第七章_机床主要参数的确定[1]
第七章 机床主要参数的确定.
一、主运动电动机功率的确定 机床主运动的功率包括:切削功率P切、空转功率P空和附加机械
摩檫损失P机三部分。 P切与刀具及工件材料有关,普通机床一般根据重负荷切削条
件确定。 P空(KW)随各轴转速变化、摩檫搅油、空气阻力等造成。中型
机床用试验公式估算:(教材P124) P机(附加机械磨擦损失功率)取决于各传动副的机械效率,
——工作台工作面宽度(第二工作面长度) (5)卧式镗床——主轴直径 (6)钻床——钻孔直径
第二主参数 车床-最大工件长度 铣床、龙门刨床-工作台面
其他 车床-刀架工件回转直径,主轴孔 龙门铣床-横梁最高、最低位置
第二节 运动参数
重点掌握以下几个问题: 1、哪些参数属于运动参数? 2、什么是主运动参数、进给运动参数? 3、如何确定机床的最高、最低转速? 4、分级变速采用什么数列? 5、如何选择公比?
作回转主运动机床的主参数是主轴转速,转速与切削速 度的关系是:
n = 1000v/πd。
1.主轴最低(nmin)和最高(nmax)转速的确定 nmin = 1000vmin/πdmax, nmax = 1000vmax/πdmin
(变速范围为 nmax和nmin的比值,即Rn = nmax/nmin)。
通用机床需要确定转速范围(最高、最低转速)及转速
级数(专用、组合机床除外)
1、最高、最低转速的确定(P121) 2、分级变速时的主轴转速数列 *机床的转速按等比数列分级
Байду номын сангаас3、变速范围
Rn=nmax/nmin
4、标准公比和标准数列表7-1
5、公比的选择
从使用性能考虑,小点好!可减少相对功率损失,但使
机床结构复杂,要简化结构要取的大些。
《机械装备设计》课程教学大纲
《机械装备设计》课程教学大纲课程编号:013084课程名称(中/英文):机械装备设计Machinery andEquipmentDesign课程类型: 模块课总学时:32 讲课学时:28 实验学时:4学分:2适用对象:机械类专业先修课程:机械设计,机械原理后续课程:开课单位:机械工程学院一、课程性质和教学目标装备分为加工装备、工艺装备、仓储传送装备、辅助装备。
其中,本课程重点介绍金属切削机床和特种加工机床。
通过本课程的学习,要求学生达到以下目标:知识目标:目标1:掌握常用机床分类及编号方法、各种机床代号的定义及编号规律。
目标2:理解机床常用运动的方式,包括表面成形运动、辅助运动、主运动和进给运动,机床内外联系传动链的特点,复合成形运动的特点能及运动分解与分析,并能够用传动原理图进行分析。
目标3:理解车床的功能、类型、布局及工艺范围。
CA6140机床的加工对象特点,传动系统图的识别与分析,主轴箱正反转转速的传动路径,主轴箱的正反转实现方式,主轴箱上齿轮与轴的3种结合方式,车削螺纹的内联系传动链与加工外圆时外联系传动链的区别,进给箱中实现不同制式螺纹加工的实现方式。
车床上重要的零部件,双向摩擦离合器、卸荷带轮、互锁机构、变速机构、开合螺母、超越离合器及安合离合器的结构特点。
目标4:理解齿轮加工机床的分类及特点。
展成法加工齿轮时,加工直齿和斜齿时所需的运动,差动运动的特点以及合成机构的实现方式。
YC3180滚齿机的整体布局及运动分析,主运动、展成运动、进给运动以及差动运动的传动路线及两端件。
齿轮加工时滚刀架角度的调整与计算。
加工直齿锥齿轮、锥齿弧齿轮、内齿圈时需要的机床及特点。
齿轮粗加工与精加工时所用机床的特点。
目标5:理解常用机床功用、布局、类型及结构特点。
铣床、钻床、镗床、磨床的分类及特点,加工工艺及对象,经济的加工效率及表面质量。
目标6:理解机床主要参数的确定,公比的确定及应用。
采用结构式、结构网以及转速图进行分级传动系统设计。
第七章 机床主要参数的确定2
第二节 运动参数
一、运动参数:是指机床主轴、刀架、工作台等 的运动速度。 主运动参数: 回转主运动机床,如车床、铣床等,主运动参数是 主轴转速。 1000 v n ( r / min) d
直线主运动的机床,如插床和刨床。 主运动参数是每分钟往复次数(str/min).
nr
1000 v 2 L
(kw)
如水平运动,克服质量和摩擦力所需的功率:
P2
f mg v
'
60000
k w
根据计算出的空行程功率和电动机的转 速,再计算起动转矩,并据此来选择电动机, 并使选用的电动机的起动转矩大于计算的起动 转矩。 一般普通机床的空行程电动机功率和空行 程的速度列表7-4。
动力参数
一、主运动功率的确定;电动机的功率确定 1、计算法: P P P P
主 切 机 空转
切削功率的计算: (1)车、镗、磨等工序的切削功率:
P切
FZ v 60000
( kw)
(2)钻、扩等工序的切削功率:
P切
MK n 9550
( kw)
空转功率损失计算:
K1 P空 ( 3 5d a ni k 2 d 主 n主)(kw 6 10
PS
FQ V S 60000 S
(KW)
三、空行程功率的确定 参考同类型机床,辅之以计算,最好再经试 验验证。
P空行程 P1 P2
(KW)
P 1
Ta n 9550
'
kw
F v
如升降运动克服质量和摩擦力所需的功率:
P2
m g f
60000
)
机械摩损功率的计算:
第七章机床主要技术参数

10
E1
③为了便于采用双速或三速电动机,公比为2的某次方根
E2
2
机械工程学院 School of Mechanical Engineering
第七章 机床主要技术参数的确定
标准公比
①公比是2的某次方根,其数列每隔若干项增加或缩小2 倍,如 3 2 数列为10、12.5、16、20、25、32、40等, 每隔两级增大2倍。
机械工程学院 School of Mechanical Engineering
第七章 机床主要技术参数的确定 (2)运动参数 ①主运动参数 Ⅰ 主运动最高转速nmax和最低转速nmin Ⅱ 转速级数Z Ⅲ 公比φ Ⅳ 变速范围Rn= nmax/ nmin ②进给运动参数:情况同① (3)动力参数:指主运动、进给运动和其他辅助运动的 动力消耗。
ηS 可以用于主传动功率P主和进给传动功率Ps行粗略估算 车床:Ps=(0.03~0.04) P主(KW)
钻床:Ps=(0.04~0.05) P主(KW)
铣床:Ps=(0.04~0.05) P主(KW)
机械工程学院 School of Mechanical Engineering
第七章 机床主要技术参数的确定 7.3.3 快速运动功率的确定
按照等比数列排列的主轴转速,往往可以通过串联若干滑 移齿轮来实现。所以主轴转速n n=n电•iⅠ•iⅡ•••= n电•i总
因此,主轴转速按照等比数列排列时,充分利用了每一对滑移齿 轮的传动比,用同样数量的齿轮,可得到较多的变速级数。
机械工程学院 School of Mechanical Engineering
第七章 机床主要技术参数的确定 4.公比的选用
设主轴最高转速与最低转速之比值,称为转速范围Rn,则: Rn=nmax /nmin = nZ/n1 =n1φ z-1/n1 =φ z-1 即 z=1+lgRn/lgφ (Z为转速级数) 选用标准公比φ的一般原则: ①用于大批大量生产的自动化与半自动化机床,因为要求较高的 生产率,相对转速损失要小,因此φ要小些,一般取1.12或1.26。 ②大型机床加工大尺寸工件,机动时间长,选择合理的切削速度 对提高生产率作用较大,φ应小些,取1.12或1.26。 ③中型通用机床,万能性较大,因而要求转速级数z要多一些, 但结构又不能过于复杂, φ常取1.26或1.41。 ④小型机床切削加工时间常比辅助时间少,结构要求简单一些, 变速级速也不多,公比φ常取1.58或1.78。
机床的主要技术参数(主参数和基本参数)

3.有级变速时主轴转速序列无级变速时,Nmax与Nmin之间的转速是连续变化的有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-14.标准公比ø为了便于机床设计和使用,规定了标准公比值:1.06,1.12,1.26,1.41,1.58,1.78,2.00其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数进给量:a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:P主=P切+P空+P附1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/600002、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。
文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
机床的主要技术参数(主参数和基本参数)
3.有级变速时主轴转速序列
无级变速时,Nmax与Nmin之间的转速是连续变化的
有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-1
4.标准公比ø
为了便于机床设计和使用,规定了标准公比值:
1.06,1.12,1.26,1.41,1.58,1.78,
2.00
其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数
进给量:
a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;
b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;
c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数
机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:
P主=P切+P空+P附
1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/60000
2、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。
第7章机床主参数
n
n j1
n j1
= const
转速的损失反映了生产率的损失(单位时间内生产出的产品和 理 想值不一样)。
如果认为每个转速使用机会均等则最大相对转速损失相等:
j nj = 1
n j1
nj+1 = nj·
由此可见,机床的转速应该按等比数列(几何级数)分级,公比
为
n1 =nmin
n2= n1 n3 = n2 = n1 2
7.2 运动参数
7.2.1 主运动参数
对于主运动是回转运动的机床是: n: r/min
v: m/min
n= 1000v
d
次/min
n: 转速 r/min v: 切削速度 m/min d: 工件(刀具)直径 mm
对于不同的机床,主运动参数有不同的要求。专用机 床完成特定的工艺,当该工艺长期稳定时,主轴只需一种 固定转速,不需要换置机构。
液压缸牵引力 动力参数 液压马达或步进电机的额定扭矩
伺服电机或步进电机的额定转速
其中电动机功率是计算机床零件和决定结构尺 寸的主要依据。
电动机功率太大了,则零件的尺寸也随之不必 要的增大。不仅浪费材料,而且也使电动机经常处 于低负载情况下工作,以致功率浪费大。如果取小 了,则机床的技术性能达不到要求,且出现超负载 工作的情况,容易烧坏电气元件。
例: 低 n=25、 40、63 r/min
1.58
中 n=63、 80、 100、125、160、200、250、
1 1
320、 400、 500、630、800r/min 1.26
高 n=800、1250、 1600 r/min
1.58
7.2.2 进给运动
等差数列: 刨床、插床
机床的主要技术参数(主参数和基本参数)
3.有级变速时主轴转速序列无级变速时,Nmax与Nmin之间的转速是连续变化的有级变速时,应该在Nmax和Nmin确定后,再进行转速分级,确定各中间级转速。
主运动的有级变速的转速数列一般采用等比数列。
满足n j+1=n jø;n z=n*øz-14.标准公比ø为了便于机床设计和使用,规定了标准公比值:1.06,1.12,1.26,1.41,1.58,1.78,2.00其中,ø=1.06时公比数列的基本公比,其他可以由基本公比派生而来。
⑵进给运动参数进给量:a.大部分机床(如车,钻床等):进给量用工件或刀具每转的位移(mm/r)表示;b.直线往复运动机床(如刨,插床):进给量以每以往复的位移量表示;c.铣床和磨床:进给量以每分钟的位移量(mm/min)表示。
⑶动力参数机床的动力参数是指驱动主运动、进给运动和空行程运动的电动机功率。
①主传动功率:P主=P切+P空+P附1、切削功率P切:与加工情况.工件和刀具材料及切削用量的大小有关。
P切=Fz*Vc/600002、空载功率P空:是指机床不进行切削,及空转时所消耗的功率。
3、附加功率P附:指机床进行切削时,因负载而增加的机械摩擦所耗的功率。
②进给传动功率:通常也采用类比和计算相结合的方法来确定。
③空行程功率:指为节省零件加工的辅助时间和减轻工人劳动强度,在机床移动部件空行程时快速移动所需的传动功率。
其大小由移动部件重量和部件启动时的惯性力决定。
文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
机床主要参数

最主要是了解客户加工产品:尺寸,精度,加工材料。
车床主要参数:
1,最大回转直径
2,最大加工长度
3,卡盘大小及卡盘制造商
4,主轴功率及扭矩、转速
5,刀塔容量、
6,尾座形式
7,机床主要配置供应商及精度
加工中心主要参数:
1、主轴转速及扭矩
2、工作台大小及行程
3、工作台最大载重
4、快速进给速度
5、主轴形式BT50/BT40
6、刀库形式及容量
7、换刀时间
8、导轨及丝杠、轴承(日本精工NSK)
9、加工精度
10、主轴中心出水(选配)
11、主轴夹紧形式液压(国产气压)
卧加主要参数:
1、主轴转速及扭矩
2、X/Y/Z行程
3、刀库容量(40、60、80、120)
4、主轴驱动方式(2级齿轮)
5、工作台跟换方式(驱动液压)
6、加工精度
7、操作系统
8、主轴中心出水(选配)
9、丝杠、导轨(日本精工NSK)、轴承(日本恩梯恩NTN)
10、导轨形式(硬轨)。
第七章 机床主要参数的确定

第二主参数 车床- 车床-最大工件长度 铣床、龙门刨床- 铣床、龙门刨床-工作台面 其他 车床-刀架工件回转直径, 车床-刀架工件回转直径,主轴孔 龙门铣床-横梁最高、 龙门铣床-横梁最高、最低位置
第二节 运动参数
重点掌握以下几个问题: 重点掌握以下几个问题: 哪些参数属于运动参数? 1、哪些参数属于运动参数? 什么是主运动参数、进给运动参数? 2、什么是主运动参数、进给运动参数? 如何确定机床的最高、最低转速? 3、如何确定机床的最高、最低转速? 分级变速采用什么数列? 4、分级变速采用什么数列? 如何选择公比? 5、如何选择公比?
一、主运动电动机功率的确定 机床主运动的功率包括:切削功率P 空转功率P 机床主运动的功率包括:切削功率P切、空转功率P空和附加机械 摩檫损失P 三部分。 摩檫损失P机三部分。 与刀具及工件材料有关, P切与刀具及工件材料有关,普通机床一般根据重负荷切削条 件确定。 件确定。 (KW)随各轴转速变化 摩檫搅油、空气阻力等造成。 随各轴转速变化、 P空(KW)随各轴转速变化、摩檫搅油、空气阻力等造成。中型 机床用试验公式估算:(教材P124) :(教材 机床用试验公式估算:(教材P124) 附加机械磨擦损失功率)取决于各传动副的机械效率, P机(附加机械磨擦损失功率)取决于各传动副的机械效率, 既齿轮、轴承等切削时压力增大而产生, 增加P 也增加。 既齿轮、轴承等切削时压力增大而产生, P切增加P机也增加。 主电机功率(KW) 主电机功率(KW) : P主= P切+ P机+ P空= P切/η机+ P空 η机= η1+ η2+ η3…… η1、η2、η3见教材 见教材P124表7-2 表 P125图各项功率关系 P125图各项功率关系 在主传动链的结构尚未确定之前,可根据P max和总功率 和总功率η 在主传动链的结构尚未确定之前,可根据P切max和总功率η总 =0.65~0.80确定 确定. =0.65~0.80确定. η总低速时取大值
机床主要参数的确定(1)ppt课件

来决议。 类比法:参照现有同类机床的参数
确定。
第二节 运动参数
➢ 是指机床的执行机构(如主轴、刀架、 任务台等)的运动速度 。
➢ 包括主运动参数、进给运动参数。
一、主运动参数
① 主运动是回转运动的机床,主运动参数是主轴转 速。
等比数列中每隔几级后的数字,恰 好是前面数字的10倍,使数列整齐 好记。
规范公比的值
以上是规范公比值所遵照的三条原那么。 同时满足三条原那么的公比:1.06、1.12、
1.26〔计算用1.25〕 满足其中两条原那么的公比:1. 41、1.58、2
以1.06为公比的从1~10000的数值
当采用规范公比后,转速数列可从 表7—1中直接查出。
F:切削力的切向分力N; V:切削速度m/min
一、主运动功率确实定
P切:进展切削加工时耗费切削功率 。 与刀具资料、工件资料和所选用的切削用量的
大小有关。 P空:机床主运动空转时〔P切=0 〕,耗费的功
率损失。 其主要影响要素是:各传动件在空转时摩擦损
耗,搅油,空气阻力以及因加工,装配误差而添 加的摩擦等。 P机:切削时传动机件的机械摩擦损失功率 。
例,设计一台卧式车床,nmin=12.5r/ min, nmax=2000r/min,φ=1.26。 查表7—1,首先找12.5,然后,每隔3个 数(1.26=1.064)取一个值,可得如下数列: 12.5、16、20、25、31.5、40、50、 63、80、100、125、160、200、250、 315、400、500、630、800、1000、 1250、1600、2000等23级。
规范公比的值
机床主要技术参数

机床主要技术参数1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
机床的尺寸参数[1]
![机床的尺寸参数[1]](https://img.taocdn.com/s3/m/8f6338a50029bd64783e2cbd.png)
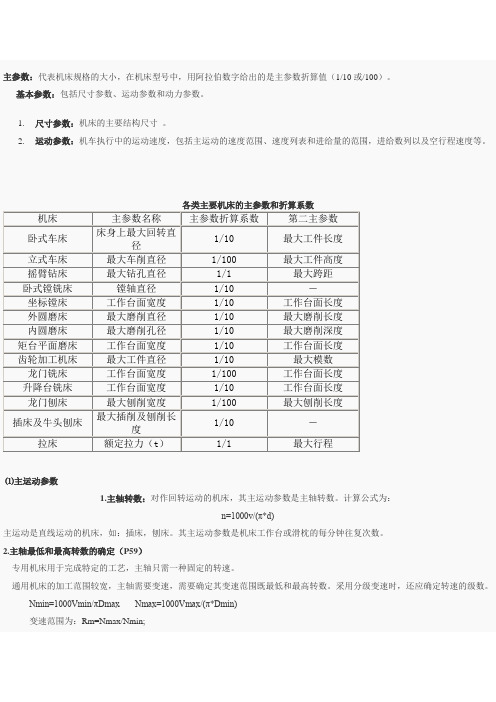
机床的尺寸参数对于通用机床,主参数通常都以机床的最大加工尺寸来表示。
对各种类型机床,GB/T15375—94标准统一规定了主参数的内容。
第一主参数:摇臂钻床的主参数(最大钻孔直径)为:25、40、63、80、100、125mm。
卧式车床是以床身上被加工工件的最大回转直径作为主参数。
齿轮加工机床是最大工件直径;外圆磨床和无心磨床是最大磨削直径;龙门刨床、龙门铣床、升降台铣床和矩形工作台的平面磨床是工作台工作面宽度;卧式铣镗床是主轴直径;立式钻床和摇臂钻床是最大钻孔直径;牛头刨床和插床是最大刨削和插削长度(以上单位均为nm);也有的机床不用尺寸作为主参数,如拉床的主参数是额定拉力等。
专用机床的主参数,一般以与通用机床相对应的主参数表示。
第二主参数是为了更完整地表示机床的工作能力和加工范围,在主参数后面标出另一参数值、称为第二主参数。
如最大工件长度、最大跨度和最大加工模数等如车床的第二主参数是最大工件长度;铣床和龙门刨床是工作台工作面长度;摇臂钻床是最大跨距等其他尺寸参数包括与工件、工、夹、量具、机床结构有关的参数。
与工件主要的有关参数,如卧式车床最大加工工件长度、刀架上最大加工直径、主轴孔允许通过的最大棒料直径等;摇臂钻床还要确定主轴下端面到底座间的最大和最小距离,其中包括了摇臂的升降距离和主轴的最大伸出量等;龙门铣床还应确定横梁的最高和最低位置等。
与工、夹、量具有关的参数,如卧式车床的主轴锥孔。
与机床结构有关的参数,如床身宽度等。
这些参数与主参数有一定的关系,因此,大多是根据主参数来决定的。
但是由于机床的使用情况复杂,影响这些参数的因素很多,如刚度、强度、被加工工件的尺寸等,所以一般采用统计法来决定。
具体进行这项工作时,可根据被加工零件的尺寸,参考现有同类型的机床或根据系列设计规定的各项数值来确定。
机床主要技术参数确定——机械装备制造资料文档

(三)标准公比和标准数列
规定标准公比 >1,并且规定相对 速度损失的最大值Amax不大于50%, 则相应 不大于2,所以1< 2。 为了简化机床设计和使用,规定了几 个标准值,这些数值是选取2或10的某 次方根,1.06、1.12、1.26、1.41、 1.58、1.78、2。 ratio
表 1- 4 标准公比
常以机床的最大加工尺寸来表示 代表机床规格大小的一种参数 对各种类型机床, GB/T15375-94标准 统一规定了主参数的内容。 有的机床用其它物理量表示,如拉床 (额定拉力)。 专用机床的主参数,一般以与通用机 床相对应的主参数表示。
第二主参数
为了更完整地表示机床的工作能力和 加工范围,在主参数后面标出另一参 数值、称为第二主参数。 如最大工件长度、最大跨度、主轴数 和最大加工模数等。
快速运动电动机功率还可借助计算法 来确定,快速运动在电动机启动时的 功率最大,此时必须同时克服惯性力 和摩擦力,启动时电动机功率为: P 快= P 惯十P摩
1.41=1.123=1.066
1.58=1.262=1.124=1.068
1.78=
1.125=1.0610
2=1.412=1.263=1.126=1.0612
公比的选取一般原则
从使用性能考虑,选取公比 最好 小一些,但 小,级数增多,结构复 杂。
大批大量生产的自动化与半自动化机 床,要求较高的生产率,相对转速损 失要小,因此, 要小些, 选取 1.12或1.26。
二、运动参数
运动参数是指机床执行件(如主 轴、工作台、刀架)运动的速度。 主轴的最高转速、最低转速、主 轴转速数列、进给量最大值和最小 值、进给量数列等。
(一)主运动参数
主运动为回转运动的机床 主运动参数是主轴转速n (r/min):
第七章 机床主要参数的确定.
此表不仅可用于转速、双行程数和进给量数列,而且也 可用于机床尺寸和功率参数等数列。表中的数列应优先选用。
4、公比的选用
当确定了最高与最低转速以后,就应选取公比Ф。 从使用性能方面考虑,公比最好选得小一些,以便 减少相对转速损失。 但公比越小,级数就越多,将使机床的结构复杂。 选用标准公比的一般原则和经验数据 (1)对于通用机床,为使转速损失不大,机床结构又 不过于复杂,一般取=1.26或1.41。
机
P空
式中: 机 —消耗于空转的功率损失( k w );
P 空 —主传动链的总机械效率。
机123......
式中: 1 、 2 ……为主传动链中各传动副的机械效率。
进行估算:
2、进给运动功率的确定
1)在进给运动与主运动共用一个电动机的普通机床上, 如卧式车床和钻床,由于进给运动所消耗的功率与主运动 相比是很小的,因此可以忽略进给所需的功率。
n主 — 主轴转速(r/min) ;
kl ― 润滑油粘度影响的修正系数。 N46 号机械油,kl= 1; N32号机械油,kl= 0.9;N15 号机械油,kl= 0.75 ;
k2― 系数。主轴用两支承的滚动轴承或滑动轴承,k2=8.5 ; 三支承滚动轴承,k2=10
机床在切削时,齿轮、轴承等零件上的正压力加大了
供大量生产用的自动和半自动车床,常用交换齿轮来 调整进给量。这时可以不按一定的规则,而用交换齿轮选 择最有利的进给量。卧式车床因为要车螺纹,进给箱的分 级应根据螺纹标准而定。螺纹标准不是一个等比数列,而 是一个分段的等差数列。
3、标准公比Ф和标准转速数列
机床转速是从小到大递增的,因此φ> 1 。 为使最大相对转速损失率不超过 50 % ,即
第二主参数和其他一些尺寸参数
121 11 变速范围为: Rn 1.41 1.41 45
等比数列的优点: 使转速范围内的转速相对损失均匀 简化了主传动系统的设计 使用滑移齿轮变速组串联时,主轴转速也是等比数列。 用较少数量的齿轮实现较多的变速级数,既使结构简单,
又便于传动系统设计。
较低的转速nj为宜。这时转速的损失为 n-nj,相对转速 nn
损失率为:
A j n
最大的相对转速损失率是当所需的n趋近于nj+1时,
Amax lim n nj n
nn j 1
n j 1 n j n j 1
1
nj n j 1
在其他条件(直径、进给、切深)不变的情况下,转速 的损失就反映了生产率的损失。对于普通机床,如果认 为每个转速的使用机会都相等,那么应使Amax为一定值, 即:
例:φ 400mm中型普通车床 nmax和nmin的确定
nmax :用硬质合金刀具半精车钢件时,合理的切削速度vmax取 200m/min,加工轴最小值dmin为50mm。(算出1274r/min, CA6140为1400r/min) nmin :高速钢刀具精车螺纹时,vmin取1.5m/min,加工丝杆最 大值dmax为40mm。(算出12r/min,CA6140为10r/min)
自动机床:减少相对转速损失率的要求更高,常取 φ =1.12或1.26。
第三节 动力参数
动力参数包括电动机的功率,液压缸的牵引力,液压
马达、伺服电动机或步进电动机的额定转矩等。
动力参数可以通过调查、试验、计算的方法进行确定。
一、主运动功率的确定
机床主运动的功率,包括切削功率、空转功率损失、
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此表不仅可用于转速、双行程数和进给量数列, 而且也可用于机床尺寸和功率参数等数列。表中的数 列应优先选用。
四、公比的选用
当确定了最高与最低转速以后,就应选取公比Ф。从使 用性能方面考虑,公比最好选得小一些,以便减少相对转速 损失。但公比越小,级数就越多,将使机床的结构复杂。对 于一般生产率要求较高的普通机床,减少相对转速损失是主 要的,所以公比取得较小,如Ф=1.26 或Ф=1.41等。有些小 型机床希望简化构造,公比Ф可取得大些,如Ф=1.58或Ф=2 等。对于自动机床,减少相对转速损失率的要求更高,常取 Ф=1.12 或Ф=1.26。由于自动机床都是用于成批或大量生产, 变速时间分摊到每一工件,与加工时间相比是很小的,因此 采用交换齿轮变速,既满足了相对转速损失小的要求又简化 了构造。
标准公比和标准数列 1)机床转速是从小到大递增的,因此φ> 1 。 为使最大相对转速损失率不超过 50 % ,即 ,则,φ≤2 。因此1 <Ф≤2 2)为方便记忆 3)为适应双数电机的需要
规定了公比的标准值: 1.06 ,1.12 ,1.26 ,1.41 ,1.58 , 2。 当采用标准公比后,转速数列可从表 7-1 中直接查出。 表中给出了以 1.06 为公比的从 1-10000 的数值。 1.12 = 1.062, 1.26 = 1.064, 1.41 = 1.066, 2 = 1.0612 。 1.58 = 1.068,
在确定切削速度时应考虑到多种工艺的需要。 切削速度主要与刀具和工件的材料有关。常用的刀 具材料有高速钢、硬质合金和陶瓷等。工件材料可 以是钢、铸铁以及铜铝等有色金属。切削速度可通 过切削试验、查切削用量手册和通过调查得到。 在确定了 nmax 和 nmin 后,如采用分级变速 (大多数普通机床),则应进行转速分级;如采 用变速电动机进行无级变速(大多数数控和重型 机床),有时也需用分级变速机构来扩大其调速 范围。
da― 主运动链中除主轴外所有传动轴轴颈的平均直径。 da― 主运动链中除主轴外所有传动轴轴颈的平均直径。如果 主运动链的结构尺寸尚未确定,初步按电动机功率P选取: 主运动链的结构尺寸尚未确定,初步按电动机功率P选取:
主轴前后轴颈的平均值( d 主 ― 主轴前后轴颈的平均值(mm); Σni ― 当主轴转速为n主时,传动链内除主轴外各传动轴的转 主轴转速为n主时, 速之和。 速之和。如传动链内有不传递载荷但也随之作空运转 的轴时,这些轴的转速也应计入( 的轴时,这些轴的转速也应计入(r/min) ; 主轴转速( n主 — 主轴转速(r/min) ; 润滑油粘度影响的修正系数。 号机械油,kl= 1; kl ― 润滑油粘度影响的修正系数。 N46 号机械油,kl= 1; N32号机械油 kl= 0.9; 号机械油, 号机械油,kl= N32号机械油,kl= 0.9;N15 号机械油,kl= 0.75 ; 系数。主轴用两支承的滚动轴承或滑动轴承, k2― 系数。主轴用两支承的滚动轴承或滑动轴承,k2=8.5 ; 三支承滚动轴承, 三支承滚动轴承,k2=10
二、 运动参数 主运动参数、进给运动参数、辅助运 主运动参数、进给运动参数、 动参数
1、主运动参数 、 回转主运动的机床,主运动参数是主轴转速。 转速(r/min)与切削速度的关系是:
1000v n= πd
式中: n ―转速( r/min ); v― 切削速度( m/min ); d― 工件(或刀具)直径(mm)。
第七章
机床主要参数的确定
机床的主要技术参数分为:主参数和基本参数。
第一节 主参数
机床的主参数是代表机床规格大小的一种参数, 各类机床以什么尺寸作为主参数已有统一的规定 (GB/T15375-1994)。专用机床以工件为参考。 专用机床以工件为参考。 专用机床以工件为参考 卧式车床是床身上工件的最大回转直径; 齿轮加工机床是最大工件直径; 外圆磨床和无心磨床是最大磨削直径; 龙门刨、铣床,升降台铣床和矩形工作台平面磨床 是工作台工作面宽度; 卧式铣镗床是主轴直径; 立式钻床和摇臂钻床是最大钻孔直径; 牛头刨床和插床是最大刨削和插削长度 也有的机床不用尺寸作为主参数,如拉床的主参 数是额定拉力等。
机床主运动空转时,要消耗电动机的一部分功率, 这部分消耗称为空转功率损失,用P空(kw)表示。 机床的空转功率损失只随主轴和其他各轴转速的变 化而改变。引起空转损失的 主要因素是:各传动件 主要因素是: 在空转时的摩擦,由于加工和装配误差而加大的摩 擦以及搅油,空气阻力和其他动载荷等。中型机床 主传动链的空转功率损失可用下列的试验公式进行 估算:
卧式车床主轴的最高、 例:确定Ø400mm卧式车床主轴的最高、最低转速。 确定 卧式车床主轴的最高 最低转速。 解:通用车床:K =0.5 Rd =0.25 通用车床: 1.最高转速 . 通常用硬质合金刀具精车小直径钢材或有色金属。 通常用硬质合金刀具精车小直径钢材或有色金属。 (1)用碳化钛涂层硬质合金刀具精车小直径钢材 ) 取vmax =442 m/min dmax=KD=0.5×400=200 mm dmin= Rd dmax=0.25×200=50 mm nmax=1000vmax/πdmin =1000×442/3.14×50=2815 r/min
主运动是直线运动的机床,如插床或刨床,主运动 参数是每分钟的往复次数。 对于不同的机床,主运动参数有不同的要求。 专用机床和组合机床是为某一特定工序而设计制造 专用机床和组合机床 的,每根主轴一般只须有一个转速,根据最有利的切 削速度和直径而定,故没有变速要求。 通用机床是为适应多种零件加工而设计制造的,主 通用机床 轴需要变速。因此需确定它的变速范围,即最低与最 高转速。如果采用分级变速,则还应确定转速级数。
和最高( 转速的确定: (1)最低(nmin)和最高(nmax)转速的确定: )最低(
nmin和nmax的比值是变速范围:
式中 vmax、vmin ——典型加工 典型加工 的切削 速度 (m/min)。 。 调查或统计资料确定; 调查或统计资料确定; dmax、dmin——与nmax、nmin对应 与 的常用经济加工 直径。 直径。 由
(2) 分级变速时的主轴转速数列: ) 分级变速时的主轴转速数列: 机床的转速应该按等比数列(几何级数) 分级。其公比为φ,各级转速应为
变速范围为:
• 优点: 1、设计方便 2、使用方便 3、速度损失均匀
如某机床的分级变速机构共有 Z 级,其中 n1 = nmin, nz=nmax , Z 级转速分别为: nl , n2 , n3,…, nj , nj + l ,…, nz 如果加工某一工件所需要的最有利的切削速度为 v ,则 相应的转速为n。通常,分级变速机构不能恰好得到这个转速, 而是 n 处于某两级转速 nj , nj + l之间: nj < n < nj+l如果采用较 高的转速nj+l,必将提高切削速度,刀具的耐用度将要降低。 为了不降低刀具耐用度,以采用较低的转速 nj 为宜。这时转 速的损失为 n-nj ,相对转速损失率为:
有的机床,一个主参数还不足以确定机床的规格, 还需第二主参数加以补充: 车床的第二主参数是最大工件长度; 铣床和龙门刨床是工作台工作面长度;
第二节 基本参数 一 尺寸参数
1、与被加工件尺寸有关的尺寸 摇臂钻床最大跨距等、主轴下端面到底座间的最大和最小 距离,其中包括了摇臂的升降距离和主轴的最大伸出量等。 车床主轴孔允许通过的最大棒料直径等。 龙门铣床横梁的最高和最低位置等。 2、标准化工具或夹具的安装尺寸 3、一些主要件的尺寸 当主参数、第二主参数和其他一些尺寸参数确定后,就基 本上确定了该机床所能加工或安装的最大工件的尺寸。机床的 尺寸参数是根据零件尺寸确定的。
(2) 加工合金钢丝杠 ) Ø400mm卧式车床加工丝杠的最大直径多为: 卧式车床加工丝杠的最大直径多为: 卧式车床加工丝杠的最大直径多为 dmax=40~50mm 取 vmin =1.5m/min nmin=1000vmin/πdmax =1000×1.5/3.14×50=9.55r/min 然后根据变速系统可实现的变速范围、 然后根据变速系统可实现的变速范围、经济性等要 求,总体平衡后确定其nmax、nmin、Rn。最后求出主轴的 总体平衡后确定其 转速数列。 转速数列。
(2)精车小直径有色金属 ) 取vmax =2000m/min nmax=1000vmax/πdmin =1000×2000/3.14×50=12739 r/min 受三爪卡盘的转速限制,普通数控车床转速: 受三爪卡盘的转速限制,普通数控车床转速: nmax=3000~4000 r/min。 。
2.最低转速 . 用高速钢刀具粗车铸铁件或加工合金钢丝杠。 用高速钢刀具粗车铸铁件或加工合金钢丝杠。 (1)粗车铸铁件 ) 取 vmin =15m/min nmin=1000vmin/πdmax =1000×15/3.14×200=24r/min
第三节 动力参数
动力参数包括电动机的功率,液压缸的牵引 力,液压马达、伺服电动机或步进电动机的额定 转矩等。各传动件的参数(轴或丝杠的直径、齿 轮与蜗轮的模数等)都是根据动力参数设计计算 的。如果动力参数定得过大,将使机床过于笨重, 浪费材料和电力;如果定得过小,又将影响机床 的性能。动力参数可以通过调查、试验和计算的 方法进行确定。
2、进给运动参数
大部分机床的进给量用工件或刀具每转的位移表 示,即单位为mm/r,如车床、钻床、镗床及滚齿机等。 直线往复运动的机床,如刨、插床,以每一往复的位 移表示。铣床和磨床;由于使用的是多刃刀具,进给 量常以每分钟的位移量表示,即单位为r/ min 。
在其他条件(切速、切深等)不变的情况下,进给量的损 失也反映了生产率的损失。数控机床和重型机床的进给为无级 调整;普通机床多采用分级调整。如进给链为外联系传动链, 为使相对损失为一定值,则进给量的数列也应取等比 等比数列。有 等比 的往复主运动机床,例如刨床和插床,进给运动是间歇的,为 使进给机构简单,采用了棘轮机构,进给量由每次往复转过的 齿数而定,则是等差数列。供大量生产用的自动和半自动车床, 常用交换齿轮来调整进给量。这时可以不按一定的规则,而用 交换齿轮选择最有利的进给量。卧式车床因为要车螺纹,进给 箱的分级应根据螺纹标准而定。螺纹标准不是一个等比数列, 而是一个分段的等差数列。