铣削加工参数
数控切削参数表
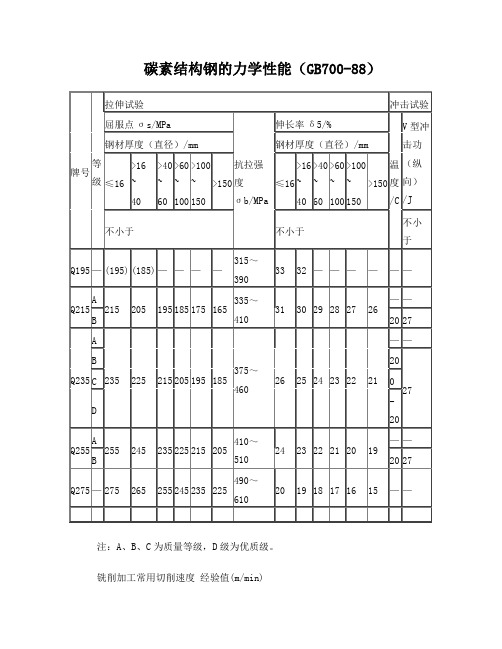
碳素结构钢的力学性能(GB700-88)注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)铣削时的切削速度铣削加工每齿进给量推荐值 (mm/z)数控铣削每齿进给量经验值H13~H7孔加工方式余量(孔长度小于5倍直径)注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次; 2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余量(mm)注:1. 精铣时,最后一次行程前留的雨量应该≥0.5mm。
2. 热处理零件磨削的加工余量系将表中值乘以1.2。
高速钢钻头加工钢件的切削用量高速钢钻头加工铝件的切削用量高速钢钻头扩孔、钻孔的切削用量 (mm/r)高速钢铰刀铰孔的切削用量攻螺纹切削速度 (m/min)钻孔的进给量镗孔切削用量硬质合金端面铣刀的铣削用量不锈钢的铣削用量不锈钢的铣削用量硬质合金车刀粗车外圆及端面的进给量注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.75~0.85;2、在无外皮加工时,表内进给量应乘第数K=1.1;3、加工耐热钢及其合金时,进给量不大于1mm/r;4、加工淬硬钢时,进给量应减小。
当钢的硬度为44~56HRC时,乘系数K=0.8;当钢的硬度为57~62HRC时,乘系数K=0.5。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r注:rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
MasterCAM外形铣削主要参数的设置方法

MasterCAM外形铣削主要参数的设置方法前言MasterCAM是一款常用的CAM软件,具有强大的功能及灵活的操作性,被广泛应用于机械制造行业。
在进行外形铣削时,合理设置参数是非常重要的,这样可以提高加工效率,保证加工质量。
本文将介绍MasterCAM外形铣削的主要参数设置方法及其影响。
外形铣削的基本概念外形铣削是制造业中常见的一种加工方式。
其基本原理是通过旋转的铣刀在工件表面上进行铣削,移除必要的材料来得到所需的形状。
在MasterCAM中,外形铣削是通过面铣削操作完成的。
在进行外形铣削时,需要考虑铣削方向、铣削深度、刀具直径以及进给速度等参数的设置,以确保加工效果。
外形铣削参数的设置方法铣削方向铣削方向是外形铣削的一个重要参数。
在MasterCAM中,铣削方向分为水平铣削、垂直铣削和多轴旋转三种方式。
选择不同的铣削方向对加工效果有很大的影响。
•水平铣削:水平铣削适用于平整的工件表面,切削刃与工件平面垂直。
这种方式可以使刀具的切入力最小,因此切削效果好,同时也可以提高加工精度和表面平整度。
•垂直铣削:垂直铣削适用于工件边缘或轮廓,铣刀切削方向垂直于工件表面。
这种方式可以保证切削力的均匀分布,同时也有利于加工较深的凸起形状。
•多轴旋转:在MasterCAM中,可以使用多轴旋转的方式进行铣削。
该方式可以实现任意角度的铣削,适用于加工形状较为复杂的工件。
铣削深度铣削深度表示铣刀在一次铣削过程中所能切削的最大深度。
通常情况下,铣削深度应该尽可能大,以提高加工效率。
但是,在考虑铣削深度时也需要考虑切削力和表面质量的影响。
如果铣削深度过大,可能会导致刀具过度磨损、加工精度下降和表面效果下降等问题。
刀具直径刀具直径是外形铣削的一个重要参数,通常情况下,刀具直径越大,铣削效率越高,加工精度越高。
但是,在选择刀具直径时也需要考虑工件的几何形状以及加工深度和切削质量等因素。
进给速度进给速度是铣削过程中切削刃移动的速度,是外形铣削的另一重要参数。
铣削加工工艺参数的优化
确 定 的条件 下 , 削速度 、 给量 厂、 向切 削 深度 “ 、 切 进 径 轴 向切 削深 度 a ( 吃刀 量) 背 等切 削用 量选择 得合 理 与否 , 直 接影 响加 工质 量 、 产 率 和 生 产成 本 。因此 , 化 加工 生 优
参 数 、 理 选 择 切 削 用 量 是 提 高 铣 削 加 工 效 益 的重 要 的 环主轴转 速 , D
刀具 直径 。
对 于高 速 铣 削 , 刀具 直径 D 应 改 为 刀 具 的有 效 直 径
因此 , 随着 切削速 度的提 高 , 进给速 度也 应相 应提 高 ,
一
般 可达 2 5m/ i , 至达 到 6 ~8 mi, 是增 ~2 r n 甚 a O 0m/ n 但 的增 加 可 使
V/ N_ NfZ 一 , 、 一 () 5
普通 铣 削加工 主轴 转 速 一 般 20 0 0 / n 现 0 ~30 0rmi,
代 数 控 铣 床 的 主 轴 转 速 可 达 50 0 1 0 / i , 速 加 0 00 0r r n 高 a 工 切 削 速 度 比普 通 加 T 切 削 速 度 高 5 1 ~ 0倍 , 削 速 度 的 切 计算公 式 :
・
3 ・
文 章 编 号 : 0 2 6 8 ( 0 8 0 —0 0 —0 10 — 8 6 2 0 ) 6 0 3 2
铣 削 加 工 工 艺 参数 的优 化
邓 剑 锋
( 阳职 业技 术 学 院 , 南 益 阳 4 3 4 ) 益 湖 1 0 9
摘 要 :分析 了铣 削加 工切 削 用量 与 加 工 条件 之 间 的 关 系, 切 削 速 度 、 给 量 等 切 削 用 量 的 优 化 选择 进 行 了探 讨 , 合 理 对 进 为
MasterCAM

ExperienceIM· 49 ·在进行MasterCAM 模拟加工时,需对各参数进行设置,正确设置刀具参数、加工参数除了要具备数控编程知识外,还需具备一定的数控加工工艺知识,结合实际加工经验进行各参数的设置,编出合理的数控加工程序。
下面以MasterCAM 外形铣削加工刀具参数、加工参数的设置方法为例论述。
一、外形铣削刀具参数设置方法1.刀具的选择在数控加工中,刀具的选择直接关系到加工精度的高低、加工表面质量的优劣和加工效率的高低。
选用合适的刀具并使用合理的切削参数,将可以使数控加工以最低的加工成本、最短的加工时间达到最佳的加工质量。
铣削平面、曲面的刀具主要有平刀(平底刀、端铣刀)、圆鼻刀(牛鼻刀、圆角刀)和球刀(球头刀、R 刀)等刀具。
(1)平刀(平底刀、端铣刀):在粗加工和精加工时都可使用。
平刀主要用于粗加工、平面精加工、外形精加工和清角加工。
使用平刀加工要注意刀尖很容易磨损,可能会影响加工精度。
(2)圆鼻刀(牛鼻刀、圆角刀):主要用于模坯粗加工、平面精加工和侧面精加工,适合于加工硬度较高的材料。
常用圆鼻刀圆角半径为0.2mm ~6mm。
在加工时应该优先选用圆鼻刀。
(3)球刀(球头刀、R 刀):主要用于曲面的粗、精加工,由于球头刀的端部切削速度为零。
因此,为了保证加工速度,一般采用的切削行距都很密。
2.刀具参数设置在MasterCAM 中,刀具参数主要有刀具号码、刀具直径、刀角半径、主轴转速、下刀速率和提刀速率等参数(图1)。
刀具参数的设置应根据机床、夹具、刀具和工件的刚度以及机床功率来确定。
(1)刀具号码:用来指示要换上加工中心刀库中的第几号刀,NC 程序中M06换刀指令指示的刀具号与此号码相对应。
对于数控铣床来说,此号码无意义。
(2)刀具直径:粗加工时,应根据工件结构和特点选择直径较大的刀具,以提高加工效率。
而精加工时则应根据轮廓的最小圆角,选择小于圆角的刀具,以提高加工表面的精度和质量。
MasterCAM外形铣削主要参数的设置方法

MasterCAM外形铣削主要参数的设置方法作者:暂无来源:《智能制造》 2015年第4期撰文/ 柳州市交通学校罗美菊以MasterCAM 外形铣削主要参数的设置方法为例,并结合数控加工工艺知识进行了较详细的介绍,主要参数的设置包括刀具参数的设置和加工参数的设置,对MasterCAM 编程使用者具有指导意义。
在进行MasterCAM 模拟加工时,需对各参数进行设置,正确设置刀具参数、加工参数除了要具备数控编程知识外,还需具备一定的数控加工工艺知识,结合实际加工经验进行各参数的设置,编出合理的数控加工程序。
下面以MasterCAM 外形铣削加工刀具参数、加工参数的设置方法为例论述。
一、外形铣削刀具参数设置方法1. 刀具的选择在数控加工中,刀具的选择直接关系到加工精度的高低、加工表面质量的优劣和加工效率的高低。
选用合适的刀具并使用合理的切削参数,将可以使数控加工以最低的加工成本、最短的加工时间达到最佳的加工质量。
铣削平面、曲面的刀具主要有平刀(平底刀、端铣刀)、圆鼻刀(牛鼻刀、圆角刀)和球刀(球头刀、R 刀)等刀具。
(1)平刀(平底刀、端铣刀):在粗加工和精加工时都可使用。
平刀主要用于粗加工、平面精加工、外形精加工和清角加工。
使用平刀加工要注意刀尖很容易磨损,可能会影响加工精度。
(2)圆鼻刀(牛鼻刀、圆角刀):主要用于模坯粗加工、平面精加工和侧面精加工,适合于加工硬度较高的材料。
常用圆鼻刀圆角半径为0.2mm ~ 6mm。
在加工时应该优先选用圆鼻刀。
(3)球刀(球头刀、R 刀):主要用于曲面的粗、精加工,由于球头刀的端部切削速度为零。
因此,为了保证加工速度,一般采用的切削行距都很密。
2. 刀具参数设置在MasterCAM 中,刀具参数主要有刀具号码、刀具直径、刀角半径、主轴转速、下刀速率和提刀速率等参数(图1)。
刀具参数的设置应根据机床、夹具、刀具和工件的刚度以及机床功率来确定。
(1)刀具号码:用来指示要换上加工中心刀库中的第几号刀,NC 程序中M06 换刀指令指示的刀具号与此号码相对应。
不锈钢的铣削加工参数
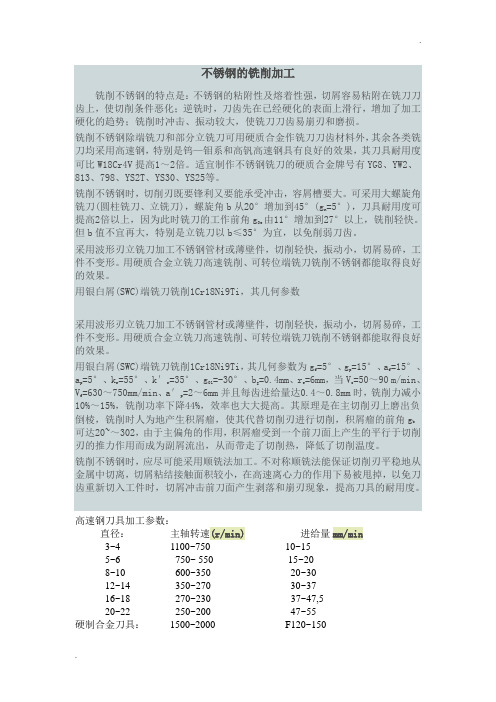
..不锈钢的铣削加工铣削不锈钢的特点是:不锈钢的粘附性及熔着性强,切屑容易粘附在铣刀刀齿上,使切削条件恶化;逆铣时,刀齿先在已经硬化的表面上滑行,增加了加工硬化的趋势;铣削时冲击、振动较大,使铣刀刀齿易崩刃和磨损。
铣削不锈钢除端铣刀和部分立铣刀可用硬质合金作铣刀刀齿材料外,其余各类铣刀均采用高速钢,特别是钨—钼系和高钒高速钢具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。
适宜制作不锈钢铣刀的硬质合金牌号有YG8、YW2、813、798、YS2T、YS30、YS25等。
铣削不锈钢时,切削刃既要锋利又要能承受冲击,容屑槽要大。
可采用大螺旋角铣刀(圆柱铣刀、立铣刀),螺旋角b从20°增加到45°(gn=5°),刀具耐用度可提高2倍以上,因为此时铣刀的工作前角g0e由11°增加到27°以上,铣削轻快。
但b值不宜再大,特别是立铣刀以b≤35°为宜,以免削弱刀齿。
采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。
用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。
用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数采用波形刃立铣刀加工不锈钢管材或薄壁件,切削轻快,振动小,切屑易碎,工件不变形。
用硬质合金立铣刀高速铣削、可转位端铣刀铣削不锈钢都能取得良好的效果。
用银白屑(SWC)端铣刀铣削1Cr18Ni9Ti,其几何参数为gf =5°、gp=15°、af=15°、a p =5°、kr=55°、k′r=35°、g01=-30°、bg=0.4mm、re=6mm,当Vc=50~90 m/min、V f =630~750mm/min、a′p=2~6mm并且每齿进给量达0.4~0.8mm时,铣削力减小10%~15%,铣削功率下降44%,效率也大大提高。
铣削不同材料的切削参数

33
3500
200
第 2 页,共 3 页
0.02
铣削不同材料的切削参数
加工材料
刀径 d0(mm) 4(4刃)
粗铣(根据设备选择转速)
aw(mm) ap(mm) V(m/min) S(r/min) F(mm/min)
0.5d0 0.5
38
3000
300
Fz(mm/z) 0.025
aw(mm) 0.5d0
6
150-188 4000-5000 1000-1500 0.06-0.075
0.75d0 2.5 200-251 4000-5000 4000 0.2-0.25 0.75d0 0.1-0.3
8
200-251 4000-5000 1000-1500 0.06-0.075
0.75d0 3 251-314 4000-5000 4000 0.2-0.25 0.75d0 0.1-0.3
铣削不同材料的切削参数
粗铣(根据设备选择转速) aw(mm) ap(mm) V(m/min) S(r/min) F(mm/min)
Fz(mm/z)
aw(mm)
精铣A(根据具体要求可进行适当调整)
侧壁余量 (mm)
ap(mm) V(m/min) S(r/min)
F(mm/min)
Fz(mm/z)
0.5d0 0.05 19-25 6000-8000 400-500
56
1500
400
16(4刃)
0.75d0 3
50
1000
420
0.1 0.75d0 0.1
8
75
1500
400
10R5(2刃)
0.2
0.15
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
不锈钢的铣削加工参数

不锈钢的铣削加工参数不锈钢是一种常用的金属材料,广泛应用于工业制造和建筑领域。
铣削加工是一种常见的金属加工方法,通过切削工具在工件表面进行旋转切削,从而得到所需形状和尺寸的工件。
在不锈钢的铣削加工过程中,需要考虑多个参数,以确保加工质量和效率。
以下将介绍一些常见的不锈钢铣削加工参数。
1. 铣削切削速度(Cutting Speed)铣削切削速度是指刀具在工件表面的切削速度。
对于不锈钢材料,由于其硬度较高,切削速度应相对较低。
通常,不锈钢的切削速度范围为30-60m/min,具体数值需要根据具体材料和刀具来确定。
2. 进给速度(Feed Rate)进给速度是指刀具在横向方向上的移动速度,即每刀齿每转所移动的距离。
对于不锈钢材料,进给速度应适中,过低容易造成切削过热,过高则会降低切削效率。
通常,不锈钢材料的进给速度范围为0.1-0.3mm/tooth。
3. 刀具转速(Spindle Speed)刀具转速是指刀具在加工过程中的旋转速度。
对于不锈钢材料,刀具转速应较低,避免因过高的转速导致切削过热。
通常,不锈钢材料的刀具转速范围为500-3000rpm。
4. 切削深度(Cutting Depth)切削深度是指每次切削时刀具进入工件的深度。
对于不锈钢材料,切削深度应适中,过深容易导致切削过热和刀具磨损加剧。
通常,不锈钢材料的切削深度范围为0.5-3mm,具体数值需要根据具体材料和刀具来确定。
5. 切削润滑方式(Coolant)切削润滑是指在铣削加工过程中使用润滑剂来降低切削温度和减少切削力。
对于不锈钢材料,由于其导热性较低,应使用润滑剂来改善切削状况。
常见的切削润滑方式包括湿式切削和干式切削。
湿式切削可以通过冷却剂或润滑油来降低切削温度,减少刀具磨损;干式切削则需要通过空气或其他方式来冷却切削区域。
6.刀具材料和刀具形状选择合适的刀具材料和刀具形状也是不锈钢铣削加工的关键。
不锈钢材料的硬度高,切削性能差,因此需要采用高硬度和高耐磨抗热的刀具材料,如硬质合金刀具。
数控铣削加工工艺中切削参数的选择与优化

数控铣削加工工艺中切削参数的选择与优化数控铣削加工工艺中的切削参数在数控铣削加工工艺中,切削参数的选择对于加工过程和零件的最终质量具有重要影响。
本文将介绍数控铣削加工工艺中常见的切削参数,包括切削深度、主轴转速和进给速度。
1.切削深度切削深度是指刀具在工件上切削的垂直距离,通常以槽深、孔深等方式表示。
在数控铣削加工中,切削深度的选择需要考虑工件的材质、硬度和刀具的切削性能等多个因素。
切削深度的合理选择可以影响加工效率、刀具磨损和零件质量。
一般情况下,对于材质较软、硬度较低的工件,可适当加大切削深度;而对于材质较硬、硬度较高的工件,则应适当减小切削深度。
2.主轴转速主轴转速是指机床主轴每分钟旋转的圈数,它直接影响到切削过程中的切削速度和切削力。
在数控铣削加工中,主轴转速的快慢可以影响加工效率、表面粗糙度和刀具磨损。
主轴转速的选择应综合考虑工件的材质、硬度和刀具的切削性能。
一般情况下,对于材质较软、硬度较低的工件,可选择较高的主轴转速;而对于材质较硬、硬度较高的工件,则应选择较低的主轴转速。
此外,还需要根据刀具的切削性能选择合适的转速,以避免刀具磨损和零件质量的下降。
3.进给速度进给速度是指在加工过程中,机床工作台或刀具在给定时间内移动的距离。
它影响到切削过程中的切削厚度和切削效率。
在数控铣削加工中,进给速度的选择需要考虑工件的材质、硬度和刀具的切削性能。
一般来说,对于材质较软、硬度较低的工件,可选择较高的进给速度;而对于材质较硬、硬度较高的工件,则应选择较低的进给速度。
此外,还需要根据刀具的切削性能选择合适的进给速度,以确保切削过程的稳定和零件质量的提高。
在选择进给速度时,还需注意机床的额定负载和运动惯性等因素的影响。
如果进给速度过高,可能会导致机床负载过大,从而影响机床的稳定性和使用寿命。
因此,在选择进给速度时,需要进行实验和调整,以确保达到最佳的加工效果。
总之,数控铣削加工工艺中的切削参数选择需要综合考虑工件的材质、硬度和刀具的切削性能等因素。
铣削加工参数

铣削加工参数1铣削要素铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:m/XXXr/minv:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数XXX热轧状态(硬度:187HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.12801004~50.粗铣6.32~30.12802004~50.0.20.1000.40.精铣3.20.20.2000.40.钢热轧状态(硬度:187HB)柱铣刀侧齿铣削类别Raddap高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1120201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.钢热轧状态(硬度:187HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1120202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..058010520..0360粗铣6.310..180201020..0860精铣3..10..10.02800.20.120100.20.010.030.021520150.20.10.20.010.030.0260806045钢调质状况(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0580101020..0360粗铣6.310..180202020..08600.10..10.028010100.20..20.0160精铣3.20.10..10.038020200.20..20.Cr钢热轧状况(硬度:212HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢热轧状态(硬度:212HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1110201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.Cr钢热轧状况(硬度:212HB)柱铣刀底齿铣削种别Raddae高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1110202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.Cr钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)种别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12201002~30.粗铣6.31~20.12202002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..057010520..0360粗铣6.310..170201020..08600.10..10.02701050.20..20.0160精铣3.20.10..10.037020100.20..20.Cr钢调质状态(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0570101020..0360粗铣6.310..170202020..0860精铣3..10..10.02700.20.120200.20.010.030.021520150.20.10.20.010.030.02607060H62硬化状态(硬度:164HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.23501004~50.1300粗铣6.32~30.23502004~50.13000.20.1000.40.精铣1.60.20.2000.40.H62软化状况(硬度:164HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1180201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.H62硬化状态(硬度:164HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1180202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)面铣刀铣削类别Ra硬质合金飞刀(YG8等)ae(mm)100粗铣6.3200100精铣1.6200ap(mm)2~34~52~34~50.20.40.20.4af(mm/z)0.30.150.30.150.060.040.060.04v(m/min)5004005004005004005004002A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1250201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1250202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.TC4固溶处置惩罚并时效状况(硬度:320~380HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)20.083610040.0425粗铣6.320.083620040.0425精铣1..20.03452000.40.20.40.020.030.02304530TC4固溶处理并时效状态(硬度:320~380HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)1.50..50.084010530..0430粗铣6.31.50.1121.50.140201030..08300.20..20.05401050.40..40.0330精铣3.20.20..20.054020100.40..40.0330TC4固溶处置惩罚并时效状况(硬度:320~380HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)1.50..50.0840101030..0430粗铣6.31.50.1121.50.140202030..08300.20..20.054010100.40..40.0330精铣3.2 0.20..20.05402020。
铣削加工中的加工参数优化
铣削加工中的加工参数优化随着制造业的发展,铣削加工已经成为了制造业产品中不可或缺的一部分。
铣削加工中的工艺参数在多大程度上会影响产品的成品率、成品质量以及生产效率等指标,这已经成为了当前制造业中亟待解决的问题。
随着加工科技的发展和普及,加工参数的优化已为制造业的节约成本和产品品质的保障起到了重要的作用。
本文将通过对铣削加工中的加工参数进行分析,并总结出这些参数对加工效果影响的方式,提出加工参数优化的建议。
1. 加工参数的定义加工参数是在铣削加工中,与机床主轴、刀具和工件等相关的设置参数,包括切削力、切削温度、进给速度、切削深度、切削速度等因素。
这些参数的合理设置对于提高加工的质量和效率都是非常关键的。
2. 加工参数对加工效果影响的方式(1)切削力切削力是指铣削刀具在加工过程中所产生的力。
在铣削加工中,切削力是影响加工精度和表面光洁度的重要因素。
一般来说,理想的切削力应该尽量小,并且保证在加工过程中较为平稳,以减少加工过程中所带来的振动影响。
(2)切削温度切削温度是指在加工过程中所产生的切削界面的温度。
太高的切削温度会导致刀具和工件的表面硬度降低,并且增加了刀具的磨损。
因此,良好的加工参数应该能够保证切削温度在一定的范围内,这可以通过改变切削液的流量和稀释度等措施实现。
(3)进给速度进给速度是指在加工过程中刀具沿着工件表面运动的速度。
与切削速度一样,进给速度也是影响加工效率和产品质量的一个非常关键的因素。
当进给速度太慢时,加工效率低下,并可能导致加工后的表面不光滑;当进给速度太快时,切削力和切削温度会迅速升高,降低铣削刀具的寿命。
(4)切削深度切削深度是指在铣削加工中刀具切削到工件中的深度。
对于深度大于切削刀具半径的工件而言,切削深度是影响加工的关键因素,其影响表现在表面粗糙度、切削时甚至有可能出现切削振动等方面。
(5)切削速度切削速度是指铣削加工中刀具沿着工件表面快速移动的速度。
良好的切削速度应该能够保证加工的精度和表面质量,而且还应该与进给速度等参数进行协调。
铣削加工方法、策略及铣削计算公式

铣削加工方法、策略及铣削计算公式1.铣削基本加工方法2.先进铣削加工方法先进铣削加工包括:- 斜坡铣- 螺纹插补- 摆线铣削- 推拉式仿形铣削- 插铣- 等高线铣削- 钻削3.铣削加工策略的定义:- 普通加工- 高速加工- 高性能加工- 高进给加工- 微加工1. 普通加工:是普通用途的加工策略。
切削宽度与切削深度比率可以各不相同,取决于工序的类型。
刀具特性:刀具拥有相对较长的切削刃和较小的芯部直径,在精度上没有很高要求。
机床要求:无特别要求。
应用领域:具有基本的CNC 技术,高难度的先进加工方法不可行;金属切除率只能达到一般的水平;应用领域通常包括小批量规模以及宽范围的材料。
2. 高速加工:是结合使用小的径向切削深度、高的切削速度与进给速度的加工策略;根据采用的方法、可达到很高的材料切除率和较低的Ra值。
这个策略的典型特征是切削力低、传递到刀具和工件上的热量少、毛刺的形成减少和工件的尺寸精度高;在高速加工下,使用比普通加工更快的切削速度,可以达到高金属切除率与好的表面粗糙度。
刀具特性:稳定(芯部直径较大和切削长度较短),清晰且成形良好的容屑空间,有利于良好的排屑,镀层。
机床要求:高速的CNC 控制、高转速、工作台进给速度快。
应用领域:模具工业的淬硬钢(48-62 HRC) 进行半精加工与精加工,交货时间短。
当使用正确刀具与先进的加工方法时,这项技术也可以应用在许多其他材料上。
3. 高性能加工:是一种能够达到非常高的金属切除率的加工策略。
这种策略的典型特征在于切削宽度是Dc的1倍,且切削深度是Dc的1~1.5倍,取决于工件材料;在高性能加工下,使用比普通加工切屑负载高得多的加工方式,能够达到极高的金属切除率。
刀具特性:刀具排屑槽上专门开发的容屑结构,刀尖用45°,小平面或刀尖圆弧进行保护,特别光滑的容屑空间,镀层,带或不带侧固柄。
机床要求:高稳定性、高功率要求、高刚性的夹紧系统。
应用领域:在大批量生产加工中,生产效率是关键的指标,或是要求高金属切除率的单件产品加工。
不锈钢316铣削加工参数
不锈钢316铣削加工参数1.铣削加工基本参数铣削是一种通过切削工具旋转进行金属加工的方法。
对于316不锈钢的铣削加工,可以采用以下基本参数:-切削速度:通常情况下,316不锈钢的切削速度为60-70米/分钟。
需要根据具体情况进行调整,以达到最佳的加工效果。
-进给速度:进给速度主要是指切削工具在单位时间内进给的距离。
对于316不锈钢的铣削加工,通常进给速度为0.05-0.15毫米/刀齿。
需要根据具体情况进行调整,以确保加工过程的稳定性和加工质量。
-切削深度:切削深度一般为刀具直径的1/2-1倍。
在316不锈钢的铣削加工中,可以适当增加切削深度,以提高加工效率和加工质量。
2.切削工具选择切削工具的选择对于铣削加工的质量和效率有很大的影响。
对于316不锈钢的铣削加工,应选择高硬度、耐磨损的切削工具,如硬质合金铣刀。
同时,切削刃的刃角也要适当,一般为15-25度,以确保切削过程的顺利进行。
3.冷却润滑剂的使用316不锈钢在铣削加工过程中容易产生高温,且切削过程中会产生大量的切屑。
为了保证加工质量和刀具寿命,应在加工过程中使用适量的冷却润滑剂,以降低温度、润滑切削面和清除切屑。
常用的冷却润滑剂有切削油和切削液。
4.表面粗糙度的控制在316不锈钢的铣削加工中,控制表面粗糙度是非常重要的。
表面粗糙度的大小与加工参数有关,切削速度和进给速度的增大会使表面粗糙度增加,而切削深度的增大会使表面粗糙度减小。
因此,需要根据具体要求,调整加工参数,以获得满足要求的表面粗糙度。
总结:316不锈钢的铣削加工需要选择合适的加工参数,如切削速度、进给速度和切削深度等,同时选择合适的切削工具和使用适量的冷却润滑剂。
通过合理设置加工参数和控制加工过程中的温度等因素,可以获得最佳的加工效果和加工质量。
数控铣削加工参数 急要分

#3001,#3002 时钟
#3003,#3004 循环运行控制
#3005 设定数据(setting值)
400 #11400 #10400 #13400 #12400
fanuc oi 模态信息的系统变量
变量号 功能
#4001 G00,G01,G02,G03,G33
#4002 G17,G18,G19
#4003 G90,G91
#4004
#4005 G94,G95
#4006 G20,G21
#4007 G40,G41,G42
#5022 Y轴当前位置 (ABSMT)
#5023 Z轴当前位置 (ABSMT)
#5024 4th轴当前位置 (ABSMT)
#5041 X轴当前位置(ABSOT) 工件坐标系 不可以 考虑刀具基准点位置(与位置的绝对坐标显示同时)
#4008 G43,G44,G49
#4009 G73,G74,G76,G80-G89
#4010 G98,G99
#4011 G50,G51
#4012 G65,G66,G67
200 #11200(#2400) #10201 (2200) #13200 #12200
201 #11201 #10201 #13201 #12201
1 #11001(#2201) #10001(#2001) #13001 #12001
2 #11002(#2202) #10002 (#2002) #13002 #12002
#4022 待定
#4102 B代码
#4107 D代码
#4109 F代码
#4111 H代码
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣削加工参数
1铣削要素
铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:
m/min
r/min
v:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数。