UG模架资料库详解
UG模具设计38种模具结构用心收藏版防止以后遇到

UG模具设计38种模具结构用心收藏版防止以后遇到
斜滑塊
倒钩有斜度﹐防止脫模時拉傷成品﹐脫模時要沿著斜度脫模﹐因此滑塊底部的斜度應與倒鉤中心線斜度一致。
撥塊滑塊機構
采用滑塊機構實現內抽芯形式。
撥塊滑塊
此機構為母模滑塊﹐穩定性較好
此機構為母模滑塊﹐穩定性較好。
自動脫螺紋機構
自動脫螺紋機構
傾斜式注口襯套
為了不致使注口中心與模具中心相差太遠﹐故采用傾斜式注口襯套
插塊結構
插塊結構
此成品的兩個內孔也可以跑母模斜銷﹐但用此結構可使開合模更順暢﹐簡化模具結構。
雙節式斜銷
外挂式斜銷
母模斜銷
內抽滑塊
母模爆炸式滑塊
頂塊頂出機構
倒装模
如圖所示﹐成品結構特殊﹐不便排頂針﹐可改用頂塊頂出。
紅圈所示成品結構﹐可用左圖之機構來成型。
紅圈所示成品結構﹐除可用上一頁之機構成型外﹐亦可
如圖所示﹐滑塊固定于母模側﹐可用油壓缸控制滑塊運動
如圖所示﹐為配合成品之進胶點﹐可采用斜注口襯套。
如圖所示﹐為配合成品之進胶點﹐可在頂針上做浇口。
成品的結構決定了要用母模隧道式滑塊﹐且滑塊固定于母模側﹐可用裝于公模側的撥塊來控制滑塊運動。
為成型紅色圈所示的部分﹐采用左圖所示機構。
為成型紅色圈所示的部分﹐采用左圖所示機構。
UG学习资料
第2章UG NX6 CAM基础2.1 UG NX CAM简介UG NX 是美国UGS公司PLM产品的核心组成部分。
它是一个CAD/CAM/CAE三大系统紧密集成的大型软件。
UG NX是当前汽车、摩托车、航空航天、机械械制造、模具等行业中应用最广的CAD/CAM软件之一,而且被越来越多的企业所选用。
UG NX加工模块是功能非常强大的操作相对简便的自动编程方式。
应用UG NX可以轻松编制各种复杂零件的数控加工程序。
用户可以根据零件结构、加工表面形状和加工精度要求选择合适的加工类型。
在每种加工类型中包含了多个加工模块,应用各种加工模块可快速建立加工操作。
在交互操作过程中,用户可在图形方式下交互编辑刀具路径,观察刀具的运动过程,生成刀具位置源文件。
并可以用可视化功能,在屏幕上显示刀具轨迹,模拟刀具的直实切削过程。
完成操作创建后,可以应用后置处理功能生成指定机床可以识别的NC程序。
2.2 进入加工模块2.2.1.进入加工模块在标准工具条应用程序的“开始”按钮的下拉列表中选择“加工”模块,进入加工模块,如图2-1所示。
另处,还可以使用快捷键(Ctrl+Alt+M)进入加工模块。
图2-1 进入加工模块图2-2 加工环境初始化提示:当前工作在加工模块时,打开的文件将直接进入加工模块。
打开的文件原先在加工模块下保存的可直接进入加工模块。
进入加工模块后,可以进行部分建模设计和部件参数的更改。
2.2.2.加工环境设置进入加工模块时,系统会弹出“加工环境”对话框,如图2-2所示。
选择CAM会话配置和CAM设置后单击“初始化”按钮调用加工配置。
CAM会话配置用于选择加工所使用的要床类别。
CAM设置是在制造方式中指定加工设定的默认值文件,也就是要选择一个加工模板集。
选择模板文件将决定加工环境初始化后可以选用的操作类型,也决定在生成程序、刀具、方法、几何时可选择的父节点类型。
在3轴的数控铣编程中将“CAM会话配置”设置为cam_general,而“CAM设置”为mill_planar (平面铣)和mill_contour(轮廓铣)。
模具设计ug知识点

模具设计ug知识点模具设计UG软件,全称为Unigraphics,是一款专业的三维计算机辅助设计(CAD)软件,广泛应用于模具设计领域。
本文将介绍一些模具设计UG软件的重要知识点,帮助读者更好地了解和应用该软件。
一、UG软件基础知识1. UG软件介绍:UG软件是由美国塔顿公司(TATON)开发的一款计算机辅助设计软件,主要用于创建三维模型和进行工程分析。
2. UG软件界面:UG软件提供了直观友好的用户界面,包括菜单栏、工具栏、命令提示行等,方便用户进行操作和设计。
3. 模块划分:UG软件包括建模、装配、绘图、分析等多个模块,每个模块都有不同的功能和工具。
二、UG建模知识点1. 零件建模:UG软件提供了丰富的建模工具和操作方法,如拉伸、旋转、扫描、填充等,可用于创建各种形状的零件模型。
2. 曲面建模:UG软件支持曲面建模,允许用户创建更复杂的几何形状,如曲线曲面、扭曲曲面等。
3. 特征建模:UG软件提供了特征建模功能,用户可以通过添加特征来改变零件的形状和结构,如孔、凸台、倒角等特征。
4. 参数化设计:UG软件支持参数化设计,用户可以定义和修改参数,实现对模型的快速调整和重用。
三、UG装配知识点1. 零件装配:UG软件可以将多个零件组装成装配体,并进行位置调整和碰撞检测,确保装配的正确性和稳定性。
2. 零部件关系:UG软件提供了零部件之间的关系定义功能,可用于约束零部件的位置、轴向、平行、垂直等关系。
3. 装配分析:UG软件支持装配分析,可以进行装配体的运动学和动力学分析,评估装配的可用性和性能。
四、UG绘图知识点1. 视图创建:UG软件支持快速创建模型的正视图、俯视图、剖视图等视图,在绘图中显示不同角度和层面的零件形状。
2. 尺寸标注:UG软件提供了丰富的尺寸标注工具,用户可以根据需要选择线性尺寸、角度尺寸、半径直径尺寸等进行标注。
3. 图纸布局:UG软件支持图纸布局,用户可以根据需求创建和编辑多个图纸,并进行排列、剪切、复制等操作。
第6章 模架库
6.3 课内练习本节通过添加模架的示例详细介绍标准模架及其编辑的方法,使我们能够掌握UGNX模具设计中模架设置的基本过程和技巧。
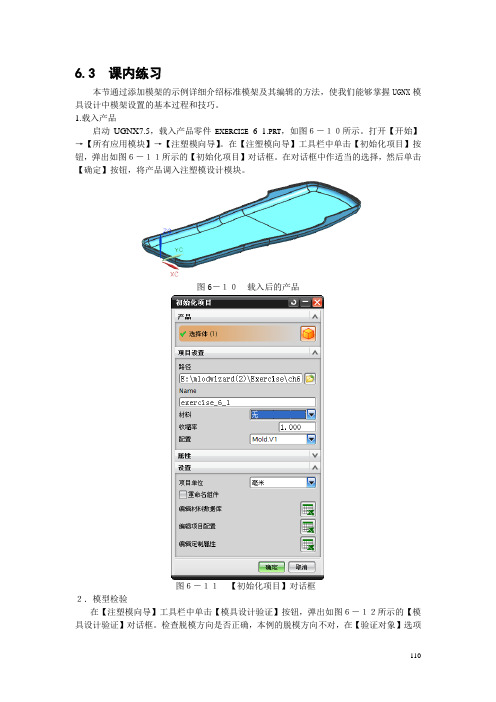
1.载入产品启动UGNX7.5,载入产品零件EXERCI SE_6_1.PR T,如图6-10所示。
打开【开始】→【所有应用模块】→【注塑模向导】。
在【注塑模向导】工具栏中单击【初始化项目】按钮,弹出如图6-11所示的【初始化项目】对话框。
在对话框中作适当的选择,然后单击【确定】按钮,将产品调入注塑模设计模块。
图6-10载入后的产品图6-11【初始化项目】对话框2.模型检验在【注塑模向导】工具栏中单击【模具设计验证】按钮,弹出如图6-12所示的【模具设计验证】对话框。
检查脱模方向是否正确,本例的脱模方向不对,在【验证对象】选项110组中单击【反向】按钮,设置脱模方向正确。
然后在对话框中勾选【底切检查器】和【拔模角检查器】二个复选框显示检查符,单击【确定】按钮,系统进行计算,在图形区显示有问题部分,如图6-13所示;并在资源条上以HD3D工具显示检查结果,如图6-14所示。
从图形区和HD3D工具显示上可以看到,底切检查已顺得通过,拔模角检查到有二个面为竖直面,这二个面的成型高度很小,对拔模影响不大,可以不用理会,检查通过。
图6-12【模具设计验证】对话框图6-13拔模角有问题处111图6-14HD3D显示检查结果3.调整及固定模具坐标系模具坐标系的方位要求ZC轴正向指向脱模方向,原点在分型面上,本产品的模具坐标系不符合要求,需要调整。
单击菜单【格式】→【WCS】→【旋转】,弹出如图6-15所示的【旋转WCS】对话框。
设置旋转角度为180°,单击【确定】按钮,将ZC轴正向指向脱模方向。
图6-15【旋转WCS】对话框单击菜单【格式】→【WCS】→【原点】,弹出如图6-16所示的【点】对话框。
在图形上找到分型面上的某一个点,单击【确定】按钮,将坐标系原点放置在分型面上如图6-17所示。
UG模架数据库中文
gp_l=U_off+R_off-(3+move_open+fix_open)
导柱长度=托板偏离+水口板偏离-(3+动模离空+定模离空)
gp_spn_y0
拉杆Y向距离yo
gp_spn_y1
拉杆Y向距离y1
gp_x
导柱或拉杆X向距离
gp_y=if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0)
回针沉头孔深度
rp_l=EJB_off-BP_off
回针长度=底针板偏离-B板偏离
rp_x
回针X向距离
rp_y
回针Y向距离
shift_ej_screw
面、底针板固定螺钉Y向距离缩减量
shorten_ej
面、底针板长度缩减量
spn_bd=SPN_d+2
拉杆避空孔直径=拉杆直径+2
spn_bush_bd
es_hd
顶出板螺钉沉头孔(在底针板上)直径
es_hh
顶出板螺钉沉头孔深度
es_l=EJB_h+EJA_h-es_hh
顶出板螺钉长度=底针板厚+面针板厚-沉头孔深度
es_n
顶出板螺钉数量(单边)
es_tap_d
面针板螺纹底孔直径
es_x
顶出板螺钉X向距离
es_y
顶出板螺钉Y向距离
fix_open=0
spn_x=if(GTYPE==3)(spn_x_tp)else(gp_x)
(拉杆X向距离=如()()其余(导柱X向距离)
UG 模架库参数表
有无推板导套:=1有导套;=0无导套
supp_gbb_r=1
有无水口板导套:=1有导套;=0无导套
supp_gpa=1
有无导柱:=1有导柱;=0无导柱
supp_r=1
有无水口板:=1有水口板,=0无水口板
supp_s=1
有无推板:=1有推板,=0无推板
supp_spn=1
有无拉杆:=1有拉杆,=0无拉杆
拉杆导套(安装空)直径
spn_bush_hd=35+1.4
拉杆导套沉头孔直径
spn_bush_hh=8+0.2
拉杆导套沉头孔深度
spn_hd=25+1.4
拉杆沉头孔直径
spn_hh=10+0.2
拉杆沉头孔深度
spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶 板厚度
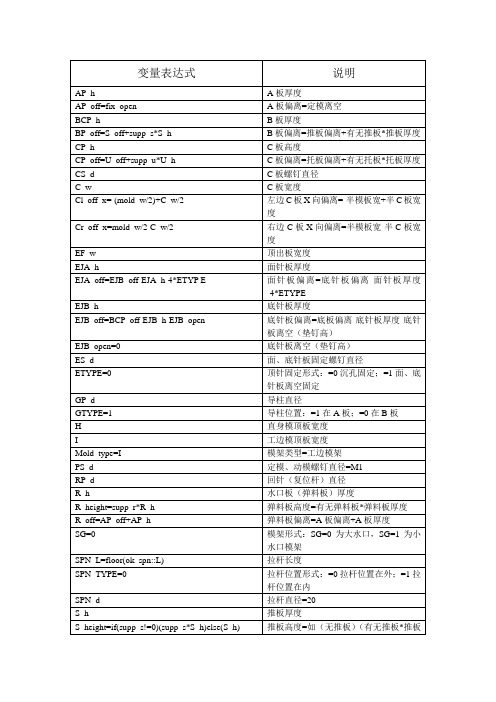
说明
模架型号 模板宽度 模板长度 动模离空 定模离空 底针板离空(垫钉高度) 顶板厚度 B板厚度 EJB长度 EJP长度 EJP无、有
C板宽度 顶出板宽度 面针板厚度 底针板厚度 A板厚度 B板厚度 承板(C板)厚度
面、底针板固定螺丝直径 顶出板螺钉X向距离 顶出板螺钉Y向距离 拉杆型号 水口板(弹料板)厚度 推板厚度 回针(复位杆)直径 EGP直径 回针X向距离 回针Y向距离 拉杆直径 导柱或拉杆X向距离 拉杆Y向距离Y0 拉杆Y向距离Y1 上下模螺钉直径 上下模螺钉沉头孔深度 上下模螺钉X向距离 上下模螺钉Y向距离 单边螺钉数量 模胚类型 直身模顶板宽度 工边模顶板宽度
顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔 深度
es_n
UGNX模具设计
编辑模架组件
53
3. 模架的分型面与WCS的XY平面重合。
设计流程及操作 —— 滑块和浮升销库
选择标准件生产商及类型
标准件定 位方式及 放置位置
参数 示意 图
参数列表,供修改
54
UGNX模具设计 徐勤雁 24 10
设计流程及操作 —— 滑块和浮升销库
NOTE:1. WCS的+YC方向代表
滑块运动方向。
指定
是否
创建
冷料
62
穴
设计流程及操作 —— 流道
创建引导线
投影引导线
63
创建流道
设计流程及操作 —— 浇口库
设置浇口是否平衡 确定浇口放置位置
设置浇口类型以及 浇口尺寸
修改浇口相关特征
64
设计流程及操作 —— 浇口库
65
UGNX模具设计 徐勤雁 24 13
设计流程及操作 —— 调入标准件(顶杆)
47
设计流程及操作 —— 创建型腔和型芯
工件
型芯
48
型腔
设计流程及操作 —— 合并腔
放置合并产生的对象于选定 的组件中
指定对选中对象的操作类型
设置是否重命名组件
49
设计流程及操作 —— 合并腔
NOTE:1. 属于型腔\型芯的对象要放置于型腔\型芯的组件中。
50
2. 使用“视图管理器”显示或关闭组件。
2. 一般调入滑块后,需
要使用“WAVE几何连接器”链
接不同组件。
56
设计流程及操作 —— 滑块和浮升销库
NOTE:标准件的修剪应该放到全 部检查没有问题之后再去操作。
57
UGNX模具设计 徐勤雁 24 11
UG模具设计详细讲解
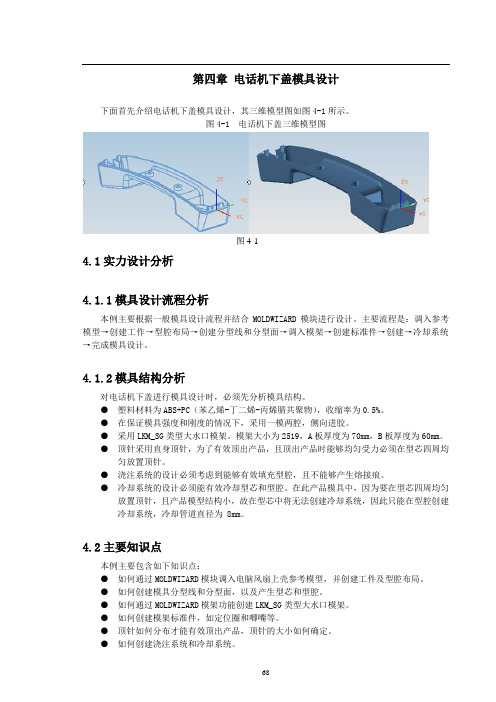
第四章电话机下盖模具设计下面首先介绍电话机下盖模具设计,其三维模型图如图4-1所示。
图4-1 电话机下盖三维模型图图4-14.1实力设计分析4.1.1模具设计流程分析本例主要根据一般模具设计流程并结合MOLDWIZARD模块进行设计。
主要流程是:调入参考模型→创建工作→型腔布局→创建分型线和分型面→调入模架→创建标准件→创建→冷却系统→完成模具设计。
4.1.2模具结构分析对电话机下盖进行模具设计时,必须先分析模具结构。
●塑料材料为ABS+PC(苯乙烯-丁二烯-丙烯腈共聚物),收缩率为0.5%。
●在保证模具强度和刚度的情况下,采用一模两腔,侧向进胶。
●采用LKM_SG类型大水口模架。
模架大小为2519,A板厚度为70mm,B板厚度为60mm。
●顶针采用直身顶针,为了有效顶出产品,且顶出产品时能够均匀受力必须在型芯四周均匀放置顶针。
●浇注系统的设计必须考虑到能够有效填充型腔,且不能够产生熔接痕。
●冷却系统的设计必须能有效冷却型芯和型腔。
在此产品模具中,因为要在型芯四周均匀放置顶针,且产品模型结构小,故在型芯中将无法创建冷却系统,因此只能在型腔创建冷却系统,冷却管道直径为 8mm。
4.2主要知识点本例主要包含如下知识点:●如何通过MOLDWIZARD模块调入电脑风扇上壳参考模型,并创建工件及型腔布局。
●如何创建模具分型线和分型面,以及产生型芯和型腔。
●如何通过MOLDWIZARD模架功能创建LKM_SG类型大水口模架。
●如何创建模架标准件,如定位圈和唧嘴等。
●顶针如何分布才能有效顶出产品,顶针的大小如何确定。
●如何创建浇注系统和冷却系统。
4.3电话机下盖模具设计实操4.3.1调入参考模型(1)调入参考模型。
在【注塑模向导】工具条中单击【项目初始化】按钮,弹出【打开部件文件】对话框,然后根据图4-2所示操作过程进行操作。
图4-2 【调入参考向导】操作过程(2)系统经过自动计算并调入参考模型,如图4-3所示。
UG资料
第一章Moldwizard模块的入门基础1.1Moldwizard模块界面组成项目初始化加载需要进行模具设计的产品零件,并设置这个设计方案的单位、存放路径。
多腔模设计在一个模具里面可以生成多个塑料制品的型芯和型腔,即所谓的一模多腔。
模具坐标模具设计过程中所使用的坐标系,该坐标系用于设置模具的顶出的方向和电极进给方向等,以便合理的设计模具。
(通常+ZC轴向为塑料产品的顶出方向;也是电极的进给方向)收缩率液体塑料凝固故态塑料制品而产生的收缩,用于补偿零件收缩的一个比例因子。
工件用来加工成模具型芯和型腔的一定尺寸的模胚。
型腔布局指定产品模型在成型镶件中的位置,对于在一个模具放置多个相同产品零件或多个不同产品零件的情况下,可以用来设置模腔的数量和位置。
模具工具分模过程而对产品模型进行的各种操作。
分型根据产品模型的形状将成型镶件分割成为型心型腔的过程,(创建分型线、创建分型面和型心型腔等)。
模架按照实际的要求选择合适的标准模架,将模具固定在一定类型的注塑机上生产塑料制品。
标准件在模具设计过程中,用于固定、导向等标准组件。
(螺钉、导向柱、电极、镶块、定位环等)顶杆在分模时将制成的塑料产品顶出模芯的器件。
滑块和顶料装置在分模时零件侧向上有凸凹的特征,一般正常的开模动作无法分离这样的零件产品,所以需要创建能够侧向运动的模块,在分模时提前滑动离开,使模具能够顺利的开模分离零件成品。
镶块由于模具具有比较细长的形状、难以加工的位置,为模具的制造添加难度和成本,此时一般采用标准件,添加实体,从型芯或型腔毛胚上分割获得实体创建出单独的模块。
浇口用于液态塑料进入零件成型区域的入口,影响液态塑料的流动速度、方向等。
流道液态塑料流入进浇口而又未到浇口之前的通道,影响液态塑料进入模腔后的热学和力学性能。
冷却由于生产塑料制品时,模具受热而产生一定的变形,从而影响产品的精度及导致成品变形等,冷却为减小这种变形而设计。
电极由于复杂的型芯型腔,需要使用EDM特种加工方法进行加工,电极就是为了合理的复原型芯型腔外型轮廓的构件。
注塑模具UG模架设计具体步骤 ppt课件

支承柱(导柱)
无肩导套 带肩导套
螺钉拉杆
抽芯(滑
直型芯
模仁 斜导柱 压块
阻尼销 (尼龙拉扣)
复位杆
扁线螺旋弹簧
顶出孔
3、Ejection(顶出系统标准件)
顶杆标准件是顶出系统中最简单、常见的一种制品顶出活动部件。在标准 件库中,顶出系统标准件类型中主要有直顶杆、扁顶杆、有托顶杆及顶管 等形式,用户可根据模具的结构来选择适用的顶出标准件。 ① 直顶杆Ejectior Pin(Styaight) ② 扁顶杆Ejectior Pin(Shouldered) ③ 有托顶杆Ejectior Pin Flat(FW,FK) ④ 顶管Ejectior Sleeve Assy(S,KS)
H=h+t H=100+30=130mm
(10)选取模板标准尺寸 (11)选定模架基本型号
350×400mm B
(12)确定A、B、C板厚度 130mm、40mm、110mm
(13)选择标准模架 B-3540- 130×40×110 GB/T12555-2006
(14)计算模架闭模高度
H=2×H1+H2+H3+A+B+C =2×30+ 45+35 +130+40+110 =420mm
二、MW模具标准件
MoldWizard标准件库中既 有常见的螺钉、弹簧、垫 圈等标准件,也有流道系 统、推出系统、冷却系统 等系统结构中所需要的标 准件,如定位环、浇口套 、喷嘴、水管接头等。 在“注塑模向导”工具条 上单击“标准件”按钮, 程序弹出“标准件管理” 对话框,如图所示。
1 Injection(浇注系统标准件)
ug全套资料必看
1.UG4.0 数控加工实例精解 2.UG NX5 数控加工案例导航
3.NX 数控编程技术基础及应用 4.数控编程——UG NX4 中文版实例详解 44-48: 杨师傅 UG VIP 数控编程视频教程(5 盘) 49-53:UG4.0 编程视频教程 5 盘(青华工作室 VIP 培训视频教 程)
最后独家赠送:
59:UGNX7.5 安装软件+NX7.5 外挂(首次加入)
60 :钣金教程(首次加入)
钣金介绍:
钣金教程全部为实例教程,系无声实例教程,需跟着操作
学习,需一定 UG 基础才行。绝对经典的内容
第 1 章节—前言(略)# E. 第 2 章节---弯边# E. b+ A& x5 r E: |$ O, b 第 3 章节---内嵌弯边和通用弯边 4 章节--钣金折弯 第 5 章节---钣金裁剪 第 6 章节---钣金冲压与钣金实体冲压 第 7 章节---钣金孔与钣金槽 第 8 章节---钣金角,钣金缺口与边缘裂口 第 9 章节---筋与钣金托架 10 章节----钣金桥接 第 11 章节-----钣金成型 第 12 章节-----钣金零件的工艺过程和平面展开 第 13 章节-----NX 钣金基本特征 第 14 章节-----NX 钣金高级特征 第 15 章节---综合实例(一) 第 16 章节---综合实例(二)
另外 UG5.0 五轴编程视频教程 包含在盘 22 之中 54-55: UG4.0 拆铜公视频教程 1 盘(青华工作室 VIP 培训视频教 程) UG3.0 拆铜公(电极)语音视频教程(台湾师傅主讲) (1 盘) ^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^ 第五阶段:模流分析 56-58: Moldflow6.1 注塑模模流分析视频教程(赠软件)3 盘
UG全模块介绍
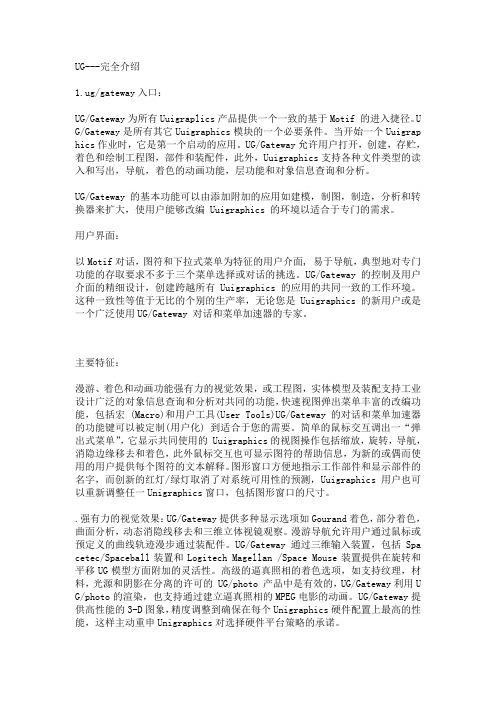
UG---完全介绍1.ug/gateway入口:UG/Gateway为所有Uuigraplics产品提供一个一致的基于Motif 的进入捷径。
U G/Gateway是所有其它Uuigraphics模块的一个必要条件。
当开始一个Uuigrap hics作业时,它是第一个启动的应用。
UG/Gateway允许用户打开,创建,存贮,着色和绘制工程图,部件和装配件,此外,Uuigraphics支持各种文件类型的读入和写出,导航,着色的动画功能,层功能和对象信息查询和分析。
UG/Gateway的基本功能可以由添加附加的应用如建模,制图,制造,分析和转换器来扩大,使用户能够改编 Uuigraphics 的环境以适合于专门的需求。
用户界面:以Motif对话,图符和下拉式菜单为特征的用户介面, 易于导航,典型地对专门功能的存取要求不多于三个菜单选择或对话的挑选。
UG/Gateway的控制及用户介面的精细设计,创建跨越所有 Uuigraphics的应用的共同一致的工作环境。
这种一致性等值于无比的个别的生产率,无论您是 Uuigraphics的新用户或是一个广泛使用UG/Gateway 对话和菜单加速器的专家。
主要特征:漫游、着色和动画功能强有力的视觉效果,或工程图,实体模型及装配支持工业设计广泛的对象信息查询和分析对共同的功能,快速视图弹出菜单丰富的改编功能,包括宏 (Macro)和用户工具(User Tools)UG/Gateway的对话和菜单加速器的功能键可以被定制(用户化) 到适合于您的需要。
简单的鼠标交互调出一“弹出式菜单”,它显示共同使用的 Uuigraphics的视图操作包括缩放,旋转,导航,消隐边缘移去和着色,此外鼠标交互也可显示图符的帮助信息,为新的或偶而使用的用户提供每个图符的文本解释。
图形窗口方便地指示工作部件和显示部件的名字,而创新的红灯/绿灯取消了对系统可用性的预测,Uuigraphics 用户也可以重新调整任一Unigraphics窗口,包括图形窗口的尺寸。
ug模架教程分析
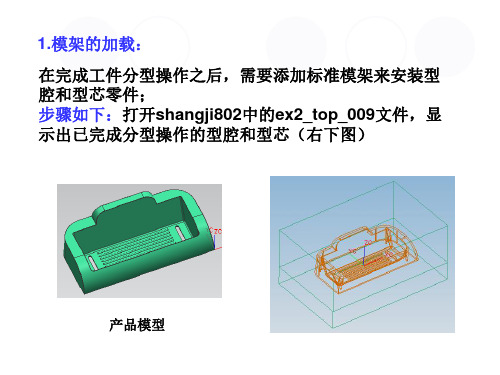
3.1 浇注系统设计:
1.分流道设计:
打开shangji803文件中的ty_top_009文件,该模具为一模两腔布局,
且一个产品仅有一个侧浇口,因此,分流道将采用S型来进行平衡设计。 分流道的设计由4个设计步骤来完成:模架部件隐藏、定义引导线串、
在分型面上投影和生成流道通道。
产品模型
(1)模架部件隐藏操作:
EJA_h
EJB_h
推件固定板厚度
推件板厚度
EF_w
R_h
推件板厚度
卸料板厚度
应根据产品的尺寸、形状、型腔的布局、型腔型芯模型的大小,以及浇注冷却 系统的布置等因素,来选择一合适的标准模架,对于这个实例,根据其布局信 息:宽W = 170、长L = 110、型腔厚 Z_up = 55 、型芯厚Z_down = 25选用 模架FUTABA_DE,因单分型面结构,有支撑板但无卸料板,选EA类型,模架 规格采用2025,并设置模架部件列表框中的如下参数“Fix_open=0.5, move_open=0.5,EJB_open=5, AP_h=55,BP_h=25” 其它参数默认,点击“确定”,系统生成模架结果如下:
标准件厂商目录 标准件类别: 浇注系统、 顶出系统等等
,弹出下图对话框:
标准件列表区
TURE显示标准件实体, 不显示放置标准件用的 腔体;FALSE只显示标 准件建腔后的腔体; “两者皆是”都显示
标准件显示区
标准件尺寸区
加载定位环:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中 选择带螺纹的定位环Locating Ring(With Screws),选择“两者皆是”,其 它参数默认,如左下图,点击确定后结果如右下图。 定位环
UG标准件库

•
7.4.1 Injection(浇注系统标准件)
• 标准件库中多家世界著名厂商提供了模具系列标 准件,在浇注系统标准件里就包括有定位环和浇 口套。 • 1. 定位环 • 2. 浇口套
7.4.2 Ejection(顶出系统标准件)
• 顶杆标准件是顶出系统中最简单、常见的一种制品顶出活动部件。在标准 件库中,顶出系统标准件类型中主要有直顶杆、扁顶杆、有托顶杆及顶管 等形式,用户可根据模具的结构来选择适用的顶出标准件。 1. 直顶杆Ejectior Pin(Styaight) 2. 扁顶杆Ejectior Pin(Shouldered) 3. 有托顶杆Ejectior Pin Flat(FW,FK) 4. 顶管Ejectior Sleeve Assy(S,KS)
• • • •
7.4.3 导向标准件
• 导向零件标准件主要有带螺纹的导柱Guide(With Screws)和导套Guide Bushing两种,起开模和闭 模的导向作用,确保模具能正常工作。 • 1. 带螺纹的导柱Guide(With Screws) • 2. 导套Guide Bushing
7.4.4
7.3.1 建模模式下的模架加载
• UG MW专家模架库功能十分强大,不仅可在MW模块里对自动分模创建的成 型镶块进行模架的加载,还可对在建模模式下创建的成型镶块加载适用的 模架。 在建模模式下,模架的加载是基于UG系统的绝对坐标系而进行的,产品及 成型镶块则是参照工作坐标系来创建的,若绝对坐标系与工作坐标系不相 符,那么就需要调整产品及成型镶块在工作坐标系的位置。 下面以一个实例来说明模架的加载过程。因示例模型的工作坐标系与绝对 坐标系不重合且ZC轴向与模具开模不同向,所以将模架的整个加载过程分 为4个部分:设置绝对坐标系、平移模型、旋转模型和加载模架。
UG-模架库参数表说明
支承板厚度(承板厚度) Y向推板固定螺钉的数量 (Y向顶针板固定螺丝的数量 ) 推板、推杆固定板固定螺钉直径(上下顶针板的固定螺丝直径) 推板固定螺钉X向距离(顶针板固定螺丝X方向距离) 推板固定螺钉Y向距离(顶针板固定螺丝Y方向距离) 拉杆位置形式(0:OUT拉杆位置在外;1:IN拉杆位置在内) 推料板厚度(水口板(弹料板)厚度) 推件板厚度 复位杆直径(回针直径) 推板导柱直径(中托边直径) 复位杆X向距离(回针X向距离) 复位杆Y向距离(回针Y向距离) 拉料杆直径(拉杆直径) 导柱X向距离 拉杆在外侧,则拉杆Y向距离为Y0 拉杆在内侧,则拉杆Y向距离为Y1 上下模固定螺钉的直径 上下模固定螺钉沉头孔深度 上下模固定螺钉X向距离 上下模固定螺钉Y向距离
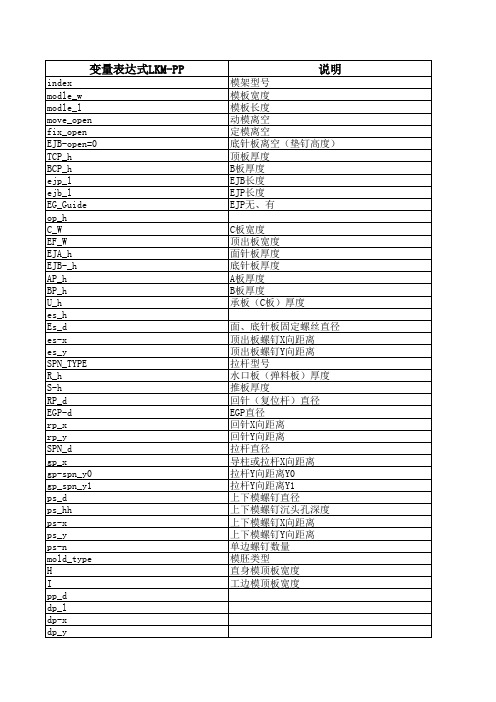
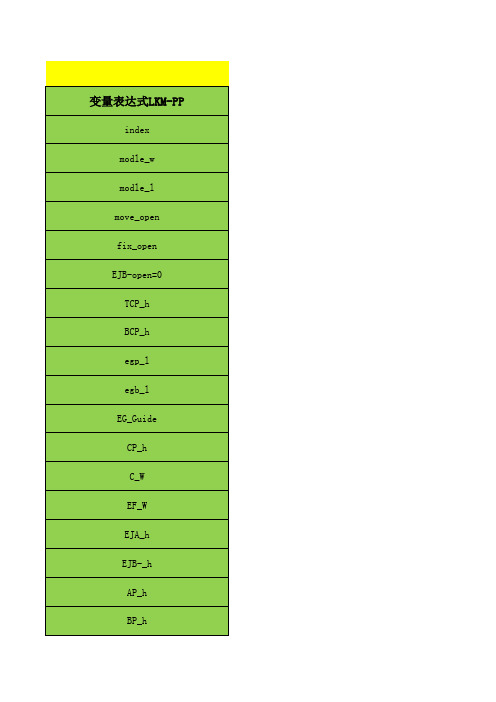
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h egp_l egb_l EG_Guide
CP_h C_W EF_W EJA_h EJB-_h AP_h BP_h
以龙记模架三板模架为例
U_h es_n Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y
ps-n mold_type
H I dp_d dp_l dp-x dp_y cs_d cs_hh cs-x cs-y GTYPE shorten-ej shift_ej_screw supp_pocket=1
以龙记模架三板模架为例
说明(最后面括号中为香港、台湾地区术语叫法)
模架型号 模板宽度 模板长度 B板与绝对座标Z向距离(动模离空) A板与绝对座标Z向距离(定模离空) 限位钉高度(推板与动模固定板之间的距离)(底针板离空) 定模固定板厚度(顶板厚度) 动模固定板厚度(底板厚度) 推板导柱长度(中托边导柱长度) 推板导Байду номын сангаас长度(中托司导套长度) 推板导柱、导套有无(0:OFF为没有,1:ON为有)(中托司、中托边有无) 垫块高度(C板高度) 垫块宽度(C板宽度) 推板宽度(顶出板宽度) 推杆固定板厚度(面针板厚度) 推板厚度(底针板厚度) 定模板(A板厚度) 动模板(B板厚度)
ug模具设计知识点
ug模具设计知识点UG模具设计是一种广泛应用于制造业的技术,它能够帮助企业改善产品的生产效率和质量。
UG模具设计知识点是指在UG软件中进行模具设计时需要掌握的相关知识和技能。
本文将从以下几个方面介绍UG模具设计的知识点。
一、产品设计准备在进行UG模具设计之前,首先要进行产品设计准备工作。
这包括产品的三维图形设计、尺寸和标准的确定等。
在UG软件中,可以通过绘制产品的三维图形并进行尺寸和标准的设定,为后续的模具设计做好准备工作。
二、模具结构设计模具结构设计是UG模具设计中的重要环节。
在进行模具结构设计时,需要考虑到产品的形状、尺寸和材料等因素,并根据产品的要求确定模具的结构。
在UG软件中,可以利用各种建模工具进行模具的结构设计,并进行三维模型的构建和装配。
同时,还需要注意模具的加工工艺和装配工艺,以确保模具的可行性和实用性。
三、零件设计UG模具设计中的零件设计是指对模具零件进行详细的设计和绘制。
在进行零件设计时,需要根据模具结构设计的要求,选择合适的零件类型并进行参数设定。
在UG软件中,可以通过零件建模和装配的方式对模具零件进行设计和绘制。
同时,还需要进行零件的材料选择和加工工艺的考虑,以确保零件的质量和可制造性。
四、模具装配设计模具装配设计是将模具的各个零部件进行组装和安装的过程。
在进行模具装配设计时,需要根据模具结构设计和零件设计的结果,选择合适的装配方式和方法。
在UG软件中,可以通过装配功能实现零部件的自动约束和装配操作,以确保模具装配的准确性和稳定性。
五、模具分析与优化模具设计完成后,还需要进行模具的分析和优化。
模具分析是指对模具进行力学分析、流体分析和热分析等,以评估模具的性能和可靠性。
在UG软件中,可以利用模拟分析工具对模具进行各种分析,并根据分析结果进行模具的优化和改进。
六、模具加工和制造模具设计完成后,还需要进行模具的加工和制造。
在进行模具加工和制造时,需要根据模具设计的要求制定相关的加工工艺和制造流程,并选择合适的材料和工艺设备。
UG编程加工学习资料资料
– 自动进刀/退刀 – 矢量方向进刀 – 刀具轴方向进刀
• 自动进刀/退刀方法的参数
– 区域切削 – 轮廓切削
• 横越移动方法
– 安全平面 – 前一个切削层平面 – 毛坯平面
– 分层加工 – 切削参数
• 与切削方法相对应的参数 • 切削精度 • 切削余量
• 用户定义切削深度 • 仅加工底面和岛屿顶面
– 控制几何
• 预钻孔点 • 区域开始切削点
– 切削参数
• 与切削方法相对应的参数 • 切削精度 • 切削余量
穴型加工
– 概述 – 操作步骤 – 几何体
• 加工几何
• 毛坯几何
– 毛坯几何的应用
• 检查几何
– 切削层
• 概述 • 深度切削范围的修改、增加
创建操作
Verify Toolpath
产生刀具路径
刀具路径检查、模拟
UG/Post Postprocess
后处理 NC程序
车间资料(程序单)
——工件的装夹、加工坐标系的位置、 执行顺序、刀具数据等
数控机床
NC程序单
填单日期:2004/4/22
工件名 编程人 上机时间
下机时间
程序目录
定模镶件 李先生
例如,在同一个刀具路径中,可以钻不同深 度的孔,钻削各个孔时也可以使用不同的进给速 率、停留时间和步进量。
• 确定深度的方法
• 步进量 ——指定循环式深孔钻削的步进增量,仅应用于Standard
Drill,Deep & Standard Drill,Break Chip。
• 最小间隙距离
第二天
加工方法组
• 参数组的作用 • 为什么要建立参数组 • 如何建立参数组
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
上下顶针板 的缩进量。
模架图1
Index=2530 模架大小 Mold_w=250 模架W方向的尺寸 Mold_l=300 模架L方向的尺寸 Fix_open=0.0 A板与绝对座标Z向距离 Move_open=0 B板与绝对座标Z向距离 EJB_open=0.0 上下顶针板与下固定板 之间的距离 TCP_h=35 顶板厚度
龙记细水口模架。 龙记大水口模架。 简化型细水口模架。
在C型的基础上增加承板。 在C型的基础上增加承板与推板。 E型是在A型的基 础上去掉脱料板 最基本的模架,包括A,B,C板等。 在C型的基础上增加推板。
0:OFF为没有中托司 1:ON为有中托司
B板的高度设定
顶针板螺钉 数量(Y向)
A板的高度设定
未完待续
es_x=130 顶针板固定螺丝X方向距离 es_y=280 顶针板固定螺丝Y方向距离 SPN_TYPE=0:OUT 拉杆位置形式: 0:OUT拉杆位置在外; 1:IN拉杆位置在内 R_h=25 脱料板的厚度 S_h=25 推板的厚度 RP_d=15 回针的直径 EGP_d=16 中托司的直径
rp_x=110 回针X方向的距离 rp_y=250 回针Y方向的距离 SPN_d=25 拉杆的直径 GP_d=25 导柱的直径 gp_x=194 导柱X方向距离 gp_spn_y0=120 拉杆在外侧, 则拉杆Y向距离为Y0 gp_spn_y1=244 拉杆在内侧, 则拉杆Y向距离为Y1
模架数据库详解
模架生产厂商与类型
模架图片示意区
模架W与L方向大小
模架各项参数的设置
模架常用参数的设置
模架的生产厂家,MOLDWIZARD 提供了DME,HASCO,FUTBABA, LKM等公司的模板与承板的变 化(后续详解)。
下面以龙记细水口模架为例,详细的说明一下各个参数设置的含义
模架生产厂商与类型
模架图片示意区
模架W与L方向大小
模架各项参数的设置
模架常用参数的设置
BCP_h=25 egp_l=105 egb_l=32 EG_Guide=1:ON
CP_h=80 C_w=48 EF_w=150
底板的厚度 中托司导柱的长度 中托司导套的长度 有无中托司的设置, 0:OFF为没有中托司 1:ON为有中托司 C板的高度 C板W方向的厚度 顶针板的宽度