施密特气动压力机技术资料
施密特压力机控制器技术资料

S e rv o P r e s s / T o r q u e P r e s sSCHMIDT ®PressControlMachine Control UnitsSCHMIDT ® PressControl 70, 600 and 5000 are control units of the latest generation, which allow the design of modern pro-duction processes – from the single workstation to complete automation. You benefit from our competence in: Safety technology – type-approved devicesProcess measurement technology – simultaneous measuring during the process Process documentationSCHMIDT®PressControl control units have the following features:Efficiency due to intuitive user interfacesQuick and secure process set-up e. g. thanks to the touch- screen and additional handwheel ram control function with SCHMIDT ® PressControl 600 and 5000 in combination withtheServoPress / TorquePress The integrated PLC allows programming of additional inputs / outputs or sensors / actuators and the application-specific design of the workstation or the lineThe integrated measurement data processing is insensitive against i nterferences (EMC). This results in a high measurement security of the entire systemWith integrated safety technology, the entire system becomes a type-approved single workstationService functions such as "Firmware Update" ensure the user has the up-to-date version of the softwareGuaranteed complete process documentation with full traceabilitySCHMIDT ®PressControl 600SCHMIDT ®PressControl 70SCHMIDT ®PressControl 5000 HMISCHMIDT®PressControl 5000 RTCompact PressControlWith the new modular control conception of SCHMIDT Tech-nology , control and safety technology are separately. There-by the new control unit SCHMIDT ® PressControl 70 for the pneumatic and hydropneumatic SCHMIDT ® Presses has been designed very compactly and nevertheless multifunctionally. The result is strong. This control is space saving with a size of only 90 x 120 x 60 (hxwxd) and can be integrated into the work station very flexible by its optional magnet holder.In conjunction with the SCHMIDT ® SafetyModule a manual work place with two-hand release or light curtain can be realized as well as EC-type-approved safety technology. The connection to the SCHMIDT ® PressControl 70 is made by CANfieldbus.This control persuades also by its easy operation via 3 key pads together with a 5-digit 7-segments-display. A key switch is as well existing as a LED display for the system static supply voltage and stroke take-over.The following modes of operation and functions are directly selectable:Two-hand release Light curtainWorkpiece control Sliding table activationReturn stroke initiation with external signal Preselection counterOperation without SafetyModule (in conjunction with capsuled machines or safe tools)Further helpful functions are: set up mode piece counter BDC-dwell timeAll important settings on the SCHMIDT ® PressControl 70 can only be done with the key switch, this is for safety reasons.Supply voltage 24 V DC Current < 3 A Operating temperature 0 – 40 °CProtection class IP 54InterfacesCANopen for SafetyModuleI / O: 4 digital in- and outputs (preset foroperation modes)Electrical connections All connections are pluggable Display LED 7-segments, with 5 digits LED for stroke takeoverKey switch For all important alignments Operation3 function keysModes of operation Two-hand release with SafetyModuleLight curtain with SafetyModuleStart button for operation without SafetyModuleWorkpiece controlactivation of sliding tableReturn stroke initation with external signal Operating functions Piece- or preselection counter set up mode BDC dwell timeDimensions 90 x 120 x 60 (h x w x d)MountingFastening screws, optional magnet holderAccessory Magnet Holder , optional mountable on the side or behindTechnical DataThe SCHMIDT ® PressControl 600 with integrated PLC and process data management is made for intelligent process control of force / stroke monitored SCHMIDT ® ManualPress , (Hydro)PneumaticPress or ServoPress / TorquePress . A dditional auto-mation tasks around the press process can also be realized by the SCHMIDT ® PressControl 600.Control UnitAll process integrated system elements and data are controlled and managed centrally by the SCHMIDT ® PressControl 600. The standard system configuration already includes a basic programming, special applications can be programmed as well.FeaturesProcessing of all process data in real timeProcess reliable production without further peripheral equipment Open communication with the peripherals: - CANopen- EtherNet TCP / IP- PROFIBUS, PROFINET, EtherCAT (optionally via external Gateway) Communication with other systems: - Master SPS - ERP- CA Q / Statistics SystemMulti-functional process control PLC for an individual design of process.Data are processed in real time by PLC, CNC (with SCHMIDT ®ServoPress / TorquePress ) and process monitoring Integration of additional I / O‘sProcess data acquisition and force / stroke monitoring with process monitored pressesConnection to database server via EthernetIntegrated Operator PanelThe integrated operator panel of SCHMIDT ® PressControl 600 with complete operating interface is made for parametrizing and operating the control as well as for visualization, administration, and documentation of process data (dataset management).FeaturesUser-friendly, intuitive menu navigation by touchscreen Individual design of user interfaceKeypad with integrated membrane for the input of numerical values and choice of functionsSoftkeys have different functions on different levels and simplify the handlingQuality evaluation on the basis of force / stroke tolerances, and thus a reliable detection of NOK parts with process moni- tored pressesHandwheel software for setup mode (SCHMIDT ® ServoPress / TorquePress ), external handwheel as a handheld as an option (connection via SCHMIDT ® PRC Gateway ) Industrial strength, even in harsh environments Protection class IP 54Software ComponentsThe programming and projecting of the SCHMIDT ® Press-Control 600 as well as the data storing is done by software components. The software components can be installed on any Windows PC. The communication with the control unit is realized by Ethernet TCP / IP.Standard Software:SCHMIDT ® PRC Studio PLC editor DebuggerSCHMIDT ® PRC Project ProjectHardware set-upDataset-managementOptional Software: SCHMIDT ® PRC OPCOPC server, data exchange via the …de facto“ standard of automation.SCHMIDT ® PRC DataBase Database softwareExport function for the process specifications / -results in diffe- rent file formats, e.g. for quality management programs for …Statistical Process Control“ (SPC) or Excel Q-DAS interface with certificationPress Control with integrated PLC & Process Data ManagementIndustry PC with Integrated PLCIntegrated CNC (by SCHMIDT ® ServoPress /TorquePress )Intelligent process controlDiagnosis and service functions Linux operating system Drive Solid State DriveField bus CANopen with possibility to connect:- 1 SCHMIDT ® ManualPress 3xx , 1 SCHMIDT ® (Hydro)Pneumatic Press (optionally with process monitoring) or 1 SCHMIDT ® ServoPress / TorquePress- SCHMIDT ® PRC Gateway- CANopen Compact box EtherNet TCP / IPPROFIBUS (optionally via external CANopen /PROFIBUS-Gateway) 16 Byte input / output dataPROFINET (optionally via external CANopen / PROFINET -Gateway) 16 Byte input / output data EtherCAT (optionally via external CANopen / EtherCAT -Gateway) 16 Byte input / output data Interfaces EtherNet (10 / 100 MBit) 2 x USBPanel with Intuitive user interfaceDiagnosis and service functionsScreen Integrated 7" widescreen TFT display (800 x 480)with touchscreenPower supply 24 V DC with integrated UPSAssembly Mech. adaption VESA 75 for optional table orwall fixture as well as fixture for housingTechnical DataSCHMIDT® PressControl 600does work as a system control and takes over the process monitoring. The hard- and software components forming a system concept with real time characte-ristics. This is guaranteed by a system architecture with CANopen fieldbus. SCHMIDT® ManualPress with process monitoring or (Hydro-)PneumaticPress with / without process monitoring will be activated via fieldbus. The collected measuring data as well as in-/output data will be exchanged by the fieldbus. Communication with other systems can be realized via: CANopenEtherNet (OPC server)PROFIBUS (optional via external CANopen / PROFIBUS-Gateway) PROFINET (optional via external CANopen / PROFINET-Gateway) EtherCAT (optional via external CANopen / EtherCAT-Gateway) SCHMIDT® PRC Gateway2 CANopen connections for control (master) and PDA (Slave), with 24 V power supply24 V interface with 16 inputs and 16 outputsShort-circuit-proof and overload-proofStatus LED´s for CAN bus and I / O´sEncoder interface for external handwheel as handheld Supply voltage 24 V DCTop hat rail mountingSCHMIDT ® PressControl 5000 does work as a system control and takes over the process monitoring. The hard- and software components forming a system concept with real time characte-ristics. This is guaranteed by a system architecture with CANopenfield bus. The SCHMIDT®ServoPress- / TorquePress modules or other NC-axis will be controlled by the CANopen fieldbus and measuring data can be exchanged as well as I / O data. Further-more, there is the possibility of connecting SCHMIDT®Pneu-maticPress and SCHMIDT ®HydroPneumaticPress on safetytechnology SCHMIDT®SafetyModule for munication with other systems can be realized via:CANopenEtherNet (OPC server) PROFIBUSPROFINET (optional via external CANopen / PROFINET-Gateway) EtherCAT (optional via external CANopen / EtherCAT-Gateway)External Handwheel as Handheld for SCHMIDT ®PressControl 600 and 5000 RT in conjunctionwith SCHMIDT ®ServoPress / TorquePress , connection via SCHMIDT®PRC Gateway.CANopen Compact Box16 digital combination inputs / outputs (8 inputs and 8 outputs), useable optionally as input and output (24 V)Plug 4-pins M8 screw typeSCHMIDT ® PressControl 5000 for SCHMIDT ® ServoPress / Tor-quePress is a compact, integrable system control with modular design for the operation of standardized individual workplaces up to complex, highly flexible automation lines with integrated joining modules. The realization and extension of assembly lines is considerably simplified by using SCHMIDT ® PressControl 5000 in conjunction with SCHMIDT ® ServoPress / TorquePress -modules.With this control it is also possible to integrate SCHMIDT ® Pneu-maticPress as well as SCHMIDT ® HydroPneumaticPress with SCHMIDT ® SafetyModule into the system concept via CANopen. Furthermore additional automation applications can be realized with SCHMIDT ® PressControl 5000 independently of the presses.SteuerungSteuerung 5000 RT Control Unit 5000 RTAll system elements and data involved in the process are centrally controlled and administrated by the control unit SCHMIDT ® PressControl 5000 RT . The integrated PROFIBUS interface per-mits integration of the press system as an intelligent Profibus sla -ve into existing PROFIBUS networks. Parametrization, operation and programming will be effected by using software components which are installed on the operating panel SCHMIDT ® PressControl 5000 HMI or on a user PC. The standard system configuration already includes a basic programming for different operating pro-files; special applications can be additionally programmed.FeaturesModular and can be networkedSpace-saving integrable in the switch cabinet Processing of all process data in real timeReliable production without further peripheral equipment Open communication with the peripherals: - CANopen - PROFIBUS- PROFINET, EtherCAT (optionally via external gateway) - EtherNetCommunication with other systems: - Master SPS - ERP- CAQ / statistic systemControl of six SCHMIDT ® ServoPress / TorquePress modules or NC axis as well as capability of connecting SCHMIDT ® ManualPress with process control and SCHMIDT ® (Hydro) PneumaticPress via CANopenMulti-functional process control for an individual design of process. PLC, process data acquisition and CNC is in permanent dialog in real timeIntegration of more than 2000 I / O’sIntegrated process data acquisition and process monitoring Connection to database server via EthernetPermanent use of the operating panel SCHMIDT ® PressControl 5000 HMI or temporary use of standard PC’s (e.g. laptop) for parametrization, service, diagnosis during start-up and trouble- shooting, as well as for process analyses and -optimizations (snap-shots or statistical parameters of the ongoing production) When used without HMI external handwheel as a handheld asan option (connection via SCHMIDT®PRC Gateway )Compact System Control for intelligent Process ControlIndustry PC with Integrated PLCIntegrated CNC with all-digital drive control(integrated force-, position- and speed control loop)for up to 6 axisIntelligent process controlDiagnosis and service functions Linux operating systemAssembly on DIN rail (TS 35) according toEN 50022 (35 mm x 7.5 mm)Drive Integrated hard disk 30 GBField bus CANopen with possibility to connect:- 6 SCHMIDT ® ServoPress- / TorquePress -modules or NC axis as well as SCHMIDT ®ManualPress 3xx and SCHMIDT ®(Hydro)PneumaticPressSCHMIDT ® PRC Gateway- more than 2000 I / O’sEtherNet TCP / IP PROFIBUS:- PPROFIBUS Slave interface- 48 Byte input / output dataPROFINET (optionally via external CANopen /PROFINET -Gateway) 16 Byte input / output dataEtherCAT (optionally via external CANopen /EtherCAT -Gateway) 16 Byte input / output dataInterfaces EtherNet (10 /100 Bit)6 x USB2 x RS 232 (COM 1/COM 2) for diagnosis purposes 4 digital inputs (24 V) galvanically isolated 4 digital outputs (24 V) galvanically isolatedEMC Acc. to requirements of EMC law Power supply24 V DC with integrated UPSAmbient temperature 0 – 40 °CTechnical Data 5000 RTControl Unit 5000 HMISCHMIDT ® PressControl 5000 HMI can be parametrized and operated via operator panel SCHMIDT ® PressControl 5000 RT with its complete operating interface. Furthermore visualization,administration and documentation of process data (dataset management) can be effected as well by this instrument.FeaturesIndustrial PC with Microsoft Windows XP™High-resolution process visualization by 19" TFT display for depiction of several processesIndividual design of user interface, e.g. in conjunction with other system componentsDirect access to the process imageUser-friendly, intuitive menu navigation by touchscreen Operating modes:- Set-up mode via integrated, high-resolution handwheel function (mechanical)- Cycle mode by function keyIntegrated handwheel (for set-up mode):Switchable to any CNC axis with selectable resolution in order to simplify set-up of an operation. Press ram can be brought exactly to the required position or force by this handwheel. Keypad with integrated membrane for the input of numerical values and choice of functionsSoftkeys have different functions on different levels and simplify the handlingTrack ball takes over “mouse“-function and is also usable in rough working environmentIndustrial strength, even in harsh surroundings Protection class IP 54Software ComponentsParametrization, operation and programming of the SCHMIDT® PressControl 5000 RT will be effected by using software com-ponents. Moreover these software components are supporting project set-up, project visualization and data archiving.The software components can be installed on the operating panel SCHMIDT ® PressControl 5000 HMI or on a conventi-onal Windows PC. The communication with the control unit is realized by Ethernet TCP / IP.Standard Software Package SCHMIDT ® PRC HMI User guidanceDataset management Process visualization Function keysQuality evaluation on the basis of force / stroke windows and stroke tolerances, and thus a reliable detection of NIO parts.SCHMIDT ® PRC Studio PLC-Editor CNC-Editor DebuggerSCHMIDT ® PRC Project ProjectHardware set-up Data ManagementOptional Software SCHMIDT ® PRC OPCOPC server, data exchange via the "de facto" standard of automation (see also page 79)SCHMIDT ® PRC DataBase Database softwareExport function for the process specifications / -results in different file formats, e. g. for quality management programs for …Statistical Process Control“ (SPC) or Excel Q-DAS interface with certificationOperating panel with Intuitive user interfaceDiagnosis and service functionsMicrosoft Windows XP™ operating system Screen Integrated 19" TFT display (SXGA resolution)with touchscreenDriveintegrated hard disk 80 GB Interfaces1 x PS /2 keyboard1 x VGA 3 x USB1 x RS2322 x Ethernet (10/100 MBit)EMCAcc. to requirements of EMC law Power supply24 V DC Current consumption 4 AAmbient temperature 0 – 40 °CProtection classIP 54WeightApprox. 15 kg Technical Data 5000 HMIUser Interface for professional AssemblyFor PressControl 600 and 5000The user interface for professional assembly is installed in the SCHMIDT ® PressControl 600 and 5000. The functionality has been developed especially for assembly operations with direct intervention in the process.The following functions are available Process visualizationProcess data management Development tool (PLC editor)SCHMIDT ® PRC DataBase as an optionFeaturesEasy and quick setup of the processesDefinition of the data sets and operating profiles by parameters Process optimization due to switchover of the process display (F / s, F / t, s / t)Easy and quick definition and evaluation of the processes using the quality monitorGuaranteed detection of “failed” partsUnambiguous documentation and component assignment Software PLC for freely programming processes Service functions for diagnosis and system updatesUser Interface SCHMIDT ® PRC 600User Interface SCHMIDT ® PRC 5000Visualized DisplayForce output and press stroke are important parameters for evaluating the quality of pressed assemblies. The data of these measurements are recorded during the process and displayed by the software as force / stroke behavior curve F / s, F / t or s / t.Freely definable tolerances the form of force/stroke windows and stroke tolerances are provided for quality assurance of the assembly process. With the help of these criteria, quality critical areas can be monitored selectively. If the tolerances in the monitored curve areas are not met, application-specific interventions can be car -ried out (e. g. selection measures).Toleranzkriterien lassen sich sehr leicht erstellen und VerlaufskuIt is easy to create tolerance criteria and to display curve behaviors exactly. For an evaluation of the behavior, the working stroke and the return stroke are important. The high resolution of our measurement systems allows a large number of measuring points that are required for a process-safe evaluation. Zoom and measu-ring functions allowing detailed documentation about the assem-bly processes.Visualization and Process AnalysisFor PressControl 600 and 5000Process Analysis – Graphic Display Force over StrokeProcess Analysis – Graphic Display Force over Time Process Analysis – Graphic Display Stroke over TimeStroke Tolerance in Working StrokeStroke Tolerance in Return StrokeZooming areaMeasuring cursorProcess Data ManagementFor PressControl 600 and 5000Press, quality and SPC parameters as well as system settings are menu-guided, extended and modified. This does not require pro -gramming knowledge. The parameters are defined within the data sets under customer defined identifications. Setting up ad -ditional data sets are simple via a menu driven wizard. Loading of a different data set can occur manually or via external, auto-mated input.Entry of the Parameters via Dialog FieldsData ManagementSCHMIDT ®PressControl 5000Input and Output Mask PLCProcess Data AcquisitionProcessMeasuring DataCNCSoftware Development Tools For PressControl 600 and 5000PLC Process ControlThe PLC processes signals or values. Apart from this basic func-tion provided with standard PLC systems, our control also carries out a large number of tasks and decisions that influence the process.FeaturesEasy troubleshooting due to cyclical and static debuggerEasy overview due to separate debug windowCommonly used operands (inputs/outputs, words, flags, etc.)are listedUseful search functionFunction-oriented programmingResources EditorA resources editor is provided as programming interface, which supports the easy and structured creation of instruction sets. The description of the operands by user-defined symbols facilitates an easy overview. In addition, many pre-defined functions simplify programming.Unlimited Design of the User InterfaceProcess output window, clear and unambiguous interface for the user with dynamical and static text and graphic display Clear instructions for the user to intervene in the process, e. g. by pressing a function keyUnrestricted definition and labeling of function keys Individually designable text output (e. g. as supplement to the process output for the administrator) and parameter entrySCHMIDT ® PRC DataB ase is an optional software for the modular control system SCHMIDT ®PressControl 5000 or SCHMIDT ® PressControl 600. The database software is used for storing and analyzing the data of the control system - process specifications and process results - particularly under quality assurance aspects.SCHMIDT ® PRC DataB ase differentiates between productive and archive database and is equipped with a data export func-tion. The target systems which are relevant for the data export, e.g. quality management programs for Statistical Process Control or Excel, will be operated via data interface. The exported data will be stored in a format which is compatible with the target application. The choices are the CSV format as well as the Q-DAS format including certification. Then the file will be read and processed by the target application. The automated data ex-port happens time-controlled, periodically. The procedure of this periodical action will be done under control of the Windows task schedule.SCHMIDT ® PRC DataB ase is interesting for customers which have to archive the production data for several years, e.g. for safety relevant parts. Furthermore it can be used to demonstrate the process capability. The data evaluation is done by customer’s existing quality management systems. The software can be used for single workstations as well as for multiple workstations, i. e. the front end can be installed and used on several Windows computers. The service will be installed only on one computer. An easy-to-use professional product for data analysis and quality assurance is available for the users now.DocumentationAnalysisQuality assuranceTraceabilityData export in CSV formatQ-DAS interface with certificationDatabase Software SCHMIDT® PRC DataBase For PressControl 600 and 5000Assembled parts are subject to certain manufacturing tolerances.Altitude deviations of the parts result in an offset of the curves in the curve window. The curves of the parts with higher tolerance deviations may then be situated outside of the defined tolerance limits and are classified as “failed” part.Using the function “Offset of tolerance data”, the altitude tole-rances of parts can be taken into account. The defined tolerance windows and stroke tolerances are offset by the distance of a reference position. After that, the pass / fail evaluation is carried out.SCHMIDT ®Interface Software / HardwareThe communication with co-ordinated control system is realizedvia a standardized interface program with SCHMIDT ®Press-Control .A ll relevant system states as well as “failed” productions are transferred from one control to another via a simple signal trans-fer. The production data stored in datasets are recallable via the SPS program. If e. g. tools are equipped with an explicit identifi -cation code, the production data automatically adapt themselves to the specific process.All standard physical interfaces, such as I / O interface CANopen EtherNet PROFIBUSPROFINET (via CA Nopen / PROFINET-Gateway) EtherCA T (via CA Nopen / EtherCA T-Gateway) USBcan be used for signal transfer with the automation environment.SCHMIDT ®MoveTolPatented Offset of Tolerance, Data Software for PressControl 600 and 5000Offset of Tolerance Data in Relation to freely selectable Reference。
压力机工作原理

压力机工作原理压力机是一种常见的机械设备,用于对材料施加压力,以实现加工、成型、压制等工艺。
它广泛应用于金属加工、塑料加工、橡胶加工等领域。
了解压力机的工作原理对于正确使用和维护压力机至关重要。
一、压力机的组成部份1. 机架:压力机的主体结构,承载和支撑其他各部份。
2. 滑块:压力机的活动部份,用于施加压力。
3. 传动系统:将机电的旋转运动转换为滑块的上下运动。
4. 控制系统:用于控制压力机的启动、住手和运行过程中的各项参数。
5. 工作台:用于放置和固定待加工的材料。
二、压力机的工作原理压力机的工作原理基于帕斯卡定律,即在一个封闭的液体容器中,施加在液体上的压力会均匀传递到容器的各个部份。
压力机利用液体传递压力的特性来实现对材料的加工。
1. 压力机的启动当压力机启动时,机电通过传动系统带动滑块向下运动。
在滑块下行的过程中,液压系统中的液体被抽入液压缸中,使得液压缸的有效工作面积增大,从而产生更大的压力。
2. 压力机的加工过程滑块下行到达所需位置后,根据加工要求,通过控制系统调整液压缸的压力大小和持续时间。
液压缸的压力通过液体传递到滑块上,施加在待加工材料上。
3. 压力机的住手当加工完成后,通过控制系统住手机电的运行,滑块住手下行。
此时,液压缸的压力逐渐释放,滑块上的压力也随之减小。
待加工材料可以被取出,完成整个加工过程。
三、压力机的应用领域1. 金属加工:压力机可用于冲压、铆接、压铸、剪切等金属加工工艺,广泛应用于汽车、电子、家电等行业。
2. 塑料加工:压力机可用于注塑成型、挤出成型、压延成型等塑料加工工艺,广泛应用于塑料制品生产。
3. 橡胶加工:压力机可用于橡胶制品的压制、硫化等工艺,广泛应用于橡胶制品格业。
四、压力机的安全注意事项1. 操作人员应接受专业培训,了解压力机的工作原理和操作规程。
2. 在操作压力机前,应检查各部件的运行状态和安全装置的有效性。
3. 在操作过程中,应注意材料的固定和位置,确保材料不会挪移或者脱落。
压力机的分类及结构
本文摘自再生资源回收-变宝网()压力机的分类及结构变宝网10月25日讯压力机是一种统称,它包含了冲床、液压机,具有用途广泛、生产效率高的特点,它通过对金属坯件施加强大的压力使金属发生塑性变形和断裂来加工成零件。
所以下面就带大家详细的了解一下压力机。
一、压力机的分类气动压力机气动压力机是由气液增压缸+工作台+控制逻辑阀组成的压力机!采用气动和液压进行出力!3KG——7KG的气源可达到1吨到100吨的高压出力!螺旋压力机螺旋压力机用螺杆、螺母作为传动机构,并靠螺旋传动将飞轮的正反向回转运动转变为滑块的上下往复运动的锻压机械。
工作时,电动机使飞轮加速旋转以储蓄能量,同时通过螺杆、螺母推动滑块向下运动。
当滑块接触工件时,飞轮被迫减速至完全停止,储存的旋转动能转变为冲击能,通过滑块打击工件,使之变形。
打击结束后,电动机使飞轮反转,带动滑块上升,回到原始位置。
螺旋压力机的规格用公称工作力来表示。
曲柄压力机曲柄压力机是一种最常用的冷冲压设备,用作冷冲压模具的工作平台。
其结构简单,使用方便。
按床身结构形式的不同,曲柄压力机可分为开式曲柄压力机或闭式曲柄压力机;按驱动连杆数的不同可分为单点压力机或多点压力机;按滑块数是一个还是两个可分为单动压力机或双动压力机。
多工位压力机多工位压力机是先进的压力机设备,是多台压机的集成,一般由线头单元、送料机构、压力机和线尾部分组成。
最快节拍可达40次/分以上、可满足高速自动化生产。
线头单元可分为拆垛单元、磁性皮带及清洗、涂油设备等;送料机构一般由送料双臂组成;压机一般分为多滑块和单滑块,根据不同需求进行选择,线尾部分一般由输送皮带构成。
二、压力机的机械原理压力机由电机经过传动机构带动工作机构,对工件施加工艺力。
传动机构为皮带传动、齿轮传动的减速机构;工作机构分螺旋机构、曲柄连杆机构和液压缸。
压力机分螺旋压力机、曲柄压力机和液压机三大类。
曲柄压力机又称为机械压力机。
螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动。
Big-O-Matic 90130型号气动压力机说明书

Instruction manualVersion 17.01Pneumatic press Big-O-Matic901301. Introduction1.1 Contents1. Introduction021.1Contents021.2Illustration of the heat press031.3Technical data041.4Safety arrangements of the heat press041.5Safety arrangements at the workspace042. Initiation052.1Tips for transport052.2Connection of the press to compressed air052.3Power supply052.4Initiation of the heat press063. Working with the heat press073.1Programming of electronic devices073.2Error reports093.3Application range and sample adjustments of the heat press093.4Pressure settings094. Maintenance104.1Daily Maintenance104.2Activation the main fuse104.3Electronic replacement instruction114.4Thermal fuse replacement instruction114.5Temperature sensor replacement instruction124.6Troubleshooting134.7Connection diagram144.8Controlling of the pneumatics154.9Warranty terms and conditions164.10Testing Report164.11EC-Conformance-Declaration161.2 Illustration of the heat press1.Base plate2.Felt3.Control desk4.Heating plate5.Handle6.Main switch7.Lower of the heat press8.Pressure adjustment 9.Manometer10.Emergency button11.Switch START/STOP12.LED control – Heating plate ON13.Electronic device14.Display1.3 Technical dataBig-O-Matic 90130Dimensions of the press135 x 142 x 136 cmWorking area90 x 130 cmWeigh620 kgOperating voltage400 VACRated power9 kWAir requirement per cycle68 lPressure output at 6 bar ca. 5040 kgMax. pressure 6 barWarm+up time30 minTemperature range0 – 220° CTime setting 1 sec. – 19 min. 59 sec.Main fuse B251.4 Safety arrangements of the heat pressThe Big-O-Matic is equipped with different safety arrangements, to make a safe usage possible.Main fuse B25The main fuse B25 is located in the lower of the heat press. In case of an overcharge, the main fuse prevents the heat pressfrom getting damaged.Once the fuse was activated, it has to be replaced. The instruction for activation the main fuse can be found in chapter 4.2.Thermal fuseThe thermal fuse is located directly on the heating plate and it stops the power supply if the temperature exceeds 260°C. If this fuse is activated, the temperature drops to 90°C. After that the power supply gets activated again and the temperature of the heating plate rises and you can continue working with the press. Certainly you need to install a new thermal fuse within the next days. The instruction for the replacement of the thermal fuse can be found in chapter 4.4.Safety valveThe safety valve 6.0 bar is located at the pressure pipe in the press. If the pressure exceeds 6.0 bar, the valve will be activated automatically.Emergency buttonIn dangerous situations you may just push the red button at the front of the press. The press will open automatically. To resume your work pull the button to you.1.5 Safety arrangements at the workspaceSet-up and installation of the heat pressThe set-up and installation of the press has to be done under supervision of an authorized person. The installation has to be done by 2 or more persons following the instructions of this manual.Testing the heat pressAfter a correct installation of the press it is important to ensure that the press works properly, isn't damaged and has no safety defects. The testing can only be done by the employer or other authorized persons and is mandatory to guarantee correct installation and safe usage of the press. The testing should be protocoled.If any irregularities regarding functionality or safety are found during the testing, these have to been noted and reported to Walter Schulze GmbH in written form within 7 days. Until clarification the press can not be used.Information and EducationAccording to § 81 industrial relations law and § 14 employment protection law the employer has to make arrangements to give all information about the function and the range of application to the user.In particular the user needs to be acquainted with the complete manual and be explicitly informed of the dangers of working with the press.The details have to be explained in a coherent form and language.Safety distance and ventilationThe press has to be installed at a place which gives enough space on both sides to put the material on.The space in front of the press has to be wide enough to let nothing disturb the user at work.Using the press with certain materials may create a strong smell. That’s why the user should evaluate the need for a ventilation system at the workplace.Safety instruction•The press should only be used by trained personal after notice of this manual.•Only one person is allowed to work on the press at a time.•Beware of heating plate – risk of burns.•Attention, the press opens automatically – keep the safety clearance.•The plug has to be pulled out of the power outlet while maintenance.•The safety frame has always to be connected.•Caution: please do not connect this press to any other outlet (socket) than those equipped with ground-fault protection ELCB (e arth l eakage c ircuit breaker).2. Initiation2.1 Tips for transportThe Big-O-Matic is covered in protective foil and in wooden box for transport and fixed onto the pallet. Right after the receiving you should check if the packing and the press are in good condition. Later on, if you have to send the press somewhere, we ask you to fix the press in the same way on the pallet. The press has to be cold for the transport.2.2 Connection of the press to compressed airThe Big-O-Matic is a pneumatic press, which has to be connected to compressed air (photo 2). The maximum pressure inside the press must not exceed 6 bar. The air has to be dry and clear of oil. If required you may employ additional filter and drier. The port for the compressed air at the press is equipped with a quick connect.After working with the press disconnect the compressed air. So the container with the condensed water will empty automatically. If you compressed air system isn't equipped with an air drier, you need to check the container every 4 hour and empty it. Therefore press the knob A (photo 1) upwards.To remove the container, disconnect the compressed air first. Push the container up and turn it to the left, now you may remove it. If there is oil in the container you need to switch off the press at once and repair the compressor. Oil in the system may be damage the press.2.3 Power supplyThe Big-O-Matic has to be connected to a voltage of 400VAC. The press is equipped with a plug. Make sure that the power outlet is in proper condition and that the grounding is connected to the power outlet.THE Big-O-Matic MAY ONLY BE CONNECTED TO AN EARTHED SOCKET. ONLY SOCKETS WITH BOLT ARE ACCEPTABLE.In case of doubt ask your a licensed electrician to check the wiring. In case of uninteded connection of the Big-O-Matic to an unearthed socket (one that is not earthed or where the earthing does not work properly) is and hazardous to health and dangerous for the ironing set. Damage due to improper plugging invalidates the guarantee.Caution: please do not connect this press to any other outlet (socket) than those equipped with ground-fault protection ELCB (e arth l eakage c ircuit breaker).2.4 Initiation of the heat pressThe press should only be used by trained personal after notice of this manual. Before the initial start up make sure that the power outlet is in the right condition and that the grounding is connected to the power outlet.The press can be turned on with the big dip-switch (photo 1). The display will now show the current temperature of the heating plate. While powering up the press, the movable part has to be in the lower position, which means that the press has to be open. The press also has to be open while heating up. Connect the compressed air. Start the press with both green buttons START (photo 2). If the press does not reacts, please remove the compressed air connection.After finishing the work with the press the dip-switch has to be turned off and the plug has to be pulled out.3. Working with the heat press3.1 Programming the electronic devices3.2 Error reportsThe electronic devices of the Big-O-Matic control the main functions of the press.Here is a list of possible messages:ERR.1 – No connection of the electronic devices to the temperature sensor. (Temperature sensor defect/ cable not connected)ERR.2 – Connection of electronic devices and temperature sensor bypassed. (Temperature sensor defect/)ERR.3 – Resistor of temperature sensor too low. The temperature range of the electronic devices is deceeded.ERR.4 – Resistor of temperature sensor too high. The temperature range of the electronic devices exceeded.ERR.5 – No temperature rise within 3 minutes even if heating element is switched on. (Temperature fuse is defect)ERR.6 – No reduction of the temperature within 3 minutes even if heating element is turned off. (Power relay CRYDOM is defect) ERR.7 – Temperature too high, over 230°C (Power relay CRYDOM is defect)ERR.3 and ERR.4 can occur if the electronic devices are not programmed properly.3.3 Application range and sample adjustments of the pressThis press is used to put transfers and transfer films on textiles. To get good achievements, get in contact with the producer of the textiles. Here are some settings:Film Flex150°C – 160°C Time 15 SecondsFilm Flex S155°C – 160°C Time 15 SecondsFilm A-Flex155°C – 160°C Time 15 SecondsFilm Flock160°C – 180°C Time 15 SecondsSublimation Film190°C – 205°C Time 50 SecondsAll information is supplied without liability, please run your own testing before production.3.4 Pressure settingsWith this press you can change the pressure setting .After every change of the pressure settings, close the heat press to check the new settings.Damages, which arise from to much pressure, are excluded from the guarantee.To adjust the pressure do the following:1.Take the pressure reading. (photo 1)2.To alter the pressure pull the knob to you. (photo 2)◦Rotating the knob to the right will increase the pressure (photo 2)◦Rotating the knob to the left will decrease the pressure (photo 2)3.To retain the setting push the knob to the press again.4.Test the pressure (photo 3)The pressure reading you may take at the top on the right.1,0 bar - ca. 830 kg2,0 bar - ca. 1720 kg3.0 bar - ca. 2550 kg4.0 bar - ca. 3380 kg5,0 bar - ca. 4210 kg6.0 bar - ca. 5040 kgIf you alter the pressure to a setting higher than 6 bar, a safety valve will be activated. In this case you have to reduce the pressure.4. Maintenance4.1 Daily MaintenanceThe working surface of the heating plate and the base plate have to be clean. The heating plate can be cleaned with a clean, dry cloth.Avoid contact with the heating plate – risk of burns.The silicon gum can be cleaned with a soft cloth. You can use mild household detergent. Avoid scrub sponges, solvents or fuel.Should the press be used continuously over several days, you have to repeatedly in one day push the black button right under the air connection to release the water, which accumulated there (photo 1). You also can remove the container and empty it. Therefor push the container up and turn it left (photo 2-3). If needed you can disassemble the filter and clean it (photo 4-5).If there is oil in the container you need to switch off the press at once and repair the compressor. Oil in the system may be damage the press.4.2 Main fuse activationIf the heat press does not work after switching on, check the main fuse of the press.Main fuse activation must be made by authorised personnel after reporting the failure to the press supplier.The main fuse B25 is located in the lower of the press.To activate the main fuse, turn the press off, pull the plug out of the socket and wait for the machine to cool. Open the underpart door (photo 1). Turn the fuse by pushing the lever (photo 2).4.3 Electronic replacement instructionInside the control desk of the press there are electronic devices, which control the temperature and time of the press.Electronic devices replacement must be made by authorised personnel after reporting the failure to the press supplier.To exchange the electronic devices, turn the press off, pull the plug out of the socket and wait for the machine to cool.Loosen the screws in the control desk of the press and remove the cover (photo 1-2). Loosen the blockade of the electronic devices (photo 3-5). Pull out the green plug (photo 6) and remove the electronic devices (photo 7). Connect the new electronic devices and fix them into the press . Then reassemble the press again.4.4 Thermal fuse replacement instructionThermal fuse replacement must be made by authorised personnel after reporting the failure to the press supplier.For the replacement of the thermal fuse,turn the press off, pull the plug out of the socket and wait for the machine to cool. . Loosen the screws in the control of the press and remove the cover (photos 1-2). Control desk placed in the press (photos 3-4). Loosen the screws in the upper part of the press and remove the cover (photos 5-10).Loosen the screws in the cover of the thermal fuse and remove this cover (photos 11-13). Remove the heat isolation (photos 14-15). Then remove the thermal fuse and connect a new one (photo 16).Tighten it on the heating plate, put in the heat isolation and tighten the cap again.4.5 Temperature sensor replacement instructionTemperature sensor replacement must be made by authorised personnel after reporting the failure to the press supplier.For the replacement of the temperature sensor, turn the press off, pull the plug out of the socket and wait for the machine to cool. .1.Remove the cover of the heat plate and take out thermo-isolation by proceeding as shown in chapter 4.42.On the heat plate placed nine temperature sensors (photo 1).3.Remove the cable with a nipper.4.Pull off the cable isolation.5.Connect the cables to the new temperature sensor. (photos 2-3)Mind the polarity (blue to blue and red to red).6.Tighten the temperature sensor, lay the cables on the heat isolation and tighten the cap.4.7 Connection diagram4.8 Controlling of the pneumatics4.9 Warranty terms and conditionsSchulze Heat-presses are covered by a 24 months warranty. This warranty includes the whole construction of the machine, mechanical parts, electronics and casing. Parts that wear and tear such as fuses, silicone rubber and protective covers are excluded from the warranty.4.10 Testing Reportfinal check of the heat press:o- base, painto- greasing of the waveso- heating plate and base plate, silicon, Teflono- electronic connection, safety wire, power cable o- electronic, max. temperature 220°C o- check of all functionso- working time at 180°C . . . . . . . hourso- temperature tolerance at 180°C . . . . . . -/ . . . . . .+°C o- working time at 220°C . . . . . . . .hourso- test with a transfer filmo- caution labelsSerial number . . . . . . . . . . . . . . . . . . Date . . . . . . . . . . . . . . . . . . . . Signature . . . . . . . . . . . . . . . . . . . . . . . . . . .4.11 EC-Conformance-Declaration after EC- guideline for machines 2006/42/ ECThe Walter Schulze GmbHHaberstraße 15 - 1912057 Berlinas European representative of the manufacturer company ROMANIK hereby declares that the following machine: Type………………………………………….Name………………………………………..Serial number……………………………….is compliant with the specifications of the following EC directives:Machinery (2006/42/EC)Low Voltage (2014/35/EC)EMC (2014/30/EU)used norms and technical specifications:PN-EN ISO 12100:2012PN-EN 60204-1:2010PN-EN 61000-6-1:2008PN-EN 61000-6-3:2008/A1:2012PN-EN 60335-1:2012Applied quality system: testing report / 2016Noise: The machine generates noise less than 70 db ABerlin , . . . . . . ._____________________________Peter MeidingerPresidentAll SCHULZE heat presses are exempt from the waste disposal law under reg. no. DE 231060054.The manufacturer reserves the right to make constructional and technological changes.Manufacturer ROMANIK, ul. Przemysłowa 10, 84-240 Reda, www.romanik.plDistributor: Walter Schulze GmbH Haberstraße 15-19, 12057 Berlin, 。
SCHMIDT说明书
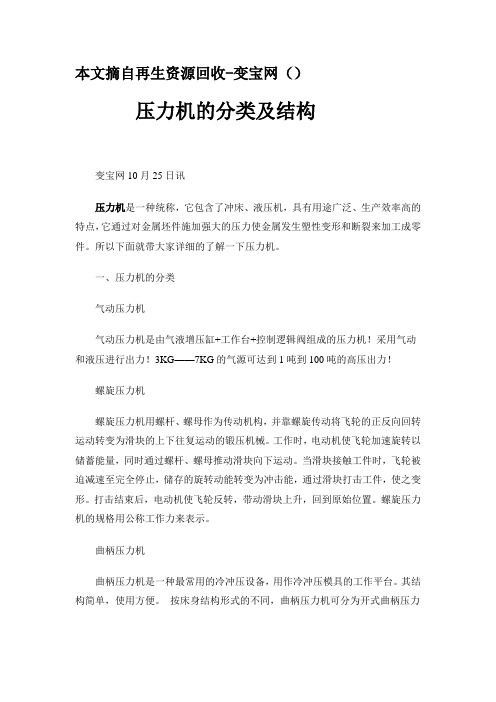
液压缸结构图1:结构1 液压缸 5 重力调节2 压力头 6 框架3 滑枕7 H框架4 固定盘图2 :功能原理1 气源接口 5 工作活塞2 气源接口 6 气源接口3 进给活塞7 冲头4 气源接口8 传动活塞快速进气冲程在快速进气冲程中,气源接口依靠压缩空气进行增压。
气源接口(1)和(6)是泄压端口。
工作活塞(5)和进给活塞(3)依靠很低的压力移动,直到冲头(7)遇到阻力为止。
动力冲程当冲头(7)遇到阻力时,一个阀将压缩空气从接口(2)转换到转换到接口(1),传动活塞(6)向下移动。
这样做,可以将液压接口从进给活塞(3)和工作活塞(5)之间分开。
冲头(7)随着压力增大而向下运动。
反冲程在反冲程中,接口(1)和(4)处于泄压状态,接口(2)和(6)在压缩空气的作用下进行增压。
工作活塞(5)和传动活塞(6)同时往回运动。
当工作活塞和进给活塞中间的液压接口重新打开后,进给活塞在油压运动回到原点的压力作用下而增压。
2.2 气动块(可调节性的)单通道控制块结构图3 单通道气动控制块(示例)1 开关阀(K1) 5 压力表2 压力开关(B2) 6 压缩气源接口(1)3 电磁阀(K2)7 过滤减压阀(FDM)4 消音器功能单通道气动控制块通过压缩气源接口(1)接到压缩气源上。
过滤减压阀(FDM)是用来脱水、清洁压缩空气(过滤孔径40μm),以及预选一个启动压力,大约3~6 bar。
如果想要进一步降低压力,可以选择一个输出力预选器(大约可调至1 bar)。
开关阀(K1)通过连接控制单元来控制开关。
压力开关(B2)是用来监控主要压力。
当主要压力降低至一个固定值时,控制单元就会关闭。
电磁阀(K2)是用来激励工作冲程和反冲程的。
其他的启动控制元件可以从封闭式气动平面图中看出来,例如一些特定的重型工具中,其冲头在原点位置上用来设置冲程速度的单相流量控制阀或用来止逆的辅助/导频控制单向阀。
双通道安全模块结构图4 双通道气动控制块(示例)1 开关阀8 顺序阀2 输出力预选器9 消音器3 原点开关(B5)10 压力开关(B2)4 原点开关(B6)11 压缩气体端口5 电磁阀(K2)12 压力表6 电磁阀(K3)13 过滤减压阀(FDM)7 封板功能单通道气动控制块通过压缩气源接口(1)接到压缩气源上。
气动压力机的特点和原理
本文摘自再生资源回收-变宝网()气动压力机的特点和原理变宝网10月25日讯气动压力机易于操作和维修,并且能很大程度的降低企业制造成本,极大的提高生产效率,因此在各大企业中及受欢迎。
下面小编简单介绍一下气动压力机设备原理特点1.以压缩空气作为动力源,高效率且容易操作,结构简单,极少维修。
2.没有油压系统待机时所产生之噪音,可节省电力消耗降低生产成本。
3.可根据不同的产品或模具,任意调整高度、速度、行程、压力和冲压时间。
4.配有抗转动的导向棒、导向板,精度高,能适应高速精密冲裁。
5.可选用双手控制或脚踏方式。
确保操作人员的人身安全。
6.采用微电脑控制系统,模式可选择手动、半自动、全自动方式。
可增加加热模具、温度控制及压力传感器。
结构简单,采用气动技术,实现一台空压机可以同时供多台气动冲孔机工作,较电动冲床更加节能。
减少电耗损。
操作简单,安全性较高,采用脚踏开关来控制电磁阀,结构简单,故障率低,提高生产效率。
技术领域适应电子、仪器、仪表、照相机、首饰、小五金及服装、鞋帽业;可对薄板、条料、卷材进行剪切、冲孔、落料、成型、弯曲、铆合等工序;适合有色金属、塑料件等的加工。
作用原理利用压缩机产生的高压气体,通过管道将压缩气体输送至电磁阀,通过脚踏开关来控制电磁阀的动作来控制气缸的工作和返回,从而达到冲孔的目的。
压缩空气可以存储在储气罐中,随时取用,因而电动机没有空转的能源浪费。
利用气缸作工作部件、利用电磁阀作为控制元件,使本机结构更加简单,故障率低、安全性高、维修简单、维修成本更低、生产效率高。
利用220V电源来实现对电磁阀的控制,操作简单方便。
更多气动压力机资讯关注变宝网查阅。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;变宝网官网网址:/newsDetail352217.html网上找客户,就上变宝网!免费会员注册,免费发布需求,让属于你的客户主动找你!。
民祥气动压力机说明书

民祥气动压力机说明书1. 引言本说明书旨在介绍民祥气动压力机的基本原理、结构和操作方法,以帮助用户正确使用和维护该设备。
请在使用前仔细阅读本说明书,并按照指导进行操作。
2. 设备概述民祥气动压力机是一种用于加工金属材料的机械设备,通过气动系统提供压力,并利用其它辅助部件完成加工过程。
本设备具有以下特点: - 结构紧凑、占地面积小; - 操作简单、安全可靠; - 可调节的加工压力范围; - 适用于多种金属材料的加工。
3. 结构与工作原理3.1 结构民祥气动压力机主要由以下部分组成: - 气缸:负责产生加工所需的压力; - 滑块:连接到气缸活塞上,通过滑块与模具进行接触并施加压力; - 模具:根据加工需求设计,用于对金属材料进行变形或切割等操作; - 控制系统:包括控制按钮、传感器等,用于控制压力机的运行。
3.2 工作原理1.气动系统工作原理:当用户对控制按钮进行操作时,气动系统将通过控制阀控制气缸内的压缩空气流入或排出,从而产生所需的压力。
2.加工过程:用户根据加工需求安装相应模具,并将待加工的金属材料放置在模具上。
通过操作按钮,启动气缸活塞运动,滑块施加压力到模具上,完成加工过程。
4. 操作方法4.1 准备工作1.确保设备连接稳固、电源接通,并检查相关安全装置是否正常。
2.根据加工要求选择合适的模具,并进行安装和调整。
4.2 操作步骤1.将待加工的金属材料放置在模具上,并确保其位置正确。
2.按下启动按钮,启动气缸活塞运动。
此时滑块会施加压力到模具上。
3.观察加工过程中金属材料的变形情况,根据需要调整压力大小。
4.加工完成后,松开按钮停止气缸活塞的运动。
5. 注意事项1.在操作过程中,严禁将手指或其他部位放置在滑块和模具之间,以防止意外伤害。
2.加工过程中,应密切观察金属材料的变形情况,避免超过其承受范围。
3.定期对设备进行维护保养,确保其正常运行。
6. 故障排除故障现象可能原因解决方法设备无法启动1. 电源故障;2. 气缸压力不足;3. 控制系统故障1. 检查电源连接;2. 检查气缸压力设置;3. 检查控制系统加工效果不理想1. 模具安装不稳定;2. 压力调节不准确1. 确保模具安装正确牢固;2. 调整压力控制阀7. 维护与保养1.定期清洁设备表面,并检查各部件是否有损坏或松动现象。
气动压力机的结构
气动压力机的结构一、引言气动压力机是一种常用的工业设备,主要用于冷压成型、热压成型、塑性加工等领域。
其结构复杂,包括多个部分,如压力机架、液压系统、电气控制系统等。
本文将详细介绍气动压力机的结构。
二、压力机架1. 压力机架的功能压力机架是气动压力机的主体部分,其功能是支撑和固定冲头和模具,同时承受加工过程中产生的各种载荷和反作用力。
2. 压力机架的组成(1)上横梁:支撑和固定上模板;(2)下床板:支撑和固定下模板;(3)立柱:连接上横梁和下床板,承受加工过程中产生的各种载荷和反作用力;(4)滑块:安装在立柱上,通过导轨与立柱相连;(5)冲头:安装在滑块上,与模具配合使用。
三、液压系统1. 液压系统的功能液压系统是气动压力机的重要组成部分,其功能是提供压力、流量和控制信号,实现气动压力机的工作。
2. 液压系统的组成(1)油箱:存储液压油;(2)液压泵:将机械能转换为液压能;(3)液压阀:控制液体流动的方向、流量和压力;(4)液压缸:将液体能转换为机械能,推动滑块运动。
四、电气控制系统1. 电气控制系统的功能电气控制系统是气动压力机的重要组成部分,其功能是实现气动压力机的自动化操作和保护。
2. 电气控制系统的组成(1)主控制柜:集中管理和控制所有电器元件;(2)PLC:可编程逻辑控制器,用于编写程序实现自动化操作;(3)触摸屏:人机界面,用于操作和监视设备状态;(4)传感器:用于检测设备状态,并将信号传输给PLC。
五、安全保护装置1. 安全保护装置的功能安全保护装置是气动压力机不可或缺的一部分,其功能是确保工作过程中的安全性,防止事故发生。
2. 安全保护装置的组成(1)光幕:用于检测滑块运动和人员进入区域;(2)安全门:限制人员进入设备工作区域;(3)急停按钮:紧急停止设备运行。
六、总结气动压力机是一种重要的工业设备,其结构复杂,包括压力机架、液压系统、电气控制系统和安全保护装置等多个部分。
了解气动压力机的结构对于使用和维护设备具有重要意义。
施密特+施密特 messko zt-f2.1 变压器温度传感器 操作说明书 operating

BA2526030/03ZH-ENMESSKO® ZT-F2.1变压器温度传感器TRANSFORMER TEMPERATURE TRANSMITTER 操作说明书/ Operating Instructions目录1 安全.................................101.1 安全说明 ..............................101.2 指定应用 ..............................101.3 关于运行设备运转的重要提示.............10 2 产品规格 ..............................103 安装条件和试验........................114 表盘式温度计..........................115 组装 .................................115.1 组装 ZT-F2.1 变压器温度传感器 ............115.2安装表盘式温度计的感温包 (11)6 电气连接 ..............................126.1 连接电流互感器........................126.2 Pt100 测量电阻 .........................126.3 可选项:模拟输出端 4...20 mA ............127 设置热点梯度 .........................127.1 2 A CT 标称电流的设置 ...................12 7.2 CT 标准电流 ≠ 2 A 的设置................138 检查显示屏 ............................149 服务.................................1410 维护.................................1411 过电压保护装置 1412 技术数据 (1413)附录 (16)13.1 尺寸.................................1613.2 2 A CT 标称电流的热点梯度表 .............1713.3 更换传感器 (20)请妥善保存本手册以备将来参考!Contents1 Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .101 .1 Safety instructions . . . . . . . . . . . . . . . . . . . . . . . . .101 .2 Specified application . . . . . . . . . . . . . . . . . . . . . . . .101 .3 Important notes on equipment operation . . . . . . .10 2 Product specification . . . . . . . . . . . . . . . . . . . . . . . .103 Installation conditions and testing . . . . . . . . . . . .114 Dial-type thermometer . . . . . . . . . . . . . . . . . . . . . .115 Assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .115 .1 Assembling the ZT-F2 .1 transformer temperaturetransmitter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .115 .2Installing the temperature bulb of the dial-type . . . thermometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .116 Electrical connection . . . . . . . . . . . . . . . . . . . . . . . .126 .1 Connecting the current transformer . . . . . . . . . . .126 .2 Pt100 measuring resistor . . . . . . . . . . . . . . . . . . . .126 .3 Option: Analog output 4 . . .20 mA . . . . . . . . . . . . . .127 Setting the hot-spot gradient . . . . . . . . . . . . . . . .127 .1 Setting for 2 A CT nominal current . . . . . . . . . . . .12 7 .2 Setting for CT nominal current ≠ 2 A . . . . . . . . . .13 8Checking the display . . . . . . . . . . . . . . . . . . . . . . . .149 Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1410 Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1411 Overvoltage protection . . . . . . . . . . . . . . . . . . . . . .1412Technical data . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1413 Appendix . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1613 .1 Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1613 .2 Hot-spot gradient table for 2 A CT nominalcurrent . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1713 .3 Replacement sensor . . . . . . . . . . . . . . . . . . . . . . . .20Please keep this manual for future reference!1 安全1.1 安全说明参与本运行设备的安装、调试、运行或维护的所有人员都必须:- 具备相应的专业资格并- 严格遵守本操作说明书。
气动压力机的结构
气动压力机的结构1. 简介气动压力机是一种利用气体压力产生力的机械设备,广泛应用于金属加工、塑料制品加工、橡胶制品加工等工业领域。
其主要结构包括气缸、曲柄连杆机构、工作台等。
2. 气缸气缸是气动压力机的核心部件,主要负责转换气体能量为机械能。
气缸通常由气缸筒、活塞、活塞杆和密封件组成。
•气缸筒:气缸筒是安装在气动压力机上的空心筒状零件,承受气体压力并导向活塞运动。
•活塞:活塞是气缸中的移动部件,通常为圆柱体状,与气缸筒内壁紧密配合,使气缸内形成两个工作腔。
•活塞杆:活塞杆连接活塞和曲柄连杆机构,使活塞随气缸的运动往复移动。
•密封件:密封件起到密封气缸腔的作用,防止气体泄漏,提高气动压力机的工作效率。
3. 曲柄连杆机构曲柄连杆机构将活塞的往复运动转换为工作台的上下运动,实现了气动压力机的压力传递和加工动作。
•曲轴:曲轴是曲柄连杆机构的主要组成部分,其呈曲线状,通过曲柄使旋转运动转换为往复直线运动,推动连杆带动工作台上下运动。
•连杆:连杆起到连接曲轴和工作台的作用,其两端分别与曲轴和工作台连接,通过连杆使旋转运动转换为上下运动。
4. 工作台工作台是气动压力机的工作平台,用于夹紧和加工被压物体。
工作台通常由压头和夹具组成。
•压头:压头是位于工作台上部的移动部件,通过气缸等驱动装置实现上下运动,施加压力于被压物体。
•夹具:夹具是固定在工作台上的装置,用于固定和夹紧被压物体,确保加工过程中的稳定性和安全性。
5. 工作过程气动压力机的工作过程主要分为下降过程、压紧过程和回弹过程。
•下降过程:压头下降至与被压物体接触并施加压力的过程,这一过程中压力逐渐增大,直至达到设定压力。
•压紧过程:保持设定压力并进行加工的过程,这一过程中保持压力稳定,并通过设定的加工时间实现对被压物体的加工。
•回弹过程:压头抬起,即从被压物体上解除压力的过程,恢复到开始的位置。
6. 应用领域气动压力机广泛应用于金属加工、塑料制品加工、橡胶制品加工等工业领域,常见的应用有以下几个方面:•金属加工:气动压力机可用于金属板料的剪切、冲孔、沖壓、拉伸等加工。
气动压力机原理

气动压力机原理
气动压力机是一种利用气体压力来实现工件加工的机械设备,它通过气动系统产生的压缩空气来驱动活塞,从而实现对工件的加工。
气动压力机原理主要包括气动系统、传动系统和加工系统三个部分。
首先,气动系统是气动压力机的核心部分,它由压缩空气发生器、气动执行器和控制元件组成。
压缩空气发生器将空气压缩成高压气体,然后通过管道输送到气动执行器。
气动执行器是气动压力机的动力源,它接收高压气体并将其转化为机械能,驱动活塞进行往复运动。
控制元件则起到控制气动系统工作状态的作用,例如气压调节阀、电磁阀等。
其次,传动系统是气动压力机的连接部分,它将气动执行器产生的机械能传递给加工系统。
传动系统通常由连杆机构、曲柄轴和传动装置组成。
连杆机构将活塞的往复运动转化为旋转运动,曲柄轴则将旋转运动传递给传动装置。
传动装置可以根据加工要求选择不同的传动方式,例如齿轮传动、皮带传动等。
最后,加工系统是气动压力机的工作部分,它根据加工要求进
行设计,通常包括模具、工作台和安全装置。
模具是用来加工工件
的工具,它可以根据工件的形状和尺寸进行设计制造。
工作台则是
用来固定工件和模具的平台,它可以根据加工要求进行升降和旋转。
安全装置是用来保护操作人员和设备的,例如防护罩、急停按钮等。
总的来说,气动压力机原理是通过气动系统产生的压缩空气驱
动活塞进行往复运动,然后通过传动系统将机械能传递给加工系统,实现对工件的加工。
它具有结构简单、动作灵活、加工效率高的特点,广泛应用于金属加工、塑料加工、橡胶加工等领域。
希望本文
的介绍对大家有所帮助,谢谢阅读!。
压力机选择资料

川 一 机 速 解
力 切 蠻 决
机 机 于 载
1
润 械 重 下 I
沿 设 载 匕 ㈤
系 备 没 作 题
统 无 袼 , 的
的 , 因 主
作 例 运 此 要
川 外 幼 卞
与 地 副 力 段
单 存 大 錄
也 在 都 运 足
性 磨 是 动
: 擦 滑 副
、 新 的 润
磨 轴 摩 滑
损
承
檫
0
、发热问题。机械仆:左 少藪滚动轴承也洤岛 、 损和发热尤其严《,
4.4飞轮制动器
4+5微调机构
■飞轮制动器装在飞轮侧 卜+方, 用于压力机停止 行程后将飞轮 快速刹住。 匕轮制动时间一般 要求 在403以内
■为方便模具调整方便而设 置 的微调机构安装在高速 轴端的 横梁侧上,并在微 调外侧安装 制动器,当调 整滑块模具吋, 开动微调 电机,通过蜗轮蜗杆 带动 主传动机构,使滑块缓慢 运行。
压力机是冲压车间的主要设备,用于工件的浅拉伸、成型、弯曲、 4力机& I:作原理'横上的电动机带动着飞轮高速运转。 不冲压时,飞轮贮存着大遺的1 量。当操迮人员正确按动疔程操作 按钮,髙速运转的大飞轮经过离合器带动搞 梁内的二盔齿絡,通过 曲柄连|机构把能量传到滑块,带动滑块平稳的上下往赵 运动,完 成冲压3程.
4+2传动部件
横梁安装在立柱卜面,具有足够的强度和刚性,压力机电传动齿轮、 轴、偏心体、连杆、导杜等封闭在横梁内,在横梁顶面安装主电机支 架,横 梁后而装有飞轮支搾、飞轮、离合器、飞轮制动器、横梁前面 装有制动器、 微调机构、凸轮幵关组件。这些是压力机传动动力的屯 要祐件。
主传动前后方向布置,采用三级减速传动,第一级为1\^型多楔带传 动, 第二级为斜齿轮或人字齿轮(髙速级>传动。第三级力良叫(低速级} 传动。
压力机资料

压力机资料一、压力机原理压力机的机械原理压力机由电机经过传动机构带动工作机构,对工件施加工艺力。
传动机构为皮带传动、齿轮传动的减速机构;工作机构分螺旋机构、曲柄连杆机构和液压缸。
压力机分螺旋压力机、曲柄压力机和液压机三大类。
曲柄压力机又称为机械压力机。
螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动。
打击力与工件的变形量有关,变形大时打击力小,变形小(如冷击)时打击力大。
在这些方面,它与锻锤相似。
但它的打击力通过机架封闭,故工作平稳,振动比锻锤小得多,不需要很大的基础。
压力机的下部都装有锻件顶出装置。
螺旋压力机兼有模锻锤、机械压力机等多种锻压机械的作用,万能性强,可用于模锻、冲裁、拉深等工艺。
此外,螺旋压力机结构简单,制造容易,所以应用广泛。
数控冲床压力机工作原理控冲床压力机的设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型),经由这个机构将圆周运动转换成滑块的直线运动。
数控冲床压力机对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由数控冲床机械本体所吸收。
曲柄压力机的工作原理以J31-315型开式压力机为例,其工作原理见下图。
电动机1带动皮带传动系统2,3,将动力传到小齿轮6,通过6和7,8和9两级齿轮减速传到曲柄连杆机构,大齿轮7同时又腾飞轮作用。
最本级齿轮9制成偏心齿轮结构,它的偏心轮部分就是曲柄,曲柄可以在芯轴10上旋转。
连杆12一端连到曲轴偏心轮;另一端与滑块铰接,当偏心齿轮9在与小齿轮8啮合转动时,连杆摆动,将曲轴的旋转运动转变为滑块的往复直线运动。
schmidt施密特张力计
schmidt施密特张力计schmidt施密特张力计的概述:施密特张力计是测量丝网受到拉力作用时其内部与固定丝网接触体之间的相互牵引力大小的仪器、厘米张力仪就是用相对数值表示张力的一种,是通过张力仪自身重量使丝网下沉的深度的数值(毫米)来计算,张力数值可从指示盘上直接得到,或者从控制盘上间接得到。
施密特张力仪有手工操作和机械操作两种。
张力仪是检验丝网印版质量的重要的检测仪器有机械式和电子式两种,测量张力的单位用牛顿/厘米表示。
schmidt施密特张力仪的性能特点:1 测量原理是基于精确测量电缆偏差,这种偏差是由于两个U型槽内滑块滑动过程中产生的力造成的2 电缆的张力值是由于测量偏差的精密表盘式指示器标出读数3 测量结果是依据线径(mm)和相对应的(daN)换算表得出的施密特张力仪技术参数:1、张力范围:20-200cN;2、测量头宽度:65mm;3、可选附件:选项A空气阻尼MK,MK-100和更高量程4、选项D张力探测的螺丝触发器一旦达到最大或最小的张力值,将触发报警信号5、标定:按施密特工厂生产程序;6、精度:±1%的满刻度(FS)或±1个刻度盘最小刻度;7、刻度盘直径:54mm;8、温度范围:10-45℃;9、空气湿度:最大相对湿度85%;10、外壳材质:模铸铝制;11、外壳尺寸:78*62*27mm(长*宽*高)12、净重(毛重):约300g(400g)schmidt张力计|ZF2-100张力计的特点:1.质量轻:ZF2系列张力计净重只有200克,毛重(含包装箱)只有600克,方便测量都随身携带,使用方便。
2.ZF2系列张力计采用直径54mm的大表盘指针刻度显示张力计,清晰明了。
3.ZF2张力计导向架和子位移机械结构使测试材料简单易行 schmidt张力计|ZF2-100张力计的标准功能:1.导向轮,被测线材,测量结果一目了然,简易直观,使用方便2.装有滚珠轴承,开有V形槽的导向轮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The application determines the selection of the press system. Consideration is given to the flexible design of the assembly location taking into account the ergonomic and safety aspects. These characteristics are achieved by means of a finely adjusted, modular type product range. The efficiency and increased process reliability of these press systems have been proven many thousands of times, in single applications, semi-automated assembly systems and have been integrated into automated production lines.
3 Pneumatic Control Package Two-channel pneumatic package (as shown) is based on a modular valve block, designed to operate with filtered, non lubricated air, supply pressure range of 3 – 6 bar.
24 | SCHMIDT ® Presses
From 1,6 kN to 12,5 kN
Press Type
Working stroke
Nominal force at 6 bar Throat depth
Throat depth frame
Additional fixture mounting plate suitable for throat depth frame Ram bore Ram diameter Working height Frame No. 3 Frame No. 2 Frame No. 2-600 Frame No. 2-1000 Weight Flange model Cylinder Flange Width across flats Centering shoulder
3
The stroke can be limited by setting the Stroke Limit Block 8 to an approximate, desired position. The gap between Stroke Limit Block and Stroke Fine Adjustment 9 now determines the maximum stroke that the ram can travel. In order to fine-tune this stroke, the Fine Adjustment Nut 9 can be adjusted.
Simply the best! | 21
SCHMIDT ® PneumaticPress
Example of a System Design with a Direct Acting Press
1 3
1 Cylinder Unit Maintenance-free specially developed for the assembly tech nology; with flow control for speed regulation of the down stroke.
7
All direct acting presses have a built-in permanent magnet 10 .
This magnet facilitates sensing of the ram position via tie rod
mounted sensors.
4
Features Optimally adapted to individual requirements due to its modular design Process optimization by means of adjustable parameters (stroke, force, speed) Easy adaptation to different tool and part heights because of simplistic stroke and height adjustment Additional safety measures when using heavy tools due to the optional device for retention of ram in home position Optional end position request via cylinder switch as signal transmitter for peripheral processes Low noise level (< 75 dBA) Double-acting, wear-resistant cylinders with low air consumption for the return stroke High flexibility due to short changeover time Long service life and high precision due to wear-resistant Teflon coated bushings at top & bottom of cylinder Precision ground ram Precision double ram guides
in both remaining cylinder chambers via the breather vents 3
and 4 . The ram with the three pistons moves upward.
6
This construction has the same effect as a parallel connection of three cylinders. Thus, a powerful working stroke is achieved with a compact design as well as an economic use due to the low air consumption in the return stroke.
2 Press Head Unit The working height can be rapidly & accurately adjusted due to the height adjustment’s ease of use. Can be used without the frame as processing station in automated installations.
87 20
72 58 43 29 14 0
0 224
23
24
25
Working area with standard control block
with force output preselector
670
1,120
1,560
2,010
2,460
2,900
3,350
Pushing force (lbs.)
With the addition of the SCHMIDT ® PressControl 70 or 600 and the optional process monitoring, these presses become EC type-approved, CE-conformed workstations. Therefore these press systems can be used in either single cycle mode or automatic mode.
SCHMIDT ® PneumaticPress
Principle of Operation
Functional Description considering the Example of a 3-chamber Pneumatic Cylinder
In working stroke, three pistons 7 connected by the piston rod 6 are pressurized with compressed air via the air connection 1 and move downward. The air below the pistons exhausts from the cylinder chambers via the depressurized connection 2 and the breather vents 3 and 4 . The ram 5 extends up to the maximum working stroke.
2 5
Simply the best! | 23
SCHMIDT ® PneumaticPress
Direct Acting with constant Force over the entire Stroke
Features Round anti-rotational ram Adjustable ram position in BDC by means of precision lower stop (1 division line = 0.05 mm) on scale T-slot with locking set screw in fixture mounting plate