薄板坯连铸连轧(5)—鞍钢ASP(1700)
热轧带钢生产工艺及工艺要求

钢往板往表 破面坏不钢• 得板有的成气物品泡理、性:结能厚疤或、成度拉为1裂产.、生2~刮破2伤裂5、和.4折锈m叠蚀、的m裂缺缝陷宽、源度夹,杂成6和为50压应~入力2氧集1化中3铁的0m皮薄等弱m缺环陷节,。因为这些缺陷不仅影响轧件的外观形象,而且
板坯:厚度135~180mm 宽度650~2080mm 长度6~17m
薄板坯连铸连轧热轧带钢工艺 Nhomakorabea对定于的重 化要学1用成.2途分.2的,结保设构证备钢良板好布,的置要焊求接2具性有能较、好常的温综或合低性温能冲,击即韧除性了或有一良定好的的冲工压艺性性能能,,保甚证至一除定了的有金一相定 组的织强及度各和向塑组性织以均外匀,性还等要。求保证一
薄板坯连铸连轧热轧带钢工艺 热轧带钢生产工艺及工艺要求
2、薄板坯连铸连轧工艺
薄板坯 连铸连轧 流程1
连铸
定尺坯剪切
定尺坯加热
精轧 轧后冷却
卷取
开卷检查 钢卷运输
钢卷打包 钢卷称重 钢卷打号 钢卷入库
薄板坯 连铸连轧 设备布置1 CSP
CSP连铸机
辊底式均热炉
除鳞机 事故剪
生产能力: - 单线: 150万吨/年 - 双线: 250万吨/年
铸坯厚度: 55~70 mm 成品宽度: 900.....1 680 mm
生产线:唐钢 UTSP 本钢连铸连轧线
3、中厚板坯连铸连轧热轧带钢工艺
工艺流程
连铸
定尺坯切割 定尺坯加热
热坯下线
冷坯装炉 板坯库
可逆 粗轧
热卷
精轧
轧后 冷却
卷取
开卷检查 钢卷运输
钢卷打包
钢卷称重 钢卷打号 钢卷入库
中厚板坯 连铸连轧 设备布置
除鳞 1 定宽压力机
薄板坯连铸连轧技术

22
二冷方式
• 气水混合冷却方式。冷却强度沿着浇铸方 气水混合冷却方式。 向及板坯宽度方向分区域进行自动控制, 向及板坯宽度方向分区域进行自动控制, 水流速度根据板坯厚度、宽度、 水流速度根据板坯厚度、宽度、浇铸速度 进行控制。 进行控制。
23
平行板式薄板坯结晶器(ISP) 平行板式薄板坯结晶器(ISP)
25
振动形式
• 液压驱动形式 • 振动频率:最大400次/min 振动频率:最大 次 • 振动波形:波形可调 振动波形: (正弦,非正弦锯齿) 正弦,非正弦锯齿)
26
二冷方式
• 气水混合冷却或者干冷(即空冷,用于一 气水混合冷却或者干冷(即空冷, 种特殊钢种的浇铸),冷却强度大, ),冷却强度大 种特殊钢种的浇铸),冷却强度大,根据 浇铸速度调整水量及水压。
32
• 当液态保护渣层高度大于结 晶器振动幅度时, 晶器振动幅度时,保护渣才 能流入铜板与坯壳之间, 能流入铜板与坯壳之间,形 成渣膜并起到良好的润滑和 传热作用。 传热作用。 • 薄板坯表面积大导致保护渣 消耗量大,另外, 消耗量大,另外,消耗量随 着钢水温度的升高和结晶器 振幅的下降而增大。 振幅的下降而增大。
Step 4
相关技术的研发
Step 3
工艺技术的完善
Step 2
铸坯厚度
Step 1பைடு நூலகம்
实现薄板坯连铸连轧的主要条件
• 具备高温无缺陷板坯的生产技术; 具备高温无缺陷板坯的生产技术; • 连铸机具有板坯在线调宽技术; 连铸机具有板坯在线调宽技术; • 炼钢、连铸机、热连轧机操作高度稳定。 炼钢、连铸机、热连轧机操作高度稳定。
27
平行板式中厚板坯结晶器 (CONROLL)
薄板坯连铸连轧技术
薄板坯连铸连轧
1-电弧炉; 4-均热炉; 7-单机架斯特克尔轧机;
2-钢包精炼炉; 3-连铸机; 5-卷取机; 8-层流冷却; 6-立辊轧边机; 9-成品带卷
薄板坯连铸连轧
7、CPR工艺技术 、 工艺技术(Casting Pressing Rolling) 工艺技术 CPR工艺即铸压轧工艺,用于生产厚度小于25mm 工艺即铸压轧工艺,用于生产厚度小于 工艺即铸压轧工艺 的合金钢和普碳钢热轧带材。 的合金钢和普碳钢热轧带材。它利用浇铸后的大压下 (60%的极限压下量 ,仅使用一组轧机,最终可生产厚 的极限压下量),仅使用一组轧机, 的极限压下量 度为6.0mm的薄带卷,也可生产低碳钢、管线钢、 度为6.0mm的薄带卷,也可生产低碳钢、管线钢、铁素 的薄带卷 体和奥氏体不锈钢及高硅电工钢等。 体和奥氏体不锈钢及高硅电工钢等。该生产线包括一台 连铸机、一台感应炉、除鳞机、一台四辊轧机。 连铸机、一台感应炉、除鳞机、一台四辊轧机。工艺流 程示意为:电炉或转炉炼钢→钢包精炼炉→ 程示意为:电炉或转炉炼钢→钢包精炼炉→薄板坯铸压 轧→感应加热炉→旋转式高压水除鳞机→精轧机→层流 感应加热炉→旋转式高压水除鳞机→精轧机→ 冷却→卷取机。 冷却→卷取机。
薄板坯连铸连轧技术
提 纲
•连续铸钢 •薄板坯连铸连轧 •近终型浇铸
连续铸钢 连续铸钢
连续铸钢(连铸 是将钢水通过连铸机直接 连续铸钢 连铸)是将钢水通过连铸机直接 连铸 铸成钢坯,从而取代模铸和初轧开坯的一种钢 铸成钢坯, 铁生产先进工艺。世界各国都以连铸比(连铸坯 铁生产先进工艺。世界各国都以连铸比(连铸坯 产量占钢总产量比例)的高低来衡量钢铁工业生 产量占钢总产量比例 的高低来衡量钢铁工业生 产结构优化的程度和技术水平的高低。 产结构优化的程度和技术水平的高低。连铸的 好处在于节能和提高金属收得率。 好处在于节能和提高金属收得率。
连铸连轧
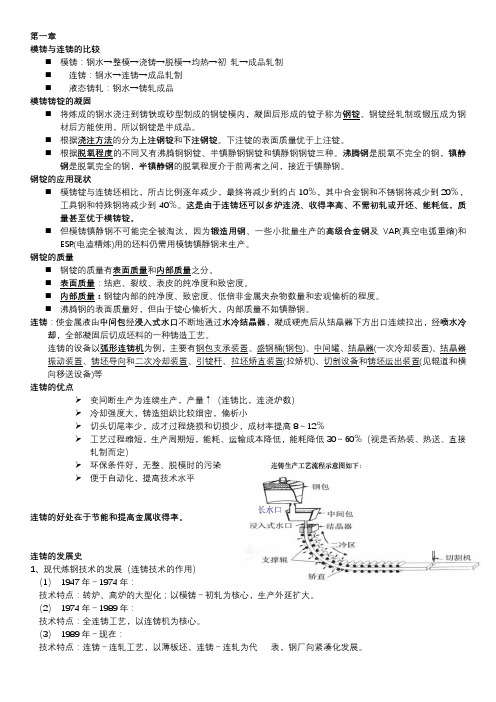
第一章模铸与连铸的比较⏹模铸:钢水→整模→浇铸→脱模→均热→初轧→成品轧制⏹连铸:钢水→连铸→成品轧制⏹液态铸轧:钢水→铸轧成品模铸铸锭的凝固⏹将炼成的钢水浇注到铸铁或砂型制成的钢锭模内,凝固后形成的锭子称为钢锭。
钢锭经轧制或锻压成为钢材后方能使用,所以钢锭是半成品。
⏹根据浇注方法的分为上注钢锭和下注钢锭。
下注锭的表面质量优于上注锭。
⏹根据脱氧程度的不同又有沸腾钢钢锭、半镇静钢钢锭和镇静钢钢锭三种。
沸腾钢是脱氧不完全的钢,镇静钢是脱氧完全的钢,半镇静钢的脱氧程度介于前两者之间,接近于镇静钢。
钢锭的应用现状⏹模铸锭与连铸坯相比,所占比例逐年减少,最终将减少到约占10%,其中合金钢和不锈钢将减少到20%,工具钢和特殊钢将减少到40%。
这是由于连铸坯可以多炉连浇、收得率高、不需初轧或开坯、能耗低,质量甚至优于模铸锭。
⏹但模铸镇静钢不可能完全被淘汰,因为锻造用钢、一些小批量生产的高级合金钢及VAR(真空电弧重熔)和ESR(电渣精炼)用的坯料仍需用模铸镇静钢来生产。
钢锭的质量⏹钢锭的质量有表面质量和内部质量之分。
⏹表面质量:结疤、裂纹、表皮的纯净度和致密度。
⏹内部质量:钢锭内部的纯净度、致密度、低倍非金属夹杂物数量和宏观偏析的程度。
⏹沸腾钢的表面质量好,但由于锭心偏析大,内部质量不如镇静钢。
连铸:使金属液由中间包经浸入式水口不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的一种铸造工艺。
连铸的设备以弧形连铸机为例,主要有钢包支承装置、盛钢桶(钢包)、中间罐、结晶器(一次冷却装置)、结晶器振动装置、铸坯导向和二次冷却装置、引锭杆、拉坯矫直装置(拉矫机)、切割设备和铸坯运出装置(见辊道和横向移送设备)等连铸的优点变间断生产为连续生产,产量↑(连铸比,连浇炉数)冷却强度大,铸造组织比较细密,偏析小切头切尾率少,成才过程烧损和切损少,成材率提高8~12%工艺过程缩短,生产周期短,能耗、运输成本降低,能耗降低30~60%(视是否热装、热送、直接轧制而定)环保条件好,无整、脱模时的污染便于自动化,提高技术水平连铸的好处在于节能和提高金属收得率。
钢轧一体化生产暨热送热装调研报告
钢轧一体化生产暨热送热装调研报告在钢铁生产流程中,炼钢、连铸、热轧都是不可缺少的三大关键工序。
它们之间呈现顺序加工关系,不仅存在物流平衡和资源平衡问题,而且由于高温作业,还存在着能量平衡和时间平衡问题。
钢水要保质保量并按一定节奏送交连铸工序,以实现更多炉次的连连铸;连铸高温坯的运送要与热轧的轧制计划有机结合,争取更高的装炉温度和热装比。
这就要求将这三道工序视为一个整体,实现一体化管理,做到前后工序计划同步化,物流运行准时化,充分利用高温坯的潜热,取消或减少再加热过程,降低能耗,减少烧损,缩短生产周期,减少在制品库存,增加企业效益和市场竞争力。
一、钢轧一体化生产组织的基本内容1、钢轧一体化生产组织的涵义所谓钢轧一体化生产组织,就是基于热送热装生产工艺的发展,把炼钢和轧制两大生产环节综合考虑,优化设定热轧带钢生产的模式,最终目的是实现企业效益最大化。
与传统的生产方式相比,一体化生产方式统一计划,统一调度,统一制定“列车时刻表”,使物流连续高效运作,缩短了生产流程,降低了能源消耗,减少了库存,提高了产品质量和成材率。
日本的Kawasaki钢铁公司采用一体化生产方式之后,板坯在炉的加热时间大大缩短,能耗大大降低;日本的Kobe钢厂采用一体化生产方式之后,板坯库存减少了10,000吨。
因而,一体化生产方式已经成为全世界钢铁企业的发展趋势。
2、钢轧生产工序的连接方式就炼钢与连铸工序的衔接问题,其核心是如何提高连连铸的炉数。
由于连铸对钢水的成分、温度和到达时间有着严格的要求,因此局部的一体化管理早就引起人们的重视,各钢铁公司将炼钢车间与连铸车间放在同一厂内,就从生产指挥和过程控制上为一体化管理创造了良好的条件。
而连铸与热轧工序之间的连接问题,除包括物流的衔接外,还包括温度的衔接问题,一般有如下四种形式(见图1):图1:连铸与热轧工序间的四种连接方式(1)CC-CCR,连铸-冷坯装炉轧制,简称冷装。
连铸坯因种种原因无法在高温情况下送入热轧加热炉,只好送到板坯库堆放,根据轧制计划的需要,一定时间后再由库中吊至炉前辊道,装炉加热。
鞍钢资料

15. 剪刃间隙,mm 16. 剪刃重合量,mm 17. 剪刃冷却形式 18. 剪刃材质 19. 测速辊型式 20. 辊身直径,mm 21. 辊身长,mm
0.6-0.9 5 水冷 剪刃钢 气缸(空转辊式、主动辊式) φ318.31 130×2
鞍钢股份第三炼钢连轧厂
精轧除鳞箱(FSB)
中间带坯在进入精 轧机组前的运输过程中 会产生再生氧化铁皮, 精轧除磷箱的作用就是 利用22MPa的高压水除去 再生氧化铁皮,避免成 品带钢表面的铁皮压入、 麻点等缺陷,使生产的 带钢表面光洁平整。
飞剪设备性能
转鼓式,双剪刃90°布置 碳素钢,低合金钢 ≥900 Max. 60 Max. 2000 Max. 400 Max. 13500 120(带坯厚度60mm 900℃) 0.5━2 2×1600 kW × 600 r/min 1280 2150 19330 垫片调整
鞍钢股份第三炼钢连轧厂
高压水喷射式(高度可调) 上/下各2 23 749.4 扁平喷射型 120 142
鞍钢股份第三炼钢连轧厂
粗轧机(RM)
粗轧机的主要作用是将加热后 的板坯轧制成30~60mm厚的中间带坯, 并保证良好的料形,以利于精轧机 组的轧制。ASP2150生产线设有一架 前后带立辊的四辊可逆式粗轧机, 采取3道次或5道次往返轧制,压下 系统采用电动+液压的方式,可以动 态调整水平辊缝,保证最好的料形。 前后立辊均带有AWC(自动宽度控制) 功能,使带钢的宽度精度控制达到 了世界一流水平。
φ1150 50 5 25 50 18
φ1300/φ1200×2150 φ1650/φ1500×2150 4×φ160/φ140 x280 4 ×φ160/φ140 x80 φ420×550 16 十字头万向接轴 3980(1.5倍过载) 7964~13270(3~5倍过载) max φ1180 全部为高级合金锻钢
薄板坯连铸连轧技术综述
薄板坯连铸连轧技术综述薄板坯连铸连轧技术是一种高效、节能的钢铁生产工艺。
它将连铸和连轧两个过程有机地结合起来,使得钢铁生产的效率大大提高,并且能够生产出高品质的薄板材料。
本文将从连铸和连轧两个方面进行综述。
一、连铸技术连铸技术是将熔化的钢水连续铸造成坯料的过程。
与传统的浇铸工艺相比,连铸技术有以下优点:1.高效节能。
传统的浇铸工艺需要大量的能量来加热和冷却模具,而连铸技术可以将钢水连续铸造成坯料,减少了能量的消耗。
2.坯料质量好。
连铸技术可以使钢水在较短的时间内冷却凝固,形成细小的晶粒,从而提高坯料的机械性能和表面质量。
3.可控性强。
连铸技术可以通过调整铸模的结构和流动状态来控制坯料的形状和尺寸,满足不同用户的需求。
二、连轧技术连轧技术是将连铸坯料经过多道轧制后变成薄板材料的过程。
与传统的轧制工艺相比,连轧技术有以下优点:1.工艺流程简化。
传统的轧制工艺需要多次反复的轧制和退火处理,而连轧技术可以将这些过程有机地结合起来,减少了生产环节和能源消耗。
2.产品质量稳定。
连轧技术可以通过调整轧制工艺参数来控制薄板材料的厚度和表面质量,保证了产品质量的稳定性。
3.生产效率高。
连轧技术可以实现高速轧制,大大提高了生产效率和产量。
三、薄板坯连铸连轧技术的应用薄板坯连铸连轧技术已经广泛应用于钢铁生产领域。
它不仅可以生产高品质的薄板材料,而且还可以有效地节约能源和减少环境污染。
目前,国内外很多大型钢铁企业都采用了薄板坯连铸连轧技术,如宝钢、鞍钢、武钢等。
同时,随着技术的不断进步和创新,薄板坯连铸连轧技术将会有更广阔的应用前景。
薄板坯连铸连轧技术是一种高效、节能、高质量的钢铁生产工艺。
它在钢铁生产中发挥着越来越重要的作用,是推动钢铁产业可持续发展的重要手段之一。
鞍钢股份各生产单位介绍
鞍钢股份各生产单位介绍鞍钢股份炼铁总厂鞍钢股份炼铁总厂是由始建于1917 年的原鞍钢烧结总厂和炼钢厂于2000年7月组建而成,是鞍钢股份下属的主体生产厂之一,占地面积尽240万平方米,主体设备有烧结机9 台、总面积1906平方米,带式焙烧机,面积为321.6 平方米,大、中型高炉九座,高炉有效容积20191 立方米; 在建一座2580立方米高炉。
主要产品是人造富矿和制钢生铁,人造富矿生产能力达2100 万吨,生铁生产能力达1500 万吨。
至今,炼铁总厂己为国家炼出合格生铁3 亿多吨,为祖国的钢铁事业做出了巨大的贡献。
……随着鞍钢股份改造东部、开发西部整体战略的推进,炼铁总厂也发生了翻天复地的变化。
西部新区2座3200 立方米的现代化高炉、配套新建的2 台328 平方米现代化烧结机己于2005年底陆续投入生产。
到2007年,炼铁总厂将形成3座3200立方米和5座2580 立方米高炉,年产生铁能力将达到1600 万吨。
来源:鞍钢股份网站化工总厂化工总厂是鞍钢股份有限公司下属的重要主体厂。
化工总厂始建于1919,经过80 余年的发展壮大,已成为中国最大的、具有领先地位的炼焦及煤化工产品生产企业。
厂区占地150万平方米,并拥有一个负责自主研发的鞍钢焦化技术中心,技术力量雄厚。
化工总厂年生产焦炭600 万吨,煤化工产品30 余万吨。
拥有一批装备精良、工艺先进的生产线。
特别是经过近几年技术改造,国内先进水平的6米焦炉、140万吨干熄焦、制冷、生物脱氮、大回收已经陆续投入运行。
生产的产品有焦炭、煤气、苯系列、萘系列、洗油系列、酚系列、吡啶系列、沥青系列等60 余种,其中大宗产品40 多种,小吨位及新产品20 余种。
产品畅销全国各地,硬质沥青、硫酸铵等远销海外。
我们的产品以其技术新、质量优、服务好而深得用户信赖。
化工总厂具有规范健全的生产保证体系,质量体系文件齐全,岗位职责清晰,技术性、作业性、管理性文件充分有效,产品检测手段完备,检测设备精良,所有产品都需经公司质量监督检查站取样,分别由化工总厂研化中心和公司质检中心经过严格的理化检验,确保每一种产品质量指标合格率达到100%。
唐钢1700mm中薄板坯连铸机性能参数

水冷+气水雾化冷却
铸坯支撑
分节辊,细辊密排
中间包容量/液面高度
正常液位55t/1245mm,溢流液位60t/1341mm
连浇炉数
10~13炉
去毛刺机
气动刮刀式
2、生产工艺流程
图1:唐钢中薄板坯连铸机的生产工艺流程
TNC编辑部整理
流数
2
主机半径
7000mm
流间距
6000mm
冶金长度
22220.12mm(液面至末辊外弧弧线长度)
铸机高度
10019.3mm(液面至出坯辊面高度)
正常工作拉速
1.1~2.3m/min
引锭杆装入方式
下装
铸坯切割方式
火焰切割机
结晶器长度
0mm
振动方式
液压振动,实现正弦、非正弦曲线,动态调整振动参数
唐钢1700mm中薄板坯连铸机性能参数
2009-02-13 15:08:08作者:TNCSTEEL来源:TNC数据库
唐钢于2006年通过自主集成建成投产了1700mm中薄板坯紧凑式短流程的热轧中宽带钢生产线。
1、中薄板坯连铸机主要技术性能参数
表:中薄板坯连铸机主要技术性能参数
项目
参数
机型
直弧形板坯连铸机
鞍钢发展现状

鞍钢发展现状鞍钢钢铁主业发展现状及战略优势分析(专题信息调研报告)⼀、鞍钢发展历程及经营现状 (1)1、企业发展基本情况 (1)2、鞍钢经营绩效表现 (2)⼆、鞍钢⼯艺流程与技术装备 (4)1、主体⽣产⼯艺布局 (4)2、热轧⽣产技术装备 (6)3、冷轧⽣产技术装备 (9)三、鞍钢产品开发及⽣产情况 (12)1、鞍钢主要产品开发现状 (12)2、汽车板⽣产及技术开发 (14)3、电⼯钢⽣产及技术开发 (16)四、鞍钢发展战略与优势分析 (19)1、鞍钢战略布局与区位优势 (19)2、鞍钢战略定位与技术优势 (23)五、鞍钢新时期发展的特⾊与启⽰ (24)1、统筹战略发展要素管控 (24)2、推进企业知识创新管理 (25)3、构建战略⽤户技术同盟 (26)数据参考:企业⽹站、证券报告及其他公开信息资料⼀、鞍钢发展历程及经营现状1、企业发展基本情况鞍钢成⽴于1948年,是新中国最早建成的钢铁⽣产基地,被誉为“中国钢铁⼯业的摇篮”和共和国的“钢铁长⼦”。
鞍钢公司总部位于辽宁省鞍⼭市铁西区,注册资⾦107.94亿元(⼈民币)。
1995年以来,鞍钢实施了资产重组;1997年组建了新轧钢股份有限公司,在⾹港和深圳上市。
2006年,鞍钢完成⽼区改造,建成了包括东部1100万吨精品基地和西部500万吨现代化精品板材基地,鞍钢鞍⼭地区的总体产量规模达到1600万吨。
同年鞍钢旗下新轧钢股份有限公司和新钢铁有限责任公司整合重组后,成⽴鞍钢股份有限公司。
2007年4⽉,鞍钢与凌钢合资组建的200万吨产能的朝阳鞍凌钢铁项⽬正式开⼯建设。
2008年9⽉,投资226亿元总产能达650万吨的鞍钢鲅鱼圈新⼚竣⼯投产。
由此,鞍钢形成鞍⼭、鲅鱼圈、朝阳“三⼤基地”发展格局。
在华北地区,鞍钢持有天铁冶⾦集团钢板公司50%股权,并积极推进与攀钢、本钢的重组,⽣产规模和产业布局⽇渐壮⼤。
未来五年,鞍钢正着⼒打造成为年产钢5000万吨以上,最具国际竞争⼒的⼤型钢铁“航母”。
薄板坯连铸连轧技术
4.铁素体轧制 铁素体轧制是指粗 轧仍在全奥氏体状态下 完成,通过粗轧机和粗 轧机之间的超快速冷却 系统,使带钢温度在进 入第一架精轧机前变成 完全铁素体,使精轧过 程完全在铁素体范围内 进行。
薄板坯连铸连轧的工艺类型
因众多的单位参与研究开发,形成了各 具特色的生产工艺,主要有的有:CSP、 ISP、FTSR、CONROLL、QSP等。 结晶器的结构不同是其不同工艺的标志, 下面将对不同生产工艺的结晶器结构进行 简要介绍:
薄板坯连铸连轧发展现各国薄板坯连铸连轧生产线统计(截至2007年) 年
薄板坯连铸连轧,带来了巨大的 经济效益和社会效益,将向着更高的 产品质量,更广的产品范围发展,由 于热轧带钢取代冷轧的比例在不断增 加,必将对冷轧市场造成重大冲击。
谢谢大家!
• FTSR结晶器采用了更加优越的H^2大 (长)漏斗型结晶器,上口比CSP结晶 器更宽大,鼓肚形状贯穿整个铜板,一 直延续到扇形段中部,铸坯的矩形化是 在扇形段内完成。
大漏斗形结晶器内腔形状
3、ISP工艺 、 工艺(1nline strip Production) 工艺 ISP技术为德马克公司所有(后并入 西马克公司),早期使用的是平行 板型结晶器 ,浇出60mm左右的铸 坯,但由于水口太薄、寿命低,铸 坯表面质量不好等问题,后改为橄 榄球形结晶器。
小漏斗形结晶器内腔形状
2、FTSR工艺(Flexible Thin Slab Rollmg) FTSR工艺(Flexible • FTSR工艺是意大利DANIELI公司开发的、 钢水由漏斗形结晶器铸成中间带“鼓肚” 的板坯(50~80mm)后经带孔型的垂直段 导辊将其压平,并经软压下压薄至40~ 60mm。
2.液芯软压下 液芯软压下是指在铸坯出结晶器下口后 对其坯壳进行挤压,液芯仍保留其中,经 二冷扇形段,液芯不断收缩直至薄板坯全 部凝固。液芯压下量大多在20~25mm。
连铸连轧综述

薄板坯连铸连轧综述1.前言连铸连轧技术作为钢铁生产工业近年来最重要的技术进步之一,具有节省能源、流程短、设施少、成材率高、生产成本低、产品质量好、品种开发潜力大等突出优点11~文而在薄板坯在生产过程中应用该技术时获得的组织晶粒细小、二次枝晶间距小、偏析程度低,应用该技术进行生产优势更加明显⑹。
因此,全世界各大钢铁生产企业纷纷引进投建薄板坯连铸连轧生产线。
近些年来,随着薄板坯连铸连轧技术日益成熟和广泛,使人们熟悉到原来的薄板坯连铸连轧技术仍有很多不足之处,开头进行技术的再开发和提高,使技术更臻于成熟和完善。
2.薄板坯连铸连轧技术简介2.1连铸连轧技术连铸连轧全称连续铸造连续轧制I,是将液态金属连续通过水冷结晶器凝固后直接进入轧机进行塑性变形的工艺方法。
传统生产工艺是用熔炼炉将炼好的钢液铸成铸锭,经过保温、锻造制成锻坯,之后再通过均热炉加热到高温并保温一段时间后才进行热轧。
这一过程需要多次加热保温,既铺张了能源,也使生产周期过长。
而连铸连轧技术则是把熔炼好的液态钢倒入连铸机中轧制出钢坯(称为连铸坯),然后不经冷却,在均热炉中保温肯定时间后直接进入热连轧机组中轧制成型的钢铁轧制工艺。
这种工艺奇妙地把铸造和轧制两种工艺结合起来,相比于传统的先铸造出钢坯后经加热炉加热再进行轧制的工艺具有简化工艺、改善劳动条件、增加金属收得率、节省能源、提高连铸坯质量、便于实现机械化和自动化的优点口~叫2.2薄板坯连铸连轧连铸坯在轧制之前依据板坯厚度可以分为厚板坯连铸、中厚板坯连铸和薄板坯连铸。
随着连铸坯厚度的减小,板坯中部的冷却速度增大。
冷却速度增大之后,铸坯中部的晶粒变得细小、缺陷削减、偏析减轻、二次枝晶的间距也随之减小。
表1为文献⑺中依据钢研院供应的报告资料所做的统计。
因此,连铸连轧技术应用于薄板坯后的优势更加明显。
表2 根据钢研院提供的报告资料统计生产工艺铸坯厚度(mm)冷却速度木F品间距(mm)中间品粒组织情况厚板环连铸200-300W― 10°450晶粒粗大,有中心疏松中厚板坯连铸>90-150IO-1l~ιo∣250薄板坯连铸40-70IO1-IO240~100晶粒细小,致密,没有疏松3.薄板坯连铸连轧技术的进展历史依据产品生命周期理论和薄板坯连铸连轧技术各个不同进展阶段的详细特征,特殊是市场特征,可将薄板坯连铸连轧技术的进展分为下列四个阶段bl©:1、研发期(1985~1989) 1986年德国施罗曼一西马克公司(SMS)建筑了一台采纳“漏斗型”结晶器的立弯式薄板坯连铸机,并以6m∕min的拉速胜利地生产出50 mmX 1600 mm的薄板坯,该技术被称为CSP。
鞍钢1700mm 带钢热轧生产线基础自动化控制系统
鞍钢1700mm带钢热轧生产线基础自动化控制系统李龙珍(鞍钢设计研究院) 摘要 主要介绍了鞍钢1700mm带钢热轧生产线的设备技术参数及其基础自动化系统,着重说明该带钢热轧生产线的特殊性和完成其控制功能的基础自动化系统的硬件、软件功能及特点。
关键词 带钢 热轧 基础自动化 控制系统Basic A utom ati on Con tro l Syste m of A ISC1700mm Ho t Ro lledStri p Steel P roducti on L ineL iL ongzhen(A ISC D esign and R esearch In stitute) Abstract T he s pecial techo l ogical p rocess and its autom ati on syste m of A ISC1700mm ho t stri p m ill are in troduced in the paper.T he features of the hardw are and s oftw are of the basic autom ati on syste m and their functi on s are discussed.Key W ords steel stri p ho t ro lling basic autom ati on con tro l syste m 鞍钢1700mm带钢热轧生产线是1700连铸连轧短流程生产线的后部工序,鞍钢1700连铸连轧工程是继1780热轧工程之后建成的又一条现代化生产线,这条热轧生产线完全是由国内设计制造、软件设计、开发、调试的,具有自主知识产权的生产线。
因带钢热连轧生产的高效率、高经济性,使其在轧钢生产中发展最迅速,而且也是在冶金领域中各种新技术应用最多的一个领域。
事实上,带钢热连轧机的工艺水平、设备水平及控制水平代表了冶金工业发展的水平。
鞍钢中薄板坯连铸连轧物流优化

Ab ta t e h iu s o o i i so t z t n i d u —t i l b c n i u u a t g a d sr c :T c n q e n lg s c p i a i n me im t mi o hn s o t o sc s n n a n i
坯在 线合 流供 应热轧 带钢机 组成 为现 实。
关键词 : 中薄板坯; 连铸连轧 ; 板坯物流; 板坯合流 中图分 类号 : G 3 文献标 识码 : 文章编 号 :10 4 1(00 0 0 3 0 T 35 A 06— 63 2 1 )2— 04— 5
Lo itc tm ia i n i e i g s i Op i z to n M d um —t n S a n i o s Ca tng a — hi l b Co tnu u si nd
Ro l o u to Li e o g n li Pr d c i n n fAn a g ng
Gu n J ,HeYi, a g X a sn a u W n ioe
( .N . t l kn n o t uu ol gMi f n agSel o , t. 1 o 3Se maiga dC ni o s in l o A gn te C . Ld , e n R i l
r li g p o u to i e d v lp d b g n r nto uc d,a d d tisa d f n to so i la e oln r d cin ln e eo e y An a g a e i r d e n ea l n u c in n smu tn — O S mu t U l i—sr n a t to e tme i o t u u a tn n o i g l e ae dic s d ta d c si a n ng i n c ni o sc si g a d r l n i r s use .Th i n n e sm— u t n o li—sr n a tn e h oo y wi haa trs c fp o r m e in n n r g a e- la e usmu t — ta d c si g t c n lg t c r ce t so r g a d sg i g a d p o m — h ii r v l a ig a d p o r m p i zn r e lz d b s d o d i t o n sar s l t o tn au t n r g a o tmiig a er a ie a e n No e T me Me d a d a e u t hec n i - n h U U a tn n o l g u i c n r n u d rh g f ce t n ry s v n n r e e o dto s o O Sc si ga d r l n n t a u n e ih e in ,e e g a i g a d o d rd c n i n .F r i i i t e u i Sg o p r to s,i be o sp si l a o t e t p t n u l5 mi in tn a e h n t o d o e ain t c me o sb e t th tse lsr swih a n a l o o sc n b h i l
1700热轧生产线的设计
1700热轧生产线的设计摘要板带材生产技术水平不仅是冶金工业生产发展水平的重要标志,也反映了一个国家工业与科学技术发展的水平。
建设现代化的热轧宽带钢轧机要满足现代工业对热轧板品种质量的要求。
最终产品的质量取决于连铸坯的质量,传统厚度的板坯连铸工艺明显优于薄板坯连铸工艺。
薄板坯连铸连轧更适于生产中低档板材品种,在薄规格产品生产方面具有明显优势。
为了满足高质量和高性能板材要求,采用厚板坯常规连轧生产方式更合理。
基于这些考虑,本次设计结合唐钢1700mm、本钢1700mm、宝钢1580mm、鞍钢1780mm热轧生产线设计了200万吨的1700mm 常规热连轧生产线。
在此设计中详细地介绍了加热、粗轧、热卷取、精轧、冷却、卷取等一系列过程。
其中精轧机选用六架大断面牌坊和高吨位轧制力轧机,采用HC轧机、CVC轧机、工作辊正弯辊(WRB)技术和厚度自动控制(AGC)等技术来控制板型和厚度。
另外,为提高轧件温度,减少头尾温差,在精轧前采用无芯轴隔热屏热卷箱。
设计中涉及的技术参数大部分取自现场的经验数值,用到的部分公式也是来自于实际的经验公式。
关键词: 常规热连轧;热卷箱;层流冷却;厚度自动控制ABSTRACTThe hot strip production technique level not only is a important marking of the metallurgy industry produce development level, but also reflect a level of the national industry and science technique.The new modernizational hot wide rolling mills should satisfy the request of modern industry to hot strip species quality.The quality of end product is by all means decided by quality of continous casting slab. The continous casting slab of traditional thickness is obviously better than thin slab continous casting and rolling. Thin slab continous casting androlling is suitable to produce medium low file time plank material species and have obvious advantage at the thin specification product.For satisfying the request of obtaining the high quality and high performance strip, thick slab continous casting produce method is considered more reasonable.Based on the above premise, this design combine Tang steel 1700 ,Ben steel 1700, Bao steel 1580 and An steel 1780 hot rolling production line to design 2.0 million ton traditional hot continuous rolling workshop. In this paper it is detailly introduced the heat furnace, the rough rolling, the hot curl, the finish rolling, the laminar cooling, the curl and so on.Among them, The finishing mill still selected the big cross section memorial arch and the high tonnage rolling stand, and choosed HC mill,CVCmill,work roll bend technique and automatic gauge control to control strip shape and thickness. Moreover, in order to raise the temperature of rolling metal and reduce the difference temperature between tail and head of rolling metal,I establish a hot curl box between the rough rolling and the finishing rolling. The coefficient in this design and parts of formulas come from actual experience.Key words: convensional continuous rolling , the laminar cooling, automatic gauge control引言板带产品的技术要求具体体现为产品的标准,包括四个方面:(1)尺寸精度高。
薄板坯无头连铸连轧生产线运行现状

薄板坯无头连铸连轧生产线运行现状2021年6月,世界第一条薄板坯无头连铸连轧生产线(ESP)在意大利阿尔维迪公司克莱蒙纳厂正式投入工业化运行。
这是历史上首次以连续不间断的生产工艺通过薄板坯连铸连轧设备从钢水直接生产出热轧带卷。
该设备基于阿尔维迪ISP技术,能够实现钢水热能最大程度的开发利用。
这套新的铸轧生产设备是世界上生产热轧带钢最紧凑的生产线,总长仅有190m,连铸和轧制工艺直接串联,显著降低成本。
而且,ESP生产线是第一条能够在7min内完成从钢水到地下卷曲机上的全连续生产线。
这套设备额定产能为200万t/a,生产带卷最宽可达1600mm,最薄可达0.8mm。
所生产的薄规格和超薄规格热轧带卷可以直接进行下游生产加工。
ESP无头带钢生产线能够生产从低碳钢到高碳钢以及合金钢的完整产品系列,包括高等级优质钢种,比如高硅钢和用于制造汽车车身面板的IF钢。
ESP无头带钢生产线拥有众多先进的技术和系统,主要包括:其中包括液芯压下以及动态辊缝调宽和轻压下等工艺包,从而确保最佳内部铸流质量。
铸机直接与配有AGC和辊形控制的3机架四辊大压下轧机相连;在单独控制设置点的基础上,感应加热炉可在1100℃~1200℃的温度范围内灵活地将传送钢带均匀加热。
精轧机配有SmartCrown辊以确保带钢具有非常好的平直度。
钢带在走出最后一个机架后,由层流冷却系统进行冷却,从而根据需要调整带钢的力学特点。
钢带经高速剪切机剪切后,由三个地下卷曲机中的一个进行卷取,单卷重量可达32t。
整条生产线完全由集成的1级和2级自动化系统控制,该系统可以全面调节所有铸轧操作。
另外还有一个全面质量控制系统进行辅助,可确保产品达到所需的质量标准。
与传统薄板坯连铸连轧工艺相比,ESP无头带钢生产线所需的能源和水消耗大幅降低。
根据最终产品的不同,能量消耗可降低50%~70%,水消耗可减少60%~80%。
1 技术背景将薄板坯连铸工艺和热轧工艺串联起来,直接生产热轧带钢的技术诞生于20世纪90年代前后。
薄板坯连铸连轧分析
薄板坯连铸连轧分析摘要:与传统连铸相比,薄板坯连铸在铸坯厚度、浇铸速度、铸态组织、在线连轧等方面都发生了很大变化,既具有冷却强度大、生产线占地少、能耗低等优点,也具有表面质量不高、产品适应范围较小等缺点。
文中就薄板坯连铸连轧的现状,技术特点,局限性,板坯特点等方面的优缺点进行了分析比较,客观实际地薄板坯连铸连轧生产技术进行了评价。
关键词:薄板连铸连轧发展技术铸坯质量前言:进入新世纪后中国处于钢铁生产高速增长的新时期,同时也加快了工艺流程结构优化的步伐,特别是一批中型钢铁企业和大型钢铁企业进行了产品结构转型或流程优化,这使薄板坯连铸连轧这一新工艺在中国得到了快速发展。
1.发展现状:薄板坯连铸连轧生产工艺是20世纪90 年代世界钢铁工业发展的一项重大新技术,以其投资省、成本低、节能降耗、高效的优势,得到迅速的发展。
近年来,随着对薄板坯连铸连轧技术研究的深入,其工艺、设备和自动控制等方面技术不断发展。
薄板坯连铸连轧技术由最初的与电炉匹配发展为与高炉—转炉流程匹配生产,不再受废钢和电力的限制。
过去几年,中国薄板坯连铸连轧生产取得了长足的进展,不但生产效率循序提高,而且产品开发形成了各厂特点,生产细晶与超细晶钢,铌、钒、钛微合金高强度钢板,提高冷轧坯料质量,加大薄规格产品比例,进行铁素体轧制等方面都有进步,还对纳米析出物沉淀强化机理等问题作了深入研究。
中国薄板坯连铸连轧工艺装备和相关技术的国产化水平都有提高。
中国钢厂将继续就流程配置对工艺制度优化、生产效率提高、产品质量改进和产品结构优化的关系等问题进行研究,进一步提高薄板坯连铸连轧生产线的竞争能力。
2.薄板坯连铸连轧在我国的实践应用:2. 1薄板坯连铸连轧技术在我国的发展自从1999 年8 月广州珠江钢厂第1 台CSP生产线建成投产以来,我国的薄板坯连铸连轧技术发展愈来愈快。
到2007 年,我国已有珠钢、邯钢、包钢、鞍钢、唐钢、马钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰12 家钢铁企业13 条薄板坯(包括中薄板坯)连铸连轧线相继投产,年产能约3 500 万t。
1700热轧带钢生产线及设备的设计毕业设计论文
毕业设计论文1700热轧带钢生产线及设备的设计板带材生产技术水平不仅是冶金工业生产发展水平的重要标志,也反映了一个国家工业与科学技术发展的水平。
建设现代化的热轧宽带钢轧机要满足现代工业对热轧板品种质量的要求。
最终产品的质量取决于连铸坯的质量,传统厚度的板坯连铸工艺明显优于薄板坯连铸工艺。
薄板坯连铸连轧更适于生产中低档板材品种,在薄规格产品生产方面具有明显优势。
为了满足高质量和高性能板材要求,采用厚板坯常规连轧生产方式更合理。
基于这些考虑,本次设计结合唐钢1700mm、本钢1700mm、宝钢1580mm、鞍钢1780mm 热轧生产线设计了200万吨的1700mm常规热连轧生产线。
在此设计中详细地介绍了加热、粗轧、热卷取、精轧、冷却、卷取等一系列过程。
其中精轧机选用六架大断面牌坊和高吨位轧制力轧机,采用 HC轧机、CVC轧机、工作辊正弯辊(WRB)技术和厚度自动控制(AGC)等技术来控制板型和厚度。
另外,为提高轧件温度,减少头尾温差,在精轧前采用无芯轴隔热屏热卷箱。
设计中涉及的技术参数大部分取自现场的经验数值,用到的部分公式也是来自于实际的经验公式。
关键词: 常规热连轧;热卷箱;层流冷却;厚度自动控制引言板带产品的技术要求具体体现为产品的标准,包括四个方面:(1)尺寸精度高。
板带钢一般厚度小、宽度大,厚度的微小波动将引起使用性能和金属消耗的巨大变化,板带必须具备高精度尺寸。
(2)无板形缺陷。
板带越薄,对板形不均的敏感性越大。
(3)保证表面质量。
板带表面不得有气泡、结疤、拉裂、刮伤、折叠、裂缝、夹杂和氧化铁皮压入。
(4)具备优良性能。
板带钢的性能要求主要包括机械性能、工艺性能和某些钢板的特殊物理或化学性能。
目前传统热轧宽带钢轧机采用的特色技术有:(1)连铸坯热装和直接热装。
该技术要求炼钢和连铸机稳定生产无缺陷板坯;热轧车间最好和连铸机直接连接,以缩短传送时间;在输送辊道上加设保温罩及在板坯库中设保温坑;板坯库中要具有相应的热防护措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
薄板坯连铸连轧(5)—鞍钢ASP(1700)
2006-12-19 ASP生产线的研制及建设背景
1700中薄板坯连铸连轧生产线(Angang Strip Production,简称ASP),是我国第一条板坯厚度为135 mm 的连铸连轧短流程生产线,是第一条由国内自行负责工艺设计、设备设计、制造及研制和自主集成自动化系统的唯一一条具有我国自主知识产权的连铸连轧短流程生产线。
ASP生产线的开发应用,使鞍钢成为一个既能从事大规模钢铁生产,又能从事中薄板坯连铸连轧生产线工艺设计、设备制造、自动化系统集成开发、施工、开工试运转系统工程总承包的钢铁企业。
同时,带动了国内一重、二重等机械制造加工行业及电机制造业的发展。
鞍钢ASP 工程的成功,标志着我国已成为世界上为数不多的、能进行连铸连轧短流程工艺、设备研制、设计、制造及集成自动控制系统的国家之一。
鞍钢ASP(1700)生产线的工程概况
(1)生产能力及产品规格
该生产线设计能力为年产250万t。
ASP生产线是由2台单机单流铸机和连轧生产线组成。
单台铸机设计能力144万t/a,实际生产能力已达149.5万t/a。
(2)板坯规格
中薄板坯厚度:135mm;
宽度:900---1550 mm;
长度:7.0~15.6 mm。
三炼钢板坯厚度:200 mm;
宽度:900~1550mm;
长度:4.O~9.0 mm。
(3)生产钢种(表1)
表1 鞍钢中薄板坯连铸连轧生产线生产的钢种 %
(4)成品规格
带钢厚度:1.5~8.0 mm(已生产过1.3 mm);
带钢宽度:900~1 550 mm;
最大卷重:21 t;
最大单位卷重:16.4 kg/mm。
ASP生产线工艺流程
鞍钢ASP生产线工艺流程见图1。
图1 鞍钢ASP生产线工艺流程
ASP生产线主要工艺设备
ASP生产线的设备重量为19815.6t,装机总容量92100kW,连铸部分11400kW,连轧部分80700kW,全线设备国产化率为99.5%。
(1)中薄板坯连铸机
中薄板坯铸机布置与第二炼钢厂转炉车间合理衔接,引进了奥钢联100、135mm的结晶器及其液压振动装置,其余设备全部国产化。
主要设备参数:
铸机流数:1机1流,直结晶器(铜板高度1 200mm)连续弯曲,连续矫直型;
铸坯断面:100/135mm×(900~1550)mm;
定尺:12.9--15.6 m;
浇铸钢种:普通碳素钢、优质碳素钢、低合金钢;
铸机半径:5 m;
铸机长度:23.848 m;
铸机最大拉坯速度:3.5 m/min;
引锭杆最大装入速度:5 m/min;
引锭杆装入方式:下装;
切割方式:火焰切割;
连浇炉数:8~16炉;
振动方式:液压振动(双缸、弹簧板式)。
(2)步进式加热炉
1号炉:有效尺寸:23162 mm×9 600 mm;
2号炉:有效尺寸:23 350 mm×16500 mm;
炉子采用长行程装钢机,并配有汽化冷却装置。
(3)高压水除鳞箱
轧线采取4处高压水除鳞,钢坯在出加热炉后除鳞、R1轧机前后除鳞、R2轧机前后除鳞、精轧机组前除鳞,高压水除鳞压力为18 MPa。
(4)粗轧区设备
R1前立辊轧机,R1二辊粗轧机,配有液压换辊装置,R2四辊可逆式粗轧机,配有附着式立辊轧机E2。
(5)热卷箱
穿带速度:2~2.5 m/s;
卷取速度:<5 m/s;
开卷速度:O~2 m/s;
卷取规格:(20~40)mm×(900~1 550)mm;
卷板最大能力:21 t。
(6)切头飞剪
利用原1700切头飞剪,并进行了一系列改造,轧件头部圆弧形减少了进精轧机冲击负荷,使动态速降小,同时减少直角边卡钢事故,减少卷取机引卷时的振动冲击。
(7)精轧机组
完全由国内设计和制造的第四代精轧机,油膜轴承支承辊,配备电动和液压AGC,弯辊和串辊装置,工作辊的快速换辊装置,机架间冷却水装置,侧导板具有短行程功能等。
最大轧制力:25000 kN;
工作辊直径:F1~F2为700~640 mm;F3~F6为665~615 mm;
支承辊直径:1 550~1 400 mm;
最大轧制速度:10.2 m/s;
工作辊弯辊:弯辊力0~1 200 kN;
工作辊串辊:行程±150 mm;
AGC液压系统:行程30 mm。
(8)地下卷取机
卷取厚度:1.5~8.0 mm(最大可卷取16 mm);
卷取宽度:900~1 550 mm;
最大卷取能力:24 t。
卷取机的特点为引料辊前50个辊道是斜布置的,操作侧长导尺,传动侧短导尺,带钢靠一侧运行,导尺具有位置和夹紧力自动控制,及液压AJC功
能。
ASP生产线计算机控制系统
计算机控制系统覆盖连铸连轧全工艺过程,连铸与连轧控制功能独立,信息处理集中。
该系统为三级计算机控制,生产控制级计算机包括合同管理、生产管理、库存管理、成品发货及质量控制。
连铸与连轧分别设有独立的过程计算机(L2级)。
连铸的过程机通过以太网与连轧系统的L2和L3连接,L2级系统对连铸和连轧生产进行设定计算、实时在线控制、数据采集及质量分析。
基础自动化采用最先进的区域控制器群结构,由超高速光纤映像网组成L1级系统以满足轧钢高速控制及高速通讯要求。
开放式结构,易于升级,所有的控制器均具有ms级控制周期的能力,目前使用的控制周期为3~30 ms,液压位置控制周期为3 ms,AGC控制周期为20 ms。
ASP生产线的工艺特点及创新技术
1 工艺及设备创新
(1)铸坯厚度科学合理
中薄板坯铸机具有浇注钢种范围宽、适应性强、漏钢率低、金属收得率高、投资省、生产稳定、运行费用低等优点,表面质量好,可以生产包晶钢、高级管线钢及IF钢等钢种。
(2)连铸工艺及铸机特点
采用平板式长结晶器及结晶器背板冷却技术,扁平式浸入式水口,结晶器液压振动技术,具有液压软夹持压力功能以及拉漏预报功能。
(3)紧凑式工艺布局
铸机的出坯轨道与加热炉入炉轨道合为一体,使铸坯在最短的时间内,以最可能高的温度直接入炉加热及均热,板坯输送过程全程保温,铸坯入炉温度平均820℃以上。
采用加宽式步进加热炉,生产组织灵活,解决了连铸连轧生产的节奏匹配问题,实现了100 直接热装。
开发了支承辊和工作辊辊形专有技术及工作辊窜辊模型,改善了边部板形,实现了综合板形控制,开创了等宽自由轧制技术,解决了连铸连轧带宽不易变动造成的频繁换辊难题。
配备弯辊装置,使板形得到有效控制。
(4)ASP粗轧工艺
根据坯厚135 mm 的特点研制具有大功率、大刚度、大辊径特点的粗轧机,开发了粗轧轧制工艺专有技术及数学模型,有效地解决了连铸机和精轧的工艺衔接问题,实现大压下、低温降,加快轧制节奏,提高了产品质量和生产能力。
(5)热卷箱技术
研制成功适用于热卷箱的高精度、低温降模型,提高了精轧机入口温度模型准确性和头部命中率。
(6)综合AGC功能
电动一液压混合AGC系统的优化配置提高了产品厚度质量。
针对传统的厚度自控制理论的不完善性,创造性地应用硬度前馈AGC的控制思想(KFF—AGC),有效地解决了中间坯头尾温差产生成品带材的厚差。
在MN—AGC(监控AGC)中采用模糊控制思想,确保了系统的稳定。
在仅F4、F5二个机架采用液压AGC 的情况下,厚度控制精度≤ 士40 um 的达97%以上,达到了国际先进水平。
设计了“压头”及“压尾”AGC功能,较好地克服了中间坯头尾温度低对产品质量的影响。
(7)板形控制技术创新
研制的国内第一套热连轧板形自动控制系统,及以保证轧件板形为主要目的的窜辊控制数学模型和自动控制软件(SHIFT—SU),使工作辊磨损均匀、辊耗降低,实现了板形综合控制,创新了等宽自由轧制技术。
最大单元轧制长度增加到94 km,最大同宽轧制长度增加到72 km,最大单元轧制吨位增加到2 787 t。
2 计算机控制系统
硬件配置特点:
采用超高速光纤实时网通讯,为通讯速率达170 Mb/s的光纤内存映象网,开发了用于热连轧的应用层软件及各控制器的通讯Driver,数据最快更新时间小于1 ms;采用控制周期快达1 ms的以多CPU 方式工作的高性能(HPC)控制器及智能化人一机界面(HMI)系统。
软件创新:
(1)自主集成控制系统及各种支持软件;
(2)L2与L3及人机界面的通讯软件;
(3)超高速网驱动软件;
(4)主系统与各子系统的通讯软件;
(5)从钢包处理、连铸、加热炉及轧制、卷取的全线基础自动化软件;
(6)全线的过程自动化软件及数学模型;
(7)满足1700生产线特殊要求的L3级软件。