产品及过程特殊特性明细表
产品及过程特殊特性明细范例

阶段:12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
产 品 及 过 程 特 殊 特 性 明 细 表
更改文件号更改文件号注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;描述/说明
规范/公差图示说明(见附页)后轮毂核心小组处数
签字日期审核/日期处数技术副总批准/日期特性分类签字日期标记精车油封孔进给0.2mm/r 序号特性编号批准/日期标记管代批准/日期油封孔倒角2*30°油封孔直径¢165.5精车油封孔转速400r/min 端面跳动端面粗糙度油封孔粗糙度轴承孔圆柱度精车轴承孔转速400r/min 精车轴承孔进给0.1mm/r 轴承孔底面跳动轴承孔粗糙度轴承孔直径¢165精车齿圈孔进给0.12mm/r 轴承孔位置12±0.05轴承孔深度164零件编号:
其它批准/日期(如需要)零件名称:后轮毂
供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:00093.0133.0--063.00+2.00+。
pcb过程特殊特性及产品特殊特性清单

过程特殊特性及产品特殊特性清单
过程特殊特性及产品特殊特性
工序
控制项目
▲
沉铜
沉铜缸NaOH浓度
▲
沉铜
沉铜缸HCHO浓度
▲
沉铜
沉铜缸Cu2+浓度
▲
沉铜
除胶缸除胶速率
▲
沉铜
沉铜缸沉积速率
▲
沉铜
微蚀缸微蚀速率
▲
碱性蚀刻
蚀刻缸Cu2+
▲
酸性蚀刻
蚀刻缸Cu2+
▲
板镀
铜缸CuSO4.5H2O
▲
VCP
铜缸CuSO4.5H2O
▲
DVCP
铜缸CuSO4.5H2O
▲
图镀
铜缸CuSO4.5H2O
▲
内层酸性蚀刻
蚀刻缸Cu2+
▲
棕化线
棕化缸微蚀速率
▲
棕化
230
◆
内层酸性蚀刻
线宽
◆
内层酸性蚀刻
线距
◆
碱性蚀刻
线宽
◆
碱性蚀刻
线距
◆
外层酸性蚀刻Biblioteka 线宽◆外层酸性蚀刻
线距
◆
绿油
阻焊厚度
◆
板电
二次电镀铜厚度
◆
钻孔
孔粗
◆
外形
孔到边公差
◆
压合
板厚
备注:“◆”表示产品特殊特性,“▲”表示过程特殊特性
规格 9.5-13g/l 3.0-5.0g/l 1.7-2.3g/l 0.3-0.5mg/cm2 10-25uin 40-60uin 120-155g/l 120-160g/l 55-75g/l 80-100g/l 80-100g/l 55-75g/l 120-160g/l 1.0-2.0um 45-55ml/l
产品和过程的初始特殊特性明清单
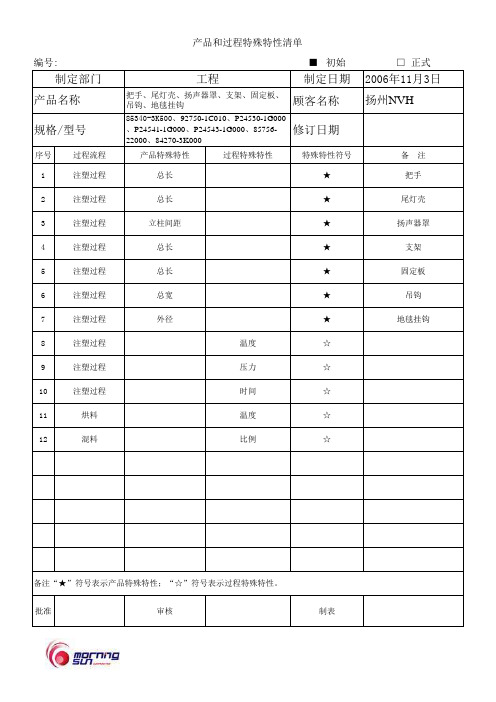
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
产品过程特殊特性初始清单(示例)

产品/过程特殊特性初始清单(示例)
客户名称: 产品名称: 图号: 特性类别
序
号 特性项目 特性符号
特性影响
测量控制方法 产品
特殊
特性 1 硬度HRC23-28
影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50
淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02
影响性能 偏摆仪测量 8
φ40外圆全跳动0.03 影响性能 偏摆仪测量 9
槽深尺寸11±0.08
影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性
1 校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2 高频电流、电压、时间 影响产品性能,寿命 高频淬火操作规程 3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:
编制日期:
A
B A B。
特殊特性清单

序号特性名称 产品/过程符号G/Z 控制手段顾客符号编
制:审核:批准:
注:1、“关键”类特性标识符号: “G” ,关键特性(与安全法规有关):合理预期的变差会显著影响顾客对产品的安全特性或政府法规的符合性(如:易燃性、乘员保护、转向控制、制动等)、排放、噪声、无线电干扰等。
2、“重要”类特性标识符号: “Z” , 重要特性(与安全或法规无关):合理预期的变差可能显著影响顾客对产品的满意度(非安全/符合性),例如:配合、功能、安装或外观,或者加工、制造此产品的能力。
特殊特性清单
产品名称
产品图号及版本号特性规范初始正式。
产品和过程特殊特性清单7(填表说明)
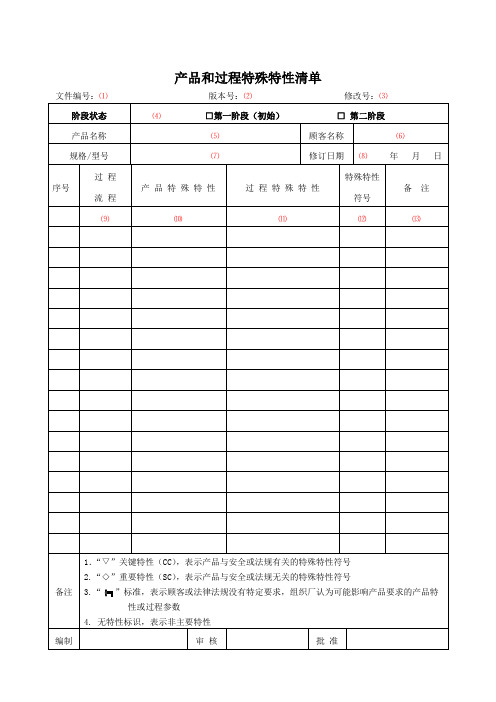
产品和过程特殊特性清单
产品和过程特殊特性清单填表说明
1.填入文件编号,以便查询。
2.填入文件的版本号。
3.填入文件的修改号。
4.选择阶段状态,将相应的阶段状态前“□”涂黑,改为“■”。
5.填入产品的名称。
6.填入顾客的名称。
7.填入产品的规格或型号。
8.填入编制特殊特性清单最新修订的日期。
9.过程流程,系统、子系统或部件制造的所有步骤都在过程流程图中描述。
识别流程图中出现产品特殊特性
或过程特殊特性的过程名称。
10.产品特性为在图样或其它主要工程信息中描述的部件、零件或总成的特点或性能。
核心小组应从所有来源
中识别组成重要产品特性的产品特殊特性,如影响顾客安全、法规符合性、功能、配合或外观等重要特性。
11.过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
过程特性仅能在其发生时才能测量出。
核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。
对于每一个产品特性,可能有一个或更多的过程特性。
在某些过程中,一个过程特殊特性中,一个过程特性可能影响数个产品特性。
12.填入识别出的特殊特性符号,如“▽”、“◇”、“,非主要特性无需填写。
13.附加说明,如有时。
标准紧固件产品和过程特殊特性清单

单位1打头尺寸1:头径mm 千分尺测量(首件/巡检)Xbar-R Chart2尺寸2:头厚mm 投影仪测量(首件/巡检)Xbar-R Chart 3尺寸3:杆径mm 千分尺测量(首件/巡检)4尺寸4:长度mm 游标卡测量(首件/巡检)5尺寸5:角度°投影仪测量(首件/巡检)6尺寸6:弧度°投影仪测量(首件/巡检)7交付准时率%生产日报表8铣槽尺寸1:槽宽mm 显微镜、投影仪Xbar-R Chart 9尺寸2:槽深mm 深度规、投影仪Xbar-R Chart10生产计划达成率%生产日报表11尺寸1:杆径mm 千分尺测量(抽检)12外观—目视13搓牙尺寸1:长度mm 游标卡测量(首件/巡检)Xbar-R Chart 14尺寸2:直径mm 千分尺测量(首件/巡检)Xbar-R Chart 15通止规T/Z 通止规(首件/巡检)16热处理表面硬度HV 维氏硬度计测量17淬火温度:1区℃热电偶测量18淬火温度:2区℃热电偶测量19淬火温度:3区℃热电偶测量20淬火温度:4区℃热电偶测量21淬火保温时间MIN 变频器控制22回火温度:1区℃热电偶测量23回火温度:2区℃热电偶测量24回火温度:3区℃热电偶测量25回火保温时间MIN 变频器控制26煤气流量刻度目视流量计27甲醇流量刻度目视流量计28电镀镀层厚度μm 膜厚仪29耐腐蚀性H 盐雾试验机30外观—目视31浓度—电镀厂控制32pH —电镀厂控制33时间—电镀厂控制34选别生产计划达成率%生产日报表备注项目编号标准紧固件产品和过程特殊特性清单顾客名称资料编号编制日期螺丝序号工序特 性要 求控制方法备 注○7.5-0.1零件编号零件名称类 别过程产品指 标○ 2.95±0.05○ 3.45+0.05○7.5+0.20○82°±2°○R14100%○○2+0.2○1.2±0.1100%○ 3.45+0.05○编 制/日 期审核/日期○牙型等综合检验○抛光/研磨○ 3.87+0.05○7.9-0.50○无毛刺100%○8~12符合PPAP ○○330~420符合PPAP ○符合PPAP ○○○910±5○55±3○910±5○910±5○910±5○440±5○440±5○440±580.07~0.08○33~37○80±4○符合样板○。
PCB过程特殊特性及产品特殊特性清单

过程特殊特性及产品特殊特性
工序控制项目规格▲沉铜沉铜缸NaOH浓度9.5-13g/l ▲沉铜沉铜缸HCHO浓度 3.0-5.0g/l ▲沉铜沉铜缸Cu 2+浓度 1.7-2.3g/l ▲沉铜除胶缸除胶速率0.3-0.5mg/cm 2
▲沉铜沉铜缸沉积速率10-25uin ▲沉铜微蚀缸微蚀速率40-60uin ▲碱性蚀刻蚀刻缸Cu 2+120-155g/l ▲酸性蚀刻蚀刻缸Cu 2+
120-160g/l ▲板镀铜缸CuSO 4.5H 2O 55-75g/l ▲VCP 铜缸CuSO 4.5H 2O 80-100g/l ▲DVCP 铜缸CuSO 4.5H 2O 80-100g/l ▲图镀铜缸CuSO 4.5H 2O 55-75g/l ▲内层酸性蚀刻蚀刻缸Cu 2+120-160g/l ▲棕化线棕化缸微蚀速率
1.0-
2.0um ▲棕化23045-55ml/l ◆内层酸性蚀刻线宽±20%◆内层酸性蚀刻线距±20%◆碱性蚀刻线宽±20%◆碱性蚀刻线距±20%◆外层酸性蚀刻线宽±20%◆外层酸性蚀刻
线距±20%◆绿油阻焊厚度≥10um ◆板电二次电镀铜厚度
≥25.4um ◆钻孔孔粗<25.4um ◆
外形
孔到边公差
±0.13mm ◆
压合板厚±10%
过程特殊特性及产品特殊特性清单
备注:“◆”表示产品特殊特性,“▲”表示过程特殊特性。
特殊特性清单--
审核/日期:
批准/日期:
A:关键特性
B:重要特性
C:次要特性
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
√√√√√
√
D/TLD:安全特性
第 1 页,共 1 页
交付 检验
产品 审核
产品按顾客要求包装
目测
√
√√
2
标识
门槛加强板总成 5LD 809 597/598
C C
化学成分 A
3
材
门槛加强板 机械性能
料 5LD 810 609/610
A
镀锌厚度 B
产品标识完整、清晰、正确
目测
√
产品按顾客要求标识
工位器具上的标识完整、清晰、正确
目测
√
%(质量分数):C:≤0.20、Mn:≤1.6、
材料替换
√
√
√√ √√
√
√
√
√
√
√
板料厚度 B
1.6±0.06mm
材料替换
Q/BQB 420-2009 √
√
√
√
门槛加强板总成 5LD 809 597/598
TLD
焊接牢固,表面无飞溅、毛刺、烧穿、变 形
焊接参数
√
4
外观
门槛加强板 5LD 810 609/610
外观
C
表面无起皱、波浪,切断面平整无毛刺
压力参数
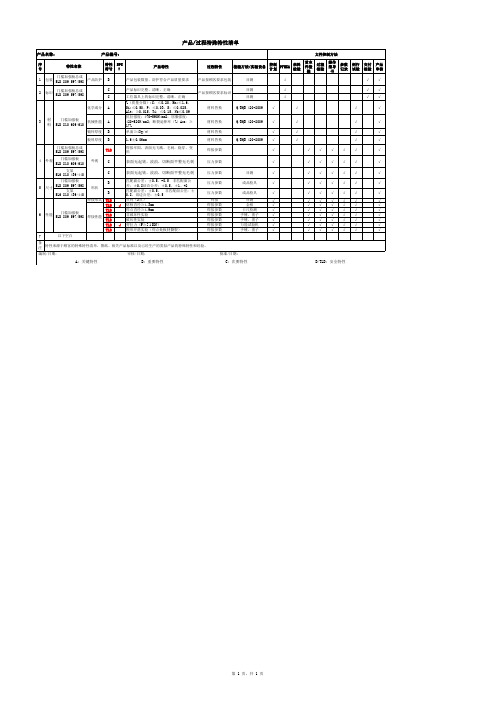
产品和过程特殊特性清单(精)
缺肉、裂纹、铆模压
痕、成形头偏移等
▲
5 φ12铆钉铆接力设
定值28-30MPa
▲
6铆接间隙铆钉头120°范围内
0.2mm塞尺不入
▲
7
3检验、修
整横梁总成宽度8260
-2.
mm ▲
8上下连接板孔距150±0.5mm ▲
备注特殊特性级别分类:
1.关键特性:影响安全、法规性能的特性。符号:★
2.重要特性:影响外观、装配、功能、性能等的特性。符号:▲
批准宋福臻审核刘如全校对任道有编制张庆国
及名称
描述/说明
规范/公差
级
别
图示产品特殊特性过程特殊特性
1
1装配、铆
接上连接
板铆钉横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无
缺肉、裂纹、铆模压
痕、成形头偏移等
▲
2 φ12铆钉铆接力设
定值28-30MPa
▲
3铆接间隙铆钉头120°范围内
0.2mm塞尺不入
▲
4
2装配、铆
接下连接
板铆钉横梁、连接板、铆钉外观
德州豪沃机械制造有限公司
产品和过程特殊特性清单HW-JL-1119
制定部门:技术部制定日ຫໍສະໝຸດ :2013-10-13产品编号AZ9727515850核心小组宋福臻、孙珂、朱立成、张顺义、任振国、
薛红顺、张庆国
修订
日期
产品名称横梁总成阶段状态□第一阶段(初始■第二阶段编号HW2013-0400
编号过程编号
过程特殊特性清单
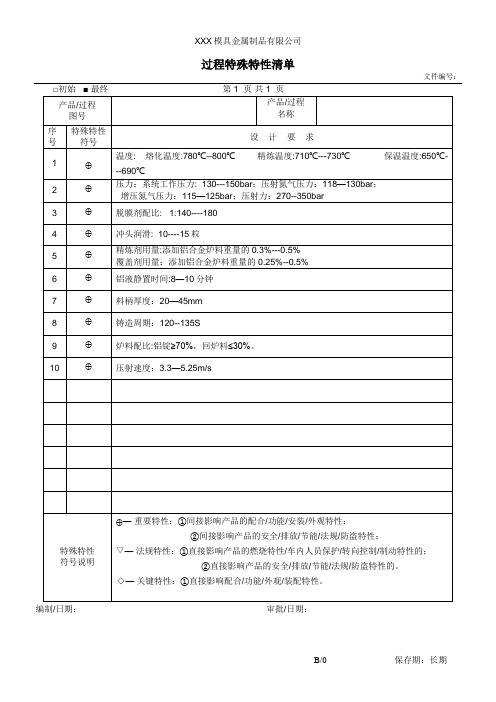
◇—关键特性:①直接影响配合/功能/外观/装配特性。
编制/日期:审批/日期:
8
⊕
铸造周期:120--135S
9
⊕
炉料配比:铝锭≥70%,回炉料≤30%。
10
⊕
压射速度:3.3—5.25m/s
特殊特特性;
②间接影响产品的安全/排放/节能/法规/防盗特性;
▽—法规特性:①直接影响产品的燃烧特性/车内人员保护/转向控制/制动特性的;
初始最终第1页共1页产品过程图号产品过程名称序号特殊特性符号设计要求1温度
□初始■最终第1页共1页
产品/过程
图号
产品/过程
名称
序号
特殊特性符号
设计要求
1
⊕
温度:熔化温度:780℃--800℃精炼温度:710℃---730℃保温温度:650℃---690℃
2
⊕
压力:系统工作压力: 130---150bar;压射氮气压力:118—130bar;
增压氮气压力:115—125bar;压射力:270--350bar
3
⊕
脱膜剂配比: 1:140----180
4
⊕
冲头润滑: 10----15粒
5
⊕
精炼剂用量:添加铝合金炉料重量的0.3%---0.5%
覆盖剂用量:添加铝合金炉料重量的0.25%--0.5%
6
⊕
铝液静置时间:8—10分钟
7
⊕
料柄厚度:20—45mm
产品和过程特殊特性初始清单
产品和过程特殊特性初始清单产品和过程特殊特性(special product and process characteristics)是指在产品或过程中具有特殊的性能、功能或质量要求的特性。
这些特性可以是与设计、生产或使用相关的,对于实现产品或过程的成功至关重要。
下面是一个产品和过程特殊特性的初始清单,帮助企业和团队在项目开始阶段识别和设定关键的特性。
1. 可靠性(Reliability):产品或过程的可靠性是指其正常运行的能力,可以通过各种性能指标进行衡量,如故障率、寿命等。
2. 可维护性(Maintainability):产品或过程的可维护性是指对于故障或损坏的修复和保养的难易程度,可以考虑易于替换的零部件、维修指南等。
3. 安全性(Safety):产品或过程的安全性是指确保使用或操作过程中没有危险或伤害的能力,可以考虑加入安全设备或警示标识、采用安全操作规程等。
4. 可用性(Availability):产品或过程的可用性是指其在需要时可立即使用或操作的程度,可以考虑避免使用单点故障、提供备用设备等。
5. 效率(Efficiency):产品或过程的效率是指实现预期功能或结果所需的资源使用程度,可以考虑提高产能、降低耗能等。
6. 精度(Accuracy):产品或过程的精度是指其对于指定要求的正确性或准确性,可以通过精密测量或校准等手段进行验证。
7. 可操作性(Operability):产品或过程的可操作性是指其易于使用和操作的程度,可以考虑简化操作界面、提供操作指南等。
8. 适应性(Adaptability):产品或过程的适应性是指其适应不同环境或需求的能力,可以考虑加入可调节的参数或模块化结构等。
9. 可扩展性(Scalability):产品或过程的可扩展性是指其能够在需求增加时无缝扩展的能力,可以考虑模块化设计、可选功能等。
10. 可靠性(Robustness):产品或过程的可靠性是指其对于异常情况的抵抗力,可以考虑加入错误检测和修复机制、容错设计等。
新产品初始特殊特性明细表

好好学习社区
更多免费资料下载: 德信诚培训网 新产品初始特殊特性明细表 产品名称:车电项目智能仪表和智能配电盒
序号 特性名称 特性
符号 重要或关键特性操作描述 特性来源 重要或关键产品特性 重要或关键过程特性
1
实时监控 本公司识别
2
故障诊断 本公司识别 3 贴装 本公司识别 4 波峰焊接 本公司识别 5
备注 1、特殊特性:是指可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过
程的产品特性或制造过程参数的因素;
1.1关键特性:如果超出规定的界限就会导致生命和财产的损失或使产品丧失功能;
1.2重要特性:如果超出规定的界限就会导致产品功能失误或降低原有的使用功能;
1.3次要特性:即使超出规定的界限,对产品的使用功能也不会产生影响或只产生轻微的影响;
1.4一般说的特殊特性,包括关键特性和重要特性。
2、初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的特殊特性和经验。
2、顾客与本公司特殊特性符号对照表:
顾客特殊特性符号:关键特性
、重要特性: ;本公司关键特性符号:●、重要特性:○
编制/日期: 审核/日期:
批准/日期:
I S S I。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阶段:3
4
5
6
7
8
9
10
11
产品及过程特殊特性明细表
描述/说明图示说明(见附页)
后轮毂核心小组特性分类序号1
注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;审核/日期处数规范/公差技术副总批准/
日期管代批准/日期更改文件号签字日期签字日期标记处数批准/日期标记更改文件号2
特性编号零件编号:
其它批准/日期(如需要)零件名称:
后轮毂供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:+0.053。