焊丝重量统计表
施工表格K.31--K.369

代表:
施 工 单位
代表:
年月日
监理单位
代表:
年月日
建设单位 年月日
表 K.47
工程名称 细土回填情况
管沟回填检查记录
管沟位置:自第 号桩至第 号桩
工程编号
二次回填情况
地貌恢复情况
其他情况
代表:
施 工 单位 代表:
年月日
监理单位 代表:
年月日
建设单位 年月日
表 K。48
工程名称 焊工代号
起止桩号
焊口数量
年月日
年月日
表 K。39
班组名称 扫线区段桩号
使用设备型号 地质状况
单位及户主
荒地
长度
扫线宽度
土石方 地上构筑物记录
扫线工作记录表
工作日期
台数
各地貌、长度以及土石方
农田
果园树林
沼泽
石方段
地下构筑物记录
施工单位 签字 日期
监理单位 签字 日期
表 K。40
工程名称 施工班组及编号 修筑施工通道区段
通道宽度 地质状况 平面简图
管道焊口统计表
工程编号
一次合格率(%)
射线
超探
返修口数
备注
施工单位
监理单位
技术负责人: 制表人: 审核人:
现场代表: 年月日
年月日
表 K.49
工程名称 管线规格 起止桩号 施工单位 焊口总数 其 预制焊口 中 现场焊口
序号 起止桩号
焊口超声波探伤综合报告
工程编号 执行标准 管线实长
(m)
探伤口数
探伤比例
检验结果: 焊透: 裂纹类型和性质: (表面) 两焊脚尺寸差
检查方法(标准、结果) 焊缝金属化学成份分析(结果) 其它
焊材管理规定全含各种用表

目录1总贝!| (1)2职责 (1)2.1物资部职责 (1)2. 2焊接工程师职责 (1)2. 3质量检验工程师职责 (1)2. 4焊材库保管员职责 (2)2. 5焊材烘干房管理员职责 (2)3焊接材料的验收 (2)3. 1焊接材料的验收组织 (2)3. 2焊接材料的外观检验 (3)3. 3质量证明书检验 (3)3. 4焊接材料的验收记录 (3)3.5其他要求 (3)4焊接材料的保管 (4)4.1焊接材料的库房设置要求 (4)4.2焊接材料的保管要求 (4)4.3其他要求 (4)5焊接材料的烘干 (5)5.1焊材烘干房环境要求 (5)5.2焊材烘干要求 (5)5.3其他要求 (5)6焊接材料的发放 (6)6.1焊材发放程序 (6)6.2焊材发放要求 (6)7.3其他要求 (7)7焊接材料的回收 (7)7.1焊材回收程序 (7)8.2焊材回收要求 (7)8焊条发放和焊条头回收的奖惩规定 (8)9.焊材管理有关表格清单 (9)1总则1.1为确保伊拉克哈法亚项目部焊接施工质量,规范项目部焊接材料的验收、保管、烘干、发放、回收管理工作,特编制本规定。
1.2本规定适用于伊拉克哈法亚项目部所有活动范围中焊接材料的管理。
2职责2.1物资部职责(1)负责根据焊接工程师提出的焊材需求计划进行焊材的采购。
(2)设立能满足使用要求的焊接材料库,并配置温湿度计、烘干箱、保温箱、暖风机、除湿机、换气扇等设施。
(3)配备相应的焊材库保管员、烘干房管理员,并按本规定要求对焊材的验收、保管、烘干、发放、回收过程进行管理。
2. 2焊接工程师职责(1)负责焊接专业施工方案及焊接相关管理制度的编制、实施工作。
(2)负责编制、汇总项目部焊接施工所需焊接材料的需求计划,并经项目领导签字确认后交由物资部。
(3)负责对项目部与焊接作业相关人员的技术交底工作,尤其应对焊材库保管员和烘干房管理员进行上岗前技能培训,使其掌握本项目焊材型号、规格、性能及对应使用母材情况。
焊口统计表

20G
φ 60×5
10
姜青竹 王书华
U203/U204
GTAW
E5015 TIG-J50
5
5
序号
编号
工
程 项 目
材质ቤተ መጻሕፍቲ ባይዱ
规 格
焊口 总数
焊工姓 名
钢印代号
焊接方法
焊条 焊丝牌号 牌号
检验总 射线 超声 数 检验 检验
返修
一次检验 合格率
备注
下级省煤器管系 1 1.1 1.2 1.3 1.4 2 2.1 2.2 2.3 2.4 2.5 3 3.1 XSMQ XSMQ1-#1/#90 XSMQ2-#1/#90 XSMQ3-#1/#90 XSMQ4-#1/#90 XSMQLT XSMQLT1-#1/#13 XSMQLT2-#1/#48 XSMQLT3-#1/#8 XSMQ4-#1/#12 XSMQ5-#1/#75 XSMQFS XSMQFS1-#1/#10 下级省煤器管排与集 箱焊接 下级省煤器管排与炉 左上集箱 下级省煤器管排与炉 左下集箱 下级省煤器管排与炉 右上集箱 下级省煤器管排与炉 右上集箱 原主给水至现下级省 煤器 原主给水母管至现下 级省煤器下集箱下方 下级省煤器下方母管 与省煤器下集箱连接 下级省煤器集箱手孔 焊接 下级省煤器下方母管 与省煤器集箱连接的 管座焊接 下级省煤器上集箱与 上级省煤器下集箱连 接 下级省煤器放水 下级省煤器放水管至 一次阀 20G 20G 20G 20G 20G φ 219×20 φ 76×8 φ 108×12 φ 76×8 φ 76×8 13 48 8 12 129 姜青竹 王书华 姜青竹 王书华 姜青竹 王书华 姜青竹 王书华 姜青竹 王书华 U203/U204 U203/U204 U203/U204 U203/U204 U203/U204 GTAW/SMAW GTAW GTAW SMAW GTAW E5015 J507/TIG-J50 E5015 TIG-J50 E5015 TIG-J50 E5015 J507 E5015 TIG-J50 13 24 4 6 75 13 24 4 6 75 20G 20G 20G 20G φ 32×4 φ 32×4 φ 32×4 φ 32×4 90 90 90 90 姜青竹 姜青竹 王书华 王书华 U203 U203 U204 U204 GTAW GTAW GTAW GTAW E5015 TIG-J50 E5015 TIG-J50 E5015 TIG-J50 E5015 TIG-J50 46 46 46 46 46 46 46 46
常用钢材焊材选用表

H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
HJ350
TIG-R30
Ar
H08CrMnSiMo
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
15CrMo
E5515-B2
R307
H13CrMoA
HJ350
SJ103
ER55-B2
ER55-B2L
Ar
ER55-G
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427.J507
380℃1.5h
E5015
J507
碳素钢与耐热型低合金钢焊接
Ⅰ+Ⅳ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
150~250℃
650~700℃
J427
380℃1.5h
Ⅰ+Ⅴ
E4315
J427
H08A
H08MnA
gb47014-焊接工艺评定表卡讲解学习

表1 焊接工艺规程(pWPS)单位名称预焊接工艺规程编号日期所依据焊接工艺评定报告编号焊接方法机动化程度(手工、机动、自动)焊接接头:坡口形式:衬垫(材料及规格)其他简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属:焊材类别:焊材标准:填充金属尺寸:焊材型号:焊材牌号(金属材料代号):填充金属类别:其他:对接焊缝焊件焊缝金属厚度范围:角焊缝焊件焊缝金属厚度范围:耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb其他:注:对每一种母材与焊接材料的组合均需分别填表。
表1(续)焊接位置:对接焊缝的位置立焊的焊接方向:(向下、向上)角焊缝位置立焊的焊接方向:(向上、向下)焊后热处理:保温温度(℃)保温时间范围(h)预热:最小预热温度(℃)最大道间温度(℃)保持预热时间加热方式气体:气体种类混合比流量(L/min) 保护气尾部保护气背面保护气电特性:电流种类极性焊接电流范围(A) 电弧电压(V)焊接速度(范围)钨极类型及直径喷嘴直径(㎜)焊接电弧种类(喷射弧、短路弧等)焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kj/cm) 牌号直径极性电流(A)技术措施:摆动焊或不摆动焊摆动参数焊前清理和层间清理背面清根方法单焊道或多焊道(每面)单丝焊或多丝焊导电嘴至工件距离(㎜)锤击其他:编制日期审核日期批准日期单位名称焊接工艺评定报告编号预焊接工艺规程编号:焊接方法机动化程度:(手工、机动、自动)接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)母材:材料标准材料代号类、组别号与类、组别号相焊厚度直径其他焊后热处理:保温温度(℃)保温时间(h)保护气体:气体混合比流量(L/min)保护气体尾部保护气背面保护气填充金属:焊材类别焊材标准焊材型号焊材牌号焊材规格焊缝金属厚度其他电特性:电流种类极性钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类其他焊接位置:对接焊缝位置方向:(向上、向下)角焊缝位置方向:(向上、向下)技术措施:焊接速度(cm/min)摆动或不摆动摆动参数多道焊或单道焊(每面)多丝焊或单丝焊其他预热:预热温度(℃)道间温度(℃)其他拉伸试验试验报告编号:试样编号试样宽度㎜试样厚度㎜横截面积㎜2最大载荷kN抗拉强度Mpa断裂部位和特征弯曲试验试验报告编号:试样编号试样类型试样厚度㎜弯心直径㎜弯曲角度(°)试验结果冲击试验试验报告编号:试样编号试样尺寸夏比V型缺口位置试验温度℃冲击吸收功J侧向膨胀量㎜备注金相检验(角焊缝):根部:(焊头、未焊透),焊缝(熔合、未熔合)焊缝、热影响区(有裂纹、无裂纹)。
ER—5087铝合金焊丝对比试验研究

备注:除铝以外,表中单值均为最大值。
表2 焊丝A化学成分检测
检测项目(质量分数,%)
送样名称 试样编号
材质
锰
硅
铜
铬
钛
锌
铁
锆
镁
铝焊丝
HS1-1
ER—5087 0.75 0.06 0.01
0.09
0.02 0.002 0.17
0.15
4.70
铝焊丝
HS1-2
ER—5087 0.77 0.06 0.01
0.09
焊接技术
ER—5087铝合金焊丝对比试验研究
中车长春轨道客车股份有限公司 (吉林 130000) 张力
【摘要】通过对进口和国产的ER—5087铝合金焊丝进行焊丝化学成分检测、焊接工艺稳定性验证、焊 接接头力学性能检测等试验,得出使用进口焊丝进行焊接的焊接工艺稳定性优于国产的、焊接接头力学性 能与国产的基本相当的结论。
0.15
0.08 0.004 0.34
0.14
5.20
铝焊丝
HS2-3
ER—5087 0.81 0.05 0.01
0.09
0.08 0.004 0.15
0.14
5.20
铝焊丝
HS2-4
ER—5087 0.81 0.05 0.01
标准要求的
冷加工
1007 2016年 增刊1
2016 第二届轨道交通先进金属加工及检测技术交流会
ER—5087焊丝化学成分,如表1所示;焊丝A的化 学成分检测结果,如表2所示;焊丝B的化学成分 检测结果,如表3所示。
从表2的结果来看,焊丝A的化学成分均在标准 要求的范围内。从表3的结果来看,焊丝B的化学 成分也均在标准要求的范围内,只不过镁元素的含 量达到了标准要求的最大值。
焊缝基础数据查询表
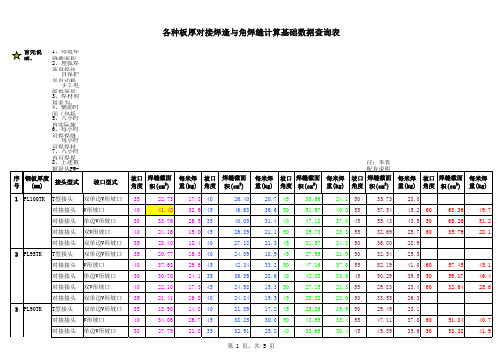
首先说明:1、每道焊缝截面积(cm 2):埋弧焊,0.52;自保护半自动粉芯焊,0.60;手工电弧焊,0.64(如焊缝截面积为41.48cm 2
,则焊丝为φ4埋弧焊有41.48/0.52=80道);
2、埋弧焊所用焊丝为:型号L-61,规格φ4,焊剂为:F960(焊接速度为250-300mm/分,焊接电流600-700A,焊接电压28-30V); 自保护半自动粉芯焊所用焊丝为:型号NR-311-Ni,规格φ2.4; 手工电弧焊所用焊条为:型号LB52,规格φ3.2 & φ4;
3、焊材利用率为:埋弧焊丝0.90,自保护药芯焊丝0.65,CO2气体保护药芯焊丝0.85,电焊条0.55;
4、辅助时间(包括清理、打磨与翻面移动等)与施焊时间之比:埋弧焊0.95,自保护半自动粉芯焊为0.95,手工电弧焊为0.26。
5、八小时内实际施焊时间为:埋弧焊4.1h,自保护半自动药芯焊4.1h,手工电弧焊为6.35h;
6、每小时可焊焊缝金属重量为:埋弧焊8.42kg,自保护半自动药芯焊5.90kg,手工电弧焊1.16kg; 每小时可焊焊材重量为:埋弧焊9.36kg,自保护半自动药芯焊9.08kg,手工电弧焊2.11kg;
7、八小时内可焊焊材重量为:埋弧焊38kg,自保护半自动药芯焊37kg,手工电弧焊13kg;
8、上述数据是从PW-0008由板(三种板厚分别为45TK、60TK&80TK)焊工字钢统计提炼出来的。
注:本表配有说明坡口尺寸附图。
各种板厚对接焊逢与角焊缝计算基础数据查询表。
焊条用量与焊接当量
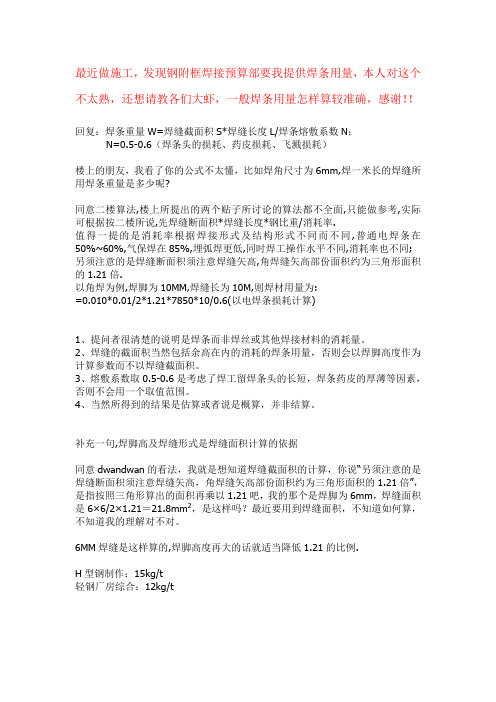
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
浅谈不同坡口形式对厚板焊接的影响
浅谈不同坡口形式对厚板焊接的影响摘要:在长大货车及承受较大动载荷产品生产制造过程中,为满足结构合安全要求、具有良好的承载能力,许多焊缝采用V型坡口形式,不仅焊缝的外观质量需要符合标准要求,焊缝内部质量标准要求非常高。
其中,中、厚板材对接焊缝是产品结构中的重要组成部分,如焊接操作不当极易出现焊缝内部缺陷,从而影响使用。
为确保中、厚板对接焊缝的焊接质量,本文针对对接焊缝的坡口形式进行优化,从中找出适合焊接操作及易于实现高质量焊接焊缝的坡口形式。
关键词:坡口形式对接焊缝生产效率目前,在焊接构架转向架或长大货车中,曾多次出现中、厚板V型坡口焊缝一次交检合格率低的问题,需经过焊修才能使产品质量达到图纸设计要求,一次交检合格率低,导致现场操作者的劳动强度提高、了焊接材料及辅助材料的消耗增加、工序生产节奏被打乱、影响生产进度等不利因素,无形中增加生产成本。
本文对厚板V型坡口焊缝在中存在的问题进行了分析,提出坡口形式优化方案,通过评定试验得到较优的坡口组合形式。
1 V型坡口在厚板施焊中存在的问题通过对超声波探伤产生焊接缺陷的焊缝情况进行分析,发现V型坡口焊缝易出现的以下问题:1.1当板材厚度较大时,通常V型坡口对接焊缝单侧板材坡口的加工角度为单边30°,在焊缝根部,焊接过程中焊枪的摆动受到一定的限制。
1.2在通常情况下焊前预热是在板材上表面进行火焰预热,如果预热不充分就会出现厚板上表面的预热温度达标,底层温度要低于上表面温度50—100℃。
在此种条件下,焊接打底层时会因为电弧热量不够集中而影响焊缝与板材的熔合。
1.3很多对接焊缝是在产品整体组装后焊接的,为保证产品整体尺寸不变,焊接时必须处于刚性约束状态,这就造成焊缝在焊接前及焊接过程中存有较大的应力无法得到释放,如对打底层焊缝进行打磨,焊缝厚度变薄时在应力作用下会出现裂纹。
2对接焊缝坡口优化方案对比的基本形式坡口为现车生产中应用坡口形式,进行改进优化的坡口形式是根据GB/T985坡口加工标准里选取的部分坡口形式进行优化焊接。
钢结构、钢桁架工程消耗定额计算
钢结构、钢桁架工程消耗定额计算1、目的:控制工程原、辅材料消耗、提高材料利用率,降低生产成本。
2、使用范围:2.1****加工厂生产车间领、退料(主材、辅材、工具、易耗品、劳保用品)。
根据工程加工类型制定限额领料计划,由一线员工按规定要求领用材料,实行节约奖励、超额罚款的奖罚对等原则。
2.2、工、量器具、劳保用品实行定时、定量限额领取发放。
3、职责分配:3.1、计划主管接到生产作业计划后,分工程制定各工程《工程消耗定额表》,发仓库和3个工段各一份。
3.2、各工段一线领料人员开具领料单,按《工程消耗定额表》限额数量领料。
多领、或领后未用完的料应及时办理退料手续。
3.3、工程加工结束后,仓库人员按领料单统计该工程对应材料实际消耗情况,填入《工程消耗定额表》实际消耗栏,并计算理论与实际消耗差额。
3.4、库房按《工程消耗定额表》要求填写完毕后交给核算录入员,由核算录入员统计单价(按采购价格),并分别计算各材料计划和实际消耗成本,并统计差额。
月底按月规整,统计该月所加工完毕工程各材料计划和实际消耗金额,并计算差额。
该差额按节约(超耗)对一线员工进行奖惩:主材按3%、辅材按15%,集体作业的平均分配(当月出勤≥25)。
4、各材料消耗定额:4.1 钢结构4.1.1钢板主材:标准焊接H 型钢结构+3%,异形钢结构+8%,采用成品翼缘板或窄中板的+1.5%,采用热轧H 型钢+3%。
4.1.2板料对接板厚(mm ) 焊材(埋弧焊丝) 氧气(打坡口) 丙烷(打坡口) 备 注UV 双U 4 0.30kg/m 0.027瓶/m 0.0091瓶/m 碳棒:t=6mm时用0.8根/m ;t >6mm 时用 1.2t/d (碳棒直径)。
6 0.45kg/m 0.033瓶/m 0.0112瓶/m 8 0.66kg/m 0.047瓶/m 0.0157瓶/m 10 1.13kg/m 0.059瓶/m 0.0198瓶/m 12 1.56kg/m 0.064瓶/m 0.0214瓶/m 14 1.97kg/m 0.066瓶/m 0.0220瓶/m 16 2.73kg/m 0.068瓶/m 0.0227瓶/m 18 3.16kg/m 0.072瓶/m 0.0241瓶/m 20 3.51kg/m 0.076瓶/m 0.0256瓶/m 22 3.78kg/m 0.078瓶/m 0.0227瓶/m 25 4.90kg/m 0.081瓶/m 0.0229瓶/m 28 6.13kg/m 0.088瓶/m 0.0232瓶/m 30 7.06kg/m 0.091瓶/m 0.0238瓶/m 32 8.03kg/m 0.094瓶/m 0.0241瓶/m 4012.56kg/m0.100瓶/m0.0252瓶/m4.1.3板材切割下料板厚(mm ) 丙烷 氧气(m 3) 备注 4 0.0027瓶/m 0.027瓶/m 折合计算: 1、氧气2.4瓶/t ,丙烷0.24瓶/t.6 0.0033瓶/m 0.033瓶/m 8 0.0047瓶/m 0.047瓶/m 10 0.0059瓶/m 0.059瓶/m 12 0.0064瓶/m 0.064瓶/m 14 0.0066瓶/m 0.066瓶/m 16 0.0068瓶/m 0.068瓶/m 18 0.0072瓶/m 0.072瓶/m 20 0.0076瓶/m 0.076瓶/m 22 0.0080瓶/m 0.080瓶/m 25 0.0083瓶/m 0.083瓶/m 28 0.0085瓶/m 0.085瓶/m 300.0087瓶/m0.087瓶/m4.1.4 制孔按0.01元/孔计算钻头损耗 4.1.5 组立:按构件长度计算截面高度(h ) 根/m (φ3.2) h ≤300 0.3 300<h ≤1000 0.5 h >10000.84.1.6 CO 2气体保护焊接 焊脚或坡口焊板厚(mm ) 焊丝(φ1.2)kg/m 埋弧焊焊丝(φ4) CO2气体(折合混合气1.5瓶) 备注坡口焊角焊缝 4 0.09kg/m 0.078 kg/m 0.0037瓶/m 折合计算: 1、 焊丝(φ1.2)50KG /吨。
不锈钢焊接成本分析_深熔氩弧焊与MIG焊经济对比

深熔焊 MIG焊
15.56 270
57.27 32.12
(2)×(3) ×60÷1000×(4)
(1)×(5)
8 1 129.6
8 8.4 129.6
2016.58 7422.20
经济效果
由表2可以得到以下结论: 焊接10mm 304不锈钢全熔透对接焊缝,以
1台深熔焊焊接设备满负荷的1台班生产量 为日产量时,日焊接生产量为129.6m。高 效深熔焊需要1台班,焊接成本为2016.58 元;普通MIG焊需要8.4台班,焊接成本为 7422.2元。
高效深熔焊
3.70 20.00 0.04 2.96 0.00 3.70 0.00 0.00 3.70 25.00 1.54 30.00 1.00 1.85 15.56
表1说明
焊缝实芯焊丝用量计算 计算公式 W= ALρ/p P表示焊材利用率(利用率为经验常数通常实芯焊丝0.85~0.9;
3、其它无特殊要求。
焊接效果对比
深熔氩弧焊
1、焊缝光顺平滑、特别 是背面焊缝。
2、焊缝为“钉状”结构, 增强了焊缝的力学性能, 同时使焊接的变形量小。
3、实际工程应用统计结 果,焊缝拍片合格率超过 98%。
脉冲MIG焊
1、焊缝光顺平滑,但根 部易出现焊接缺陷。
2、由于采用多层多道焊, 整体热输入大,焊接变形 量大。
停机误产损失降到最低。
工作环境对比
深熔氩弧焊
1、供电系统:三相五线 制,独立接地极,符合国 家电网指标。
2、使设备远离过热、潮 湿、油污、腐蚀性气体和 恶劣天气环境。
3、其它无特殊要求。
脉冲MIG焊
1、供电系统:三相五线 制,独立接地极,符合国 家电网指标。
环评中常用到计算公式

环评中常用到的计算公式1、起尘量计算方法(一)建设工地起尘量计算:()⎪⎭⎫⎝⎛⨯⎥⎦⎤⎢⎣⎡-⨯⎪⎭⎫ ⎝⎛⨯⨯⨯=43653653081.0T w V s P E式中:E —单辆车引起的工地起尘量散发因子,kg/km ;P —可扬起尘粒(直径<30um)比例数;石子路面为,泥土路面为; s —表面粉矿成分百分比,12%;V —车辆驶过工地的平均车速,km/h ; w —一年中降水量大于的天数;T —每辆车的平均轮胎数,一般取6。
(二)道路起尘量计算:⎪⎭⎫⎝⎛⨯⨯⨯⨯⨯=4139.0823.0000501.0T U V E式中:E —单辆车引起的道路起尘量散发因子,kg/km ; V —车辆驶过的平均车速,km/h ; U —起尘风速,一般取5m/s ;T —每辆车的平均轮胎数,一般取6。
(三)一年中单位长度道路的起尘量计算:()()lQ Q E A l P d D C Q A c A ⨯=⨯⨯-⨯⨯-⨯⨯=-61024式中:Q A —一年中单位长度道路的起尘量,t ; C —每小时平均车流量,辆/h ; D —计算的总天数,365天; d —一年中降水量大于的天数;P —道路级别系数,如内环线以内可取,内外环线之间取; Ac —消尘系数,如内环线以内可取,内外环线之间取; l —道路长度,km;Q —道路年起尘量,t 。
(四)煤堆起尘量计算:⎥⎦⎤⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯⎥⎦⎤⎢⎣⎡⨯=15255905.105.0f d D V E式中:E —单辆车引起的煤堆起尘量散发因子,kg/km ; V —车辆驶过煤堆的平均车速,km/h ; d —每年干燥天数,d ; f —风速超过h 的百分数。
(五) 煤堆起尘量计算:Q m =式中:Qm —煤堆起尘量,mg/s ;U-临界风速,m/s ,取大于s ; S-煤堆表面积,m 2;ω-空气相对湿度,取60%; W-煤物料湿度,原煤6%。
焊材的简介

6.0
7.0 8.0
108.40
122.20 144.90
27.2%
29.2% 40.1%
注:红色数据为焊材所占比例。紫色数据为进口焊材量。
表中7年焊材产量的统计结果。在我国生产的焊材中手工焊的焊条产量 一直占75%以上,而机械化、自动化焊接需要的各种焊丝的总量不足25%。 按熔敷金属计算,2002年我国焊接机械化、自动化率仅能达到40. 1%, 而世界工业发达国家一般都在60%~70%以上。
10
二、焊接材料发展概况
1999年世界部分国家和地区焊材产量比较
国 家 或地区 中国大陆 中国台湾 日本 美国 西欧 焊条 90 (85.5%) 实芯 焊丝 10 (9.5%) 药芯 焊丝 0.3 (0.3%) 0.45 (9.0%) 埋弧 焊丝 5 (4.7%) 0. 5 (10.0%)
(万吨)
焊缝塑性、韧性较高,工艺性及成形不如酸性焊条。 典型的如:J507(E5015)
23
二 、焊条的分类
酸性焊条与碱性焊条工艺性能比较
酸性焊条 (1)药皮组分氧化性强 (2)对水、锈产生气孔的敏感性不大,焊条使用前 经150℃~200℃烘干1h。若不受潮,可不烘干 (3)电弧稳定,可用交流或直流施焊 (4)焊接电流较大 (5)可长弧操作 (6)合金元素过渡效果差 (7)焊缝成形较好,除氧化铁型外,熔深较浅 (8)熔渣结构呈玻璃状 (9)脱渣较方便 (10)焊缝常、低温冲击性能一般 (11)除氧化铁型外,抗裂性能较差 (12)焊缝中含氢量高,易产生白点,影响塑性 (13)焊接时烟尘少 碱性焊条 (1)药皮组分还原性强 (2)对水、锈产生气孔的敏感性大,要求焊条使用前经 300 ℃ ~400℃烘干1h~2h (3) 药皮中含有氟化物,恶化电弧稳定性,须用直流施 焊。只有当药皮中加稳弧剂后,方可交直流两用 (4)焊接电流较小,较同规格的酸性焊条小10%左右 (5)须短弧操作,否则易引起气孔及增加飞溅 (6)合金元素过渡效果好 (7)焊缝成形尚好,容易堆高,熔深较深 (8)熔渣结构呈岩石结晶状 (9)坡口内第一层脱渣较困难,以后各层脱渣较容易 (10)焊缝常、低温冲击性能较高 (11)抗裂性能好 (12)焊缝中扩散氢含量低 (13)焊接时烟尘多,且烟尘中含有害物质较多
焊条(焊丝)需要量计算方法及焊条单重参考表

焊条(焊丝) 【2 】须要量盘算办法及焊条单重参考表1.盘算公式熔敷金属重量W D =(A+B)⨯L ⨯ρ=W ⨯η [注] A (cm 2):坡口内截面积由此可得焊条(焊丝)须要量W 的盘算式为: B (cm 2):焊缝增强部分截面积 W=L B A ••+ηρ)( L(cm) :焊缝长度ρ:熔敷金属比重η:熔敷效力2.标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝增强部分熔敷金属重量为坡口部分熔敷金属重量的20%.对于电焊条,熔敷效力η为55%(焊钳夹持部舍弃长度为50mm ),对于实心焊丝,熔敷效力η为95%.焊条(焊丝)比重为7.85g/cm 3. A.标准角焊缝的焊条(焊丝)须要量盘算每米长度的标准角焊缝焊条(焊丝)须要量按下式盘算: W(g/m)=8.56I 2 [注] I(mm):焊脚高度依据上述算式盘算出不同I,每米焊缝长度所需焊条重量如下表.B.V 型坡口无衬垫对称焊焊条(焊丝)须要量盘算V 型坡口无衬垫对称焊焊条(焊丝)须要量按下式盘算:c :坡口钝边高度(mm )W=[]L c t t b ⨯⨯⨯•-+⨯ηρθ2.12/tan )()(2b :坡口根部间隙(mm )t :板厚(或壁厚)(mm )θ :坡吵嘴度(度)对于电焊条: W (g/m )= 17.13⨯[bt+(t-c)2•tan2θ 对于实心焊丝:W (g/m )= 9.92⨯[bt+(t-c)2•tan 2θθ=45 tan 2θ=0.414 θ=50 tan 2θ=0.466θ=60 tan 2θ=0.577 θ=70 tan 2θ=0.700。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
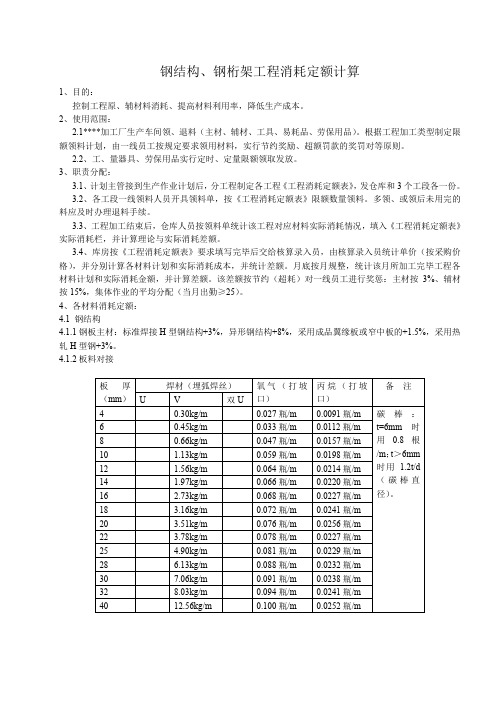
总计 8.510 0.181 0.208 0.015 0.853 1.762 0.338 0.406 0.036 0.427 0.012 0.390 0.005 0.390 0.217 0.345 0.027 0.095 0.012 0.008 1.762 0.077 0.338 0.604 0.170 0.026 0.032 0.116 0.030 0.027 0.049 0.060 0.049 0.045 0.000
主平台 右群架 左群架 右群架 脚踏 板 右前封板 灯安装板 板 右边梁 横梁 焊接螺母M10 弯板 加强板 横梁 弯板 安装板 板 后封板 加强板 喇叭安装板 板 固定板 主平台 耳板 轴套 螺母块 前弯板 右立板 加强板 耳板 固定板 减速器安装板 主阀安装板 加强板 主阀安装板 中立板
11.3933
12.533 0.000 0.584 0.075 0.075 0.008 0.007 0.061 0.029 0.050 0.015 0.099 0.041 0.050 0.006 0.045 0.015 0.051 0.013 0.009 0.005 0.005 10.598 0.596 0.208 0.015 0.750 1.822 0.232 0.141 0.407 0.009 0.427 0.311 0.019 0.052 0.772
0.0031 0.0707 0.3737 0.1633 0.0942 0.6861 1.0268 0.1055 0.9483 0.1507 0.2108 0.1283 0.0332 0.0033 0.0035 0.1287 0.1193 0.0565 0.0918 0.0483 0.0135 0.0000 0.0093 0.0000 0.0099 0.0000 0.0060 17.3679 0.5199 4.4686 0.4220 1.1273 0.6594 0.4260 0.5199 0.0559 0.5199 2.0796
特殊焊缝
备注
二
三
XE75.05.1.1B XE75.05.1.2B XE75.05.1.3B XE75.05.1.2B XE75.05.1.2.1A EC75.05.1.2.1-2 XE75.05.1.2-1A XE75.05.1.2-2 XE75.05.1.2-3 XE75.05.1.2-4A XE75.05.1.2-5 GB/T13681-1992 XE75.05.1.2-6 XE75.05.1.2-7 XE75.05.1.2-8 XE75.05.1.2-9 XE75.05.1.2-10A XE75.05.1.2-11 XE75.05.1.2-12 XE75.05.1.2-13 XE75.05.1.2-14 XE75.05.1.2-15B XE75.05.1.1-20 XE85.05.1.1A XE85.05.1.1-1 XE85.05.1.1-2 XE85.05.1.1-3 XE85.05.1.1-5 XE85.05.1.1-6B XE85.05.1.1-7 XE85.05.1.1-8 XE85.05.1.1-9 XE85.05.1.1-10 XE85.05.1.1-11 XE85.05.1.1-12 XE85.05.1.1-13 XE85.05.1.1-14B
螺纹板 立板 配重安装板 加强板 后主立板 左立板 板 左立板 板 加强板 安装板 焊接螺母M10 焊接螺母M16 右前支架 右后支架 左后支架 左前支架 筋板 筋板 筋板 筋板 筋板 (右)/左主纵梁 筋板1 连接板 横梁 立筋 安装板 筋板 筋板2 圆筒 立撑 筋板
2 10 10 10 10 10 10 8 10 8 10 10 8 3 3 10 10 10 10 5 5 5 5 5 8 15 8 10 10 8 8 3 8 8
名称 主平台 耳板 轴套 螺母块 前弯板 右立板 加强板 耳板 安装板 减速器安装板 主阀安装板 连接板 螺纹板 后立板 配重安装板 板 加强板 板 主阀安装板 固定板 后立板 固定板 加强板 支架总 支架 支架板 支架板 支架 支架板 支架板 支架 支架板 支架 支架板 回转平台
焊缝 10 8 4 8 10 10 10 8 10 4 10 3 10 8 10 5 10 4 2 10 8 10 8 8 8 8 8 8 8 8 6 8 5
0.0003 0.0071 0.0374 0.0163 0.0094 0.0686 0.1027 0.0106 0.0948 0.0151 0.0211 0.0128 0.0033 0.0003 0.0004 0.0096 0.0685 0.0099 0.0060 1.0060 2.0060 3.0060 4.0060 5.0060 6.0060 7.0060 8.0060 1.7368 0.0520 0.4469 0.0422 0.1127 0.0659 0.0426 0.0520 0.0056 0.0520 0.2080
0.003 0.078 0.411 0.180 0.104 0.755 1.129 0.116 1.043 0.166 0.232 0.141 0.036 0.004 0.004 0.138 0.188 0.066 0.098 1.054 2.020 3.006 4.015 5.006 6.016 7.006 8.012 19.105 0.572 4.915 0.464 1.240 0.725 0.469 0.572 0.061 0.572 2.288
序号 一
图号 XE75.05.1.1B XE75.05.1.1-1 XE75.05.1.1-2 XE75.05.1.1-3 XE75.05.1.1-5A XE75.05.1.1-6 XE75.05.1.1-7 XE75.05.1.1-8 XE75.05.1.1-9 XE75.05.1.1-10 XE75.05.1.1-11 XE75.05.1.1-12 XE75.05.1.1-13 XE75.05.1.1-14 XE75.05.1.1-15 XE75.05.1.1-16 XE75.05.1.1-17 XE75.05.1.1-18 XE75.05.1.1-19 XE75.05.1.1-20 XE75.05.1.1-21A XE75.05.1.1-22 XE75.05.1.1-24 XE75.05.1.1.1A XE75.05.1.1.1-2A XE75.05.1.1.1-3 XE75.05.1.1.2A XE75.05.1.1.2-2A XE75.05.1.1.2-3 XE75.05.1.1.3A XE75.05.1.1.3-1A XE75.05.1.1.4A XE75.05.1.1.4-1A XE75.05.1A
1 1 2 2 2 1 1 2 1 2 1 1 1 3 2 1 1 1 1 2 1 1 1 1 1 1 1 1 2 2 4 2 4 1 1 1 4
200 180 476 208 120 1748 2616 210 2416 300 537 327 132 31.4 50.24 328 304 144 234 246 138 138 95 95 101 101 61 2069.66 2530 840 718 840 424 2069.66 1582.56 2069.66 2069.66
1.1393 0.0000 0.0000 0.0599 0.0068 0.0068 0.0007 0.0007 0.0056 0.0027 0.0045 0.0013 0.0090 0.0038 0.0045 0.0005 0.0041 0.0013 0.0047 0.0012 0.0008 0.0005 0.0005 0.9635 0.0542 0.0189 0.0013 0.0682 0.1656 0.0211 0.0128 0.0370 0.0008 0.0388 0.0283 0.0018 0.0047 0.0702
0.5992 0.0678 0.0678 0.0071 0.0066 0.0557 0.0266 0.0450 0.0133 0.0904 0.0377 0.0450 0.0055 0.0412 0.0133 0.0466 0.0117 0.0085 0.0047 0.0047 9.6347 0.5417 0.1893 0.0134 0.6815 1.6564 0.2108 0.1283 0.3697 0.0085 0.3882 0.2826 0.0176 0.0471 0.7018
0.04849
ቤተ መጻሕፍቲ ባይዱ
断续焊
XE85.05.1.1-15 XE85.05.1.1-16 XE85.05.1.1-17 XE85.05.1.1-18 XE85.05.1.1-19 XE85.05.1.1-20A XE85.05.1.1-21 XE85.05.1.1-22B XE85.05.1.1-23A XE85.05.1.1-24 XE85.05.1.1-25A GB/T13681-1992 GB/T13681-1992 XE85.05.1.1.1 XE85.05.1.1.2B XE85.05.1.1.3A XE85.05.1.1.4 XE85.05.1.1.1-2 XE85.05.1.1.2-2 XE85.05.1.1.2-3 XE85.05.1.1.3-2 四 XE85.05.1.1.4-2 XK150.09.00 XK150.09.01 XK150.09.02 XK150.09.02-02 XK150.09.02-03 XK150.09.02-04 XK150.09.02-05 XK150.09.03 XK150.09.04 XK150.09.05 XK150.09.06
消耗(10﹪) 0.7737 0.0165 0.0189 0.0013 0.0776 0.1601 0.0308 0.0369 0.0033 0.0388 0.0011 0.0355 0.0004 0.0355 0.0197 0.0314 0.0025 0.0086 0.0011 0.0007 0.1601 0.0070 0.0308 0.0549 0.0155 0.0024 0.0030 0.0105 0.0027 0.0025 0.0044 0.0055 0.0044 0.0041 0.0000