Y12F型飞机螺旋桨的安装.doc
螺旋桨安装工艺

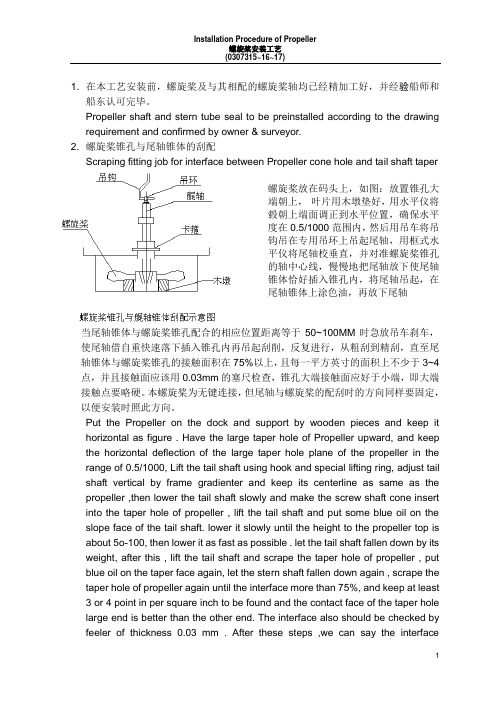
螺旋桨安装⼯艺1. 在本⼯艺安装前,螺旋桨及与其相配的螺旋桨轴均已经精加⼯好,并经验船师和船东认可完毕。
Propeller shaft and stern tube seal to be preinstalled according to the drawing requirement and confirmed by owner & surveyor.2. 螺旋桨锥孔与尾轴锥体的刮配Scraping fitting job for interface between Propeller cone hole and tail shaft taper螺旋桨放在码头上,如图:放置锥孔⼤端朝上,叶⽚⽤⽊墩垫好,⽤⽔平仪将毂朝上端⾯调正到⽔平位置,确保⽔平度在0.5/1000范围内,然后⽤吊车将吊钩吊在专⽤吊环上吊起尾轴,⽤框式⽔平仪将尾轴校垂直,并对准螺旋桨锥孔的轴中⼼线,慢慢地把尾轴放下使尾轴锥体恰好插⼊锥孔内,将尾轴吊起,在尾轴锥体上涂⾊油,再放下尾轴当尾轴锥体与螺旋桨锥孔配合的相应位置距离等于50~100MM时急放吊车刹车,使尾轴借⾃重快速落下插⼊锥孔内再吊起刮削,反复进⾏,从粗刮到精刮,直⾄尾轴锥体与螺旋桨锥孔的接触⾯积在75%以上,且每⼀平⽅英⼨的⾯积上不少于3~4点,并且接触⾯应该⽤0.03mm的塞尺检查,锥孔⼤端接触⾯应好于⼩端,即⼤端接触点要略硬。
本螺旋桨为⽆键连接,但尾轴与螺旋桨的配刮时的⽅向同样要固定,以便安装时照此⽅向。
Put the Propeller on the dock and support by wooden pieces and keep it horizontal as figure . Have the large taper hole of Propeller upward, and keep the horizontal deflection of the large taper hole plane of the propeller in the range of 0.5/1000, Lift the tail shaft using hook and special lifting ring, adjust tail shaft vertical by frame gradienter and keep its centerline as same as the propeller ,then lower the tail shaft slowly and make the screw shaft cone insert into the taper hole of propeller , lift the tail shaft and put some blue oil on the slope face of the tail shaft. lower it slowly until the height to the propeller top is about 5o-100, then lower it as fast as possible . let the tail shaft fallen down by its weight, after this , lift the tail shaft and scrape the taper hole of propeller , put blue oil on the taper face again, let the stern shaft fallen down again , scrape the taper hole of propeller again until the interface more than 75%, and keep at least3 or4 point in per square inch to be found and the contact face of the taper holelarge end is better than the other end. The interface also should be checked by feeler of thickness 0.03 mm . After these steps ,we can say the interfacebetween the slope face of tail shaft and the taper hole of the propeller is OK. As the propeller is keyless connection so marks should be made and pain attention to when matching, so that install according to the marks.3. 螺旋桨安装时的准备条件Requirements before installation1)前后轴承按要求安装到位,尾轴及前密封暂时布置到相对准确的位置,放⼊尾轴管内,并经船检和船东认可。
飞机螺旋桨讲解实用资料

飞机螺旋桨讲解实用资料(可以直接使用,可编辑优秀版资料,欢迎下载)飞机螺旋桨转自:7777-1-8.html航空航天技术科普知识讲座之三齐寿祥:高级工程师北京航空航天学会科普与教育委员会副主任,中国科学院科普宣教团成员。
科普作家。
飞机螺旋桨在发动机驱动下高速旋转,从而产生拉力,牵拉飞机向前飞行。
这是人们的常识。
可是,有人认为螺旋桨的拉力是由于螺旋桨旋转时桨叶把前面的空气吸入并向后排,用气流的反作用力拉动飞机向前飞行的,这种认识是不对的。
那么,飞机的螺旋桨是怎样产生拉力的呢?如果大家仔细观察,会看到飞机的螺旋桨结构很特殊,如图1所示,单支桨叶为细长而又带有扭角的翼形叶片,桨叶的扭角(桨叶角)相当于飞机机翼的迎角,但桨叶角为桨尖与旋转平面呈平行逐步向桨根变化的扭角。
图1双桨叶螺旋桨桨叶的剖面形状与机翼的剖面形状很相似,前桨面相当于机翼的上翼面,曲率较大,后桨面则相当于下翼面,曲率近乎平直,每支桨叶的前缘与发动机输出轴旋转方向一致,所以,飞机螺旋桨相当于一对竖直安装的机翼。
图2螺旋桨的工作示意图桨叶在高速旋转时,同时产生两个力,一个是牵拉桨叶向前的空气动力,一个是由桨叶扭角向后推动空气产生的反作用力。
图3桨叶剖面图从桨叶剖面图中可以看出桨叶的空气动力是如何产生的,由于前桨面与后桨面的曲率不一样,在桨叶旋转时,气流对曲率大的前桨面压力小,而对曲线近于平直的后桨面压力大,因此形成了前后桨面的压力差,从而产生一个向前拉桨叶的空气动力,这个力就是牵拉飞机向前飞行的动力。
另一个牵拉飞机的力,是由桨叶扭角向后推空气时产生的反作用力而得来的。
桨叶与发动机轴呈直角安装,并有扭角,在桨叶旋转时靠桨叶扭角把前方的空气吸入,并给吸入的空气加一个向后推的力。
与此同时,气流也给桨叶一个反作用力,这个反作用力也是牵拉飞机向前飞行的动力。
由桨叶异型曲面产生的空气动力与桨叶扭角向后推空气产生的反作用力是同时发生的,这两个力的合力就是牵拉飞机向前飞行的总空气动力。
螺旋桨安装步骤
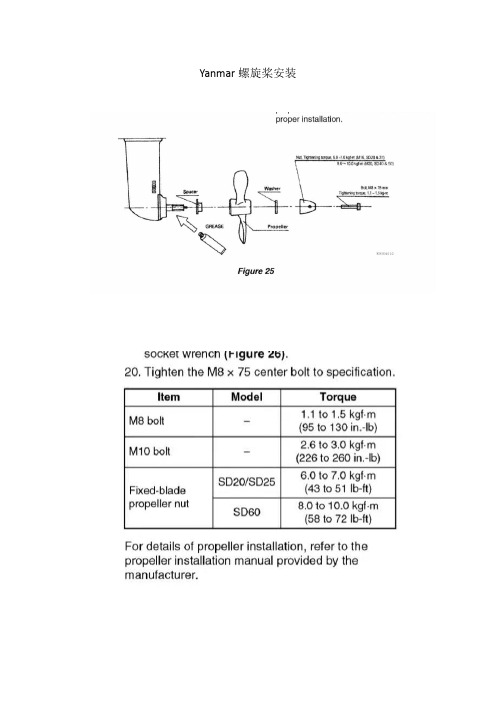
Yanmar螺旋桨安装
注意防止螺旋桨轴转动的措施是在主机主轴提供反向力矩
1.用5mm六角匙拆除红圈标示零件上三个螺丝,然后用C型扳手
(从桨叶端看)顺时针转动拆下红圈标示零件
注意,蓝圈内的所有零部件均不需要拆除,里面的落实全部已经上好螺纹胶
2.将零件号1,2.1,2,2.2,2.3 依次套到艉机轴上,将罗母3 安装到轴上,扭矩为9-10kgm
3.在随桨提供的沉头螺丝
4.1 上打随配的螺纹胶,与沉头垫圈4 一起安装到轴末端,用5mm六角匙旋紧,扭矩1.5kgm
4.将蓝圈内组件整体推入到已经安装到轴上的部件2.2 上,两条突起滑入2.2上槽内,继续缓慢推进组件直到内部螺纹接触。
5.用C型扳手逆时针转动(从桨叶端看)部件1 旋紧直到部件1 上三个孔位对正部件6 上三个半圆缺口
6.三锁紧螺丝5 上打螺纹胶,用5mm 六角匙旋紧
7. 检查桨叶转动是否正常、平滑,桨叶顶端与船底距离是否符合图
纸要求(约为桨叶直径的10%)。
多旋翼无人机整机无桨装配流程及注意事项

多旋翼无人机整机无桨装配流程及注意事项多旋翼无人机是近年来广泛应用于无人机领域的一种机型,由于其具有飞行稳定性好、携带载荷多等优点,所以备受欢迎。
在组装多旋翼无人机时,无桨装配是重要的一步。
下面将为大家介绍多旋翼无人机整机无桨装配的流程及注意事项。
一、多旋翼无人机整机无桨装配流程1.打开多旋翼无人机箱子,取出相关零部件和工具。
2.准备无桨电机、无桨电机座、无人机机身、配件等。
3.将无桨电机座插入机身上相应的孔位,并用螺丝固定。
4.将无桨电机座的导线与无人机机身上的电源接口相连。
5.将无桨电机装入无桨电机座内,并用螺丝固定。
6.将电调放置在无桨电机座上,并将导线插入对应接口。
7.将电调的三根线分别与无桨电机的三条线相连,注意颜色对应。
8.将电调的螺丝固定在无桨电机座上。
9.将无人机的其他零件进行安装,如配重、电池等。
10.完成无桨装配。
二、多旋翼无人机整机无桨装配注意事项1.在进行无桨装配前,需要根据无人机机身的类型和大小选择合适的无桨电机。
2.在将无桨电机座插入无人机机身时,需要保证插入的深度和方向正确。
3.在将无桨电机装入无桨电机座内时,需要注意正负极的位置,不要接反。
4.再将无桨电机固定时,需要调整好电机和机身的平衡,防止安装后出现偏移。
5.在将电调插入无桨电机座,并与无桨电机连接时,需要注意连接的顺序和颜色是否相匹配。
6.在整机无桨装配完成后,需要进行引导测试旋翼80%的转速是否正常。
7.在进行无桨装配时,需要仔细核对是否组装正确,以及每个部件是否牢固和稳定。
总之,多旋翼无人机整机无桨装配流程虽然简单,但是麻烦也很多。
需要仔细把握每一个步骤,确保装配正确和安全。
同时需要顾及到性能和质量,保证无人机的稳定和安全性,以保证无人机在航拍、监测、搜索救援等领域的准确性和实用性。
螺旋桨_安装分解
⑷零位确定
①公式计算法:某些船级社规定:在径向油压不供
油(干摩擦状态) 条件下,轴向推力达到相关公式计 算值要求时,即为压入时的推入量起点。如:
②作图法: 如下图所示, 在径向油泵不供油的情况下(δt= 0) 向液压螺
母供油。当Pwt达到5MPa 时,将千分表定为零值, 然后缓 慢加压, 按0.25 mm 压入量记录各点的Pwt值, 并绘制在座 标纸上。当取得5-6 点时, 即可绘制压进量与油压力曲线 图,见图 6-13所示。并将线延长,其与 δ轴的交点即为推 入量起点。实际推入量 δt= 千分表量程 +推入量起点至座 标零点的距离。
⑷拆卸
液压螺母反向安装即可。
⒊工艺设计中的几个问题
⑴计算原则: ①在海水温度达到35℃时(螺旋桨工作温度的上限) ,
桨毂与轴接触面间的摩擦力应能满足额定工况下螺 旋桨收到扭矩产生的切向力和推力的要求。 ②在海水温度达到0℃时(螺旋桨工作温度的下限) , 桨毂内孔表面的压碎应力应小于桨材料的许用应力。 该许用应力大多数船级社采用0. 7 倍的桨材料屈服 极限。
⒈干式液压安装
螺旋桨桨毂内孔与尾轴锥形磨擦面之间无扩孔液压,液压
仅提供轴向压紧所需推力。 德国船级社提出有键连接螺旋桨推入量的计算式: S= Dp( Cw+ Ct )/1000+0.3 mm 式中:S——螺旋桨在轴上的推入量,mm; Dp——螺旋桨轴锥体的大端直径,mm; Cw——系数查表,用于干式连接, Ct——系数查表,用于铜质螺旋桨装在钢轴上。 干式安装只适用于中小型船舶的有键连接螺旋桨,当螺旋 桨轴直径超过 300mm 时,即使有键连接,也多采用湿式 安装,这不仅可保证扭矩的传递,更重要的是预防了锥面 的应力接触。
船舶螺旋桨安装
• ③把这些点连接成一直线(近似),如图4一1一2 (b)所示。
上一页 下一页 返回
任务1 船舶螺旋桨预装
• ④该直线与横坐标(负荷为零时)的交点O‘ ,便是轴向压入量的初始点 (S值的真正零点)。
到尾轴锥面上。移动的距离是预先计算好的,可以通过千分表进行测 量。这种方法是去压后螺旋桨能紧配在尾轴锥面上,产生一个表面压 力,这种表面压力保证了所要求的安全系数,一般情况下,这个安全 系数选2~3。
上一页 下一页 返回
任务2 船舶螺旋桨安装
• 采用湿式液压法装拆的螺旋桨,必须重新设计。螺旋桨的毂长和毂径 尺寸应这样决定,即毂孔部位承受的压力只能达到螺旋桨材料屈服强 度的50%一70%
上一页 下一页 返回
任务1 船舶螺旋桨预装
• ⑧根据螺旋桨锥孔结合面的沾油情况予以刮削。开始时,锥孔大小端 接触不均,一般应产生大端孔先接触。粗研磨加工时,应以圆周向均 匀磨削。这样逐次研磨,不断地增加锥孔上下的接触长度。有经验的 操作者,可以充分根据大小端接触相差值,控制余量大胆磨削,这样 可大大提高效率。刮削时,先用较大的风动砂轮磨削,使锥孔与锥体 贴合基本均匀,锥孔沿长度方向接触达到90%以上时,便进入精研磨 阶段。此时用小型风动砂轮精磨,既要圆周向均匀磨削,又要将接触 斑痕重处多磨些,还需注意到未接触部位空陷区的大小。这样逐次研 磨加工,使锥孔沿长度上全部接触到位,而且在接触面积上不断增加, 直至贴合面积达到70%左右为止。
• 拆卸螺旋桨的操作如图4一2一2所示。先把液压螺帽卸下,并倒装在 尾轴上,装上工具压板1和双头螺栓3。螺旋桨毂上预先攻好螺孔,以 便固定双头螺栓3。
运—12F,最新飞机

重量参数 最大停机重量( MRW)
最大起飞重量(MTOW) 最大着陆重量(MLW 最大零油重量(MZFW) 最大商载 最大燃油
16.470米
5.922米 19.888米 10.02 5.750米 3.200米
8450千克
8400千克 8000千克 7750千克 3000千克 2500千克
卓越的飞行性能
要,客运可乘坐19名旅客并满足散货装载,货运可装置3个LD3集装
箱,为用户提供低成本飞机。稍做改装可用于海洋监测、航测航拍、 遥感和物探等长航时通航作业,也可用于军用VIP、士兵/军用物资
运输、空投空降等用途。
先进的适航性
• 适航要求:
– CCAR23部(第三次修订)通勤类
– FAR23部至55号修正案通勤类
强劲的动力
动力装置
发动机 加拿大普惠公司的PT6A-65B涡桨发动机
螺旋桨 HARTZELL公司的HC-B5MA-3/M10876AN低噪音5 叶金属螺旋桨。
主要参数 – – – – – 输出功率 转速 热部件检查时间 发动机首翻期(TBO) 螺旋桨首翻期(TBO) 1100shp 1700转/分 2000小时 6000小时 3000小时
客舱剖面
内设效果图
用途多变的座舱布局
标准型:19座客椅+1个乘务员座椅,一间盥洗室
公务型:8座豪华座椅,一间盥洗室
用途多变的座舱布局
高密度军用运输型:25座简易座椅
货运型:可装载3个标准LD3集装箱
同类机型中竞争优势
市场价格低 商载重量比高 满油与满载航程长 巡航速度大 使用成本低
21世纪的中国天空,将是我们共同的舞台。哈飞
•
环境规范:
– CCAR36部
第三章 轴系安装
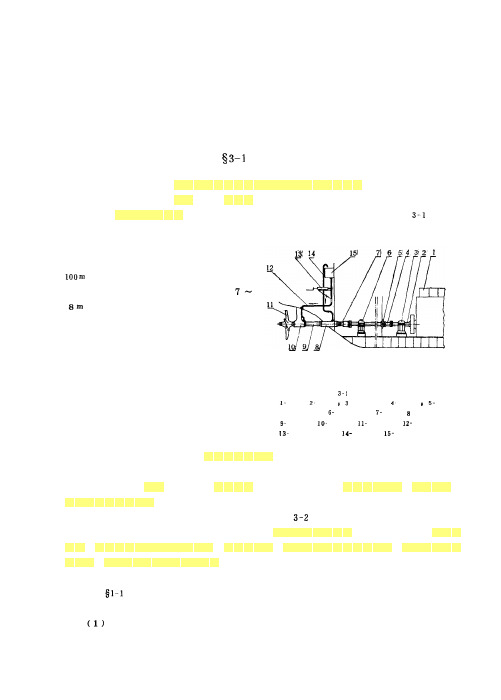
的厚度,使得金属环装配时,环与环槽两侧纵向 间隙(包括纸垫厚度在内)应大于推力轴承的平面 纵向间隙,一般取
图
尾轴管金属环式密封装置
防 蚀 衬 套; 橡皮压板; 环座 板;
金属环
割制密封橡皮(压板)的内孔尺寸,其内径应为:
为防蚀衬套
外径,单位毫米。
橡皮板和各道金属环装配在防蚀衬套上后,应使防蚀衬套首端伸出首道金属环的距离
键(平键)与尾轴锥体和螺旋桨锥孔的键槽的配合要求为:键与锥体键槽刮配后,能将
键轻轻打入槽内不准松脱;两侧应均匀接触,在 长度上插不进
的塞尺;键底与
轴槽底接触面积为
以 上 ,不得 悬空 ,如用 小锤 轻 敲平 键时 发出 清 脆的 响声 ,即 认
为底面已紧贴;要求键与锥孔键槽的两侧面接触均匀,按表 规定的塞尺厚度检查时,所
轴系零部件的车间装配
为了缩短轴系的安装周期以及保证轴系的安装质量,应将轴系上可在车间装配或配对的 零部件事先在车间内装配或配对好,然后再拿上船,进行轴系的安装。
一、轴的配对
轴的配对, 就是将轴系中各轴段两两对中,使相连接的两轴同轴,然后同铰连接法兰上
的螺栓孔,并配制连接螺栓等工作的总称。
根据轴系在船上安装的顺序,轴的配对工
吊 钩; 吊 环; 尾 轴; 木 墩; 螺旋桨;
卡箍
下降,插入锥孔内,然后再吊起尾轴。此时为防止螺旋桨与尾轴一起被吊起,应用大锤敲击
螺旋桨,使之与锥体易于脱开。
根据螺旋桨锥孔沾油情况刮磨锥孔,可用风砂轮刮磨,使锥孔与锥体贴合基本均匀,然
后可用刮刀进一步按技术要求刮磨。当刮配至贴合面积达到 左右时,将尾轴上的假键换
的螺旋桨可采用环氧树脂胶合安装。此时仅要求螺旋桨
锥孔两端大约各有
电动飞机分布式螺旋桨—机翼设计分析方法研究

电动飞机分布式螺旋桨—机翼设计分析方法研究作者:孙宗燕王强乔伟付畅郑亚飞宋佳阳来源:《航空科学技术》2024年第01期摘要:为逐步实现航空器从传统能源到清洁能源的转换,将传统涡桨飞机改型成分布式电推进螺旋桨飞机是目前重要的研究方向。
本文以运12F飞机巡航性能为约束,根据动量理论对其改型为分布式螺旋桨飞机后的机翼参数进行修正;从螺旋桨桨盘面积、螺旋桨与电动机匹配关系、螺旋桨质量三个方面综合评估确定分布式电推进螺旋桨个数;根据巡航及爬升任务剖面的拉力需求进行螺旋桨设计;将最终确定的分布式螺旋桨—机翼模型与原型机模型在OpenVSP中进行升阻力对比分析。
结果表明,分布式螺旋桨的滑流效应在小速度、大迎角下增升作用更明显,可用于提升飞机起飞及爬升阶段性能指标。
在巡航及爬升状态下,分布式螺旋桨上置比下置升力特性更好,升力系数可提高约5%,但在小速度时,升力系数提升的代价是阻力系数增加。
本文研究为传统涡桨飞机改型为分布式螺旋桨飞机总体设计提供了参考。
关键词:分布式电推进; Y12F;概念设计; OpenVSP;涡格法;螺旋桨滑流;螺旋桨设计中图分类号:V271 文献标识码:A DOI:10.19452/j.issn1007-5453.2024.01.006随着环境与能源问题的显现,国内外逐渐重视航空运输业在燃油消耗、噪声控制、污染排放等方面的問题。
节能环保、效率高、能耗低的新能源飞行器逐渐成为现代航空运输业发展的主要方向[1]。
其中,电动螺旋桨飞机在能耗、稳定性和经济性方面具备明显优势,是目前世界上各大航空制造商的研制焦点。
但电动螺旋桨飞机也存在一定不足,如其受到电机、电池技术的限制,航程、航时普遍较短。
这在要求电推进系统技术提高的同时,也要求飞机设计人员尽可能地提高飞机气动效率,以尽量减少能量消耗。
分布式螺旋桨设计概念的出现,有助于提高飞机气动效率[2]。
位于机翼前缘之前的分布式螺旋桨产生的滑流可以显著提高桨盘后空气流速,增加机翼升力,从而减小机翼面积,降低飞行过程中的阻力,改善飞行性能。
螺旋桨安装工艺
1. 在本工艺安装前,螺旋桨及与其相配的螺旋桨轴均已经精加工好,并经验船师和船东认可完毕。
Propeller shaft and stern tube seal to be preinstalled according to the drawing requirement and confirmed by owner & surveyor.2. 螺旋桨锥孔与尾轴锥体的刮配Scraping fitting job for interface between Propeller cone hole and tail shaft taper螺旋桨放在码头上,如图:放置锥孔大端朝上,叶片用木墩垫好,用水平仪将毂朝上端面调正到水平位置,确保水平度在0.5/1000范围内,然后用吊车将吊钩吊在专用吊环上吊起尾轴,用框式水平仪将尾轴校垂直,并对准螺旋桨锥孔的轴中心线,慢慢地把尾轴放下使尾轴锥体恰好插入锥孔内,将尾轴吊起,在尾轴锥体上涂色油,再放下尾轴当尾轴锥体与螺旋桨锥孔配合的相应位置距离等于50~100MM时急放吊车刹车,使尾轴借自重快速落下插入锥孔内再吊起刮削,反复进行,从粗刮到精刮,直至尾轴锥体与螺旋桨锥孔的接触面积在75%以上,且每一平方英寸的面积上不少于3~4点,并且接触面应该用0.03mm的塞尺检查,锥孔大端接触面应好于小端,即大端接触点要略硬。
本螺旋桨为无键连接,但尾轴与螺旋桨的配刮时的方向同样要固定,以便安装时照此方向。
Put the Propeller on the dock and support by wooden pieces and keep it horizontal as figure . Have the large taper hole of Propeller upward, and keep the horizontal deflection of the large taper hole plane of the propeller in the range of 0.5/1000, Lift the tail shaft using hook and special lifting ring, adjust tail shaft vertical by frame gradienter and keep its centerline as same as the propeller ,then lower the tail shaft slowly and make the screw shaft cone insert into the taper hole of propeller , lift the tail shaft and put some blue oil on the slope face of the tail shaft. lower it slowly until the height to the propeller top is about 5o-100, then lower it as fast as possible . let the tail shaft fallen down by its weight, after this , lift the tail shaft and scrape the taper hole of propeller , put blue oil on the taper face again, let the stern shaft fallen down again , scrape the taper hole of propeller again until the interface more than 75%, and keep at least3 or4 point in per square inch to be found and the contact face of the taper holelarge end is better than the other end. The interface also should be checked by feeler of thickness 0.03 mm . After these steps ,we can say the interfacebetween the slope face of tail shaft and the taper hole of the propeller is OK. As the propeller is keyless connection so marks should be made and pain attention to when matching, so that install according to the marks.3. 螺旋桨安装时的准备条件Requirements before installation1)前后轴承按要求安装到位,尾轴及前密封暂时布置到相对准确的位置,放入尾轴管内,并经船检和船东认可。
螺旋桨_安装

⑵径向油压Pm估算
径向油压Pt 不得超过Pmax Pmax=0.7σy(K2-1)/(3K4+1)½
⑶轴向推力W估算(定液压泵)
可按下式计算轴向推力:Wt = A Pt (μ1 +θ/2)
N 式中:Pt = P35δt/δ35, 为液压安装时能建立的径向 最大油压; θ为桨孔的锥度 δ35为液压安装时对应于P 35的最小轴向推入量mm δt为实际安装温度t 的最小轴向推入量mm μ1为液压安装时接触面间的动摩擦系数,0.03 然后根据液压螺母的受力面积将 Wt换算成螺旋桨液 压螺母的油压Pwt, 即可作出Pwt-δ图
必须注意
由于螺旋桨结合面用手工加工,其加工精度会使压
入油压与压入量之间出现差异。若压进量已达到规 定值,而其压紧力比规定值小得多时,应根据现场 情况,由技术人员、船东、验船师共同商量,适当 增加压进量;反之,若压进量未到但压紧力已达到 要求,这时经商定可以适当增加压紧力,其螺旋桨 压进量允许误差+0.3mm。
⑷拆卸
液压螺母反向安装即可。
⒊工艺设计中的几个问题
⑴计算原则: ①在海水温度达到35℃时(螺旋桨工作温度的上限) ,
桨毂与轴接触面间的摩擦力应能满足额定工况下螺 旋桨收到扭矩产生的切向力和推力的要求。 ②在海水温度达到0℃时(螺旋桨工作温度的下限) , 桨毂内孔表面的压碎应力应小于桨材料的许用应力。 该许用应力大多数船级社采用0. 7 倍的桨材料屈服 极限。
⒈干式液压安装
螺旋桨桨毂内孔与尾轴锥形磨擦面之间无扩孔液压,液压
仅提供轴向压紧所需推力。 德国船级社提出有键连接螺旋桨推入量的计算式: S= Dp( Cw+ Ct )/1000+0.3 mm 式中:S——螺旋桨在轴上的推入量,mm; Dp——螺旋桨轴锥体的大端直径,mm; Cw——系数查表,用于干式连接, Ct——系数查表,用于铜质螺旋桨装在钢轴上。 干式安装只适用于中小型船舶的有键连接螺旋桨,当螺旋 桨轴直径超过 300mm 时,即使有键连接,也多采用湿式 安装,这不仅可保证扭矩的传递,更重要的是预防了锥面 的应力接触。
桨叶安装教学设计方案

一、教学目标1. 知识目标:(1)了解桨叶的基本结构、类型及安装要求。
(2)掌握桨叶安装的基本步骤和注意事项。
2. 技能目标:(1)学会正确使用工具和设备进行桨叶安装。
(2)能够独立完成桨叶的安装工作。
3. 情感目标:(1)培养学生严谨、细致、团结协作的工作态度。
(2)提高学生对机械设备的认识和操作技能。
二、教学内容1. 桨叶的基本结构、类型及安装要求。
2. 桨叶安装的基本步骤和注意事项。
3. 常用工具和设备的使用方法。
三、教学过程1. 导入(1)通过图片、视频等形式,让学生初步了解桨叶的基本结构、类型及安装要求。
(2)提出问题,引导学生思考桨叶安装的重要性。
2. 讲解与示范(1)详细讲解桨叶安装的基本步骤和注意事项。
(2)示范桨叶安装过程,包括工具和设备的使用方法。
3. 实践操作(1)分组进行桨叶安装实践,每组由一名教师指导。
(2)学生按照教师指导,独立完成桨叶安装任务。
4. 检查与评价(1)教师检查学生安装的桨叶,确保安装质量。
(2)对学生的操作进行评价,指出优点和不足。
5. 总结与反思(1)学生总结桨叶安装过程中的收获和体会。
(2)教师总结本次教学活动,对学生的表现给予肯定和鼓励。
四、教学评价1. 过程评价:观察学生在实践操作中的表现,评价其动手能力和团队合作精神。
2. 成果评价:检查学生安装的桨叶质量,评价其安装技能。
3. 反馈评价:收集学生对教学活动的意见和建议,改进教学方法。
五、教学资源1. 桨叶安装教学视频、图片等资料。
2. 桨叶安装工具和设备。
3. 实践操作场地。
六、教学进度安排1. 第一课时:导入、讲解与示范。
2. 第二课时:实践操作、检查与评价。
3. 第三课时:总结与反思。
通过本教学设计方案,旨在使学生掌握桨叶安装的基本技能,提高学生的动手能力和团队合作精神,为今后从事相关行业打下坚实基础。
多旋翼飞行器不完全安装指南
因多旋翼飞行器构造简单,相对直升机调试容易,对飞手基础知识要求大大降低,导致近年航模爱好者和拍摄领域的流行。
流行同时,因为飞行门槛降低,很多不具备足够经验的新手在安装多旋翼飞行器过程中缺乏相关知识,摔机事故频发。
某些调试盲点甚至是已入模多年的模友也难以避免。
本文以作者自身经验,在组装六旋翼飞行器过程中,边装边写。
针对目前绝大部分多旋翼装机用户存在的测试盲区,和忽略的细节,做一个诠释和补充。
选择机架镂空过多、中心板薄、电机臂碳管过小的机架会带来无法消除的震动,使航模摄影画面产生水波纹而无法忍受,且给飞控带来负作用较大的信号噪声,影响姿态数据采集和动力输出。
如飞行器起飞重量大于4KG,建议电机臂碳管不小于16mm或以上,机架碳板厚度达到1.5mm或以上。
市面上不少碳纤机架边缘过于锋利,不加以处理,长时间与线材摩擦,会造成绝缘皮破损,甚至短路。
动力线、信号线等需要穿越碳纤机架边缘、开槽、开孔处时,建议用胶布先覆盖线材需要穿越区域或套上蛇皮管一类,保护线材绝缘皮不会磨损。
选择接收机至少为多旋翼飞行器准备PCM或2.4G接收机,PPM接收机用于多旋翼将是一场噩梦,不管你调整如何精细,PPM不抗干扰抖舵特性会让所有努力付之一炬。
没有失控保护或没有稳定失控保护触发(部分二次变频PPM接收机支持失控保护,但触发不稳定),都会导致丢机和摔机。
飞行前务必在未安装螺旋桨时,测试关控后飞控是否进入正确状态,接收机失控保护是否正确运转。
商用数传电台抗干扰、支持跳频、带数据效验和冗余,在数据回传、失控保护方面也非常稳定,配合飞控支持的地面站能定航点定航路完成预定任务,同样是是好选择。
但APC250之类稳定性欠佳的低端定频数传则不建议采用。
市面上流行的飞控如NAZA、Wookong-M、SuperX、X4\X6在遥控器校准界面皆可观察接收机的舵量输出,如未打舵情况下数值跳动,很不幸你的接收机质量欠佳或控的电位器已经磨损,导致了抖舵,未排除故障前,不建议做任何校准和飞行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
颁发专用条件哈飞航空工业股份有限公司Y12F型飞机螺旋桨的安装征求意见稿
编号:PSC-23-XX
反馈意见截止期:2015年XX月XX日
1.概述
本征求意见稿建议为哈飞航空工业股份有限公司Y12F型飞机颁发专用条件。
Y12F审定基础中的CCAR 23部适航标准相当于FAR 23部至第55修正案,哈飞航空工业股份有限公司自愿符合FAR 23部第59修正案的相关要求。
局方与申请人一致同意用此专用条件来要求与FAR 23部第59修正案等效的附加安全标准。
2.背景
Y12F飞机是哈飞航空工业股份有限公司(HAIC)研发的双发涡桨中短途支线飞机,属于23部通勤类飞机。
飞机采用上单翼、下平尾、单垂尾、可收放式前三点起落架常规布局。
其上安装了Hartzell公司的HC-B5MP-3D/M10876ANSK 螺旋桨。
CAAC于2005年8月17日正式受理了HAIC关于Y12F型飞机的型号合格申请,确定的审定基础适航要求按CCAR-23-R3《正常类、实用类、特技类和通勤类飞机适航规定》,环境要求按CCAR-34《涡轮发动机飞机燃油排泄和排气排出物规定》及CCAR-36-R1《航空器型号和适航合格审定噪声规定》。
在申请CAAC型号合格审定的同时,HAIC还向FAA提交了型号合格审定的申请,按照FAA审定要求,审定基础将包括FAR 23部第59修正案。
为此,申请人要求在CAAC型号合格审定基础中,加入自愿符合FAR 23部第59修正案内容。
经协调,审查组与申请人达成一致意见,根据FAR23部修正案23-59的要求,编制了关于Y12F飞机对螺旋桨的安装的附加要求的专用条件草案。
现根据适航司管理程序AP-21-AA-2012-21《颁发专用条件和批准豁免的程序》,编制此专用条件征求意见稿。
3.适用范围
本专用条件适用于Y12F型飞机上螺旋桨的安装,用于替代CCAR-23-R3中23.905、23.907条之要求。
4.专用条件草案
第23.905. 螺旋桨桨距操纵系统
(a) 可变桨距和可反桨螺旋桨
(1)螺旋桨系统的单个失效或故障,不会导致螺旋桨桨距低于正常飞行低距止动位置。
任何有意低于正常飞行低距止动位置的范围,必须由申请人在适用的手册中表明。
如果证明概率极小,结构元件的破损不必考虑。
(2)对于桨距可以低于飞行低距止动位置的螺旋桨,必须通过安装手册中的定义,使飞行机组能够感受并指示出桨叶是低于飞行低距止动位置的。
感受和指示螺旋桨桨距位置的方法必须保证其失效不会影响螺旋桨操纵。
(b) 螺旋桨操纵系统
(1)螺旋桨操纵系统的设计、制造和验证必须表明:
i. 螺旋桨操纵系统在正常的和可选的工作模式,以及工作模式间过渡状态工作时,必须在申请人声明的工作条件和飞行包线内完成其预定功能。
ii. 螺旋桨操纵系统功能不应受到声明的环境条件的有害影响,包括温度、EMI、HIRF和闪电。
系统已验证符合的环境限制要求必须在适用的螺旋桨手册中表明。
iii. 如果要求飞行机组采取措施,应提供方法表明已经发生工作模式的变化,这种情况下,必须在适用的手册中提供操作指南。
(2)螺旋桨操纵系统设计、制造必须符合下列要求:
i. 操纵系统的任何电气或电子元件的单个失效或故障不应导致螺旋桨灾难性影响。
ii. 典型飞机上直接影响螺旋桨操纵系统的失效或故障,例如操纵附件结构失效、着火或过热,不会导致螺旋桨灾难性影响。
iii. 正常桨距操纵的有意缺失,不应造成螺旋桨灾难性影响。
iv. 其它螺旋桨共享信号或数据的失效或不准确,不应造成螺旋桨灾难性影响。
(3)螺旋桨操纵系统设计、制造必须保证,飞机提供的数据失效或不准确时,不应造成螺旋桨灾难性影响。
(4)螺旋桨操纵系统设计、制造必须保证,飞机提供电功率的缺失、中断或异常,不应造成螺旋桨灾难性影响。
电功率特性要求必须在适用的手册中说明。
(c) 螺旋桨液压部件
申请人必须通过试验、分析论证或两者结合来表明,螺旋桨包含液压压力的部件,其结构失效或因结构失效导致的渗漏,可能造成螺旋桨灾难性影响的,需采用下述方式来演示其结构完整性:
(1)采用1.5倍最大工作压力试验1分钟,无影响性能的永久变形和渗漏发生。
(2)采用2倍最大工作压力试验1分钟,无失效发生,允许发生渗漏和密封件凸出。
第23.907条螺旋桨振动和疲劳
(a) 在飞机的所有使用包线内,申请人必须确定螺旋桨振动应力或载荷的大小,包括任何应力峰值和共振情况。
通过下列方法之一来表明:
(1)在申请批准安装螺旋桨的飞机和发动机上,通过直接试验测量应力或载荷,或直接试验基础上的分析,或
(2)将此螺旋桨与已完成上述测量的安装在相似飞机上的相似螺旋桨进行比较。
(b) 申请人必须通过试验、试验基础上的分析或以前的相似设计经验,表明在飞机的整个使用包线内,螺旋桨不会受到颤振的有害影响。
(c) 通过采用按CCAR35部取得的疲劳和结构数据以及符合本条(a)取得的振动数据,申请人必须对螺旋桨进行评估,表明螺旋桨在使用寿命期内能够避免因疲劳引起的失效。
就本款而言,螺旋桨包括桨毂、桨叶和桨叶保持部件,以及因疲劳引起的失效对飞机可能造成灾难性影响的任何其它螺旋桨部件。
这种评估必须包括:
(1)预期的载荷谱,包括所有合理的可预见的螺旋桨振动和循环载荷模式、
确定的应急状态、允许的超转和过扭以及运行中预期的温度和湿度的影响。
(2)飞机和螺旋桨使用与适航限制的影响。
5.结论
本征求意见稿只影响某个型号飞机,不是具备广泛适用性的规章,只影响那些申请CAAC对该受影响飞机上的这些特性进行批准的制造人。
附:
颁发专用条件/批准豁免反馈意见表
类别☑颁发专用条件□批准豁免
征求意见稿编号
航空产品型号Y12F型飞机
相关的适航规章和/或环保要求
23.905,23.907
意见或建议
姓名:(印刷体)(签名)电话:传真:电子邮箱:
通信地址:
日期:
CAAC表AAC-267(11/2012)。