NXT使用心得,及在XP243E方面优化的一些经验(1)
课题论文:乐高NXT机器人的编程软件的教学和实践

学科教育论文乐高NXT机器人的编程软件的教学和实践一、乐高NXT机器人的编程软件教学和实践的意义如果说,机器人的硬件决定机器人能够“做什么”,那么机器人的软件程序决定它能“怎样做”。
优秀的程序能够给予机器人丰富的指令,让机器人实现多样化的功能。
乐高机器人目前可用C语言、VB语言、JAVA语言编程,让乐高机器人完成各式各样的操作命令,可是这类的语言过于专业,如果不是专业的计算机工作人员,很难完成复杂的程序编辑。
为了让编程过程变得可视化和简单化,乐高机器人以ROBOLAB图形化为思路,开发出G语言,它能用简单的方式完成动作循环、条件选择等程序编程,这些编程过程均有一套批处理化的专门的图标负责完成,编程人员只需要将编程模块组合并设定动作参数。
丰富、简单、易用的G语言赋予了乐高机器人强大的生命力,乐高机器人的使用者和开发者若能学习好G语言,就能让乐器机器人发挥无穷的创意。
二、乐高NXT机器人的编程软件教学和实践的平台1.引导学生熟悉操作环境所谓的操作环境,就是指要完成编程和实现编程必须具有的工作平台,教师要引导学生了解到在开始编程以前,要先检查编程的工作平台是否齐备,以免在工作中发现无法顺利的完成编程过程。
一台乐高NXT机器人的编程环境如下:通过USB2.0,乐高NXT编程程序可与计算机PC端连接起来,程序员可在计算机中完成编程程序,然后导入乐高NXT机器人处理器中。
2.引导学生熟悉操作面板学生要学会编程,首先就要熟悉操作面版,教师可以让学生理解到乐高的编程软件分为两种版本,一种是玩具版本,一种是教育版本,其区别在于玩具版本只有英语版,而教育版自带汉化版本,然而两者的功能却是一样的。
学生只有熟悉了面板的分布,在编程的时候才能知道软件的功能应当如何使用。
(1)引导学生熟悉菜单分布图1为G语言菜单界面,教师可以引导学生观察菜单界面分布的规律,让学生以最快的速度了解如果自己需要操作一个功能时,要在菜单哪个范围中寻找这项功能。
XP243E的操作与调试
2.9电路板的取入和送出
自动运转中的 电路板可以自 动取入,也可 以在机器上输 入操作指令来 个别指示电路 板的取入/ 送出 动作。在换线 时如要检查搬 运轨道宽度、 传感器的动作 状态、或是送 出有缺陷的电 路板时,需要 用手动操作进 行电路板的取 入/ 送出。
操作步骤 1. 在[ 主画面] 上选择[ 机器操作]、[ 搬运轨道操作],显示出[ 搬运轨 道操作] 画面。 2. 要取入新的电路板时,按下[ 其他] 栏的[ 取入新电路板] 按键、要 排出电路板时,按 下[ 送出电路板] 按键,使其处于[ 启动] 按钮待机状态。 注意)XP-243 的时候,有必要输入电路板尺寸。此外,有缺口的电路 板请输入缺口尺寸。3. 按下[ 启动] 按钮后,进行取入/ 送出电路板。 电路板的取入/ 送出结束后,处于等待 下一步动作的状态。返回[ 主画面] 时,请按下[ 返回] 按键。
项目说明 料盘电梯的移动: 将料盘电梯移动到指定的料站上。在将指定料站以外的料盘盒供应给元件吸 取位臵时,从收存所供应的料盘盒移动到位臵上。当料盘吸取位臵上供应了料盘盒时,在 收存料盘盒后将料盘电梯移动到料盘更换位臵上。 往复臂前进: 往复臂前进指令是将按键按下的料站的料盘盒移动到元件的吸取位臵。 往复臂后退: 将在元件吸取位臵上所供应的料盘盒和料盘往复臂移动到料盘托架位臵。 料盘上面测量: 进行全部料站的上面测量。
2.12 元件自动吸取修正量
由于元件的位臵或者吸嘴的弯曲等各种各样的原因,在吸取元件时吸 嘴并不一定吸取元件中心。为了防止这种吸取元件的偏移,使用元件 的吸取位臵对X、Y 轴方向进行自动调整的功能。 元件数据的「Pick-up Auto Offset」项目设定为「0:YES」时,根据 影像处理的结果计算出吸取位臵的偏移量,自动补正在其元件以后吸 取的同类型的元件的位臵。 吸取补正值编辑 使用吸取补正值编辑器,可以参考、编辑吸取位臵补正量。 选择[ 生产]、[ 吸取补正值编辑],显示出[ 吸取补正值编辑] 画面。在 [ 吸取补正值编辑] 上可以参考、编辑吸取位臵补正量。 备注)在平台/ 料站号前显示出「*」记号的料站表示设定为料带宽度 8mm 的马达供料器。料带宽度设定为8mm 的马达供料器时,吸取 位臵向X 方向进行-2.0mm 修正。
NXT使用心得,及在XP243E方面优化的一些经验

还有什么双轨,双JOB生产功能,以及PCB软支撑等,很多功能这里就不一一列举了.
有优点当然也有缺点,个人认为NXT太依赖软件,控制电脑出点问题NXT就动不了.
XP243E的优化
用FLEXA自动优化NXT一般都可以优化的很好,让它自动生成站位和吸嘴.但有些时间在物料的分配上优化的不尽人意.要人工的跟据机器现有的吸嘴来手工移动站位.将模组每台机平衡后,还要考虑到NXT与XP243之间的平衡 一般手机板有很多异形料.包装带都比较宽.由于在NXT 16MM的FEEDER之间要间隔两站才能放下.一个M3放不了几站16MMFEEDER就没有站位了,造成机器资源浪费.所以XP243要在保证产能平衡的情况下多贴一些异形料.这时XP243的优化很重要.
但是XP243的程式不管是在FLEXA或机器自带软件优化出的结果实在是不敢让人恭维.一般FLEXA优出来了后,再人工优化,可以挤出10多秒或更长的时间出来.我们来看看这些时间是怎么挤来的吧!
对XP243贴装速度够成影响的因素有:
1. 站位排列.
站位的排列原则是站位向PCB停板位置靠拢,用量多的物料装在最靠近PCB板的站位.
1. 料站
一台M3S只有20站的站位.站位虽少,但减少了贴装头取料时X轴的移动距离.
2. 相机
相机是固定相机,光源为LED.识别能力大大加强.不会象XP频闪灯使用时间长了,亮度就会下降.
3. 贴装头运转速度
单头远转速度要比XP慢,贴装精度当然有保证.整体速度不用当心,NXT是通过增加头的数量来增加产量.
同时也要考虑同规格FEEDER排在一起.因为XP243 12MM FEEDER是不用隔站位的.
FLEXA优化12MM FEEDER是一律是隔一站排列的.
NikonCaptureNX(NX2)使用心得之一——实例之一,解放区的天是晴朗的天无忌论坛
NikonCaptureNX(NX2)使用心得之一——实例之一,解放区的天是晴朗的天无忌论坛实例之一,解放区的天是晴朗的天U点技术是NX的亮点,很容易掌握和使用,又具有强大的功能,可以轻而易举用U点来选取对象并进行调整,特别是可以方便地改变对象的颜色,很容易引起初学者的兴奋。
在天空部分加一、两个控制点,即可选取整个天空,再从颜色选择器里挑选出合适的颜色,甚至可以打开色板,直接从记忆色中选取天空的蔚蓝色。
多加一些CP既可以保护对象不受其它对象调整的影响,又可以单独调整增强,只需要点几下鼠标选择对象和颜色,几分钟的时间就可以使得片子立刻靓丽起来。
特别是N家的DSLR直接出的片子比较寡淡,经常被人讥为阴天一族。
用NX的U点技术后,阴云密布可以立马变成艳阳高照,使得N家粉丝大出了一口恶气。
所以不管三七二十一,先变天再说,以至于坛子里大部分经NX处理后的片子,天空就如同解放区的天一样,都是晴朗的天,一水的蓝色,充分反映了N家粉丝翻身得解放的喜悦心情。
确实,U点能改变天的颜色,也能使得片子变得更靓丽,让我们看一看采用什么样的方法更能达到目的。
下面的三个实例是从JBL兄推荐的尼康网站上下载来的,下载地址如下:从这个地址可以下载pdf格式的教程和例图,这是其中的第三个实例,如何改变天空的颜色?如上图所示,操作极其简单。
在天空的合适位置放置一个CP,然后将CP作用的范围拉到最大(100%),亮度减小一半(52%),对比度增加1/5(20%),饱和度增加4个点(4%),按确定按钮完成,大约花费2-3分钟。
设置前和设置后的比如如下图:从上面的比较图可以看出,天空变得更蓝而群山却更绿,却只用了一个CP,没有也不需要在白云和青山上放置CP。
这说明两个问题:1、CP的功能很强大,可以将过去需要很复杂的操作简化为极其简单的操作。
以本图为例,CP的作用范围如下图所示:从上图可以看出,如果不采用CP直接对全图进行上述设置,会将天上的白云和山上的白雪以及近处的山一起压暗,将无法达到采用CP 后的效果。
概述 Nikon Capture-NX使用心得和经验交流 之一概要
概述 Nikon Capture-NX使用心得和经验交流之一NX刚发布就有开荒牛兄、picky2000兄、川流兄、夜行天涯兄以及其他热心的DX们花费自己大量的时间和精力在第一时间介绍和推广,无私地传授和交流自己的宝贵经验,这恐怕是无忌之所以能吸引了众多泡菜的原因。
开放和共享是互联网的主旋律,也是无忌泡菜们秉承的精神。
关于如何下载、安装NX试用版、如何延长试用期以及这方面的问题如何解决可参看:Nikon Capture NX试用版可以下载了NX使用经验交流以及无忌泡菜使用NX处理和调整后的片子效果可参看:Nikon Capture NX使用经验交流和作品交流尼康Capture NX V1.0版印象NX的不足和期望的增强和改进见下贴:大家说说对Capture NX下一版最期待的增强和改进吧使用NX需要的电脑硬件配置等方面的讨论可参看:想用NC、NX较比流畅的作图片,电脑要啥配置?思考中在下虽然不才,但既然成为坛子里的泡菜,自当学习和发扬这一精神,将自己在学习和使用NX过程中的一些体会和心得写出来与各位同学切磋和分享。
由于使用的时间不长,也缺乏足够的领悟能力,所使用的方法和参数未必是最合适的,所以不是什么教程,不过是抛砖引玉而已。
如各位发现有任何不妥和不足之处,尽管板砖招呼,有什么好的想法、经验和建议,也请不要吝啬,帮助在下学习和进步,也使其他同学能够受益。
总之,无论是砖头或是美玉,在下一概笑纳,在获得首贴编辑权后,会将有意义和价值的回帖以及作者的大名加入首贴,以期本贴能对学习NX的同学们有些许帮助。
NX一经问世即获殊荣,赢得2006-2007年度欧洲影像革新奖。
那么,它的革新在哪里呢?EISA是这样说的:“Nik软件公司的U点技术包括在尼康最新的图像软件Capture NX中,提供摄影师特别的工具对色彩、色调、亮度、对比度进行控制。
无需选择任何区域或使用蒙板,很容易根据摄影师的要求调节个别区域色彩。
NX学习小结
为期一周的软件实训学习很快就结束了,通过这7天的集中实训使我对建模软件的学习和认识又增加了不少,对在大学期间已经学过的pro-e和SolidWorks 也有了更深的认识。
尽管这三个软件在草绘模型、实体建模、装配建模、仿真分析等模块有很多相似的地方,这次实训期间让我学到了很多东西,不仅在理论上让我对数控领域有了全新的认识,在实践能力上也得到了很大的提高,真正的学到了学以致用,对我来说获益匪浅。
回顾一下这一周的实训,依次从草图绘制、实体建模、装配仿真、加工模块进行。
首先简单介绍一下软件,该软件起源于美国麦道飞机公司,是一种CAD/CAE/CAM一体化的机械工程计算机软件,是当今世界上最先进的计算机辅助设计、分析、制造软件之一,是一个全三维和双精度系统。
利用这个软件,可以完成产品从概念设计、模型设计、性能分析、运动分析、加工刀路生成等整个产品的生成过程,实现了真正意义上的无图纸化生产。
因此广泛应用于航天、航空、汽车、通用机械、造船、模具等领域。
1.认识软件首先认识了软件的命令操作条、添加操作指令和认识简单操作指令等。
定制角色功能:首先打开软件界面,从软件左侧工具栏中单击角色命令,选择“具有完整菜单的高级功能”,如下图1所示。
图1 角色其次依次单击软件最上端工具→定制→角色,通过创建或加载mtx.文件可以定制自己所需的界面、命令,过程如下图2所示:图2 工具→定制新建文件、保存文件、命名等操作,依次通过文件→实用工具→用户默认设置→常规,通过调整“提醒保存更改的时间间隔”下的时间条来设置文件的保存时间,5分钟。
图3 保存时间根据建模要求,依次设置单位、保存目录、用户属性、用户界面等。
如下图4所示。
图4 用户默认设置2.草图绘制选择绘制平面,依次点击插入→在任务环境中绘制草图→XY/XZ/YZ根据建模需要选择其中合适的一个平面,如下图5所示:图5 草图绘制平面进入草图绘制界面,在草绘模式下最左边工具栏部件导航器中可以看到模型历史记录,即建模的步骤。
UGNX的学习心得与体会

UG NX的学习心得与体会UG软件是一套集CAD、CAM、CAE 于一身的大型软件,其功能强大,使用该软件进行设计,能直观、准确地反映零、组件的形状、装配关系,可使产品开发完全实现设计、工艺、制造的无纸化生产,并可使产品设计、工装设计、工装制造等工作并行开展,大大缩短了生产周期,非常有利于新品试制及多品种产品的设计、开发、制造。
在新品开发期间,能通过其强大的功能及时检查尺寸干涉、计算重量及相关特性,提高产品的设计质量,对复杂结构产品装配工艺、焊接工艺中工序的合理安排有着非常好的指导性。
因此,该工具提供了一个强有力的新品开发手段。
通过对UG软件的学习和研究,掌握其使用技能,不仅可设计简明电扇清洁器,解决了上学期课题研究遗留的一大难题,而且用UG来设计创意产品,将自己的梦想设计出来是一件非常具有诱惑力的事。
通过多年的学习和摸索后大致总结了以下几点。
一、需注意的规范所谓没有规矩不成方圆。
使用UG时也需有一定规范(当然应根据需要制定)。
首先是文件命名须有规律,如主模型可用零件号命名如XXX.prt,而其他文件应加前缀或后缀如用于提供图纸的文件可加-dwg,修改的数模也须加前缀或后缀如加-a。
如果主模型离开原部门到其他部门,也应加上前缀或后缀如到工艺部门可加-prc。
如果违反规定命名文件对个人用户来说应做好记录,在企事业单位中则应向上级报告备案。
长期从事UG制图的人一定体会到想找几个月前的文件有多难。
在企事业单位中对数据备份(CD-R或磁带),应做好管理。
(如果你试过从一箱子CD-R中找一个文件的话,一定会体会那种让人欲哭无泪的感觉。
)建模时需注意的地方:1.层的分配应根据需要制定规范,这里提供一个参考:层号几何体分类1-199 Curves,Sketches,Solid Geometry200 Flat pattern(wrieframe)模型(线框)201-239 Open(optional for ref data,plattom geometry)开放用于参考数据,阴影几何体项240 增加到绘图面的绘图几何体241-248 Open(绘图项)249 Parts list crosshatching boundary lines剖面线文件表250 格式251 文件列表252 版本信息253 GRIP使用限制254-256 开放而我个人认为尽量少使用层,就经验来看,过多使用层可能破坏文件。
NXT常见问题解答
完成论坛任务可以拿代金券!NXT常见问题解答硬件(hardware)1. 在9797套装里面有几个马达? 3个.2. 在9797套装里面有哪些传感器? 2个触动传感器,1个光电传感器,1个声音传感器和一个超声波传感器.3. 什么是伺服马达? 伺服电机是一种速度或者位置能够被感知其位置的闭环反馈电路控制的电子马达。
马达的速度通过转速表来测量。
转速表产生一个和速度成比例的电压。
这个电压同一个预定的参考点和差额或者误差相比较,然后来调节马达的速度,或升或降.4. NXT智能积木块上的USB端口有什么作用? 这个USB端口是一个附属端口,意思是仅仅用来与USB主端口(比如电脑上的)进行通讯。
该端口的作用是用来快速下载程序到NXT中(线缆可以在9797套装里面找到).5. 什么是” 在积木块上编程”?通过NXT上的点矩阵显示屏,你可以不使用计算机来完成简单的程序编写。
比如一个程序,你可以在显示屏上通过重复定义图标然后完成5个步骤/活动的控制。
这些图标包括马达输出(向前走/向后走,左转/右转),声音输出,传感器输入,等待时间).6. 像RCX一样可不可以在同一端口连接更多的马达或者传感器? 不可以.7. 为什么9797套装里面的零件比现有的核心套装多出很多(431对240)? 这主要是由于9797是技术搭建系统,这里有许多小的结构件(不同的连接器)用来连接梁等.8. 转换线缆用来做什么? 通过转换线缆可以将灯连接到NXT上。
另外,也可以将现有的传感器或者马达连接到NXT上.9. 新的光电传感器比现有的更好么? 是的.新的光电传感器更加灵敏并且更加精确。
也可以屏蔽掉红外光源从而达到只测量环境光值.10. 新的触动传感器比现有的更好么? 不是。
主要的区别是在新的传感器触动端点部分有一个十字孔.11. 为什么乐高为新的产品改变了搭建系统(从传统的块到技术梁)? 技术搭建系统的灵感来源于更快更坚固的搭建3D模型,因为这已经是非常好的搭建系统.12. 如何将现有的积木块和新技术组件更好的配合起来使用? 虽然需要一段实践但这将是非常简单的过程。
XP243E的操作与调试解析
2.5 蜂鸣器的停止
• 蜂鸣器鸣响时的停 止方法。 方法一:触摸画面 左上方的[FUJI] 标 记,显示出以下的 画面后,按下[ 蜂 鸣器关] 的按钮。 方法二:按下[ 周 期停止] 的按钮后, 停止蜂鸣器。
2.7贴装头待机
• 操作等待时候, 可将贴装头移动 到退让位置。 操作步骤 • 1. 在[ 主画面] 上 选择[ 机器操作]、 [ 贴装头待机]。 • 2. 按下[ 启动] 键, 把贴装头移动到 退让位置。
控制电源 开关
按下此按钮后机器接通控制电源,启动机器的控制软件。
可以设定选择使用SIDE 1 或SIDE 2 中的某一侧( 相反侧) 来进 SIDE 1/2 行机器操作。将此开关设定在「LOCK」位置时,相反的SIDE 侧 ENABLE/ 解除[ 紧急停止] 按钮,另外,在此时只要不将「LOCK」2. 位置 上设定的SIDE 侧的开关变为「ENABLE」,则从相反侧的SIDE 不 LOCK 能解除机器操作的锁定。
主菜单
• F: 选择在各画面上主区域内的操作指令键后,可以进入到下一层的相关操作 指令中去。
2.基本操作
2.1 机器的启动和关机
操作步骤 • 1. 启动与机器相连接的监控电 脑。 • 2. 把机器上的电源总开关置于 “ON”的位置。 • 3. 按下[ 接通控制电源] 按钮 后启动机器。机器启动后,此 时显示[Logon] 画面。 • 4. 选择[Operator] ( 操作者名) 或者[Password] ( 密码) 的输入 框后显示出键盘。 • 5. 用画面上显示的键盘上输入 [Operator]( 操作者名) 和 [Password]( 密码),选择 [Logon]键进行注册。
蜂鸣器
机器出现异常时发出报警声。 按下此按钮会切断动力电源并立即停止机器的运行。因为此按
最全NXTIII、XPF贴片设备操作基本技能培训教材
飞达站位亮 红灯表示, 飞达异常未
准备就绪
飞达站位三种颜 色的灯同时亮起, 表示此站位程序
跳过未生产
飞达站位亮绿灯 表示飞达准备就 绪可正常生产
机器气压和真空 压力显示表,异 常时显示红色
机器基座主电 源开关,可同 时关闭多个模 组电源,禁止 非专业人员操
作
NXT模组基座
废料带箱,每 两小时清理一 次,长时间不 清理有卡坏料 带切刀的可能
高速供 料
料带为 纸带使
用
纸质料带 胶质料带
物料飞达格式调整认识
P4间距物料, 中间空一格
P4间距物料
P4间距物料 P4间距物料
P2间距物料, 中间无空格
P2间距物料
特别提醒:正确辨别物料间距,飞达间距根据物料实际间距调整,请勿按 照机器程序设定间距调整,当发现两者不一致时通知跟线工程及时调整
谢谢!
放在托盘中间位置
托盘高度感应位置, 此处有光纤光源通过
禁止覆盖或遮挡
托盘物料摆放时, 靠左上角靠紧,有 方向物料方向点朝
左上角摆放
MTU IC柜内部
托盘物料摆放到位 后,需使用磁铁将 物料托盘固定,如 图所示最少使用两
个磁铁
生产数量显示
生产补件模式,设 置为错误停止
生产补件次数,设置 为0次
贴装速度设置0.01-1 之间,正常生产禁止
①
②
③ ④
NXT机器飞达站位信息查看步骤
①
②
料站站位
飞达供料 间距
物料料号
④
③
飞达型号
NXT机器异常及抛料异常信号灯显示说明
机器异常停止界 面,同时红色圈 中按钮灯光闪烁, 此时信号灯为红
色常亮
浙大中控主控卡XP243X
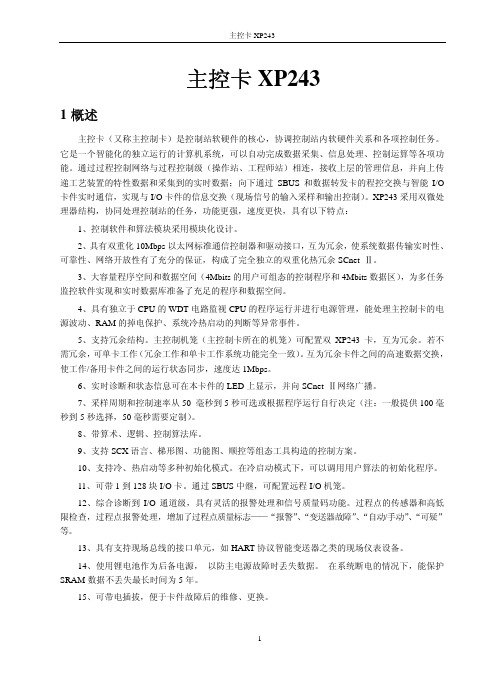
2 使用说明
XP243X 主控卡由两块称为底板和背板的 PCB 板组成。底板上装有主处理器和 SBUS 通信处理 器,面板结构如图 2-1 所示。在面板上设置有 LED 指示灯、掉电保护跳线等。
1.1 XP243X 主控卡在网络架构中的位置 ............................................................................................ 1 1.2 XP243X 主控卡的功能特点 ............................................................................................................ 1 1.3 XP243X 主控卡适用系统 ................................................................................................................ 2 2 使用说明..................................................................................................................................................... 2 2.1 LED 指示灯说明 .............................................................................................................................. 3 2.2 地址拨码开关设置 .......................................................................................................................... 4 2.3 掉电保护设置.................................................................................................................................. 5
XP243使用手册
主控卡 XP243
3.3 主控制卡的网络节点地址(SCnet Ⅱ)设置
通过主控卡上拨号开关 SW2 的 S8、S7、S6、S5、S4 采用二进制码计数方法读数进行地址设置, 其中自左至右代表高位到低位,即左侧 S4 为高位,S8 右侧为低位,如下表所示。
表中“ON”表示“1”,“OFF”表示“0”。主控制卡的网络地址不可设置为 00#,01#。SW2 的 S1-S3 位必须设置为 OFF。拨号开关拨到上部表示“ON”,拨到下部表示“OFF”。
4
主控卡 XP243
类别 控制站地址
表 3-2 TCP/IP 协议地址的系统约定
地址范围
网络码
IP 地址
128.128.1
2~31
128.128.2
2~31
备注
每个控制站包括两块互为冗余主控制 卡。同一块主控制卡享用相同的 IP 地
址,两个网络码。
表 2-2 中网络码 128.128.1 和 128.128.2 代表两个互为冗余的网络。在控制站表现为两个冗余的 通信口,上为 128.128.1,下为 128.128.2,如下图所示。
6、网络地址:2 — 31(任选)。
7、冗 余:1︰1 热冗余。
8、SBUS 接口(现场控制总线,SBUS II)
电气标准:符合 EIA RS-485 标准。
拓扑规范:总线型结构,节点可组态。
冗 余 度:1︰1 冗余,双重化总线。传输介质:特性阻抗为 12源自 欧姆的屏蔽双绞线(八芯双绞线)。
9、SBUS 接口(I/O 总线 SBUS I)
表 3-1 主控卡网络节点地址设置
地址选择 SW2
地址
S4 S5 S6 S7 S8
-
-
XP243X使用手册

J1:主处理器调试接口。禁止用户使用; J2:欧式插头; J5:SBUS 处理器调试接口。禁止用户使用; JP1:外部看门狗跳线。缺省为短路块插上,禁止用户更改; JP2:掉电保护跳线。缺省为短路块插上; JP3:SBUS 复位跳线。缺省为短路块插上,禁止用户更改。 XP243X 背板上装有 SCnet 通信处理器。其结构如图 3-2 所示。在面板上设置有地址拨码开关、 RJ45 网络连接端口等。
2
XP243X 使用手册
¾ 功能:控制站、操作员站、工程师站、数据服务器和网间连接器之间相互通信
3 使用说明
3.1 结构简图
XP243X 主控制卡由底板和背板组成。底板上装有主处理器和 SBUS 通信处理器,面板结构如 图 3-1 所示(尺寸: 187mm×145mm)。在面板上设置有 LED 指示灯、掉电保护跳线等。
4
XP243X 使用手册
类别 主控制卡地址
表 3-2 TCP/IP 协议地址的系统约定
地址范围 网络地址 主机地址
备注
128.128.1 128.128.2
2~127 2~127
每个控制站包括两块互为冗余主控制卡。同一 块主控制卡享用相同的主机地址,两个网络码。
表 3-2 中网络地址 128.128.1 和 128.128.2 代表两个互为冗余的网络,在主控制卡上分别对应 A 网口和 B 网口。
¾ 通信规范:符合 IEEE802.3 标准协议和 TCP/IP 标准协议 ¾ 通信速率:10/100Mbps 自适应
¾ 拓扑规范:总线、星型、环形
¾ 通信协议:UDP/IP ¾ 控制网连接方式:冗余连接,分两个网络 128.128.1.*和 128.128.2.* ¾ 最大网络规模:操作节点 72 个、控制站 63 个
2024版nxt培训手册完整版二

NXT系统特点
分析NXT系统的特点、优 势和不足之处,以及与其 他系统的比较。
培训目标与课程安排
培训目标
明确本次培训的目标,包 括学员应掌握的知识和技 能,以及培训后的应用方 向。
课程安排
详细介绍本次培训的课程 设置、时间安排和教学方 法,以及每门课程的学习 目标和重点内容。
考核标准
说明本次培训的考核方式 和标准,以及合格与优秀 的评判标准。
法。
反思与总结
03
结合自身队伍情况,反思不足之处,总结提高的方法。
06
进阶技能提升方向指引
深入学习传感器原理及应用场景
掌握传感器基本工作原理
了解不同类型传感器的感应机制,如光电、压力、温度等。
学习传感器接口与通信协议
熟悉传感器与控制器之间的通信方式,如I2C、SPI等。
分析传感器应用场景
针对不同领域,研究传感器的应用案例,如智能家居、工业自动化 等。
探索复杂运动控制算法实现
学习PID控制算法
掌握比例、积分、微分控制原理,实现精确运动控制。
研究路径规划算法
了解基于栅格、采样或优化的路径规划方法,实现机器人自主导航。
探索动力学建模与仿真
学习机器人动力学建模方法,利用仿真软件进行性能分析。
拓展创新项目设计思路展示
创意项目构思
结合实际需求,提出具有创新性的项目设计思路。
数据类型
NXT-G支持多种数据类型,如整数、 浮点数、布尔值、字符串等。
02
变量与常量
变量用于存储程序中的数据,常量表 示固定不变的值。
01
数学函数
NXT-G提供了一些内置的数学函数, 如三角函数、对数函数等,用于进行 更复杂的数学运算。
XP243E操作手册

XP-243E TUT-XP243-1.0S XP-243E购入后如要转卖给第三方,请务必事先与本公司联系。
紧凑式高速贴片机XP-243E机械手册本机器的手册包含以下内容。
XP-243E操作手册XP-242E/243E系统手册XP-243E机械手册为了您能安全高效的使用本机器,请仔细阅读以上手册,并遵守上面记载的步骤及注意事项。
请将手册放在机器附近,以便使用时能立即浏览。
TUT-XP243-1.0S著作权本手册的著作权属于富士机械制造株式会社所有。
未经本公司同意,严禁擅自复制或转载本手册的部分或全部内容。
商标保证和责任本公司对由于下述原因而产生的结果不承担任何责任:·使用第三方零部件。
·使用非纯正FUJI零部件。
·用户的不正确设置。
·FUJI设备使用不当。
注意事项·本手册的内容在没有事先预告的情况下,有进行变更的可能性。
·本手册在编写过程中力求精益求精,如若发现错误之处敬请与本公司联系。
·本公司对因使用本手册所产生的结果及其所造成的影响,不承担任何责任。
TUT-XP243-1.0S本手册的有关事宜本手册的有关事宜本手册的构成本书是为了使操作者在使用机器的过程中学习其操作方法而编写的。
本书的构成和实际生产作业的顺序大致相同。
本书的内容只限于基本操作。
想得到更详细的资料,请参考 [XP-242E/243E 系统手册]和[XP-243E 机械手册]等手册。
第1章: 机器的构成用图解的方式来说明机器各个部分的名称。
第2章: 机器的启动和结束机器的启动和结束操作的说明。
第3章: 生产的准备生产程序的变更,各种模式的设定,重新贴装的设定等生产开始前的准备工作。
第4章: 生产的开始如何进行供料平台和料站位置确认等的说明。
第5章: 机器的停止各种机器停止方法的说明。
第6章: 生产的结束生产结束步骤的说明。
第7章: 保养归纳各个部位的日常保养,清扫的工作要领。
NXT贴片机X Y XS轴原点校正教程祥解

2.2. 输入目标Base IP和Module 号并选择Connect 2.3.选择 [Wake]和自动识别[Automatic recognition]
2.4.把工作头移到靠近马达侧,并轻微接触缓冲橡 胶垫(STOPER);
2.5.点击[MT],勾选需要校正的轴, 然后选取[Execute MT Reset];
3.4.松开Y轴Ball screw联轴器上的两个M3螺栓; 3.5.转动联轴器,检查Servo counter,调整到-200000±500pulse
3.6.锁住螺栓,扭矩为14.7CN/M;
3.7.卸下JIG,装上STOPPER,移动工作头到STOPPER位 置,Servo值变成10000±2000pulse;
1.4.2.Y002 Master on
ON
1.4.3.Y001 Machine ready ok
ON-OFF-ON
1.5.选择[Head]——[CPU]
1.6.检查机器上的SERVO AMP LED灯是否亮
2.Motion Tool Mini
2.1.打开Motion Tool Mini .exe
1.I/O Monitor
1.1.打开I/O Monitor
1.2.按下start 键并输入IP地址
1.3.点击[CPU]和目标模组,勾选[Output signal]
1.4.选择[ON/OFF]打开I/O信号
1.4.1Y00D Servo Control power , Head power on ON
NXT X Y XS轴原点校正教程
应用范围:
在更换Motor,轴承,齿轮,联轴器,Sensor Dog 定 位等,需要X,Y,XS-axis原点调整。
NXT的操作与注意事项1
NXT的操作与注意事项
2008/02/18
一、正常機器關機作業步驟
一、正常機器關機作業步驟
• • • • • • 一.开机: 1.在机器处于关闭状态时打开总电源开关,NXT 自行启动,启动以后自行进入睡眠状态(显示 屏显示黑色)。 2.按下Power键就可以将NXT从睡眠状态唤醒进 入正常状态。 二.关机 1.(在生产停止状态)按下Power键4秒左右, NXT将进入睡眠状态。 2.关闭总开关即可安全关闭NXT。
三、生產注意事項
• 1.机台在运动中,请勿将手伸入机台内,以免 受到不必要的人身伤害. • 2. NXT有自动调节轨道宽度,换线时要移除 机台内的顶PIN,以免机台报错.
• 3.在紧急情况下压下E-STOP
三、生產注意事項
• 4.清洁抛料盒,以免抛料堆到一起将吸嘴撞断
• 5.定时清理 Waste tape box中的废料带,以免过多 的废料带堵到切刀口使切刀无法正常工作 • FEEDER的盖子一定要盖好,以免在置件头移动过 程中撞到FEEDER的盖子
The End
Thanks!!!
基本操作画面介绍
基本操作画面介绍
• • • • 1.清扫:一般用于将模组拉出 2.Place Head: 调整Place Head的停放位置 3.自我诊断:版本升级使用时会保留机台程式和相关设定 4.取出基板:选择该命令后,NXT会降下Plate,松开基板, 然后就可以拉出模组取出基板 • 5.更换单元:选择该命令后,NXT会让你选择要更换单元, 有更换plate(或MTU)\Nozzle归位\更换Head\移动轨道 等,然后可以按照屏幕的提示逐步操作 • 6.资讯:可以看到NXT的一些相关信息如版本,IP地址等
NXT IPS使用及亮度调整手册

4.按下鍵1次,進入到ADJUSTMENT 2畫面 CURRENT
四:IPS亮度調整
B.調整亮度
5.按下鍵1次,進入到 CURRENT 畫面 UP
四:IPS亮度調整
B.調整亮度
6.如果亮度低的話請按下鍵進行調整到範圍之內
Tolerance value
GR/GL (Gray 95~200 value)
BACK
CURRENT
四:IPS亮度調整
B.調整亮度
9. 請按上鍵調整到 ADJUSTMENT 2 並按下鍵設定 SET
四:IPS亮度調整
B.調整亮度
10. 按上鍵調整到 ADJUSTMENT 2 BACK
11. 按下鍵調整到 ADJUSTMENT 1 ADJUSTMENT 2
12. 按上鍵調整到 ADJUSTMENT 1 BACK
三:IPS螢光貼紙更換
更換週期:當螢光貼紙上有污垢的時候 螢光貼紙和透明貼紙料號:
H08Q H12SQ/H12HSQ
荧光贴纸 PS0290X PS0291X
透明贴纸 PS0310X PS0311X
四:IPS亮度調整
原因及目的 當機器報8406/8404/7F1A/7F19等錯誤時,如果清潔螢光貼紙和棱鏡玻璃片無 法消除時,請對IPS亮度進行調整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公司新增了两条NXT新线,6 Beas的NXT+XP243E. NXT贴片头的配置5个H12S+1个H04.主要用来做手机板.用了一段时间各方面都很稳定.下面是新线使用心得及在线体优化方面的一些经验,现在和大家一起讨论分享.
因为以前接触的都是XP机型.使用NXT一段时间以后觉得NXT相对XP有太多的优势.以下是我所了解的几个明显优势.
4. 占地面积
6 Beas的线体比和XP143+XP143+XP243线体长度相比,NXT还要短一点, 而NXT的产能特高.是XP 2+1线体的1.5-2倍了.
5. FEEDER
采用马达FEEDER,这个稳定啊,原先在XP线上有一1005大小的二极管因来料包装料槽偏大,XP机械FEEDER送料时振动过大造成物料侧立.抛料率一直在3%左右.改到NXT后,同样的PART DATA,抛料率直降到了0.01%
4贴装顺序
现在用很多产品都设计屏蔽罩,这样必需要求屏蔽罩在最后贴装. FLXEA优化时可不管,经常会出现屏蔽罩下的物料后贴装的情况.所以要手工将这些顺序移到最后面贴装.移顺序的同时也要考虑机器换嘴次数.
当用TARY物料比较多且贴装顺序在一起时.会出现等待拉TARY现象.将用TARY物料的顺序插入到使用相同规格吸嘴使用FEEDER供料顺序中间.这样就可以避免出现等待现象!
同时也要考虑同规格FEEDER排在一起.因为XP243 FEEDER是不用隔站位的.
FLEXA优化12MM FEEDER是一律是隔一站排列的.
2. 吸嘴
XP243贴装头是单头,要频繁换嘴才能应付不同规格物料.所以换嘴速度特别的快.也是我见过所有贴片机换嘴最快的机器.有时看XP243换嘴感觉是一种享受.不过换嘴再快也是要花费时间的.如果要尽量减少换嘴次数.那就要尽量将外形差不多大的物料使用一种规格的吸嘴吸取.同时也要将使用同一吸嘴规格的贴装顺排列到一起.
6. 自动换嘴功能
每个吸嘴都有图形码,机器可以自动识别吸嘴,不会当心手工换嘴手上的污渍弄错吸嘴了.上面还有用油漆涂的点,可以从点的颜色来区分吸嘴的尺寸,
7. 贴片头及模组的更换
机器的贴装头可以随意的更换,必要时你可以跟据PCBA物料情况来设置贴片头的安装.
当单个模组出现故障时,可以将模组拉出来,更换一个搬运轨道.保证生产线正常生产.
3. PART DATA
因为XP243多贴为异形料,SHAPE DATA里面速度设置过快,很容易偏位,于是一般这些料的速度都设置的很慢.所以对于这个特殊物料选用吸嘴时要跟据物料表面吸取面积及重量.高度等因素来设置最佳的速度.
有些大个头的元件如屏蔽罩,XP243采用多次成像.将几张图象合并起来一起识别.这样处理起来超慢,一个元件要多浪费1-2秒时间.如果用量多,则对机器的效率够成很大影响.其中有些元件尺寸是没有超过一次成像范围的.可以将VISON 选项里Scan Area 值改为0,则可以不要采用多次成像.可以节省很多时间.
1. 料站
一台M3S只有20站的站位.站位虽少,但减少了贴装头取料时X轴的移动距离.
2. 相机
相机是固定相机,光源为LED.识别能力大大加强.不会象XP频闪灯使用时间长了,亮度就会下降.
3. 贴装头运转速度
单头远转速度要比XP慢,贴装精度当然有保证.整体速度不用当心,NXT是通过增加头的数量来增加产量.
还有什么双轨,双JOB生产功能,以及PCB软支撑等,很多功能这里就不一一列举了.
有优点当然也有缺点,个人认为NXT太依赖软件,控制电脑出点问题NXT就动不了.
XP243E的优化
用FLEXA自动优化NXT一般都可以优化的很好,让它自动生成站位和吸嘴.但有些时间在物料的分配上优化的不尽人意.要人工的跟据机器现有的吸嘴来手工移动站位.将模组每台机平衡后,还要考虑到NXT与XP243之间的平衡 一般手机板有很多异形料.包装带都比较宽.由于在NXT 16MM的FEEDER之间要间隔两站才能放下.一个M3放不了几站16MMFEEDER就没有站位了,造成机器资源浪费.所以XP243要在保证产能平衡的情况下多贴一些异形料.这时XP243的优化很重要.
这些都是实践总结出来的经验,对提高机器效率很有用的.也算是对之前发过的XP机型优化的延伸吧!
但是XP243的程式不管是在FLEXA或机器自带软件优化出的结果实在是不敢让人恭维.一般FLEXA优出来了后,再人工优化,可以挤出10多秒或更长的时间出来.我们来看看这些时间是怎么挤来的吧!
对XP243贴装速度够成影响的因素有:
1. 站位排列.
站位的排列原则是站位向PCB停板位置靠拢,用量多的物料装在最靠近PCB板的站位.