................................................................6.14 Ri内部半径.....................................................................................................6.15读者须知摘要本手册的内容仅适用于封面上指明的软件版本.本手册对某些功能的介绍可能有遗漏。
板材数控折弯系统技术参数

板材数控折弯系统技术参数一、技术要求1.总体要求机身为整体钢板焊接结构, 并经时效处理消除应力, 要有足够的刚度, 抗震性强。
整体框架采用喷砂方式除锈, 机身框架加工为一次性定位加工成形, 保证各安装面的平行及垂直度的精度要求, 采用电液伺服控制,工作要可靠;滑块倾斜要有保护装置;配备自动伺服挠度补偿机构,配备上刀自动液压夹紧装置, 配备安全防护装置。
2.设备主要技术规格参数公称力:≥2500 KN;可折板宽度:≥4000 mm;立柱间距:≥3420 mm;滑块行程: ≥ 300 mm;喉口深度:≥320 mm;开启高度:≥480 mm;工作台宽度: 250 mm工作台高度:≥1200mm快速下降:≥80 mm/s;恒压下降:≥6.0 mm/s;回程速度:≥76 mm/s;X轴行程: ≥650 mmX轴运动速度: ≥400 mm/secR轴行程: ≥+90/-45 mmR轴前后速度:≥100mm/sec滑块重复精度:0.01 mmX轴重复精度:±0.01 mm折弯角度精度±15′/4000 mm3. 数控系统采用原装进口ModEva 12S折弯机数控系统。
或与之技术功能水平相当的其他原装进口数控系统,并且有手动、半自动、自动三种工作方式。
(1)控制轴数:4+1轴即:Y1、Y2轴------滑块上下运动X 轴------后挡料前后运动R 轴------后挡料上下运动W 轴------自动挠度补偿机构(2)附带PC软件:标准PC1200_PC 2D离线编程软件可在电脑上二维模拟折弯,数控系统与电脑数据自动双向传输及离线编程标配PC1200(3D)/CYCAD三维处理软件,可将DXF、IGES格式的CAD/CAM 文件直接传输给数控系统进行二维、三维模拟。
二、设备精度附:具备伺服挠度补偿功能三.电源及环境要求(一)电源:三相交流380V±10%,50Hz±1Hz(二)环境温度:5℃~38℃(三)相对湿度:85%四.技术资料(一)提供设备操作使用说明书和编程手册。
斯伯克DNC600_参数

P 25%
P 50%
P 75%
P 100% (相对于机床的压力 D/A 值)
152 FUNCTION F1 MIN ___ F1 MAX ___
153
F2 MIN ___ F2 MAX ___
154
F3 MIN ___ F3 MAX ___
155 CRO MIN 挠度补偿(D/A 值) 最小 10
CRO MAX 最大 200
____.__
109 LIMIT + WITH STOPS
_
111 DISABLED AT PRODUCT SEARCH
_
119 SQUARE SIGNAL LOW __.__s HIGH __.__s
时序信号
底电平 __.__秒 高电平__.__秒
MATERIAL PARAMETERS
VOLTAGE 0
返程压力
50%
34 MIN PRESSURE 1 (LS)
(% )
最小压力 (慢速 )
10%
35
2 (RAMP+FA) (%)
压力 (斜坡 +最终接近 )
10%
36 PRESSURE DECOMPRESSION (%)
泄压压力
10%
(以上参数 100%=10.00VDC 输出, 例 :20%=2VDC
___.___._
1A MEASUREMENT TOLERANCE CP(% TH)
__
夹紧点允差 管理
1B SEPARATE CORRECTION CP
_
单独校正夹 紧点
BEAM PARAMETERS
-02- VOLTAGE 0
20 OFFSET
63T-2500 电液伺服折弯机参数
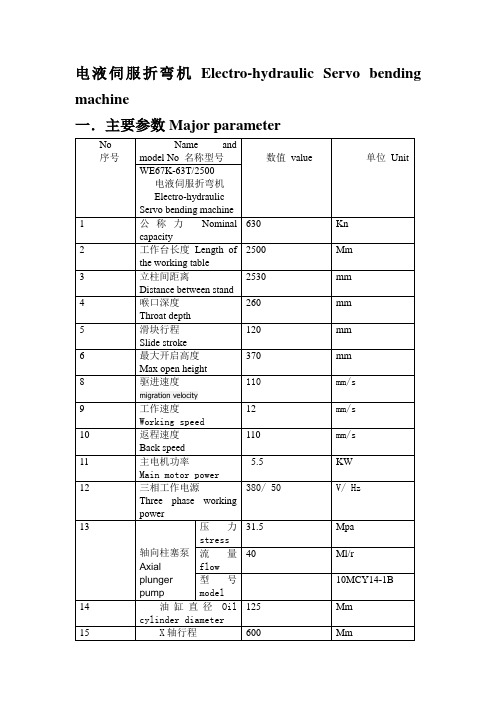
电液伺服折弯机Electro-hydraulic Servo bending machine一.主要参数Major parameter二、供货范围:Suply itmes:1. 电液伺服折弯机一台(含标准模具一套)Electro-hydraulic Servo bending machine one set(including standard tooling one set)2.DA65W数控系统一套(带数控专用吊臂)DA65W digital control system on set ( with digital control exclusive crane arm)三.本机优势Advantage1.主机控制轴Main engine control shaft1) Y1、Y2轴为滑块行程控制轴,用来控制折弯角度。
在机床两端装有两个光栅尺(Y1-Y2),它们用来测定滑块与工作台的确切位置;光栅尺与工作台相连接,这样立柱弹性变形不会影响滑块的定位。
滑块位移数据立即反馈到数控系统,它便可以测算出输出伺服阀控制信号。
Y1,Y2 shaft is to control stroke of slider, and to control bending angle.The 2 ends of the machine are equipped with 2 grating ruler(Y1-Y2) to measure the exact position of slide and the table; the ruller are connected with the table, sothat elastic deformation of the stand would not effect the positioning of slide. The data of slider go back to control system immediately, and come out of output servo valve control signal.2) X轴为后挡料控制轴,用来控制折弯翻边尺寸。
斯伯克折弯机机床参数(中文)说课讲解
斯伯克折弯机机床参
数(中文)
CYBELEC 电液同步折弯机系统
机床参数表
(中文)
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除
收集于网络,如有侵权请联系管理员删除。
DA52S数控折弯机技术参数

DA52S数控折弯机技术参数
1.弯曲长度:
2.弯曲角度:
3.弯曲厚度:
4.折弯力:
折弯力是指在进行弯曲加工时施加给金属材料的力量,DA52S数控折
弯机通常具有较高的折弯力,以确保能够对较厚的金属材料进行有效的折
弯加工。
5.传动方式:
6.控制系统:
7.工作速度:
8.精度:
9.模具:
10.安全设备:
为保证操作人员的安全,DA52S数控折弯机通常配备了多种安全设备,如光栅安全保护装置、急停按钮等,以确保在操作过程中的安全性。
以上是关于DA52S数控折弯机的技术参数的一些介绍。
DA52S数控折
弯机具有精确的折弯控制、高效的工作速度和稳定的工作性能,可广泛应
用于金属制造和加工领域。
DA-56折弯机数控系统参数

DA-56折弯机数控系统参数DA-56折弯机数控系统参数________________________________________________________________ ____________版本DA on Windows: V1.2.6________________________________________________________________ ____________KO 平台名称= KO-6001KO 平台版本= 50PLC文件版本= 215机床数目= 1________________________________________________________________ ____________总参数________________________________________________________________ ____________------- 机床-------总体服务行 1 = 1 打开USB记忆程序装置121 = 0 关闭PLC 测试122 = 1 打开机床名称MN = DELEM机床机床总长度54 = 1500 mm机床立柱间距离50 = 1100 mm工作台惯量51 = 624滑块惯量52 = 776刚强20 = 3.000 mu/T机床结构刚度21 = 0.0 %------- 模具-------总体模具间的参考距离7 = 370.00 mm 模具安装方式校正TR = 0.00 mm 上模夹紧压力55 = 0下模夹紧压力56 = 0--------- 通讯端口---------通讯端口串行口1 (COM1) C1 = 0 未启用------------ PLC预置开关------------选项名称数值选项名称数值M_OPTION1 0 M_OPTION33 0 M_OPTION2 0 M_OPTION34 0 M_OPTION3 0 M_OPTION35 0 M_OPTION4 0 M_OPTION36 0 M_OPTION5 0 M_OPTION37 0 M_OPTION6 0 M_OPTION38 0 M_OPTION7 0 M_OPTION39 0 M_OPTION8 0 M_OPTION40 0 M_OPTION9 0 M_OPTION41 0 M_OPTION10 0 M_OPTION42 0 M_OPTION11 0 M_OPTION43 0 M_OPTION12 0 M_OPTION44 0M_OPTION13 0 M_OPTION45 0M_OPTION14 0 M_OPTION46 0M_OPTION15 0 M_OPTION47 0M_OPTION16 0 M_OPTION48 0M_OPTION17 0 M_OPTION49 0M_OPTION18 0 M_OPTION50 0M_OPTION19 0 M_OPTION51 0M_OPTION20 0 M_OPTION52 0M_OPTION21 0 M_OPTION53 0M_OPTION22 0 M_OPTION54 0M_OPTION23 0 M_OPTION55 0M_OPTION24 0 M_OPTION56 0M_OPTION25 0 M_OPTION57 0M_OPTION26 0 M_OPTION58 0M_OPTION27 0 M_OPTION59 0M_OPTION28 0 M_OPTION60 0M_OPTION29 0 M_OPTION61 0M_OPTION30 0 M_OPTION62 0M_OPTION31 0 M_OPTION63 0M_OPTION32 0 M_OPTION64 0________________________________________________________________ ____________Y轴参数________________________________________________________________ ____________------- 总体-------总体最小值 3 = 15.00 mm最大值 2 = 120.00 mm方向 4 = 1 增计数选择速度转换点是否在每步可编程MP = 0 关闭允许最大平行度12 = 2.00 mm变速点校正MT = 0.00 mmMute adjust MA = 0 mm升级联动10 = 0 关闭最大的制动时间14 = 0 5 msec伺服阀调零15 = 0 关闭平行开关11 = 0 无开关------- 反馈-------线性尺度Y1参考点 5 = 48.48 mmY2参考点 6 = 46.35 mmY1计数方向8 = 0 减计数Y2计数方向9 = 1 增计数--------- 压力气阀---------总体比例压力控制方式PT = 0 电流压力设定22 = 0 关闭强度最大值23 = 40.0 T中FM = 20.0 T最小值24 = 1.0 T输出最大值25 = 175 DA中OM = 135 DA最小值26 = 110 DA压力斜坡27 = 10---------- 压力传感器----------压力平衡压力平衡使能PE = 0 关闭--------- 快速关闭---------总体关闭速度30 = 120 mm/s快下加速时间31 = 100.0 mm/s/5ms快下时比例阀的开关斜坡57 = 255 DA/5ms 快下斜坡补偿32 = 3.00 mm快下前延时33 = 20 5 msec升级快下制动斜坡微调 2 = 0.0快下增益微调 4 = 0.0------- 工进-------总体最大工进速度37 = 20.0 mm/s工进前延时38 = 50 5 msec工进延时阶段压力39 = 10.0 T升级工进制动斜坡微调10 = 0.0------- 回程-------总体开启速度34 = 150 mm/s回程压力59 = 55 %回程斜坡补偿35 = -5.00 mm回程前延时36 = 50 5 msecY-轴寻参速度42 = 60 mm/s升级回程增益微调21 = -1.0________________________________________________________________ ____________辅助轴1轴名称= X轴控制种类= 伺服________________________________________________________________ ____________------- 总体-------总体小数点位置15 = 2 0.01最小值7 = 3.00 mm最大值8 = 510.00 mm缺省值14 = 0.00 mm手动高速值11 = 25 %轴速度可编程SP = 1 是退让使能122 = 1 是修改校正(R) Cor1 = 0.000 mm/100mm校正(Z) Cor2 = 0.000 mm/100mm------- 反馈-------编码器轴的分度倍率9 = 104.934 counts/mm 参考点位置 5 = 510.00 mm参考点搜索方向 6 = 1 增计数参考点开关安装17 = 1 是参考点搜索速度21 = 20 %计数方向24 = 1 增计数------- 控制-------总体X轴定位方式76 = 1 打开速度及加速最大操作速度MS = 300 mm/s加速时间MA = 200 msec减速时间MD = 200 msec急停减速时间ES = 150 msec加强比例增益119 = 60.00积分增益118 = 10----------- 精确调整控制-----------错误跟随偏差使能135 = 0 否------- 输出-------总体定位允差12 = 0.20 mm驱动电机电机类型MT = 0 双极------- 安全-------安全安全方向165 = 0 无________________________________________________________________ ____________辅助轴2轴名称= R-轴控制种类= 伺服________________________________________________________________ ____________------- 总体-------总体小数点位置15 = 2 0.01最小值7 = 0.00 mm最大值8 = 286.00 mm缺省值14 = 0.00 mm手动高速值11 = 25 %轴速度可编程SP = 0 否退让使能122 = 1 是随动轴数目SL = 0校针(X) Cor1 = 0.000 mm/100mm------- 反馈-------编码器轴的分度倍率9 = 104.934 counts/mm 参考点位置 5 = 284.00 mm参考点搜索方向 6 = 0 减计数参考点开关安装17 = 1 是参考点搜索速度21 = 15 %计数方向24 = 1 增计数------- 控制-------总体X轴定位方式76 = 1 打开速度及加速最大操作速度MS = 300 mm/s加速时间MA = 200 msec减速时间MD = 200 msec急停减速时间ES = 150 msec加强比例增益119 = 50.00积分增益118 = 10----------- 精确调整控制-----------错误跟随偏差使能135 = 0 否- 输出-------总体定位允差12 = 1.00 mm驱动电机电机类型MT = 0 双极------- 安全-------安全安全方向165 = 0 无________________________________________________________________ ____________模块配置________________________________________________________________ ____________Box 种类系数ID Boot 闪存轴 1 轴 2 轴 3 轴41070 DM154 6100763 V2.2 V3.2 Y X R _C_更多内容欢迎登录/doc/5f13482150.html,。
2-W67K-1200-7000(56,4+1)双机

双机联动电液同步数控折弯机技术规格书一、机器型号及控制轴数1.1名称:双机联动电液同步数控折弯机1.2型号:2-W67K-1200/70001.3数控轴数:2-(Y1-Y2-X1-X2-V)1. 4机床外形图:二. 机器主要配置■标准配荷兰DELEM DA-56折弯机专用数控系统■BOSCH高性能伺服液压系统控制同步■两侧配光学尺检测同步位置反馈■采用DNC系统控制的机械式下斜块式挠度补偿■模具采用模柄+模头结构,配模柄 1付,配R10、R20模头;配开口可调节式下模■配前托料架■配电动前推料机,数控后推料机,侧出料装置三. 主要进口配件-- 数控系统荷兰DELEM-- 液压系统德国BOSCH-- 光学尺奥地利RSF-- 内啮合齿轮泵德国VOITH-- 油管接头德国EMB-- 油缸密封件欧美进口四、机器主要技术参数:序号名称单位参数值1. 公称压力KN 2×120002. 可折最大宽度mm 2×70003. 立柱间距mm 60004. 滑块行程mm 4005. 开启高度mm 10006. 喉口深度mm 10007. 工作台宽度mm 5008.滑块运动速度空载mm /s 609. 工作mm /s 6.510. 回程mm /s 6011. 主电机功率KW 2-2×3712. 外形尺寸(L×W×H)mm 14580×4050×703013. 机器总重量kg 26500014.机床精度滑块重复精度mm ±0.0115. 滑块定位精度mm ±0.0216. 工件直线度mm 0.3 / m17. 折弯角度误差′<±3018. 光栅尺分辨率mm 0.005五、机器结构特点及标准配置说明1、机架部份:1.1机架由左、右侧板(侧柱)、工作台立板、油箱、走板、连接梁等组成。
1.2主机架设计通过有限元软件分析模快计算机架的强度和结构的合理性,确保设备的安全。
c84100车床技术参数

c84100车床技术参数
C84100车床是一种高精度、高效率的车床,广泛应用于各种零件的加工和制造。
以下是其主要技术参数:
1. 床身结构:C84100车床采用整体铸铁床身,具有高刚性和高稳定性,能够有效地消除加工过程中的震动和变形。
2. 主轴:C84100车床的主轴采用高精度直连式设计,转速范围广,能够满足不同加工需求。
主轴直径为60mm,最大转速为1800转/分钟。
3. 刀架:C84100车床采用双刀架设计,能够同时安装两把刀具,提高加工效率。
刀架具有高刚性和高精度,能够确保加工零件的精度和表面粗糙度。
4. 进给系统:C84100车床采用高精度齿轮传动系统,实现刀具的快速进给和切削。
进给速度范围为0.05-2000毫米/分钟,可以满足不同加工需求。
5. 控制系统:C84100车床采用先进的控制系统,实现自动化控制和监控。
控制系统具有多种功能,如自动启动、停止、紧急停止等,能够确保加工过程的安全性和可靠性。
6. 辅助装置:C84100车床配备多种辅助装置,如冷却液系统、自动润滑系统、排屑器等,能够有效地提高加工效率和加工质量。
总之,C84100车床具有高精度、高效率、高稳定性等特点,能够满足各种零件的加工和制造需求。
同时,其先进的控制系统和高品质的辅助装置,能够确保加工过程的安全性和可靠性,提高加工效率和加工质量。
CybTouch 8 折弯机用户操作手册

CybTouch 8 PS 电液同步折弯机用户操作手册V1.1b目录导读 (3)简介 (3)语言选择 (3)产品编程 (4)编程页面说明 (4)存储和调用程序 (5)存储程序 (5)调用程序 (5)删除程序 (5)轻松折弯 (6)折弯校正 (6)角度校正(Y1,Y2) (7)挠度补偿校正 (7)后挡料校正(X轴) (8)模具管理 (9)上模编辑 (9)下模编辑 (10)模具命名规则 (12)上模 (12)下模 (12)手动模式 (13)用户基本设置 (14)自诊历史记录 (14)屏幕校正 (15)时间设置 (15)亮度调整 (15)长度单位 (15)材料 (16)维护维修 (16)挡料设置 (17)系统行维护 (17)版本信息 (17)参数状态 (18)基本页面介绍 (19)编程页面首页 (19)编程页面 (19)报警一览表 (20)导读简介此用户手册用于CybT ouch 8折弯机数控系统(2013年11月份)。
由于软件的变化以及控制机床的CybTouch配置与功能不同,当前的用户手册可能与使用的CybT ouch不完全一致。
不过区别很细微。
触摸屏为压力敏感型。
切勿太过用力按压屏幕。
太过用力按压屏幕会损坏屏幕显示,这种损坏不在正常保修范围内!不要用坚硬的物体(金属板、螺丝刀、金属圆珠笔等)触摸屏幕;只能使用手指(带或不带手套均可)或者笔的塑料端。
务必确认手套指端没有金属颗粒以免损坏屏幕。
进行几分钟轻触屏幕练习,你会发觉屏幕反应灵敏,且很方便使用。
屏幕清洁仅可使用柔软湿布蘸肥皂或中性洗涤剂清洁。
严禁使用溶剂、汽油、苯、酒精等!语言选择选择语言步骤如下:1、按菜单按钮产品编程编程页面说明开机后,显示以下编程页面。
在此页面下,用户可以编辑一个包含多个步序的产品。
根据不同的软件,该编程页面上显示的按键图标可能会出现不同。
具体信息参见本手册页面说明章节介绍下面以编程如下的产品为例,进行说明1.点击默认程序编号P0,在弹出的菜单中点击新程序2.点击材料(钢),在弹出的页面中选择材料,输入板厚和材料宽度3.点击模具编号(本例中上模为1)。
mazak数控系统参数
重要说明
1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。如果没有遵从这些内容, 可能会造成重大的人身事故或物品损害。如果需要交换用的安全铭牌,请向 MAZAK 技术服务 中心或技术中心订购。 切忌擅自进行影响机械安全性的任何改造。如果希望进行改造,请与 MAZAK 技术服务中心或 技术中心联系。 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。请注意,为安全起见,在 实际运转时必须装好。 本说明书根据最新材料编写, 然而因为不断的技术革新而万一在所购买的机械与本说明书内容 有所不同,请与 MAZAK 技术服务中心或技术中心联系。MAZAK 技术服务中心或技术中心将 会提供正确的资料。 请将本使用说明书保管在机械附近,以便随时查阅。 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。 说明书制作 : YAMAZAKI MAZAK CORP. 说明书编辑科
S-2
安全注置值是否正确。如果有错误,即使程序指令正确也会有机械在预测之 外的位置运转,而会有因与刀具冲突等而造成工件跳出机外的情况。 警告 ! 在圆周速度恒定控制中,当圆周速度恒定控制轴的工件坐标的现在值接近 0 时,主轴旋转变 得非常快。在机床上会有因卡盘夹持力降低而造成工件脱落的情况。必须指令安全的限制转 速。 ! 即使进行英寸/毫米切换,也不会改变原来所登记的程序、刀具信息、参数值的单位等。请 在运转之前充分确认这些数据。如果不确认而进行运转,原来正确的程序也会让机械做出完 全不同的动作。 ! 如果搞错绝对指令和相对指令而以相反的理解做出的程序运转时,将会让机械做出完全没有 预定的动作。请重新确认指令方式。 ! 如果在圆弧插补、固定循环等方面有平面选择指令错误时,因为所设想的各动作轴的动作与 实际各动作轴相互替换,因此刀具等与工件或机械的一部会有冲突的危险(仅适用于带 EIA/ISO 功能的 NC)。 ! 使镜像成为有效时, 其后的机械动作会大大变化。 请在充分理解后使用 (仅适用于带 EIA/ISO 功能的 NC)。 ! 如果在补偿功能有效期间进行机械坐标系指令、参考点返回指令,补偿会暂时变无效。如果 没有充分理解这种情况,可能认为机械彷佛做出作业人员没有预测的动作。请使补偿功能变 无效后执行这些指令(仅适用于带 EIA/ISO 功能的 NC)。 ! 屏蔽功能以被指令刀具的数据为基础进行干涉检查。请设置为与实际使用的刀具一致的刀具 信息,否则无法正确起作用。 ! INTEGREX e-系列机械可以进行车削加工,但是,G 代码和 M 代码的体系与车床中使用的 体系不同。如果错误指令 G 代码或 M 代码,将会让机械做出完全没有预定的动作。请充分 理解后再使用。
DA52S数控折弯机技术参数汇编

DA52S数控折弯机技术参数汇编1.弯曲能力:- 最大弯曲厚度:根据不同型号的机器,DA52S数控折弯机的最大弯曲厚度通常在2mm到10mm之间。
不同材料的最大弯曲厚度也会有所差异。
-最大弯曲长度:通常,DA52S数控折弯机的最大弯曲长度在2米到6米之间。
同样,不同型号的机器可能有不同的最大弯曲长度。
2.控制系统:-DA52S数控折弯机采用先进的数控控制系统,通常由上位机、PLC控制器和伺服电机等组成。
DA52S数控控制系统具有操作简单、实时监控、自动编程等功能。
-DA52S数控折弯机配备了人机界面,通过触摸屏或按钮进行操作,操作界面友好,参数设置直观。
3.伺服系统:- DA52S数控折弯机采用高性能伺服电机驱动系统,具有快速响应、高精度定位、无噪音等特点。
伺服电机的控制精度通常在0.01mm以内。
-伺服系统配备了行程检测器,可以对工件进行高精度的位置检测和误差校正,从而实现精确的弯曲加工。
4.弯曲角度控制:-DA52S数控折弯机具有弯曲角度的精确控制功能,通常可以设置弯曲角度的精度在0.1度以内。
-DA52S数控折弯机可以实现单弯或多弯的加工工序,根据需要可进行弯曲角度的累加和补偿。
5.机架结构:-DA52S数控折弯机采用框架式结构,通常由底座、凸轮、滑块、定位单位等组成。
机架结构稳定可靠,具有较好的阻尼和刚度。
-机架的刚度和稳定性对于弯曲加工的精度和质量至关重要,因此DA52S数控折弯机通常采用重型钢材制造。
6.工作台、支持装置和夹具:-DA52S数控折弯机配备有稳定的工作台、支持装置和夹具,用于固定和支撑工件,保证弯曲加工的稳定性和精度。
-工作台通常由上下模和定位装置组成,具有较大的平坦度和精度。
-支持装置和夹具通常由滑座、滑块和夹紧装置组成,用于固定工件,并保持工件在弯曲加工过程中的稳定性。
7.安全保护装置:-DA52S数控折弯机配备有各种安全保护装置,包括光栅、安全门、急停按钮等。
这些装置可以有效保护操作人员的安全,防止意外伤害。
数控折弯机DNC880数控系统 用户手册

目 录1.ABS绝对模式.........................................................................................................................- 5 - 2.有效的外部设备....................................................................................................................- 5 - 3.下模可承受的压力................................................................................................................- 6 - 4.数字字母区域........................................................................................................................- 7 - 5.角度校正................................................................................................................................- 8 - 6. 辅助功能...............................................................................................................................- 13 - 7.轴的等待..............................................................................................................................- 13 - 8.后档料的回退......................................................................................................................- 13 - 9.折弯......................................................................................................................................- 13 - 10.折弯计数器........................................................................................................................- 14 - 11.折弯强度............................................................................................................................- 14 - 12.折弯指令............................................................................................................................- 14 - 13.折弯速度............................................................................................................................- 16 - 14.BG(后挡料)或滑块......................................................................................................- 16 - 15.底部....................................................................................................................................- 17 - 16.校正(表格)....................................................................................................................- 17 - 17.补偿....................................................................................................................................- 18 - 18.数据备份............................................................................................................................- 18 - 19.数据传递............................................................................................................................- 18 - 20.日期和时间........................................................................................................................- 19 - 21.偏离上模和后档料更正....................................................................................................- 20 - 22.允许碰撞的深度................................................................................................................- 21 - 23. 绘图.....................................................................................................................................- 22 - 24.保压时间............................................................................................................................- 22 - 25.清除/删除..................................................................................................................- 22 - 26.清除存储器........................................................................................................................- 23 - 27.空系内存............................................................................................................................- 23 - 28.定位装置的间距................................................................................................................- 23 - 29.产品组................................................................................................................................- 24 - 29.1定义.........................................................................................................................- 24 - 29.2 链接........................................................................................................................- 24 - 29.3 区域说明................................................................................................................- 24 - 29.4 产品组页面之表格栏的说明................................................................................- 25 - 29.5 产品组之功能键的说明........................................................................................- 25 - 29.6 产品组状态............................................................................................................- 26 - 29.7 产品页面................................................................................................................- 26 - 29.8 选择自动模式........................................................................................................- 26 - 29.9 在PRODUCTS GROUP页面的工作举例..................................................................- 27 - 30.理想曲线(CR)..............................................................................................................- 27 - 31.轴的索引............................................................................................................................- 31 - 32.插入一个步序....................................................................................................................- 31 - 33.用MS WINDOWS安装PC软件..........................................................................................- 32 -34.PROCUCT NUM(产品数据),BEND NUM(折弯数据)页................................................- 33 - 35.键盘....................................................................................................................................- 33 - 36.折弯宽度............................................................................................................................- 34 - 37.语言....................................................................................................................................- 34 - 38.离开软件............................................................................................................................- 35 - 39.LEG(停靠点)................................................................................................................- 35 - 40.长度....................................................................................................................................- 36 - 41.低速距离↑........................................................................................................................- 36 - 42.机床参数............................................................................................................................- 36 - 43.维修....................................................................................................................................- 37 - 44.后挡料手动调整................................................................................................................- 37 - 45.如何修正轴的原点............................................................................................................- 38 - 46.产品组................................................................................................................................- 38 - 47.产品信息............................................................................................................................- 39 - 48.产品管理............................................................................................................................- 43 - 49.侧面图编程........................................................................................................................- 44 - 50.在折弯数据页面编程........................................................................................................- 46 - 51.折弯次数需要的_已完成的_............................................................................................- 46 - 52.YR值修正参考.................................................................................................................- 47 - 53.捕获显示............................................................................................................................- 47 - 54.根据标准搜寻产品............................................................................................................- 50 - 55.断面....................................................................................................................................- 51 - 56.抗拉强度............................................................................................................................- 52 - 57.模拟标准............................................................................................................................- 52 - 58.SP(转换点)...................................................................................................................- 54 - 59.特殊折弯............................................................................................................................- 55 - 60. TDC(上死点)...............................................................................................................- 60 - 61.TEST 测试........................................................................................................................- 60 - 62.允差....................................................................................................................................- 62 - 63.允许太小的折弯边............................................................................................................- 63 - 64.模具TOOL........................................................................................................................- 64 - 65.展开长度............................................................................................................................- 68 -说明作为一般规则,在该手册,我们将不再重复如何使区域生效,如何选择模具,如何调用页面或任何其他的基本操作。
DA52S数控折弯机技术参数汇编

DA52S数控折弯机技术参数汇编
一、机床结构:
二、控制系统:
DA52S数控折弯机采用了先进的数控系统,该系统具有人机界面友好、操作简单的特点。
该数控系统能够实现多轴控制,包括Y1、Y2、X轴和R
轴的控制,能够满足复杂的折弯加工需求。
同时,DA52S数控折弯机还具
备自动压紧、自动归位等功能,能够大大提高工作效率。
三、工作能力:
1. 最大弯曲长度: DA52S数控折弯机的最大弯曲长度为3200mm,在
工件长度不超过该数值的情况下,可以完整折弯。
3. 最大折弯厚度: DA52S数控折弯机的最大折弯厚度为6mm,适用
于较薄的金属板材的折弯加工。
四、性能特点:
1.高精度:DA52S数控折弯机采用了高精度的伺服电机驱动系统,能
够精确控制各个轴的运动,保证折弯角度和弯曲长度的精度。
2.高稳定性:DA52S数控折弯机采用了高性能的液压系统,能够稳定
控制油压和油流,确保机床在加工过程中的稳定性。
3.多功能:DA52S数控折弯机具有多种工作模式,包括常规折弯、先
进折弯、天马行空等模式,能够满足不同加工需求。
综上所述,DA52S数控折弯机具有先进的技术和高精度的特点,能够满足大多数金属板材的折弯加工需求。
其机床结构坚固、控制系统先进、工作能力强大、性能稳定,是一种理想的数控折弯设备。
DA52S数控折弯机技术参数

设备技术文件设备名称:电液数控板料折弯机设备型号:ZYB-160T/3200—DA52S一、机器主要技术参数:二、数控系统:荷兰DELEM公司生产提供的DA62S数控系统集成的DA-62S数控系统,不仅可以应用扭轴同步折弯机控制,也可以应用电液同步折弯机控制。
基于四轴控制的面板式按装结构,既可以直接安装在电柜上,也可以安装在悬吊柜上;DELEM公司友好的用户界面和TFT真彩LED显示器的DA65,拥有了折弯机的所有基本功能;其独特的“快捷键”操作方式;提供快捷而简洁的操作过程;“Y”轴的角度编程;工作台挠度补偿功能及压力控制均作为标准配置。
基于最新技术的DA-62S,提供了稳定可靠的解决方案。
其配备的USB接口,极大地方便了产品和模具的快速备份。
DA-62S的特点:一页式参数编程;工作台挠度补偿功能;模具库选择;后挡料第二轴控制(可选);USB接口;先进的Y轴控制算法,即可闭环控制,也可控制开环阀;三、液压系统:1、液压阀:德国博士力士乐液压件;无堵油现像;2、台湾鼎基DZ密封件,具有耐高温,高耐磨性等优点3、油缸:济宁泰丰产,采用军工技术镀镍磷,具有耐磨及良好的自润滑性,油缸导套采用锌基耐磨合金。
4、液压泵:德国博士力士乐产,具有低噪音,使用寿命长等特点;5、数控模具:模具材料42CrMn,具有高强度和韧性,使用寿命长,折弯精度高,折弯精度在一度之内。
四、主要电气元件采用西门子公司产品;线路布局合理、简洁;五、机械部分:1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好2、电液同步,精度高;滑块运行平稳、速度快;3、台湾产滚珠丝杆、直线导轨;重复定位精度高、无噪音;4、蜗轮、蜗带传动,低噪音;微调后挡料顶杆;挡料精度高;5、数控模具,快速装夹;确保装卸模具安全、快捷。
6、工作台有液压补偿缸装置;确保折弯工件的直线度高。
六、验收:1、验收方式:设备在供方完工后在供方进行设备验收。
2、验收标准:按国标GB-T14349-93《板料折弯机精度》和JB2257.1《折弯机技术条件》,及技术协议所制定的《验收大纲》执行。
PPEB折弯机使用说明书
PPEB折弯机使用说明书目录1机床的介绍 (2)1.1机床外观图 (2)1.2构造与工作原理 (2)1.3机床的技术参数 (4)1.4同步系统简介 (6)1.5油缸与密封件 (14)1.6工件折弯图 (15)2机床的安装 (22)2.1吊运与安装 (22)2.2电气接线 (24)2.3可编程控制器(PLC)的一般要求: (25)2.4使用前的检查 (25)3机床的操作 (26)3.1按钮操作站介绍 (26)3.2电柜控制按钮操作面板介绍 (27)3.3电源 (30)3.3.1油泵电机运行及停止 (30)3.3.2 操作方式的选择 (30)3.3.3 起动 (32)4折弯参数的调节 (32)4.1 行程调节 (32)4.1.1 上死点调节 (32)4.1.2 变速点调节 (32)4.1.3 下死点调节 (32)4.2 液压系统工作压力调节 (32)4.2.1 公式法计算压力 (33)4.2.2 查表法计算压力 (34)4.2.3 工作压力调节 (36)4.3 工作台的加凸量 (36)5折弯精度 (37)5.1 材料质量对精度的影响 (37)5.2 工作台加凸补偿 (37)5.3 偏载 (38)5.4 折弯角度误差的修正 (38)6机床的安全保护 (40)6.1 接地保护 (40)6.2 急停 (40)6.3 电机的过载(断相)保护 (40)7模具 (40)8机床的调整 (46)8.1 同步系统的调整 (46)8.2 机床导轨间隙的调整 (46)9液压油 (47)10机床的润滑 (47)11维修与保养 (50)11.1 液压系统 (50)11.1.1 液压油 (50)11.1.2 油过滤器 (50)11.1.3 空气过滤器 (50)11.1.4 管道的联接 (50)11.2 密封 (51)11.3 机械零件 (51)11.4 主溢流阀 (51)12电气系统 (52)13售后服务 (52)前言本说明书旨在向您提供安装、操作和维修单台数控板料折弯机的永久性资料。
DA52S数控折弯机技术参数

DA52S数控折弯机技术参数1.折弯能力:- 最大折弯长度:5200mm-最大折弯力:320吨2.数控系统:-易于使用:DA52S数控系统采用大屏幕液晶显示屏,操作界面直观简洁,易于操作和控制。
-多功能:该系统配备了丰富的功能,包括数控编程、模具库、折弯计算、尺寸调整、弯角补偿、角度调整等功能,可以满足不同的折弯要求。
-高精度:DA52S系统采用闭环控制,具有较高的控制精度,可实现精确的折弯操作。
-高效率:该系统具有快速编程和调试功能,可大幅提高工作效率。
3.主要机械结构参数:- 弯曲弧高度:420mm- 小弯曲弧高度:260mm- 间开距离:4000mm- X轴行程:600mm- Y轴行程:400mm- Z轴行程:300mm- R轴行程:150mm-X、Y、Z、R四个轴采用伺服电机驱动,行程精度高,动作平稳可靠。
4.工作台和夹具:- 工作台长度:5200mm-工作台上的夹具数量:按客户要求可定制-夹具材质:高强度钢材,具有较高的抗压性能和稳定性。
5.液压系统:-DA52S数控折弯机配备了高性能的液压系统,具有以下特点:-主缸最大压力:320吨-电动泵站功率:30KW-液压系统采用先进的泵站和液压阀,具有较高的压力控制精度和反应速度,可实现准确的折弯操作。
6.安全保护装置:-DA52S数控折弯机配备了多种安全保护装置,以确保操作人员和设备的安全:-前后防护栏:防止操作人员误入危险区域。
-光电保护装置:实时监测工作区域,一旦有人员进入,及时停机并报警。
-急停按钮:设备出现异常情况时,操作人员可立即按下急停按钮,停止设备运行。
总结:以上是DA52S数控折弯机的部分技术参数,它具有较大的折弯能力、先进的数控系统、稳定的机械结构、强大的液压系统和完善的安全保护装置,能满足不同加工要求,提高工作效率和产品质量。
DA52S数控折弯机是一种实用的折弯设备,广泛应用于金属加工行业。