外观全检记录表
外观全检工位
文件 编号 :WI-PE-002W
CC: □ISO体系 ■生产 □品管 ■工程 □外包厂 □其他
机型: 通用
站 別 : A30
工 具:
治具
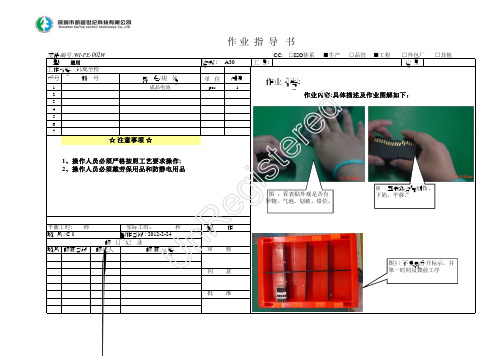
工作內容 : 外观全检
序号 1
料号
品 名/规 格 成品电池
单位 pcs
用量 1
Hale Waihona Puke 作业內容:2 3 4 5
d 6
7
e ☆ 注意事项 ☆ ter 1、操作人员必须严格按照工艺要求操作;
图3:不良品分开标示,并 第一时间反馈前工序
批准
2、操作人员必须戴劳保用品和防静电用品
egis 平衡工时: 秒 R 版 次 : C 1 Un 版次 修正日期
实际工时:
秒
制作日期 : 2012-2-24
修订记 录
修改人
修正內容
制作 审核 同意
作业內容:具体描述及作业图解如下:
图1:看表贴外观是否有 异物、气泡、划破、错位。
图2:五金是否有划伤、 下陷、平移。
外观检验标准18842
一、目的:-为公司在外观检验的判定更精准、有据可依、有规可循,特制定本标准。
二、范围:适用于本公司所有五金、塑胶原材料、产成品之外观检验。
三、参考文件:MIL-STD-105E?抽样方案表?四、定义与术语:4.1 轻微缺陷(Min):不影响产品使用功能的缺陷,称之为轻微缺陷;4.2 严重缺陷(Maj):影响产品功能的缺陷,称之为严重缺陷;4.3 致命缺陷(CR):影响使用者之人身平安或丧失功能的缺陷,称之为致命缺陷;4.4 A级面:主要外露面。
指产品的正面,即产品安装后最容易看到的部位;4.5 B级面:次要外露面。
指产品的侧面、向下外露面、边位、角位、接合位、内弯曲位;4.6 C级面:不易看到的面。
指产品安装后的隐藏位、遮盖位;4.7 错型〔错箱〕:由于合型时错位,铸件的一局部与别一局部在分型面处相互错开;4.8 粘模:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件外表的拉伤痕迹,严重时称为拉伤面;4.9 分层:铸件上局部存在有明显的金属层次;4.10 裂纹:铸件外表有呈直线状或波浪形的纹路,狭小而长,在外力作用上有开展的趋势;4.11 变形:由于收缩不均或外力导致压铸件几何形状与图纸不符;4.12 流痕:压铸件外表与金属液流动方向一致的条纹。
无开展趋势;4.14 水纹:铸件外表上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0#砂布稍擦几下即可去除;4.15 冷隔:在压铸件外表,明显、不规那么、下陷的线形纹路〔有穿透与不穿透两种〕。
形状细小而狭长,有时交接边缘光滑,有断开的可能;4.16 龟裂毛刺:由于模具型腔外表产生热疲劳而形成的铸件外表上的网状凸起痕迹和金属刺;4.17 凹陷:铸件的厚大局部外表有平滑的下凹现象;4.18 欠铸:铸件外表有浇缺乏的部位,导致轮廓不蔳;4.19 飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角;-4.20 脱皮:铸件外表局部与基体剥离的现象;4.21 色斑:铸件外表上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
注塑产品抽样检验记录表汇编
码
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
2
01
B
3
01
C
5
01
D
8
01
12
E
13
01
1223
F
20
01
122334
G
32
01
12233456
H
50
01
1223345678
样
本
样
接 受 质 量 限(AQL)
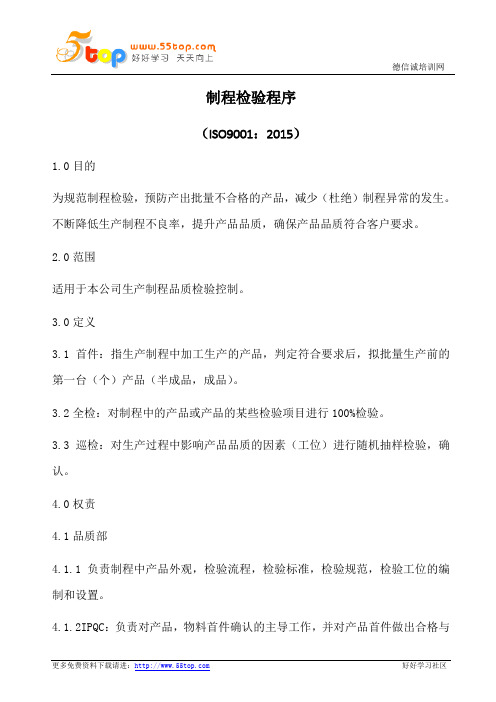
标题
AQL抽样计划作业指导书
版本
文件编号
制订部门
品质部
制订日期
页次
2/8
5.作业细则 5.1 抽检方案依据:接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2 样本的抽选:检验箱/包数规定。
5.2.1 一般物料,检查员对于来料少于5箱/包则每箱/包随机抽取相同数量的样本进行检验; 5箱/包或超过5箱/包至少开启1/4箱/包数(总
标题 制订部门
AQL抽样计划作业指导书 品质部
版本 制订日期
文件编号 页 次 6/8
表2-A 正常检验一次抽样方案(主表)
样
本
样
接 受 质 量 限(AQL)
量
本
字
量
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65
1.0
1.5
2.5
4.0
6.5
OQC作业标准
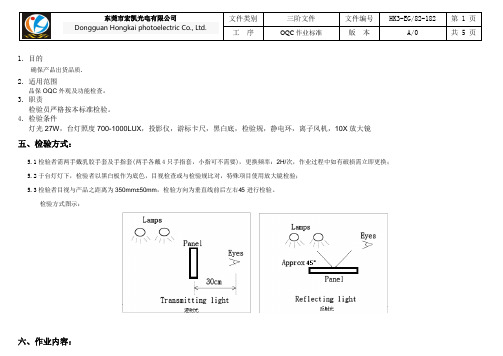
1.目的确保产品出货品质.2.适用范围品保OQC外观及功能检查。
3.职责检验员严格按本标准检验。
4.检验条件灯光27W,台灯照度700-1000LUX,投影仪,游标卡尺,黑白底,检验规,静电环,离子风机,10X放大镜五、检验方式:5.1检验者需两手戴乳胶手套及手指套(两手各戴4只手指套,小指可不需要),更换频率:2H/次,作业过程中如有破损需立即更换;5.2于台灯灯下,检验者以黑白板作为底色,目视检查或与检验规比对,特殊项目使用放大镜检验;5.3检验者目视与产品之距离为350mm±50mm,检验方向为垂直线前后左右45°进行检验。
检验方式图示:六、作业内容:外观检查检验步骤检验项目检验手法注意事项1 正面检查1、正面保护膜是否贴偏,是否有气泡2、检查面板颜色是否符合标准品3、检查面板丝印区logo字体粗细、点、刮花、脏污及其他印刷不良,检测正面是否有露补强、底胶,玻璃是否有崩边、角崩等不良4、检查可视区是否有点、线、刮花、内污、变形、气泡、露银胶、露泡棉、补强等不良5、检查摄像孔是否有内污、白点、刮花等不良用粘胶笔先撕背面保护膜,再撕正面保护膜,双手托住产品边缘,手指不可碰到产品视区使用双手托住产品边缘,手指不可碰到可视区2 透光检查1、透光检查产品有无内污、白点、气泡、刮花、脏污等不良2、检查产品有无偏位,sensor与面板有无贴偏,露出面板外形或漏出可视区,补强、底胶、FPC有无露出面板外形先检查产品一端,再换一端进行检验双手托住产品边缘进行检验3 对白底检查对白底检查,可视区是否有异色点及其它杂物手指不可碰到可视区,使用双手托住产品边缘,先检查产品一端再换一端进行检验检验步骤检验项目检验手法注意事项4 背面检查确认有无漏贴底胶、补强、泡棉,红外孔泡棉、红外孔撕手、泡棉撕手,底胶、补强、银胶靶标是否正确及有无偏位、1:1保护膜有无贴附偏位、OCA缺胶等不良,确认产品有无漏封胶,漏喷码背面要反光检查是否下线面有刮伤、扎伤等不良5 FP C检查使用放大镜检验FPC是否有不良,电器元件有无脱落,连接器有无缺损,pin端有无缺失,金手指有无大小边等不良,外观有无折伤、断裂,氧化;对位mark有无偏位,偏位≤0.1mm检验时注意不可将FPC折伤6 全检漏工序以上步骤都完成后整盘全检产品背面是否朝上放置,是否有漏封胶、喷码,漏贴底胶、补强、撕手、混料等不良检查漏工序必须每片产品检查,按左到右,由上至下顺序一片片检查特性检查检验步骤检验项目检验手法注意事项1 功能测试撕掉成品保护膜,按照成品功能测试方法检测功能测试过程需撕下保护膜,检测完需重新擦拭及更换保护膜2 穿透率检测按产品特性表进行穿透率测试参照穿透率测试机台作业SOP进行检测使用卡尺及2D投影仪检验关键尺寸,并将数据填入3 尺寸检查出货报告中,出货报告数据50pcs/lot七、注意事项1、检验员必须佩戴防静电手环,机台必须接地;2、手指套必须每2H更换一次,若过程中有破损需立即更换;3、外观检验过程中,必须使用离子风机距离30cm左右对准产品吹,使用双手托住产品边缘,不可碰到可视区以免造成脏污;4、外观检验完及功能测试后,需重新覆膜,保护膜贴合后不可有气泡。
外壳外观检验标准
1、目的:经过适当的检验,建立判定标准,以确保产品品质。
2、适用范围:检验规范适用于本公司塑胶外壳产品之检验标准。
3、定义:3.1 测量面定义A面:暴露在外面且在正常使用中可直接看到的主要表面,B面:暴露在外面且在正常使用中不直接看到的次要表面及产品配件的外表面,C面:正常使用时看不到,只能在装卸电池时才可看到的内表面,D面:塑胶壳内部,在正常使用情况下用户看不到的表面。
3.2 缺陷分类定义A. 严重缺陷(CRI.):可能对机器或装备的操作员造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的缺陷。
B. 主要缺陷(MAJ.):性能不能达到预期的目标,但不至于引起危险或不安全现象,导致最终影响使用性能和装配;客户很难接受或存在客户抱怨风险的。
C. 次要缺陷(MIN.):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能是客户接受的。
3.3 注塑缺陷不良定义缩水:塑件表面局部由于填充不足或注塑压力不够而形成的凹坑。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,而在塑料件的表面形成一条明显的线。
顶出痕:由于塑料件的抱紧力,顶杆区域受到顶出力所产生的痕迹或凸起。
破裂:因内应力或机械损伤而造成在塑料件表面上的裂纹。
油渍:在塑料件表面残留的油污。
翘起或变形:塑料件成型时由于受力不均或应力而造成塑料件的变形。
飞边:由于注塑工艺或模具原因,造成在塑料件的边缘分型面处产生的废边。
划痕:由于硬物摩擦而造成塑料件表面现行划伤。
凹凸点:由于模具的损坏等原因造成塑料件表面出现的高低不平。
斑点:在塑料件表面和内部的细微粒和杂质。
3.4装配组件缺陷不良定义段差:装配组合件装配后在接缝处配合面产生的错位。
缝隙:装配组合件装配时的间隙超过标准间隙而产生的缝隙。
变形:由于装配尺寸误差,毛边等原因而造成装配组合件变形现象。
产品外观质量检验记录(无黑点) A
样本量
实测值
判定
检验人
备注
1
2
3
4
1
2
3
4
长条
≤10mm
<5颗
长条
≤10mm
<5颗
连粒
≥2颗
<20颗
连粒
≥2颗
<20颗
颜色
与标样一致
颜色
与标样一致
检验时间
检验项目
技术要求
产品批量
样本量
实测值
判定
检验人
备注
检验时间
检验项目
技术要求
产品批量
样本量
实测值
判定
检验人
备注
1
2
3
4
1
2
3
4
长条
≤10mm
<5颗
长条
≤10mm
<5颗
连粒
≥2颗
<20颗
连粒
≥2颗
<20颗
颜色
与标样一致
颜色
与标样一致
检验时间
检验项目
技术要求
产品批量
样本量
实测值
判定
检验人
备注
检验时间
检验项目
技术要求
产品批量
样本量
实测值
判定
检验人
备注
1
2
3
4
1
2
3
4
长条
≤10mm
<5颗
长条
≤10mm
<5颗
连粒
≥2颗
<20颗
连粒
≥2颗
<20颗
颜色
产品牌号:
生产日期
LOT:NO:
外观标准:
页码:
设备材料进场外观验收要点及范围
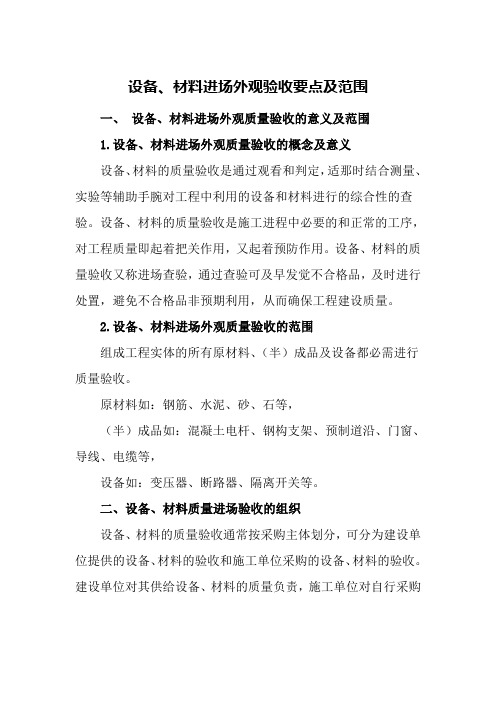
设备、材料进场外观验收要点及范围一、设备、材料进场外观质量验收的意义及范围1.设备、材料进场外观质量验收的概念及意义设备、材料的质量验收是通过观看和判定,适那时结合测量、实验等辅助手腕对工程中利用的设备和材料进行的综合性的查验。
设备、材料的质量验收是施工进程中必要的和正常的工序,对工程质量即起着把关作用,又起着预防作用。
设备、材料的质量验收又称进场查验,通过查验可及早发觉不合格品,及时进行处置,避免不合格品非预期利用,从而确保工程建设质量。
2.设备、材料进场外观质量验收的范围组成工程实体的所有原材料、(半)成品及设备都必需进行质量验收。
原材料如:钢筋、水泥、砂、石等,(半)成品如:混凝土电杆、钢构支架、预制道沿、门窗、导线、电缆等,设备如:变压器、断路器、隔离开关等。
二、设备、材料质量进场验收的组织设备、材料的质量验收通常按采购主体划分,可分为建设单位提供的设备、材料的验收和施工单位采购的设备、材料的验收。
建设单位对其供给设备、材料的质量负责,施工单位对自行采购的设备、材料的质量负责。
工程中利用的设备、材料应是采购合同规定的产品,包装完整并有明显的标识和随行文件。
一、设备、材料质量验收的依据设备、材料相应的国家标准、行业标准;采购合同或技术协议;设备、材料生产厂家的质量文件;商检部门的查验文件;设计图纸。
二、设备、材料质量验收的组织建设单位提供设备材料的质量验收2.1.1到场验收设备材料到场后,监理项目部组织施工项目部对其包装、名称、型号、规格、件数等进行检查,验收合格后,由施工项目部份类分批寄存在材料和设备待检区,并对到货材料和设备进行记录建帐,填写“物资到货记录表”。
验收不合格的材料和设备,施工项目部有权拒绝同意。
2.1.2开箱查验设备、材料到场验收合格后,施工项目部依照施工进度向监理项目部提出开箱查验申请,填写“要紧设备(材料/构配件)开箱申请表”,由监理项目部组织设备、材料供给单位、生产厂家、施工项目部、业主项目部等(新设备、新材料、重要设备或特殊情形要求设计单位参加)进行设备、材料开箱查验,“设备、材料开箱检查记录表”由监理项目部填写,施工项目部保留一份备案。
模切产品外观全检标准
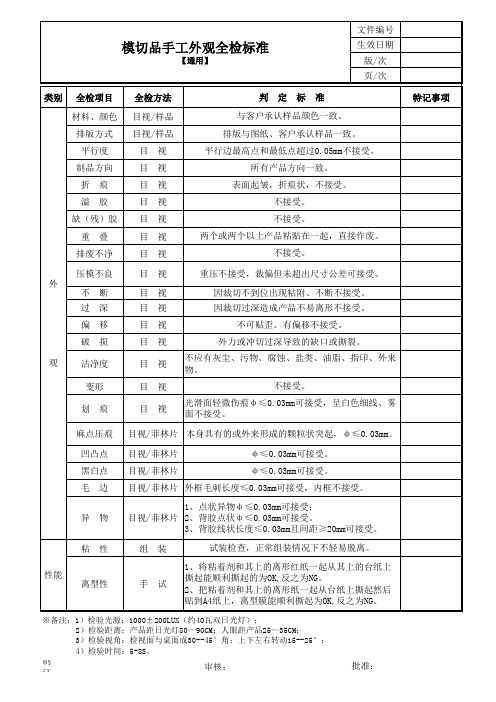
不接受。 不接受。 两个或两个以上产品粘贴在一起,直接作废。 不接受。
特记事项
压模不良 外
不断 过深 偏移 破损
观 洁净度
变形
划痕
目视 目视 目视 目视 目视
目视
目视
目视
重压不接受,裁偏但未超出尺寸公差可接受。
因裁切不到位出现粘附、不断不接受。 因裁切过深造成产品不易离形不接受。
目视/菲林片
φ≤0.03mm可接受。
目视/菲林片
φ≤0.03mm可接受。
目视/菲林片 外框毛刺长度≤0.03mm可接受,内框不接受。
1、点状异物φ≤0.03mm可接受; 目视/菲林片 2、背胶点状φ≤0.03mm可接受。
3、背胶线状长度≤0.03mm且间距≥20mm可接受。
组装
试装检查,正常组装情况下不轻易脱离。
不可贴歪。有偏移不接受。 外力或冲切过深导致的缺口或撕裂。 不应有灰尘、污物、腐蚀、盐类、油脂、指印、外来 物。
不接受。 光滑面轻微伤痕φ≤0.03mm可接受,呈白色细线、雾 面不接受。
麻点压痕 目视/菲林片 本身具有的或外来形成的颗粒状突起,φ≤0.03mm。
性能
凹凸点 黑白点 毛边 异物 粘性
离型性
手试
1、将粘着剂和其上的离形红纸一起从其上的台纸上 撕起能顺利撕起的为OK,反之为NG。 2、把粘着剂和其上的离形纸一起从台纸上撕起然后 贴到A4纸上,离型膜能顺利撕起为OK,反之为NG。
※备注:1)检验光源:1000±200LUX(约40瓦双日光灯);
2)检验距离:产品距日光灯80—90CM;人眼距产品25—35CM;
3)检验视角:检视面与桌面成30--45°角;上下左右转动15--25°;
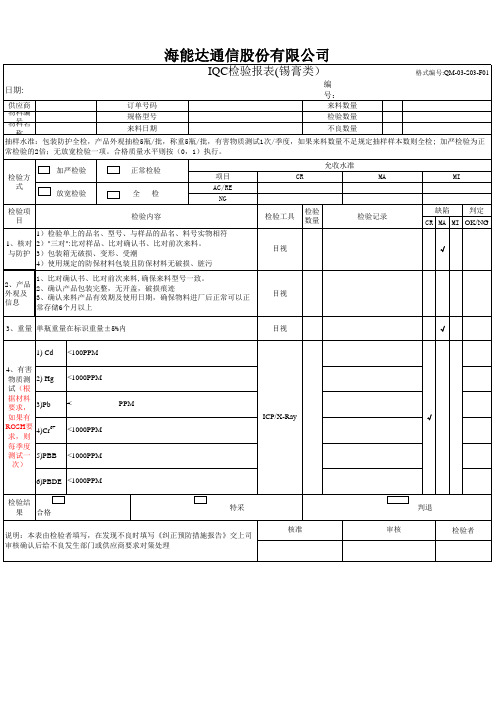
锡膏类检验报表
目视
√
1) Cd <100PPM
4、有害
物质测 2) Hg
试(根
据材料 要求, 3)Pb
如果有
ROSH要 求,则
次)
<1000PPM < <1000PPM <1000PPM
6)PBDE <1000PPM
PPM
ICP/X-Ray
检验结 果 合格
特采
说明:本表由检验者填写,在发现不良时填写《纠正预防措施报告》交上司 审核确认后给不良发生部门或供应商要求对策处理
允收水准
CR
MA
检验工具
检验 数量
目视
检验记录
MI
缺陷
判定
CR MA MI OK/NG
√
2、产品 外观及 信息
1、比对确认书、比对前次来料,确保来料型号一致。 2、确认产品包装完整,无开盖,破损痕迹 3、确认来料产品有效期及使用日期,确保物料进厂后正常可以正 常存储6个月以上
目视
3、重量 单瓶重量在标识重量±5%内
海能达通信股份有限公司
IQC检验报表(锡膏类)
格式编号:QM-03-S03-F01
日期:
编 号:
供应商 物料编 物号料名
称
订单号码 规格型号 来料日期
来料数量 检验数量 不良数量
抽样水准:包装防护全检,产品外观抽检5瓶/批,称重5瓶/批,有害物质测试1次/季度,如果来料数量不足规定抽样样本数则全检; 加严检验为正
核准
√
判退 审核
检验者
常检验的2倍;无放宽检验一项。合格质量水平则按(0,1)执行。
检验方 式
加严检验 放宽检验
正常检验 全检
项目 AC/RE
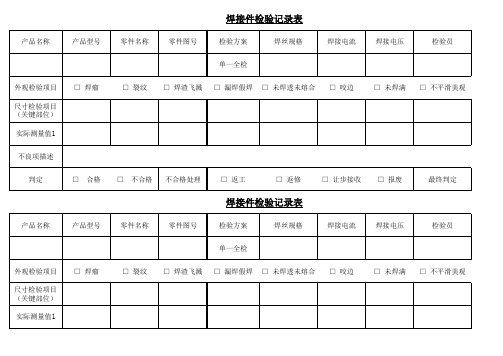
焊接件检验记录表
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
□ 合格 □ 不合格 不合格Fra bibliotek理□ 返工
□ 返修
□ 合格 □ 不合格 不合格处理
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
检验日期 □ 焊穿
检验日期 □ 焊穿
检验日期 □ 焊穿
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
焊接件检验记录表
□ 合格 □ 不合格 不合格处理
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
检验日期 □ 焊穿
检验日期 □ 焊穿
检验日期 □ 焊穿
□ 返工
□ 返修
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
□ 让步接收 □ 报废
最终判定
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边
□ 未焊满 □ 不平滑美观
不良项描述
判定
□ 合格 □ 不合格 不合格处理
焊接件检验记录表
产品名称
产品型号
零件名称
零件图号
检验方案
焊丝规格
焊接电流
焊接电压
检验员
单一全检
Байду номын сангаас
外观检验项目
尺寸检验项目 (关键部位)
实际测量值1
□ 焊瘤
□ 裂纹 □ 焊渣飞溅 □ 漏焊假焊 □ 未焊透未熔合 □ 咬边