产品和过程特殊特性对应分析表
产品及过程特殊特性明细范例

阶段:12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
产 品 及 过 程 特 殊 特 性 明 细 表
更改文件号更改文件号注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;描述/说明
规范/公差图示说明(见附页)后轮毂核心小组处数
签字日期审核/日期处数技术副总批准/日期特性分类签字日期标记精车油封孔进给0.2mm/r 序号特性编号批准/日期标记管代批准/日期油封孔倒角2*30°油封孔直径¢165.5精车油封孔转速400r/min 端面跳动端面粗糙度油封孔粗糙度轴承孔圆柱度精车轴承孔转速400r/min 精车轴承孔进给0.1mm/r 轴承孔底面跳动轴承孔粗糙度轴承孔直径¢165精车齿圈孔进给0.12mm/r 轴承孔位置12±0.05轴承孔深度164零件编号:
其它批准/日期(如需要)零件名称:后轮毂
供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:00093.0133.0--063.00+2.00+。
产品和过程特殊特性矩阵表

102030405060708090100110120130说明:此表样件阶段由项目经理填写审批后发至生产中心;试生产阶段由生产中心更新发至子公司;量产阶段由子公司更新发至相关责任单位序号特性符号产品特性特性符号过程特性特性名称特性来源
备注:
1、“ ※ ”配合/功能特性 “☆”安全/法规特性; C ——
用于夹紧的操作特性;L ——用于定位;X ——由于操作导致或改变的特性应符合过程流程图表格(未注明可另设定);
2、初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已经生产的类似产品的特殊特性和经验。
编制/日期审核/日期批准/日期工序编号产品号
车型重要或关键特性操作描述
特殊特性矩阵图产品和过程特殊特性清单
□ 样件
□ 小批量生产□ 生产
产品名称
顾客名称。
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
产品特殊特性受控表
制定日期:
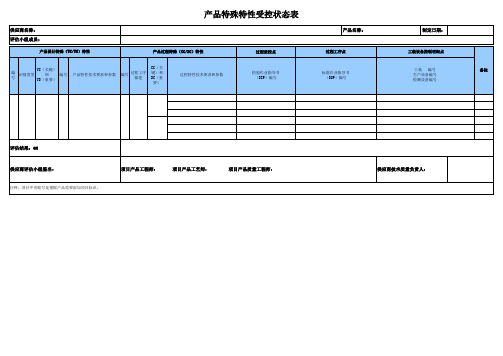
工装设备控制明细点
工装 编号 生产设备编号 检测设备编号
备注
评估结果:OK 供应商评估小组签名:
注释:项目中省略号是根据产品需要添加项目标识。
项目产品工程师:
项目产品工艺师:
项目产品质量工程师:
供应商技术质量负责人:
供应商名称: 评估小组成员:
产品设计特殊(YC/YS)特性
产品特殊特性受控状态表
产品过程特殊(CC/SC)特性
过程质控点
编 号
YC(关键)
识别类型
和
YS(重要)
编号
产品特性技术要求和参数
编号
过程工序 描述
CC(关 键)和 SC(重 要)
过程特性技术要求和参数
检验作业指பைடு நூலகம்书 (SIP)编号
产品名称:
过程工序点
表6-20 特殊特性——说明表[1页]
![表6-20 特殊特性——说明表[1页]](https://img.taocdn.com/s3/m/7da5bede08a1284ac850438e.png)
编号
类别
说明
举例
1
特殊特性和/或关键产品及关键控制特性
对于散装材料,经常出现的是以散装材料到最终产品的加工转化过程。
应该了解散装产品特性(提供产品的特征)和最终属Βιβλιοθήκη (加工转化后产品的特征)间的不同。
在设计阶段,产品特性可以作为最终产品属性的控制。(这并不意味着它们是控制特性)。在散装材料制造过程中的参数是控制特性。
以散装产品到最终产品转化期间,散装产品特性和最终产品属性均可由顾客过程控制特性加以控制。
说明如材料流动到最终产品形成过程(如固体树脂A的百分比,预计UVA的百分比)这些不一定成为特殊特性。
产品特性的例子是:
结合剂、%NV固体、%树脂A。
最终产品属性的例子是:
外观、形成薄膜、FMVSS安全性、耐久性。
制造过程参数(控制特性)的例子是:
温度、压力、混合比、试验规则。
顾客加工转化过程参数(控制特性)的例子是:
流体流速,温度/湿度,空气压力。
2
顾客指定的特殊特性的符号
组织在他们的作业文件中可以对特殊性指定他们自己的内部符号。
对于顾客指定/确定的特殊特性,在顾客要求的文件和要求的交运标签上,将使用顾客规定的符号。
组织可选择使用“S”(安全)或“SP”(特殊),或“K”(关键)等。
当要求对顾客确认的特殊特性进行标识时,应使用顾客指定的盾形、三角形、菱形等符号。
产品特殊特性明表
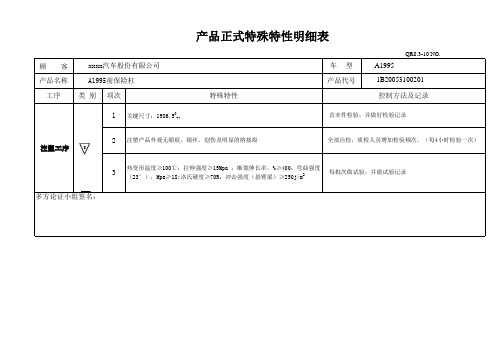
每批次做试验,并做试验记录
多方论证小组签名:
首末件检验并做好检验记录全部自检质检人员增加检验频次每4小时检验一次每批次做试验并做试验记录产品名称注塑工序产品代号xxx汽车零部件有限公司qr8310no
顾客 产品名称
工序
xxxx汽车股份有限公司 A1995前保险杠 类 别 项次
1 关键尺寸:1986.50-4
产品正式特殊特性明细表
特殊特性
车型 产品代号
A1995
QR8.3-10 NO.
1B20053100201
控制方法及记录
首末件检验,并做好检验记录
注塑工序 S
2 注塑产品外观无缩痕、银丝、划伤及明时检验一次)
3
热变形温度≥100℃;拉伸强度≥15Mpa ;断裂伸长率,%≥400;弯曲强度 (23°),Mpa≥18;洛氏硬度≥70R;冲击强度(悬臂梁)≥250j/m2
特殊特性过程确认表、特殊特性过程评价表

名称:
4、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
过程使用方法情况:
□ 是工艺成熟,试验合格,符合过程要求
□ 否需要改进,重新验证后方可进行确认
5、进入该过程的原料的控制如何
原辅料有合格供方,符合过程要求:□ 有 □ 无
原料来料检验报告:□ 有 □ 无
工序间的转接流畅,提高流水线生产效率、降低人员的疲劳感。
是
2
考虑对每一操作中所有材料、工装和设备标识区域。
利于识别、不混淆
是
3
对流水是否已分配足够的空间。
适宜于操作
是
4
为防止误装不合格产品,是否合理布置检测区。
明确标识待检区、待处理区
是
5
为减少在操作中误用或混淆类似产品,是否制定了控制措施。
颜色标识系统、编号规则
是
6
是否有足够的控制以防止不合格的进货材料进入储存和使用点。
检验状态标识
是
二
生产操作过程
1
生产任务的安排
满足顾客要求
是
2
工装领用
与任务定单一致
是
3
领料
依据控制计划领取相应材料
是
4
装夹具
遵守工装拆装规范
是
5
作业准备首检
首件制品经检验员检验合格后方可批量生产
是
过程名称:装配NO:2/3
6
标识制作
与任务定单相一致
遵守过程流程图
是
2
与控制计划中的过程检查相一致
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
客户名称 修订日期
序号
具有特殊特性 的工序
过程特殊 特性的符
号
图纸和PQA清单中 特殊特性项目
(尺寸或要求)
图纸上标注的 图纸特殊特性项
特殊特性项目 目的公司内部符
产品和过程的初始特殊特性明细表

东风朝阳思益有限责任
朝阳思益有限责任公司
东风朝阳思益有限责任公司
任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝
产品特殊特性
过程特殊特性
特殊特性符号
备注
化学成分
㊣
芯盒温度、射砂时间
、射砂压力、烘干温
○
度、烘干时间
涂料配比、涂料喷涂 、模具温度
○
铝液化学成份、铝液 含气量
○
浇注温度、模具温度 、凝固时间
㊣
30
清砂
35
切割
40
打磨
45
喷砂
50
初检
外观
取模后冷却时间
㊣
浇冒口预留量小于5mm
○
喷砂压力
60
热处理
性能
○
65
终检
外观质量、 铸件尺寸
★
60
入库
产品标识、产品数量
备注“★”符号表示产品关键特性;“☆”符号表示产品重要特性;㊣表示过程关键特性 ○符号表示过程重要特性
批准
审核Βιβλιοθήκη 制表东风朝阳思益有限责任公司
益有限责任公司
东风朝阳思益有限责任公司
东风朝阳思益有限责任公司
东风朝
东风朝阳思益有限责任公司
DCS/MR-00-087
制定部门
产品名称
规格/型号
阶段状态
序号
过程流程
0
原材料检验
5~10
制芯
15
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称型号:
序号Βιβλιοθήκη 项目过程特殊特性1
原始阻力不大于0.025MPa(Q=8L/min)
滤纸的透气度,进出油孔,内部结构
☆
2
原始滤清效率不小于90%
滤纸的平均孔径和最大孔径
☆
3
密封性在0.4MPa气压下保压1min各密封部位不应有破损和渗油
外壳强度,封口的牢固强度以及密封件的性能
☆
4
内部清洁度小于8mg
生产过程中对每个零件的控制
☆
5
静压破裂强度在1.5Mpa油压下保压15min,外壳不应有破损和渗油
外壳强度,封口的牢固度
☆
6
阀的密封性当阀前后的压差值比规定开启压力低0.03Mpa时漏油量应不超过0.2L/min
垫片质量,弹簧压力
☆
7
螺纹垂直度≤0.3
底孔垂直度,夹具位置
☆
、小组成员: