电线电缆挤出机工装模具台账
模具台帐记录表

模具
57
12*1.4
64
江苏通达
12.20
仓库
模具
58
12*1.8
58
江苏通达
12.20
仓库
模具
59
12*1.8
29
江苏通达
12.20
仓库
模具
60
12*1.8
31
江苏通达
12.20
仓库
模具
61
20*2.08
56
江苏通达
12.20
仓库
模具台帐明细登记簿
Y G/JL-SC-008编号:
产品名称
序号
模具编号
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
产品名称
序号
模具编号
模具型号
制造厂家
入库时间
存放地点
备注
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
仓库
模具
江苏通达
模具台帐记录表
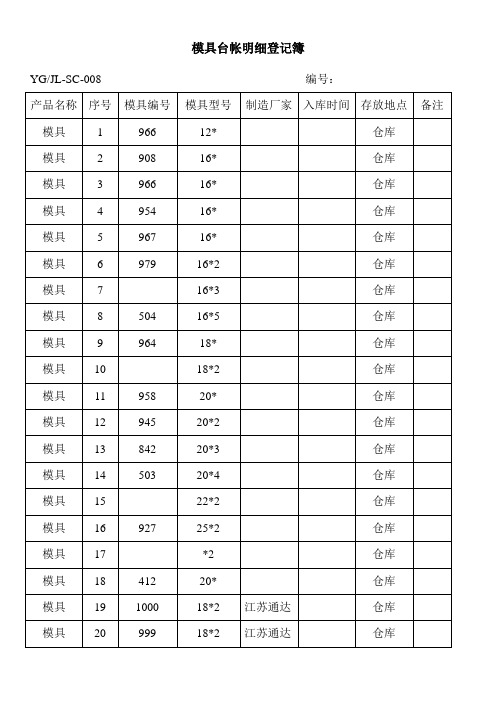
模具台帐明细登记簿YG/JL-SC-008 编号:产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具 1 966 12*1.8 仓库模具 2 908 16*1.2 仓库模具 3 966 16*1.4 仓库模具 4 954 16*1.5 仓库模具 5 967 16*1.8 仓库模具 6 979 16*2 仓库模具7 16*3 仓库模具8 504 16*5 仓库模具9 964 18*1.8 仓库模具10 18*2 仓库模具11 958 20*1.5 仓库模具12 945 20*2 仓库模具13 842 20*3 仓库模具14 503 20*4 仓库模具15 22*2 仓库模具16 927 25*2 仓库模具17 25.4*2 仓库模具18 412 20*1.8 仓库模具19 1000 18*2 江苏通达11.13 仓库模具台帐明细登记簿YG/JL-SC-008 编号:产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具21 2 18*2 江苏通达11.13 仓库模具22 996 18*2 江苏通达11.13 仓库模具23 3 18*2 江苏通达11.13 仓库模具24 16 16*2 江苏通达11.21 仓库卧机模具25 16*2 江苏通达11.21 卧机模具26 8 18*2 江苏通达11.21 仓库模具27 12 18*2 江苏通达11.21 仓库模具28 1 20*2 江苏通达11.27 仓库模具29 4 20*2 江苏通达11.27 仓库模具30 998 16*3 江苏通达11.27 仓库模具31 997 16*1.5 江苏通达11.27 仓库模具32 995(955) 16*1.5 江苏通达11.27 仓库模具33 18 32*2 江苏通达11.28 仓库模具34 19 32*2 江苏通达11.28 仓库模具35 11 18*2 江苏通达11.28 仓库模具36 10 18*2 江苏通达11.28 仓库模具37 9 18*2 江苏通达11.28 仓库模具38 32*3.5 江苏通达11.28 卧机模具39 26 17*1.4 江苏通达12.06模具台帐明细登记簿YG/JL-SC-008 编号:产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具41 17*1.4 江苏通达12.06 仓库模具42 12*1.4 22 江苏通达12.14 仓库模具43 12*1.4 27 江苏通达12.14 仓库模具44 12*1.4 江苏通达12.14模具45 20*2 47 江苏通达12.14 仓库模具46 20*2 48 江苏通达12.14 仓库模具47 20*2 53 江苏通达12.14 仓库模具48 18*2 49 江苏通达12.14 仓库模具49 18*2 37 江苏通达12.14 仓库模具50 18*2 42 江苏通达12.14 仓库模具51 32*3.5 54 江苏通达12.14 仓库模具52 32*3.5 55 江苏通达12.14 仓库模具53 17.1.4 60 江苏通达12.20 仓库模具54 17*1.4 59 江苏通达12.20 仓库模具55 12*1.4 65 江苏通达12.20 仓库模具56 12*1.4 62 江苏通达12.20 仓库模具57 12*1.4 64 江苏通达12.20 仓库模具58 12*1.8 58 江苏通达12.20 仓库模具59 12*1.8 29 江苏通达12.20 仓库模具61 20*2.08 56 江苏通达12.20 仓库模具台帐明细登记簿YG/JL-SC-008 编号:产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具62 20*2.08 57 江苏通达12.20 仓库模具63 17*1.4 41 江苏通达12.20 仓库卧机模具64 17*1.4 44 江苏通达12.20 仓库卧机模具65 17*1.4 35 江苏通达12.20 仓库卧机模具66 江苏通达仓库模具67 江苏通达仓库模具68 江苏通达仓库模具69 江苏通达仓库模具70 江苏通达仓库模具71 江苏通达仓库模具72 江苏通达仓库模具73 江苏通达仓库模具74 江苏通达仓库模具75 江苏通达仓库模具76 江苏通达仓库模具77 江苏通达仓库模具78 江苏通达仓库模具79 江苏通达仓库模具81 江苏通达仓库82产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库模具江苏通达仓库。
模具台账履历表
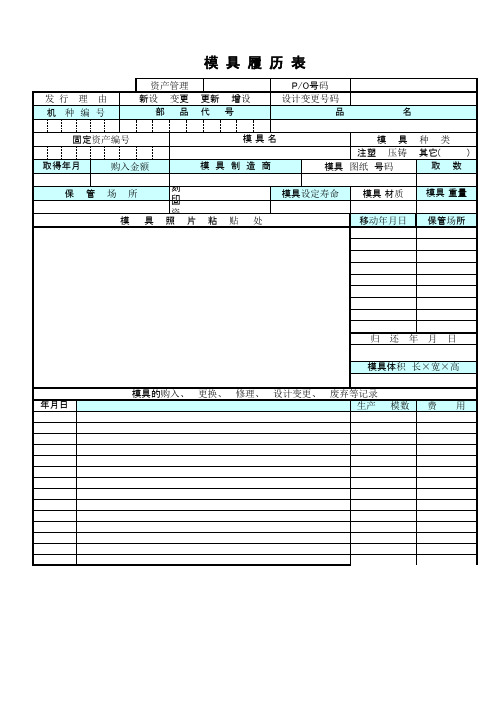
模具的购入、 更换、 修理、 设计变更、 废弃等记录 生产 模数 费 用
借
入
单
位
负
责
人 印
负责人
经手人
及
单
位
印
章
:
借
入
年 月
厂家代号
日
:
模具履历表
资产管理
P/O号码
发行 理 由
新设 变更 更新 增设
设计变更号码
机 种编号
部 品代 号
品
名
固定资产编号
取得年月
购入金额
模Hale Waihona Puke 名 模具制造商模具 注塑 压铸 模具 图纸 号码
种类
其它(
)
取数
保管场所
刻 印 固
资 模 具照片粘贴 处
模具设定寿命
模具 材质 移动年月日
模具 重量 保管场所
年月日
归还年月日
电线电缆挤出作业指导书
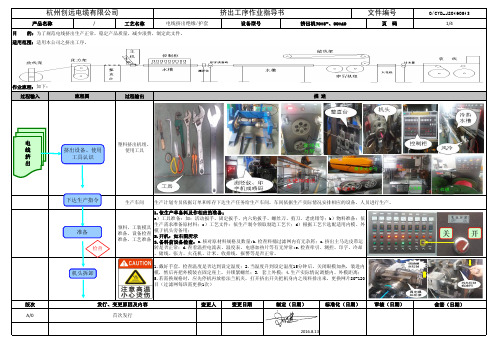
过程输入过程输出会签(日期)审核(日期)2016.8.13流程图描 述作业流程:如下:塑料挤出机组、1.戴好手套,检查温度是否达到设定温度;2.当温度升到设定温度15分钟后,关闭眼模加热,装进内1.依生产单备料及作相应的准备;a)工具准备:如:活动扳手、固定扳手、内六角扳手、螺丝刀、剪刀、老虎钳等;b)物料准备:依生产需求准备原材料;c)工艺文件:依生产制令领取制造工艺卡;d)根据工艺卡选配适用内模、外模于机头旁备用;2.开机:如右图所示3.备料前设备检查:a.核对原材料规格及数量;b.检查料桶过滤网内有无杂屑;c.挤出主马达皮带运转是否正常;d.查看温控电流表、温度表、电感加热片等有无异常;e.检查牵引、测控、印字、冷却、储线、张力、火花机、计米、收排线、报警等是否正常。
发行、变更原因及内容首次发行生产计划专员依据订单和库存下达生产任务给生产车间,车间依据生产实际情况安排相应的设备、人员进行生产。
电导体或芯线、胶料投入产线准备生产会签(日期)首次发行标准化(日期)审核(日期)2016.8.13发行、变更原因及内容挤出系统1.根据生产制令和工艺卡将制造需要的导体/芯线安装固定在放线架上;2.将胶料和色母按工艺卡比例配制好,在拌料机上搅拌10分制定(日期)变更人会签(日期)制定(日期)标准化(日期)审核(日期)首次发行2016.8.13发行、变更原因及内容变更日期1. 将芯线穿过火花试验机的串珠中间;2. 先盖上串珠盖,再盖上火花试验机外的3. 打开火花试验机的总电源,再根据线材要求拨动高电压或低电压选择键;4. 按设计卡要求对火花机高压值进行设5. 检查火花机是否可靠接地;6. 火花机必须处于手动状态;通过火花试验可以检验出芯线的偏心、破皮等不良情形收线入盘,取样送检,合格后进入正常生产状态停车后电位器必须归零,防止再次启动时,扭断料杆根据挤出材料的不同设定相应的温度,右图为目前公司常用材料的挤出温度设定参考。
电线电缆挤出模具ppt课件
ppt精选版
28
挤压式模具(模芯)
d2:模芯外径 d2实际上是取决于模芯头部端面厚度e的尺寸, e=(d2-d1) e 太薄:制造困难;模芯寿命短,易坏。 e 太厚:则塑料流动发生突变,在端面形成涡流
区,引起挤出压力波动;而且,也是一个死角,影 响胶层质量。
一般,模头壁厚e=0.3~1mm,小模芯取前者,大 模芯取后者。
挤压式模具,其夹角较大,有利于挤包得紧一些;挤
管式模具其夹角较小,有利于挤管形成,包得松一些。
电线电缆挤出模具
ppt精选版
1
电线电缆挤出模具的内容
• 挤出模具的形式和特点 • 挤出模具各形式的尺寸参数 • 挤出模具的配模系数和拉伸比
ppt精选版
2
影响电线电缆产品挤出质量的因素:
• 塑料本身的质量 • 挤出机性能 • 挤出温度 • 收放线张力、速度 • 芯线预热 • 塑料挤出后的冷却
• 机头模具设计和选择
模具的设计原则
1. 和塑料接触的模具表面应光滑,光洁度要高 ,特别是 模套的承径区,更应光洁,保证塑料成型的表面光洁 度。
2. 熔融塑料流动的流道要流畅,流道上无突变,无突起 等阻挡,也不能有死角。
3. 塑料在模具内具有一定压力,模套角度必须大于模芯 角度。
ppt精选版
21
模具的设计原则
4. 模具应具有互换性,应考虑个部位的尺寸公差要求。 5. 具寿命要长,为了提高挤压式模芯的耐磨性,可采用
ppt精选版
23
模具的设计原则
模具常用号的名称和符号:
L ——模套承径(又称:承线、定径)长度 e ——模芯头部端面厚度 δ ——挤压式模芯端面与模套承径之间的距离 a ——挤管式模芯伸出模套的距离 h ——半挤压式,模芯口端面伸入模套承径部分的距离 α ——模套内锥角 β ——模芯外锥角
模具台账(3)

正常 正常 正常 正常 正常 正常 正常 正常 正常 正常
已被盛大调走
美智 美智 美智 美智 美智 美智 美智 美智
600*550*470
1600 2300 1600 1600
201126590467 2011265A0419 201126690190 201126690088 201126790328 201126790330 201126790331 201126790332 201126790335 201121190457 201121190459 201121190130 201121190453 201121190460 201121190460 201120190164 201121190157 201121190423 201121190423 2011211A0474 201121190056 201121190057 2011211A0120 2011211A0120 201121190006 201121190021 201121190055 201121190058 201121190059 201121190070 201121190004 201121190005 2011211A0282 2011211A0283 2011211A0294 2011211A0295 2011211A0395 2011211A0396 201121190553 201121190247 201121190469 201121190465 201121190467 201121190472 201121190308 201121190470 201121190466 201121190519 201121190520 201121190493 201121190476 201121190028 201121190031 201121190029 201121190068 201121190008 201121190001 2011211A0478 201121190157 201121190164 201121190105 201121190007 201121190007 201121390141 21121190513
模具生产车间的设备台账

场室名称:模具制作生产车间; 场室编号:E101; 场室负责人:黄锦志 所属教学部/专业群:机械、数控
序号
设备、公物名称
厂家及品牌
规格型号
单位
数量
单价/元
总价/元
取得日期
管理类别
备注
1
划线平板
台
6
3000
18000
2022.9
设备
2
吊模车
台
1
2022.9
设备
3
塑料模具
套
13
2022.9
块
1
2022.9
公物
24
书写椅
张
47
2022.9
公物
合计
其它情况记录:
注:管理类别是实训中心为了方便管理、维护维修而设计的,凡一般的水电维修即为公物,凡须专业人员维修的即为设备。
教学部签名: 场室负责人签名: 负责管理员签名: 时间:
设备
4
冲压模具
套
9
2022.9
设备
5
生铁平台
个
1
2022.9
设备
6
钳台桌
台
7
2022.9
设备
7
台钻
Z516-1
台
1
2022.9
设备
原老校区设备
8
台钻
Z512-A
台
1
2022.9
设备
已坏
9
台钻
ZX7016
台
1
2022.9
设备
已坏
10
冲压机
台
1
2022.9
设备
11
电缆、插头进场使用台帐

电缆、插头进场使用台帐电缆、插头进场使用台账
1. 背景
本文档旨在记录电缆和插头的进场情况以及使用情况,以便进行追踪和管理。
2. 进场台账
3. 使用台账
4. 注意事项
- 进场日期应及时记录,并由验收人员签字确认。
- 使用日期应准确记录,包括对应的设备和使用人员。
- 台账中的备注栏可用于记录特殊情况或其他相关信息。
---
以上为电缆、插头进场使用台账,用于方便追踪和管理电缆与
插头的进场情况以及使用情况。
请按照模板填写,并确保准确性和
完整性。
*注意:本文档仅供参考,具体操作应根据实际需求进行调整。
*。
模具台帐记录表
38
32*
江苏通达
卧机
模具
39
26
17*
江苏通达
模具
40
28
17*
江苏通达
模具台帐明细登记簿
YG/JL-SC-008编号:
产品名称
序号
模具编号
模具型号
制造厂家
入库时间
存放地点
备注
模具
41
17*
江苏通达
仓库
模具
42
12*
22
江苏通达
仓库
模具
43
12*
27
江苏通达
仓库
模具
44
12*
江苏通达
模具
45
20*2
仓库
模具
29
4
20*2
江苏通达
仓库
模具
30
998
16*3
江苏通达
仓库
模具
31
997
16*
江苏通达
仓库
模具
32
995(955)
16*
江苏通达
仓库
模具
33
18
32*2
江苏通达
仓库
模具
34
19
32*2
江苏通达
仓库
模具
35
11
18*2
江苏通达
仓库
模具
36
10
18*2
江苏通达
仓库
模具
37
9
18*2
江苏通达
仓库
模具台帐明细登记簿
YG/JL-SC-008编号:
产品名称
序号
模具编号
模具型号
制造厂家
工装模具管理台帐

福裕立加 海天卧加 摇臂钻
龙门
④2408014-M4轴承盖
1.2402031-M15轴承盖铣 面钻孔夹具
福裕立加
无
无 无 无 无
2402031-M15-1 2402031-M15-2
2.2402031-M15轴承盖铣 面钻孔夹具
单面立式铣床
2402031-M15-3
工装模具管理台帐
工装编号
使用分厂
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-3
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
(2401014-M15)701-5
日照五征汽车部件 总成有限公司
使用单位 设计部门 设计人
(2401011-M4)734-1
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-2-1 (2401011-M4)734-2-2
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-3-1 (2401011-M4)734-3-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
李华英
(2402031-M15)741-1
日照五征汽车部件 总成有限公司
加工车间
技术科
石绪旺
制作日期 备注
2009.04 2009.05 2009.05 2009.04 2009.04 2009.04 2009.04 2009.03 2009.01 2009.01 2009.12
电线电缆挤出模具
编辑版pppt
33
挤压式模具(模套)
D大:模套内径 D大 决定挤出层外径大小及挤出层表面质量。
太大:塑料拉伸较大,挤出物表面粗糙无光。 太小:虽然表面光滑,但容易造成外径粗细不匀。
编辑版pppt
34
挤压式模具(模套)
考虑到塑料出模口后,解除压力的膨胀和经冷却后的收 缩,一般都以下列经验公式选配模套尺寸:
挤绝缘: D大=d大+(0.05~0.20mm) 有的情况下亦可设计为:D大=d大-(0.05~0.10mm) 式中 d大——电线(或电缆)外径
一般取 L=(0.2~3)D大 对粘度大,成型性好的 塑料,定径区长度可以相对短一些。
PVC塑料在熔融状态下粘度较大,收缩较小,因此L可短。 PVC取 L= (0.5~1.2)D大 。
编辑版pppt
38
挤压式模具(模套)
L:模套承径 对PVC而言,L太长除上面讲的缺点外,还会因承径
长、阻力大使塑料温度升高导致分解、烧焦。 PVC常用的模套承径长度L=(0.7~1.0)D大。
40
挤压式模具(模套)
α:模套内锥角
一般模套内锥角α必须大于模芯的外锥角β。这个角差 (α-β)是极其重要的。这个角差的存在,才能是塑料流 道截面逐步收缩,挤出时压力逐渐增大,使塑料层组织 紧密,塑料与线芯结合亦紧密。角差小、压力小、阻力 也小;角差越大,压力也越大,塑料与线芯包得越紧, 但阻力也大,降低出胶量,降低生产率。