水滑石改性聚氨酯清洁粉末涂料的结构和性能
功能水性聚氨酯涂料的研究进展

第23卷第10期化工时刊V01.23,No.102009年10月ChemicalIndustⅣTimesOct.10.2009—●-———●__—__—_————_—●—__—_—●—●—●—_●●—___——●—●_—●-I—_——_——_——-—_●———_-—●__—●_——___—_————●_●●●_—●_-—_●—_——●__●——____●__—_●——-_—●doi:10.3969/j.issn.1002—154X.2009.10.017功能性水性聚氨酯涂料的研究进展尚倩倩刘虎肖国民(东南大学化学化工学院,江苏南京211189)摘要水性聚氨酯由于其优异的性能在涂料领域得到了广泛研究和应用。
综述了水性聚氨酯涂料的主要特点和应用,介绍了防腐蚀水性聚氨酯涂料、防水水性聚氨酯涂料、防霉杀菌水性聚氨酯涂料、阻燃水性聚氨酯涂料、抗涂鸦水性聚氨酯涂料等功能性水性聚氨酯涂料的特点和研究进展,并指出了功能性水性聚氨酯涂料的热点研究方向。
关键词水性聚氨酯涂料功能性涂料进展ResearchProgressofFunctionalWater・-・bornePolyurethaneCoatingsShangQianqianLiuHuXiaoGuomin(SchoolofChemistryandChemicalEngineering,SoutheastUniversity,JiangsuNanjing211189)AbstractWater—bomepolyurethane(WPU)withexcellentperformanceshasbeenbroadlyappliedtocoating.Thispapernarratesthemaincharacteristicsandapplicationoffunctionalwater—bornepolyurethanecoatings.ThecharacteristicsandresearchprogressofanficorrosiveWPUcoating,water—proofWPUcoating,antimierobialWPUcoating.flame—retardantⅥTUcoatingandanti—graffitiWPUcoatingaredescribedindetailandthedevelopmentdirectionsoffunctionalWPUcoatingsaresummarized.Keywordswater—-bornePUcoatingfunctionalcoatingprogress聚氨酯(PU)是由含羟基、羧基、氨基等官能团的化合物与含异氰酸酯基化合物反应得到的高分子化合物,分子主链中除含有许多重复的氨基甲酸酯键(一NHCOO一)外,还含有醚键、酯键、脲键、脲基甲酸酯键。
聚氨酯粉末防腐涂料
聚氨酯粉末防腐涂料一、聚氨酯粉末涂料的特性作为一种主要耐候性粉末涂料的产品,聚氨酯粉末涂料具有以下优势:①在挤出过程中不会有反应发生;②在一般固化温度(140~200℃)下具有较低的熔融黏度,以便获得良好的润湿性和流平性;③树脂不含有相对分子量太高的聚合物,使得树脂的软化点和熔融温度接近,从而使固化时的反应速率相匹配;④有良好的力学性能和耐磨性;⑤有良好的物理储存稳定性;⑥有良好的耐化学腐蚀性;⑦耐候性优异;⑧喷涂施工性能良好。
正是由于聚氨酯粉末涂料兼具优异的装饰性和耐候性,因此在家用电器、电气设备、空调设备、道路栅栏、铝型材、装饰材料及汽车零件等方面得到广泛应用。
目前这类粉末涂料统治着美国和日本的粉末市场,其产量已超过混合型粉末涂料。
但是,国内粉末涂料厂家却很少选用此类型的粉末涂料,除固化剂价格昂贵外,此类型的粉末涂料还存在如下缺点:①在固化成膜过程中,要释放封闭剂,造成烘烤环境的空气污染,气味难闻。
所以要在固化设备上加有回收封闭剂的处理装置;②涂膜不宜过厚,否则易使涂膜产生针孔、气泡等毛病;③烘烤固化温度高。
二、聚氨酯粉末涂料的组成聚氨酯粉末涂料的配制是利用聚酯树脂中的羟基(R-OH)与异氰酸酯(R-N=C=O)反应来完成,此交联反应会生成氨基甲酸酯键。
异氰酸酯中的芳香族,由于耐候性差,很少选用,常选用脂及族的异佛尔酮二异氰酸酯(IPDI)和己二异氰酸酯(HDI)做固化剂。
目前,最常用的体系是只在高于170℃以上才发生反应的已内酰胺封闭的异佛尔酮二异氰酸酯。
除了已内酰胺封闭外,还有如二氮丁酮基、环己酮肟等来封闭。
填料方面:在对硬度及耐候性要求高的前提下选用多孔粉石英这种填料比较合适,多孔粉石英属于一种火山灰沉积岩。
该产品自然粒径细(0.5μm左右),颗粒分布均匀,比表面积大(8.3m2/g),外形结构近似球型无棱角状。
以电子显微镜图象看,其表面全是纳米级的介孔,平均孔径约为8.8nm(纳米)。
聚酯树脂基粉末涂料的制备及性能

Pr e p a r a t i o n a nd Pr o pe r t i e s o f Po wd e r Co a t i n g s Ba s e d o n Po l y e s t e r Re s i n s
J I E T ANG J i a n g n a n ,R EN J i e ,T I AN Gu a n g— k e
[ 摘
要] 粉 末涂料 在 工业 生产 中 日益得 到 广泛 应用 , 但 目前 国内研 制 的性 能优 异 的粉 末 涂料及 相 应 的涂 装技 术
相 对较 少 。通过 研 究聚 酯树 脂 、 固化 剂 、 颜料、 填料 、 助 剂等 原辅材 料 种 类及 配 比对涂膜 性 能 的影 响规 律 , 确 定 出以
r e s i n,TGI C a s c u ing r a g e n t ,a n d Ti O2 wi t h r u t i l e s t r u c t ur e s i g n e d “R9 96” a s pi g me nt a c c o r di ng t o a c e ta r i n p r o po r t i o n.Re s u l t s s h o we d t h a t
改性超细滑石粉及其对聚氨酯弹性体性能的影响
体 性能 的影 响 。
1 实验 部分 1 1 主 要原 材料 .
滑 石粉 : 性能 指标 见表 1 辽 宁海 城滑 石粉 厂 ; ,
表 1 滑 石粉 的 性 能 指 标
间为 2h 。处 理后 取 出 晾干 , 放 人 10 的烘 箱 中 再 2% 干燥 1h 备用 。 , () 2 滑石 粉填 充 。 R试 样制 备 P U
9 ≤. O 7 O 8 1O 3 O .
数 ≥0 ≤. 值 6 O 3
一
2 3 30 . 7 . O 2 o
口烧 瓶 中 , 10~10E下真 空 脱水 1h 然后 降至 在 0 1 ̄ , 8% , 配 比加入 经表 面处 理 的滑石 粉 搅 拌 3 i 0 按 0rn a
性 的影 响 , 究 了改 性 滑 石粉 对 聚氨 酯 ( U 弹性 研 P R)
() 1 滑石 粉 的表 面处 理
分 别将 不 同类 型 的偶 联 剂相 对于 不 同滑石 粉用 量 配制 成 9 % 乙醇 溶 液 , 入 滑 石 粉 中 , 加 入 低 5 加 再 频 超声 空化 场发 生器 中 , 调整 超声 波工 作条 件为 : 工 作 时 间 6 , 0S 间歇 时 间 2 , 作 次 数 4 0 S工 5次 , 率 功
收稿 日期 :0 7 0 —8 2 0 61
氨丙基 三 乙氧基 硅 烷 : H 一 5 南 京翔 飞化 K 50,
缩水 甘油 醚氧 丙基 三 甲 氧基 硅 烷 : H 一5 0 K 6,
石粉 粒子 与 聚合物 的均 匀分 散性 及 相容 性 。 采用 偶联 剂处 理 无 机 填 料 是 应 用 最 广 、 展 最 发
改性Ca-Mg-Al水滑石基PVC热稳定剂的清洁制备及性能
, , He Yajun Li Jin Zhou Xi
( , , , ) College of Food and Chemical Engineering Shaoyang University Shaoyang 422000 China
: ( ), ( ), ( ), Abstract The modified Ca - Mg - Al hydrotalcite was prepared by using Ca OH 2 Mg OH 2 Al OH 3 Na2 CO3 and surface , , , modifier as raw materials and applied to PVC heat stabilizer. The effects of Ca / Mg ratio crystallization temperature crystallization
stabilizer reaches the dynamic thermal stability time of PVC 1835 s.
: ; ; ; Key words hydrotalcite thermal stabilizer modifier clean preparation
热稳定剂是PVC 加工过程中必须添加的一种助剂,主要包 1. 1 仪器与试剂
要组分。
分析纯,国药集团化学试剂有限公司。
Mg - Al 水滑石早已应用于PVC 热稳定剂行业中。段雪 1. 2 改性Ca - Mg - Al 水滑石的制备
等[1]采用旋转液膜反应器制备了粒径较小的水滑石,并探索了 插层阴离子的种类对其作为PVC 热稳定剂的性能影响。 和Al( ) OH 3 加入三 口烧瓶中,加入120 mL 水,升温至80℃,搅拌混合0. 5 h,加入
滑石粉界面改性对水性木器UV涂料耐液性能的影响

关键词:滑石粉;水性 UV 涂料;耐液性能
水性聚氨酯涂料应用领域广泛,涉及木器、建筑、航 空等领域,是一种比较常见、发展迅速的涂料。[1]由于 该涂料使用安全、简单便捷、节省原材料、成本低廉、无 环境污染,其在被广泛应用的同时也拥有了良好的发展 前景。[2]本文着重于探索研究水性 UV 涂料的改性,通 过滑石粉对水性 UV 进行改性,并且对涂层的耐液性能 进行了测试。
基金课题
滑石粉界面改性对水性木器 UV 涂料耐液性能的影响
蔺秀媛 闫小星 王宇飞
(南京林业大学 家居与工业设计学院,江苏 南京 210037)
摘 要:本文着重探索研究水性 UV 涂料的改性, 以滑石粉为主要材料对水性涂料进行改性,同时对工艺 参数进行有针对性的优化,最后对制备出的水性 UV 固 化木器涂层耐液性进行参数化分析测试。
3.2 墨水
表 2 滑石粉改性耐墨水性能正交实验表
样品
A
B
C
耐墨水等级(级)
1#
0.1
20
3
3
2#
0.1
40
1
4
3#
0.5
40
1
2
4#
0.5
20
3
4
Ⅰ
3.5
3.5
3.5
Ⅱ
3
3
3
改性滑石粉的指标和性能特点

改性滑石粉的指标和性能特点目前锻烧高岭土以其优异的性能在药用丁基橡胶瓶塞领域广泛应用,但滑石粉尤其是改性滑石粉目前在中国药用丁基橡胶瓶塞领域还没有大量使用,但在国外,滑石粉以其优异的性能在药用丁基橡胶瓶塞领域广泛应用。
1、改性滑石粉的工艺原理和性能。
1.1、改性滑石粉是一种用硅烷处理过表面的超细片层结构。
表面经过有机硅烷化学处理过,硅烷一端和滑石粉表面化学结合,另一端可参与硫化反应。
这种物理形态经喷射碾磨处理,可以得到补强性和加工性的平衡,用硅烷处理后,橡胶分子和填料之间的吸附力增大,所以极大地提高了硫化胶的模量和抗压缩性等物理机械性能。
改性滑石粉的片层结构可提高硫化橡胶抵抗液体和气体向其渗透,同时也提高了硫化胶的抗撕裂性,当裂缝增长垂直于定向的滑石粉粒子时,抗撕裂效果更优。
1.2、改性滑石粉的粘径分布图和电镜照片图。
1.3、改性滑石粉的性能指标。
B、主要成分:滑石,% ≥98白云石,% ≤2。
C、粒径分布:平均直经:2.2μm。
1.4改型滑石粉的加工特点。
A、易掺混B、混炼胶粘度低C、提高挤出速率和外观D、减少收缩1.5改型滑石粉在药用丁基胶塞中的加工优势A.好的焦烧特性B.高的撕裂强度C.低压缩性D.好的耐老化性E.好的化学性能F.低的透气性G.优异的加工性能H.耐高温灭菌性能好I.耐磨性好J.针刺落屑性能好B.重金属含量较高C.在丁基胶塞加工中的分散性不稳定D.撕裂强度较低E.耐磨性不好,胶塞清洗灭菌过程中易产生胶丝胶屑F.胶塞成品的针刺落屑不好,落屑数高G.单独用锻烧高岭土时,混炼工艺性能不好,混炼时生热大,不易包辊。
滑石粉5大表面改性实例
对滑石粉进行表面改性处理,可提高滑石粉与聚合物的界面亲和性,改善滑石粉填料在高聚物基料中的分散状态,这样滑石粉在复合材料中就不仅具有增量作用,还能起到增强改性的效果,从而提高复合材料的物理力学性能,使滑石得到更好的应用效果和更广泛的应用领域。
1、滑石粉钛酸酯偶联剂改性钛酸酯偶联剂的作用是在填料表面形成一层单分子覆盖膜.改变其原有的亲水性质,使填料表面性质发生根本性变化。
由于钛酸酯偶联剂具有独特的结构,对聚合物与填充剂有良好的偶联效能,因而可提高填料的分散性和流动性,改善复合材料的断裂伸长率、冲击性和阻燃性能等。
(1)改性方法干法改性:滑石粉在预热至100℃-110℃的高速混合机中搅拌烘干,然后均匀加入计量的钛酸酯偶联剂(用适量的15#白油稀释),搅拌数分钟,即可获得改性滑石粉填料。
湿法改性:计量的钛酸酯偶联剂用一定量溶剂稀释后,加入一定量滑石粉,于95℃下搅拌30min,过滤烘干得改性滑石粉产品。
(2)应用特性经钛酸酯偶联剂改性的滑石粉填料可提高与聚丙烯(PP)的相容性,降低体系粘度,增加体系流动性,改善体系加工性能,减少变形,提高尺寸稳定性,扩大PP的应用范围。
2、滑石粉铝酸酯偶联剂改性(1)改性方法将适量的铝酸酯(如L2型)溶于溶剂(如液体石蜡)中,加入烘干的1250目的微细滑石粉进行研磨30min改性,并在100℃下恒温一段时间,冷却后即得改性产品。
(2)应用特性用铝酸酯改性后的滑石粉与普通滑石粉相比,在液体石蜡中的粘度显著减小,水渗透时间增大,有机憎水改性效果明显。
由铝酸酯改性的滑石粉代替半补强碳黑填充橡胶,其拉伸强度、伸长率等力学性能有所提高。
同时,替代量很大。
可达到降低成本,减少环境污染的效果。
3、滑石粉有机高分子改性采用甲苯二异氰酸酯(TDI)和丙烯酸羟丙酯(HPA)对滑石粉体进行表面改性,分别接枝包覆聚甲基丙烯酸甲酯(PMMA)层和甲基丙烯酸甲酯-丙烯酸丁酯共聚物(PMMA-Co-PBA)层,构成复合粒子。
聚氨酯粉末涂料

聚氨酯粉末涂料杨璠章晓斌(广州擎天实业有限公司粉末涂料分公司)摘要:本文概述了聚氨酯粉末涂料的特性、反应原理及研究进展,同时介绍了本公司在聚氨酯粉末涂料生产过程中所做的一些实验工作。
1 前言从20世纪70年代以来,随着工业的发展,溶剂性涂料的涂装施工对大气造成的污染成为了国际社会关注的焦点,具有“省资源、省能源、低污染、高效能”特点的粉末涂料受到业界的高度重视,在涂料工业中所占比例迅速提升,广泛应用于家电、汽车、铝型材等领域。
聚氨酯粉末涂料不仅具有高装饰性和优良的物理力学性能,而且具有较全面的耐化学药品性,特别是不易黄变、耐候性和耐光性突出。
它兼顾了环氧涂料和丙烯酸涂料的优点,与TGIC固化的纯聚酯粉末涂料体系相比,更具有无毒无害的巨大优势。
随着聚氨酯粉末涂料生产工艺的日益成熟,其在粉末涂料中所占的比例将越来越大。
2 聚氨酯粉末涂料的特性—物理性能优异—耐化学品性优良—耐候性突出—固化过程中熔融黏度较小,润湿流平性良好—挤出过程中不会有反应发生,生产工艺容易控制—施工性能良好3 聚氨酯粉末涂料反应原理聚氨酯是聚氨基甲酸酯的简称,由多异氰酸酯和多元醇(包括含羟基的低聚物)反应生成。
聚氨酯涂料中并不一定要有聚氨酯树脂存在,聚氨酯粉末涂料就是由羟基树脂和封闭型多异氰酸酯为原料制成的,二异氰酸酯在常温下大部分是具有挥发性的有毒液体,与羟基聚酯树脂有很高的反应活性,为降低其挥发性及毒性,并制造成固体以便于使用,人们通常用二元醇或三元醇与之反应。
为了避免烘烤前二异氰酸酯与羟基发生发应,还需要使用封闭剂封闭异氰酸基团,以提高其稳定性。
目前常用的聚氨酯粉末涂料交联剂的主要架构便是以己内酰胺封闭的IPDI(异佛尔酮二异氰酸酯),IPDI的分子结构和常见的己内酰胺封闭的IPDI分子结构如下:IPDI己内酰胺封闭的IPDI己内酰胺封闭的IPDI涂料固化过程中,当烘烤温度升高到封闭IPDI的解封闭温度(目前大多数产品的解封闭温度高于170℃)时,封闭的异氰酸酯先解封闭,己内酰胺释放出来,留下异氰酸根与羟基发生反应形成氨酯键,反应式如下:己内酰胺的放出将会造成涂层针孔、气泡等缺陷,并对环境产生污染。
滑石粉的表面改性及其对填充PP性能的影响
滑石粉的表面改性及其对填充PP性能的影响项素云田春香孙彩霞(大连理工大学,辽宁大连116012)摘要:滑石粉的表面改性处理,对提高与改善填充塑料的性能至关重要。
本文报道采用钛酸酯、铝酸酯、硼酸酯等偶联剂,对滑石粉等填料进行表面改性处理的研究结果,通过接触角、活化率、吸油量等实验方法对改性效果进行了研究,其结果有助于筛选偶联剂。
通过红外光谱、DSC扫描、电镜等手段研究滑石粉等填充PP的结晶性能、结晶行为、微观结构,说明滑石粉在填充PP中的改性机理与对性能的改善。
1 偶联剂作用机理滑石粉的表面有亲水性基团,并呈极性,而多数塑料有疏水性,两者之间的相容性差;同时,越细的滑石粉,加工过程中越易于团聚而最终影响填充塑料的性能。
因此,为了改善两者之间的界面结合,必须采用适当的方法对滑石粉进行表面改性,也称为表面活化处理。
应用偶联剂处理填料的改性方法是应用最广、发展最快的一种技术。
偶联剂的分子中通常含有几类性质和作用不同的基团,其功能是改善填料与聚合物之间的相容性,从而增强填充复合体系中组分界面之间的相互作用[1]。
作用机理最早且比较完善的一种理论是化学键理论,该理论认为偶联剂分子中的一部分基团与无机填料表面的化学基团反应,形成强固的化学键合,而另一部分基团有亲有机物的性质,可与有机高分子反应或形成物理缠结,从而在无机相和有机相之间起了连接的桥梁作用,把两种不同性质的材料牢固的结合起来[2]。
目前偶联剂品种很多,如硅烷类、钛酸酯类、铝酸酯类、铝钛复合类、硼酸酯类、稀土类及硬脂酸盐等。
偶联剂的选择应综合考虑填料表面结构、性质,偶联剂酸碱性、中心原子的电负性、几何结构和空间位阻等因素[3]。
偶联剂的用量一般都有最佳用量,低于此值,填料活化处理不彻底;而高于此值,填料表面会形成多层物理吸附的界面薄弱层,从而造成制品强度下降。
所谓最佳用量,按经典理论即是处理剂在填料颗料表面上覆盖单分子层的用量[4]。
本文主要研究钛酸酯、铝酸酯、硼酸酯等偶联剂对滑石粉等填料表面改性,通过几种方法评价活化效果,确定最佳偶联剂类型及其用量;并对滑石粉填充聚丙烯的性能与结构进行了研究。
最新水滑石的结构和性质以及市场应用介绍
1 水滑石的结构和性质水滑石是一类具有特殊结构和性能的无机化合物结晶体,化学名称为碱式碳酸镁、铝水合物,英文名称为Hydrotalcite。
自然界中所见到的自然状态的水滑石,数量很少,仅在俄罗斯、挪威等少数地区以矿物形式存在。
由于此类化合物有独特的性质和特点,各国用化学合成方法,相继投人科研力量,研制出百余种结构不同的水滑石,其中一些品种已经投入工业化生产。
水滑石作为新颖的化工产品,在化学工业、塑料工业、医药业中得到广泛的应用。
水滑石结构与水镁石Mg(OH)2结构相似,由MgO6八面体组成菱形单元层,由于Mg与AL离子半径相近,层板上Mg与AL离子相间排列,Mg与AL层带正电荷,两侧为带负电的OH-层,再外侧为碳酸根与H20层。
水滑石受热时,低于200℃,仅释放少量结晶水;在280℃左右,释放的都是游离水(结晶水);高于350℃时,丢失水及碳酸根离子转化的C02;直到450℃左右,丢失的都是水和C02。
低于500℃,分解过程仍是可逆的。
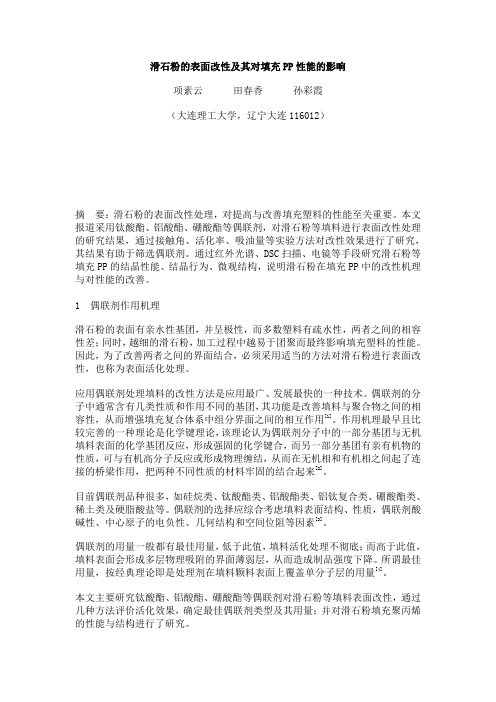
水滑石热分解曲线如图1所示。
图1: 水滑石热分解曲线应用于农膜的水滑石要求颗粒度较小,理想状态是球型结构,目前生产合成水滑石的公司和专利较多,专利和专论文献每年有百篇,其中报道较多的常用水滑石分子式见表1.水滑石结构中还可含有其他金属离子,因此水滑石是一类化合物,它的主要性质和特征相同,结构和性能是有差异的。
2 水滑石在农用薄膜中的作用水滑石在农膜中的应用有很多优点:增透、缓释、保温、与光稳定剂有协同和热稳定作用等,使水滑石与其他缓释剂相比有显著的优越性。
2.1 水滑石的增透作用在农膜中透光性能可用两个概念来表述:透光率和透明度。
透光率是透过农膜光线的光通量与入射光的光通量之比(用%来表示),透射光包括直射光和散射光。
透明度是直射光的透过能力,不包括散射光,一般用雾度来表示。
雾度是偏离入射光方向的散射光光通量与透过光光通量之比。
因此,雾度大也就是透明度不高。
冬季,为了提高塑料大棚内的温度,增加农作物产量,我国北方地区希望使用透光性能好、雾度低的农膜来铺设,主要用于反季节栽培的日光温室。
水滑石在涂料中的应用

水滑石在涂料中的应用水滑石,这个名字一听就有点神秘对吧?其实它就是一种非常有用的矿物,广泛应用在涂料行业里。
说到涂料,大家都不陌生,家里墙面刷的白白净净的,外面的楼房五光十色的,背后可离不开它的功劳。
水滑石,听起来就像个高大上的材料,但它真的是个好帮手,尤其是在涂料这块,简直是必不可少。
哎,说到涂料,谁没遇到过一些烦心事呢?比如墙面刷完后很快就掉色啊,或者涂料不耐脏啊,甚至有些家里湿气重,涂料一会儿就发霉。
可是,你知道吗?水滑石能解决这些麻烦。
水滑石这种东西,它可不单单是个“白白的粉末”,它有个学名叫做层状双氢氧化物,听起来很复杂,但其实它的作用简单得很。
这个“层状结构”,像是一叠叠的纸片,互相之间有点空隙。
正是这种独特的结构,才让水滑石具有了极好的吸附性和分散性。
它的颗粒非常细腻,能让涂料更加光滑、更加均匀,刷在墙上效果简直杠杠的!不仅如此,水滑石还特别能提升涂料的抗水性和抗紫外线能力,想象一下,你的墙面不仅颜色持久,还能抵抗潮湿和太阳的暴晒,简直是个“防护神”嘛。
说到这,大家是不是有点好奇了,这个水滑石到底有什么神奇的地方?它还有个特性,就是能够改善涂料的流动性。
你想啊,涂料刷上去要均匀流畅,不能出现刷痕或者不均匀的现象。
水滑石就像是涂料中的“小助手”,它能够让涂料更加容易涂抹,不会因为粘稠或流动性差而导致刷墙变成一场“灾难”。
尤其是在大面积涂刷时,涂料的流动性越好,操作起来就越轻松。
谁不喜欢那种一刷就平整光滑的感觉呢?说实话,能让涂料好涂又好看,谁能不爱?不过,水滑石的魅力可不止这些。
它的环保性也是一个大亮点。
现在大家越来越重视绿色环保,水滑石本身是天然矿物材料,不含有害物质,完全符合环保要求。
所以,用水滑石做成的涂料,不仅对我们居住环境有益,对我们身体健康也没有任何负担。
特别是家里有小孩或者老人的家庭,选择这种环保的涂料,简直就像是给家人加了一道安全锁。
试想一下,如果涂料里充满了有毒物质,不仅墙面难看,还可能影响到家人的健康,这种情况真的是不敢想象。
PPG改性共聚物的结构特点及对阻垢性能的影响

PPG改性共聚物的结构特点及对阻垢性能的影响龚伟; 李美兰; 师明; 魏佳; 张国春; 刘白玲【期刊名称】《《中国塑料》》【年(卷),期】2019(033)011【总页数】7页(P39-44,77)【关键词】阻垢剂; 马来酸酐; 钙垢; 结晶行为; 工业循环水【作者】龚伟; 李美兰; 师明; 魏佳; 张国春; 刘白玲【作者单位】商洛学院陕西省尾矿资源综合利用重点实验室陕西商洛726000; 中国科学院成都有机化学研究所成都610041【正文语种】中文【中图分类】TQ323.40 前言工业生产中为了给反应釜降温,一般采用冷却循环水,而冷却水长时间的循环使用会导致冷却水中的无机盐离子浓度增大,生成大量碳酸钙、硫酸钙等钙垢,其中以碳酸钙垢为主[1]。
形成的钙垢会沉积在管道的表面,使得流动通道变窄,严重时将会彻底堵塞管道,使得冷却水的降温效率下降,甚至难以控制反应釜的温度,如若发生爆炸,后果不堪设想[2-5]。
据不完全统计,每年我国因水垢造成的直接经济损失高达100多亿元。
因此,有效抑制钙垢的形成是目前亟待解决的重要问题[6]。
目前,控制工业循环用水成垢的方法大致有物理方法、机械方法和化学方法[7-11]。
其中,由于物理和机械阻垢方法都存在费时费工、操作极慢等缺点,因而这2种阻垢方法都没有得到普遍的推广。
目前,高效、快速、方便的化学方法受到较大的关注,其中以添加阻垢剂的方法最为常见[12-15]。
例如市面上常见的2 - 膦酯丁烷 - 1(PBTC)和氨基三亚甲基磷酸三羧酸(ATMP)等,但这些阻垢剂中都含有对环境有污染的磷元素[16-18]。
随着国家对环境监控越来越严格,含磷阻垢剂将逐渐被淘汰,因此,开发出高效的无磷阻垢剂已成为目前该领域的研究热点。
本文对P(AA-SSS-PPGAZMA)共聚物作为钙垢抑制剂进行了研究,主要考察了PPG相对分子质量、单体配比、阻垢剂添加量以及水样环境的pH等不同条件下对钙垢的抑制性能,以及阻垢剂存在时对碳酸钙晶体结构的改变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Progress in Organic Coatings 95(2016)120–126Contents lists available at ScienceDirectProgress in OrganicCoatingsj o u r n a l h o m e p a g e :w w w.e l s e v i e r.c o m /l o c a t e /p o r g c o atStructure and properties of polyurethane-based powder clear coatings systems modified with hydrotalcitesBarbara Pilch-Pitera a ,∗,MichałK˛edzierski b ,Ewa Olejnik c ,Szczepan Zapotoczny daFaculty of Chemistry,Department of Polymers and Biopolymers,Rzeszów University of Technology,al.Powsta´n ców Warszawy 6,35-959Rzeszów,Poland bIndustrial Chemistry Research Institute (ICRI),ul.Rydgiera 8,01-793Warsaw,Poland cFaculty of Foundry Engineering,AGH University of Science and Technology,ul.Reymonta 23,30-059Krakow,Poland dFaculty of Chemistry,Jagiellonian University,ul.Ingardena 3,30-060Krakow,Polanda r t i c l ei n f oArticle history:Received 9October 2015Received in revised form 24February 2016Accepted 5March 2016Keywords:Polyisocyanates Polyurethanes Hydrotalcites Delamination Powder coatingsa b s t r a c tIn this study,polyurethane powder clear coating systems consisting of polyester resin,blocked polyisocyanate and hydrotalcites (HT)intercalated with carbonate,aminododecanate,and ethylenedi-aminetetraacetate were examined.The blocked polyisocyanate crosslinkers for powder coatings were synthesized using trimethyhexamethylene diisocyanate (TMDI),formic acid,-caprolactam,dibutyltin dilaurate and triethylamine as catalysts.The powder coatings were investigated by atomic force microscopy (AFM)and X-ray diffraction analysis (XRD).The surface structure was correlated with the chemical structure of the coatings and macroscopic surface behavior:contact angle,surface free energy,gloss,elasticity,cupping,impact and scratch resistance,hardness as well as adhesion to steel surface.©2016Elsevier B.V.All rights reserved.1.IntroductionIn recent years,the development of organic coatings frequently involves the dispersion of inorganic nanoscale materials in a poly-mer matrix to improve the mechanical,physical and thermal properties at very low filler content [1].Although cationic clays are the most often investigated layered nanofillers,their anionic analogs,namely layered double hydroxides (LDHs,hydrotalcites)are also a subject of increasing interest.LDHs are compounds with the general formula:[Me I 2+1-x Me II 3+x (OH)2][A y −x/y (n H 2O)],where Me I and Me II denote divalent and trivalent metal cations,respectively.A typical example of this class is naturally occurring magnesium-aluminium hydroxycar-bonate Mg 6Al 2(OH)16[CO 3]·4H 2O,firstly reported by Hochstetter in 1842and named as hydrotalcite (HT)due to its talc-like appearance and high water content [2].Its chemical synthesis was accom-plished a century later by coprecipitation from a mixture of Mg and Al chlorides under basic conditions [3].HT was first manufac-tured on an industrial scale in 1966by Kyowa Chemical Industry Co.,Ltd.and it found many applications as basic catalyst,adsorbent and acid scavenger (e.g.heavy metal-free PVC stabilizer)or antacid drug [4].∗Corresponding author.E-mail address:barbpi@.pl (B.Pilch-Pitera).LDH particles are composed of positively charged layers formed by edge-sharing octahedra of divalent and trivalent metal hydrox-ides.The space between the layers contains water and anionic compounds compensating the electrostatic charge (Fig.1).The lay-ered structure of LDH and possibility of making them hydrophobic by intercalation of organic anions has inspired many researchers to investigate hydrotalcite as nanofiller in polymeric matrices [5–9].It was reported that the incorporation of few percent HT additive can give an improvement in the mechanical properties,thermal stabil-ity and fire retardancy of polymers [1,10–13].Akzo Nobel company introduced into the market a range of HT modified with fatty acids (Perkalite TM )as additives for polymeric materials [14].The high surface area and anion-exchange ability of LDH make them inter-esting for corrosion protection coating applications.To this aim,various corrosion inhibiting anions were inserted into LDH inter-layer and the resulting compounds were used for modification of coatings [15].Powder coatings are high quality finishing materials,which in contrary to solvent-based paints do not emit volatile organic com-pounds during the coating process.Despite over a half century of research and development in this field,there is still need to combine the suitable processing performance (low-temperature cure,storage stability,flow and film forming properties)with good mechanical properties as well as weather and UV resistance of the final coatings.One of the methods to improve the powder coating performance is the use of nanofillers,which added even/10.1016/j.porgcoat.2016.03.0090300-9440/©2016Elsevier B.V.All rights reserved.B.Pilch-Pitera et al./Progress in Organic Coatings95(2016)120–126121in a small amount can distinctly improve the material proper-ties.Various nanosized additives have been used for this purpose, including titania and hydroxyapatite[16,17],montmorillonite clay [18]or graphene[19].There are several examples of using hydrotal-cites as nanofillers in coating materials.Epoxy coating containing HT intercalated with tungstate or(2-benzothiazolylthio)succinic acid showed improved corrosion protection for metallic substrates [20,21].In the work of Fina et al.HT intercalated with lactate, gluconate,fatty acid and rosin were used as components of nanos-tructured intumescent coatings resulting in an improved thermal shielding performance[22]Hydrotalcite-based composites applied as a primer layer provided an excellent stone chip resistance to an automotive coating system[23].Also,the thermal and mechanical properties of acrylic-urethane UV curing coatings were improved by using HT intercalated with long alkyl sulfate anions [24].Recently,it was reported that organically modified HT can be delaminated in the polyester resin used as powder coating compo-nent[25].However,there is a lack of research papers on the effect of layered double hydroxide nanofillers on the properties of powder coatings.In this work,a series of hydrotalcite-type compounds interca-lated with various organic anions was used to modify the properties of polyurethane powder coatings.The dispersion of LDH in the poly-mer matrix was investigated by X-Ray diffraction analysis(XRD). Atomic force microscopy(AFM)was employed for visualizing the surface topography,adhesion and deformation of the cured coat-ings.In order to examine the influence of LDH additive on the properties of polyurethane powder coatings,the measurements of the contact angle,surface free energy,gloss,roughness,scratch and impact resistance,hardness,elasticity,cupping and adhesion to steel were carried out.The relationship between coating properties and LDHs content and type is discussed.2.Experimental2.1.Starting materialsVestanat TMDI−a mixture of2,2,4-and2,4,4-trimethyhexamethylene diisocyanate(TMDI)was purchased from Evonik Industries A.G.(Marl,Germany).Rucote102–polyester resin based on isophthalic acid and neopentyl glycol,acid value: 11–14mg KOH/g,hydroxyl value:35–45mg KOH/g,T g:59◦C (RU),was supplied by Bayer A.G.(Leverkusen,Germany).Formic acid100%from POCH(Gliwice,Poland),−caprolactam(C) from Zakłady Azotowe w Tarnowie–Mo´s cicach S.A.(Tarnów, Poland)and aminolauric acid from TCI were used.WorleeAdd 902(acrylate resin),Resiflow PH-240(polyacrylic resin adsorbed on silica)and WorléeAdd ST-70(stannous octoate(II))were provided by Worlée–Chemie G.m.b.H(Lauenburg,Germany). Benzoin and magnesium-aluminium hydrotalcite in carbonate form(Mg6Al2(CO3)(OH)16·4H2O)were purchased from Aldrich (Buchs,Switzerland).Magnesium nitrate hexahydrate,aluminium nitrate nonahydrate,zinc nitrate hexahydrate and ethylene-diaminetetraacetic acid were provided by POCh S.A.(Gliwice, Poland).2.2.Preparation of hydrotalcite-type LDH compoundsOrganically modified hydrotalcite compounds were prepared using coprecipitation method.In a typical procedure0.14mol amino acid and0.14mol sodium hydroxide were dissolved in 300ml water,then solution of0.28mol aluminium nitrate(or zinc nitrate)and0.14mol magnesium nitrate in200ml water was added at1ml/min.The pH of the reaction mixture was maintained at10 by addition of1M sodium hydroxide.The process was carried out under nitrogen atmosphere to prevent the undesired reaction of mixed hydroxide with carbon dioxide.The resulting suspension of HT precipitate was then aged by heating at75◦C.2.3.Synthesis of curing agent for powder coatingsPolyisocyanate was synthesized according to the procedure described in details in earlier reports[26,27].The synthesis con-sisted of three stages:preparation of urea polyisocyanate,synthesis of biuret polyisocyanate,and blocking reaction.Urea polyiso-cyanate was obtained in the reaction of diisocyanate and formic acid at the molar ratio of4:1in the presence of dibutyltin dilau-rate and triethylamine as catalysts(both at0.1wt%with respect to diisocyanate)at60±1◦C.In order to form biuret moieties,the reaction mixture was heated up to140±1◦C,stirred and refluxed during10h.Free NCO groups were blocked by use of-caprolactam(C)at thefinal stage.2.4.Preparation of powder compositions and coatingsHydrotalcites were added to the polyisocyanate during thefinal stage after completion of the NCO group blocking.The amount of hydrotalcite was selected in such a way as to make sure that its content in the coating was1and3%.The mixture of HT and PIC was heating to80◦C and sonicated during30min.The hot mixture of HT and PIC was cast onto a PTFEfilm,cooled and crushed intofine pieces.The lacquer compositions consisted of:blocked polyiso-cyanates,polyester resin Rucote102(the NCO:OH molecular ratio=1:1),degassing agents WorléeAdd902(1,5%)and benzoin (1%),PU catalyst WorléeAdd ST-70(0,5%)and levelling agent Resi-flow PH-240(3%).The mixture was milled and extruded in a co-rotating twin screw miniextruder EHP2×12Sline from Zamak(Kraków,Poland) and then pulverized to the average particle size of60m.Tem-perature distribution in the extruder was as follows:zone I—95◦C, zone II—110◦C,zone III—120◦C,adapter—125◦C.Screw rotational speed:was250r.p.m.Thefinal powder coating was applied by electrostatic gun PEM X–1controlled by EPG Sprint X(CORONA) from Wagner(Alstatten,Switzerland)to steel panels and cured at 170◦C for30min.The obtained coatings were named according to the hydrotalcite type and content e.g.,PU/1%Mg,Al-ALA stands for polyurethane(PU)containing1wt.%hydrotalcite Mg,Al-Ala.2.5.Measurements2.5.1.Elemental analysis and BET measurements of HTElemental analysis of LDHs was performed using a Series II CHNS/O Perkin-Elmer analyser.BET surface area and average particle size were determined by nitrogen sorption experiments conducted at ambient temperature using a Micromeritics TriStar II 3020automated gas adsorption analyzer.2.5.2.X-ray diffraction(XRD)Powder X-ray diffraction(XRD)patterns of LDHs were recorded using Bruker-AXS D8Advance Series2powder diffractometer working with Co-Ka radiation(k=1.79Å).Interlayer distance was calculated from Bragg’s Law using the d003peak from the diffrac-tion pattern.XRD patterns of powder coatings were recorded on a Philips PW1040diffractometer equipped with an X-Celerator detector using Cu-K␣1/␣2radiation.Data were collected between 5.0◦and73.0◦(2),with a step size of0.03◦(2)and a counting time of300s/step.122 B.Pilch-Pitera et al./Progress in Organic Coatings95(2016)120–1262.5.3.Concentration of NCO groupsThe typical dibutylamine method was employed.Excess of unreacted dibutylamine was titrated with aqueous HCl against bro-mophenol blue[18].2.5.4.ATR FTIRAttenuated total reflection-Fourier transform infrared exper-iments were carried out with aReactIR TM15spectrometer (Mettler-Toledo)combined with DS Series 6.3mm AgX Fiber Conduit TM and a DiComp TM(diamond-composite)sensor.The IR spectra were obtained in the650-2000cm-1range with an average of256scans per sample and a spectral resolution of4cm−1.The signal data were analysed with iC IR TM software version4.3.2.5.5.Atomic force microscopy(AFM)AFM measurements of coatings surface were performed in air on ICON+instrument(Bruker)Rusing PeakForce QNM mode (Quantitative Nanomechanical Property Mapping).For all the measurements the same silicon nitride cantilever(Bruker)with nominal spring constant equal to0.56N/m was used.2.5.6Determination of surface free energy(SFE)Surface free energy(␥s),was quantified using a contact angle goniometer made by Cobrabid-Optic.Diiodomethane and water were chosen as immersion liquids.Measurements were performed at22±1◦C.Surface free energy(SFE)was determined taking into account the measured contact angles for the coatings,by means of Owens-Wendt method[28].2.5.7.GlossA micro-TRI-glosstester from Byk Gardner was employed, according to PN-EN ISO2813.2.5.8.HardnessRelative hardness of the coatings was determined by means of König Pendulum manufactured by BYK,in accordance with PN-EN ISO1522.Relative hardness value was determined as the ratio of the damping time of an oscillating pendulum supported on the coat-ing surface to the damping time of the pendulum supported on a polished glass plate.2.5.9.Scratch resistanceThe measurements were performed with Clemen Tester from Elcometer in accordance with EN ISO1518.The sample was placed on the test panel with the coating upwards.A tool with no load applied,was placed on the coating,and the test panel was moved outwards,at the speed of30mm/s.If no scratch appeared on the coating,the load applied to the tool was increased by50g and sub-sequent trials were conducted until a scratch was created.Scratch resistance was defined as the lowest load applied to the tool,as a result of which a scratch appeared on the coating.2.5.10.Adhesion to steelCoatings were assessed for their surface adhesion by means of cross-cut test in accordance with PN-EN ISO2409.The coatings were incised into the substrate with a multi-cut tool equipped with six cutters with the spacing of2mm,manufactured by Byk.The surface of incision network was examined with naked eye and clas-sified on0–5six-point scale.The best surface adhesion was in the case of coatings classified with0score,whose incision edges were completely smooth,and the worst adhesion was marked with5, in this case the damaged surface of the incision network exceeded 65%.2.5.11.ElasticityThe elasticity of the cured coatings was measured using the cylindrical mandrel bend test in accordance with PN-EN ISO 1519.The coated panels were placed under the mandrel with the uncoated side in contact with mandrel and was bent180◦around it. The bent plates were examined visually for cracks or loss of adhe-sion.The test result was the smallest mandrel diameter,when the coating was not damaged.2.5.12.Impact resistanceThe measurements were performed with rapid deformation test by means of a falling weight of1kg with indenter of10mm in diam-eter in accordance with PN-EN ISO6272.The weight was fastened in a vertical tubular guide with graduation.The examined panel was placed with the painted side facing up,on a steel element with a hole of16.3mm diameter located centrally under the indenter. Subsequently,the weight was released to fall onto the indenter.The impacted spots were assessed for cracks using magnifying glass. The assumed test result was the ultimate height,expressed in cen-timeters,from which the falling weight did not damage the coating.2.5.13.CuppingThe coating cupping was investigated using the manual cupping tester according to standard PN-EN ISO1520.The cupping is the minimum depth,expressed in millimeters,at which the coating was damaged.3.Results and discussionHydrotalcite-type LDHs used for modification of powder coat-ings were prepared using coprecipitation method by mixing aqueous solutions of divalent(Mg or Zn)and trivalent(Al)metal nitrates with a solution of amino acid salt(aminolauric ALA or ethylenediaminotetraacetic EDTA).The process was carried out at pH10to ensure simultaneous precipitation of both cations in the form of layered double hydroxide.The schematic structure of magnesium-aluminium hydrotalcite intercalated with aminolau-ric acid is presented in Fig.1.The results of elemental analysis for carbon,hydrogen and nitrogen,HT interlayer distances calculated from XRD patterns and BET surface analysis data of the hydrotal-cites used in the study are presented in Table1.In the study,powder coating compositions based on the blocked polyisocyanate synthesized from trimethylhexamethylene diiso-cyanate(TMDI)were used(Fig.2).Due to its aliphatic backbone2COONH22COO2.9 nmFig.1.Schematic structure of magnesium-aluminium hydrotalcite intercalated with aminolauric acid.B.Pilch-Pitera et al./Progress in Organic Coatings 95(2016)120–126123Table 1Characteristics of HT compounds used to modify the properties of polyurethane powder coatings.Hydrotalcite typeInterlayer anionElemental compositionInterlayer distance d 003,ÅBET surface area,m 2/gAverage particle size mHT Mg,Al-CO 3carbonate%C-1.997.68.110.74%H-4.00HT Mg,Al-ALAaminolaurate%C-25.5117.1,29.1 1.264.74%H-6.20%N-4.52HT Zn,Al-ALAaminolaurate%C-25.3917.2,28.79.610.62%H-5.26%N-5.55HT Zn,Al-EDTAethylenediamine-tetraacetate%C-8.0214.2,26.20.2623.2%H-2.99%N-3.72Fig.2.The chemical structure of blocked polyisocyanate TMDI/B/C.the coatings produced therefrom offer high resistance to yellowing.The isocyanate groups were blocked with the use of -caprolactam (C),which is non-toxic and can be unblocked at the temperature of approx.170◦C.The synthesized polyisocyanate had solid consis-tency and was easily powdered.It may be difficult to achieve a good dispersion of LDH in solid polyurethane powder matrix.The presence of poorly dispersed filler may result in non-transparent coatings [15].Better results were obtained by dispersing HT in a liquid medium [29].In our work,HT was added to liquid PIC after blocking of the free NCO groups,then the mixture was heated to 80◦C and sonicated during 30min.The cooled and milled PIC/HT compound was than mixed with polyester resin,catalyst (WorléeAdd ST-70),levelling (Resi-flow PH-240)and degassing agents (WorleeAdd 902and benzoin).The obtained powder composition was than milled and extruded.The extrusion process allowed for further mixing of all components and dispersing LDH in the powder coating.It was reported that isocyanate groups may react with water present in the LDH structure and,at elevated temperatures,also with hydroxyl groups of LDH interlamellar surface [30].Therefore PIC in the powder coatings composition should be used in excessover the amount calculated on the basis of the hydroxyl and acid number of the polyester resin.The concentration of NCO groups was determined by dibutylamine method.The extent of the forma-tion of urethane bond during the heating of the mixture of PIC and HT at 170◦C was determined using in situ ATR FTIR spectroscopy.The increases in the intensity of the carbonyl stretching vibration band at 1700cm −1and imine group deformation vibration band at 1509cm −1were compared to those observed in the reaction of the same amount of PIC with predetermined amounts of water and octanol.It was found that under the conditions of powder coating curing process both water and hydroxyl groups present in HT react with isocyanate groups.A corresponding excess of PIC was used in the study.3.1.X-ray diffraction (XRD)XRD is a useful technique for detecting the intercalation or exfo-liation of layered clays such as LDH in a polymer matrix.Fig.3shows the XRD patterns of the PU,two kinds of HT (Mg,Al-CO 3and Zn,Al-EDTA)and the powder coatings modified with them.A typical broad peak centered at 19◦was seen for PU sample.This124B.Pilch-Pitera et al./Progress in Organic Coatings 95(2016)120–126Fig.3.X-ray diffraction patterns of PU,HT (Mg,Al-CO 3),HT (Zn,Al-EDTA)and pow-der coating modified with LDH.peak can be attributed to the amorphous conformation of the coat-ing matrix.For the pure HT strong diffraction peaks between 11.0◦and 25.0◦(2)were observed.On the XRD patterns of HT modified coatings,no strong peaks was observed.The disappearance of the strong diffraction peaks from HT crystalline structure indicates the complete delamination of LDH layers in PU matrix.3.2.Atomic force microscopy (AFM)Morphology of HT-modified PU coatings was studied by AFM analysis.Height and the corresponding adhesion and deformation images were obtained for 2×2m scan sizes and can be seen in Fig.4.In the Images 4A and 4B it is possible to observe the topog-raphy of the sample.Sample of polyurethane modified with 1%HT (Zn,Al-EDTA)reveals some higher structural entities in the topog-raphy signal in comparison with the PU sample and has a rougher surface.For the coatings containing HT,effective dispersion and evi-dence for lack of the clusters of HT particles have been observed.The sheets of the organically modified HT incorporated into the polyurethane coating were easily exfoliated and dispersed in the matrix.This process might be facilitated by the reaction between hydroxyl groups of HT with isocyanate groups of the polymer.Different morphologies can be observed in the deformation images of the investigated samples (Fig.4C and D).Sample of PU reveals a typical soft and hard phase microseparated morphology.Hard segment rich phase of PU give dark contrast and soft segment rich phase appear as bright areas.This is due to a lower penetra-tion depth of cantilever in hard phase as compared to soft phase [31].A significantly different morphology can be observed in HT-modified sample,with dark areas related to the hard delaminated sheets of HT and hard PU segments.Around the sheets of HT the soft PU phase as bright areas were observed.The HT-modified PU matrix exhibited a lower susceptibility to deformation.Adhesion was measured as a tip-sample interaction force.The variations of adhesion forces observed in Fig.4E and 4F were due by local variations in chemical composition of the surface.The hard phase of PU sample exhibits a lower adhesion,because it had more ordered structure and exhibited lower mobility of the chain [30].On the other hand,the higher chain mobility of the soft phase cor-responds to the higher adhesion.The rigid structure of HT sheets results in a low adhesion.Around the HT sheets a high-adhesion soft phase was visible.Its presence may be the result of the reaction between hydroxyl groups of HT and polyisocyanate.The remaining NCO groups can react with the resin and form a soft phase around HT.T a b l e 2S p e c i fic a t i o n s o f t h e c o a t i n g s p r o p e r t i e s .S y m b o l o f c o a t i n gP UP U /1%M g ,A l -C O 3P U /3%M g ,A l -C O 3P U /1%M g ,A l -A L AP U /3%M g ,A l -A L AP U /1%Z n ,A l -A L AP U /3%Z n ,A l -A L AP U /1%Z n ,A l -E D T AP U /3%Z n ,A l -E D T AS u r f a c e f r e e e n e r g y (S F E )m J /m 241.135.140.934.936.335.035.637.440.1G l o s s f o r t h e a n g l e o f 20◦G U 24.725.543.224.327.628.132.727.126.5G l o s s f o r t h e a n g l e o f 60◦G U 69.670.987.366.174.371.179.267.166.2H a r d n e s s –0.720.750.760.70.870.840.910.820.83S c r a t c h r e s i s t a n c e [g ]300500450250300300700300350A d h e s i o n t o t h e s t e e l s u r f a c e 0−b e s t 5-w o r s t1111E l a s t i c i t y m m 242224222I m p a c t r e s i s t a n c e c m 0-w o r s t 50-b e s t 505050505050505050C u p p i n gm m5.29.17.410.114.38.28.27.89.0B.Pilch-Pitera et al./Progress in Organic Coatings95(2016)120–126125Fig.4.AFM height(A,B)and corresponding deformation(C,D)and adhesion images(E,F)of PU powder coating(A,C,E)and PU powder coating modified with1%HT (Zn,Al-EDTA)(B,D,F).3.3.Properties of coatingsThe properties of the resulting powder coatings are presented in Table2.It was found that the modification of polyurethane coating with hydrotalcites had a significant impact on their sur-face properties.The contact angles of water and diiodomethane droplets on the coatings were measured with the use of optical goniometer.Based on contact angle data,surface free energy(SFE) and its parameters by means of Owens–Wendt method were cal-culated[4].Water(bipolar liquid)form big drops on the coating surface,while much lower wetting angle values are specific for diiodomethane(non-polar liquid).In general,SFE values for the HT-containing coatings were lower than for the unmodified coating. The lowest value of SFE was measured for the coatings modified by HT containing aminolauric acid anion with hydrophobic12-carbon atom chain.The coatings with1wt.%HT intercalated by more polar carbonate and EDTA anions also exhibited a distinct drop in SFE. This decrease in SFE is probably associated with the occurrence of metastable state in measuring drops(so-called thermodynamic hysteresis).The main cause of this hysteresis is the increase in sur-face roughness and heterogeneity of the surface[28].Increase in surface roughness with increasing of HT content was observed by means of AFM.On the other hand,SFE values increased with an increase of HT content in the coatings up to3wt.%,especially in the case of HT(Mg,Al-CO3)and HT(Zn,Al-EDTA)with more hydrophilic anions.This can be explained by more pronounced effect of HT component polarity than that of surface roughness.The samples of modified coatings exhibit higher gloss values measured at20◦and60◦in relation to those observed for unmodi-fied coatings.An increase in gloss with an increase of hydrotalcite content was noted.This may be the result of the good micro-homogeneity of the system due to the presence of hydrotalcite structures next to polyurethane chains.Relative hardness of the studied coatings measured in compari-son with that of glass plates is very good.Addition of hydrotalcites increase the coating hardness,which may be explained by the nanoreinforcement effect of LDH.Hu and al.reported a similar effect in polyurethane acrylate coatings[32].In some cases,a distinct increase in scratch resistance of HT-modified coatings was observed.It was related to hydrotalcites HT(Mg,Al-CO3)and HT(Zn,Al-ALA),which display significant higher specific surface area and lower particle size than two other LDHs. All HT-modified coatings demonstrate an increase in hardness, which may result from the presence of rigid LDH structure in polyurethane matrix.The best hardness and scratch resistance was determined for the coatings modified with Zn,Al–hydrotalcite con-taining aminolauric anion.In order to make sure that the coating provides effective pro-tection of the substrate against influence of external environment and it has good properties as decorativefinishing it is essential that its adhesion to that substrate is adequate.In the0–5(best-worst)scale the investigated coatings showed the adhesion level in the range0–1.Some HT-modified samples had lower adhesion, but remained at a good level.The adhesion of the coating corre-lated with the presence of polar groups able to interact with the substrate.Rigid structure of HT causes the chain rigidity and inter-molecular interaction of PU matrix,resulting in the decrease of polar groups contacted to the substrate and thus lower adhesion of the coatings[31].The elasticity of the coatings was at a very good level as shown in Table2.The rigid structure of HT causes the lower elasticity of the some HT-modified coatings.Also,impact resistance of the inves-tigated coatings achieved the highest rating(Table2).Addition of hydrotalcites increase the coating cupping,which indicates good interaction of HT with polyurethane matrix.In contrary to the effect of the modification of PU coatings using polysiloxane or nanopowders with polysiloxane core and。