压力容器焊缝编号规则
压力容器C、D类焊缝施焊方法浅谈

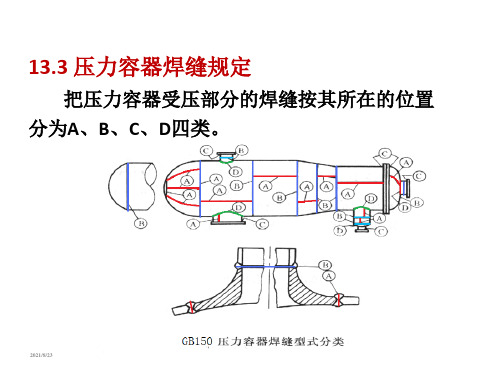
压力容器C、D类焊缝施焊方法浅谈[摘要]:压力容器类设备焊接的焊缝根据焊接位置和所起作用的不同,分为a、b、c、d四类。
其中尤以法兰与筒体、法兰与连接接管等处的焊缝即c、d类焊缝最为不规则,而且其所起的作用也最为重要。
因此,对这一类型焊缝的施焊过程和方法要有更深入认识。
本文正是基于此对c、d类焊缝的接头形式和正确施工方法进行论述,希望能对焊接工人在压力容器类焊接中起到一定的指导作用,从而提高焊缝焊接质量,提高工作效率。
[关键词]:压力容器、c、d类焊缝、焊接接头、施焊方法、手工焊条电弧焊、全焊透、局部焊透1.前言压力容器是承液压或气压的设备(多受液压),其内部贮存的物质往往是易燃、易爆或有毒的,这些物质一旦泄漏不但会造成生产上的损失,更会使操作者或周边人员中毒,严重时会引起整个容器爆炸,造成不堪设想的后果。
压力容器大都全部采用焊接制作,因此,对容器上焊缝的强度及密封性的要求较高。
[1]压力容器的焊缝一般分为a、b、c、d四类,其中筒体和两端封头处纵横向的焊缝为a、b类,只要焊材选用正确,焊接方法得当,就比较容易施焊并保证焊接接头性能。
但对于法兰与筒体、法兰与连接接管等处的c、d类焊缝,由于焊接位置特殊,焊缝形状多呈马鞍形曲线,而且往往是应力比较集中的部位,很容易产生裂纹、气孔、咬边等焊接缺陷,因此焊工应采用合理焊缝接头和正确的焊接方法。
2.c、d类焊缝焊接方法、设备及焊材的选用目前c、d类焊缝比较常用的焊接方法仍然是手工焊条电弧焊。
手工焊条电弧焊是用手工操作的焊条进行焊接的电弧焊接方法。
手工焊条电弧焊时,在焊条末端和工件之间燃烧的电弧产生的高温使焊条药皮与焊芯及工件熔化,熔化的焊芯迅速地形成细小的金属熔滴,通过弧柱过度到局部熔化的工件表面,形成熔池,随着电弧以适当的弧长和速度在工件上不断前移,熔池液态金属逐步冷却结晶,形成焊缝。
药皮熔化过程中产生的气体熔渣,不仅使熔池和电弧与周围的空气隔绝,而且和熔化了的焊芯、母材发生一系列冶金反应,保证了所形成的焊缝的性能。
钢制压力容器焊接通用规程
HJ350-H08MnMoA
HJ431-H08MnMoA
低碳钢与耐热型低合金钢相焊
Fe-1-1与Fe-4、Fe-5A、Fe-5B-1相焊
E4315
J427
F4A0-H08A
HJ431-H08A
HJ350-H08A
HJ101-H08A
强度型低合金钢与耐热型低合金钢相焊
Fe-1-2与Fe-4
12Cr2Mo
12Cr2Mo1
12Cr2MoG
12Cr2Mo1R
E6015-B3
R407
1Cr5Mo
E5MoV-15
R507
06Cr19Ni10
F308-H08Cr21Ni10
SJ601-H08Cr21Ni10
HJ260-H08Cr21Ni10
H08Cr21Ni10
06Cr18Ni11Ti
F347-H08Cr20
J507RH
15MnNiDR
E5015-G
W607
Q370R
E5016-G
E5015-G
J556RH
J557
20MnMo
E5015
E5015-G
J507
J557
20MnMoD
E5016-G
E5015-G
E5516-G
J506RH
J507RH
J556RH
13MnNiMoR
18MnMoNbR
20MnMoNb
HJ260-H08Cr19Ni14Mo3
H08Cr19Ni14Mo3
022Cr19Ni10
E308L-16
A002
F308L-H03Cr21
Ni10
SJ601-H03Cr21Ni10
压力容器焊缝规定
(不可消化)多糖
纤维素和纤维素衍生物
羟丙基纤维素 甲基纤维素 阿拉伯木聚糖 半乳聚糖 果胶 β-葡聚糖 抗性淀粉,包括变性淀粉如乙酰化淀粉 抗性麦芽糊精 树胶(瓜尔胶,阿拉伯树胶,胶凝糖,角叉菜聚糖)
聚葡萄糖
糖 醇
常见糖醇可利用碳水化合物转化量
组分 赤藓糖醇 甘露醇 乳糖醇 异麦芽酮糖醇 山梨醇 麦芽糖醇 麦芽糖醇糖浆b 氢化葡萄糖浆 木糖醇 麦芽糖醇糖浆a a普通、中级、高麦芽糖醇糖浆 b高聚合体麦芽糖醇糖浆
备准 物 食 试 受
GI值测定
准备
•前3天饮食 •前1天晚餐避免高纤 •晚上10点后禁食
至少3次独立试食测定
间隔72h
空腹血 •缓慢进入场地,静坐 •间隔5min,抽2次空腹血
进餐
•从第一口开始计时 •5-10min内吃完 •固定水量
抽血
15 min、30 min、45 min、60 min、90 min和120 保证每次试食测定采血时间点的一致性和准确性
设计、组织与管理;以及具有执业资格的医护人员负责现场操作。
择选 者 试 受
– 受试者人数要求: 不少于12人。
健康成年人(年龄在18岁~60岁),男女各半 无对待测食物过敏史和不耐受史。能够维持至少10h的空腹状态。 近3个月内未服用影响糖耐量的营养素补充剂,以及未口服避孕药、乙酰水杨酸、类固醇、蛋白 酶抑制剂和抗精神病药等药物。
内(2 h)血糖应答曲线下面积相比空腹时的增幅除以进食含 等量可利用碳水化合物的参考食物(葡萄糖)后相应的增幅, 以百分数表示。
念概个几清分
• 参考食物 reference food
用于测定食物GI值的基准物质,通常为食品级或 药品级葡萄糖或葡萄糖溶液。
焊缝设计及焊缝代号编制规则

应当避免下面几种特定的组件,因为其残余应力可导致这类问题的发生:
——在厚钢板上焊接圆钢或厚壁管材时,焊缝无法在某个方向上收缩,如图14(a);
规范性引用文件
下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修订单)适用于本文件。
GB/T 324焊缝符号表示法
GB/T 3375焊接术语
GB/T 25343.3铁路应用轨道车辆及其零部件的焊接第3部分:设计要求
孔内或槽内角焊缝应具有以下特征:
—— 孔直径:d>(3-4)×t2或
—— 槽宽度:c>3×t2
图3 塞焊和槽焊孔的焊接可接近性
孔内角焊缝 槽内角焊缝
注:d≥12 ;c≥12 ;v ≥d ;3×d ≤e≤4×d ;l≥2c
图4 塞焊和槽焊焊缝尺寸(单位:mm)
4.2.3.5两接头间的距离
焊缝间的距离应避免热影响区交叠。只有在设计过程中已经考虑到了热处理或硬化区域的影响(如残余应力、强度下降及硬度下降等)时,才允许在热影响区出现交叠现象。
为了减少角变形及应力叠加,应根据部件连接的材料厚度和组件的夹具布置来决定两接头间的最小距离。
对于厚度小于20mm的材料,特别对于铝及高强度钢,熔区间隔至少应为50mm,见图5。
图5 熔区间的最小距离(单位:mm)
4.2.3.6纵向焊缝上的补强板与横向角焊缝
当一条角焊缝与一条对接焊缝交叉时,应避免部件上的开口和焊缝的间断。将该区域对接焊缝的余高磨平以确保交叉焊缝处实施连续的焊接,见图6。
JB/T4708-2000__钢制压力容器焊接工艺评定标准释义

目录JB4708---2000《钢制压力容器焊接工艺评定》标准释义JB 4708---2000《钢制压力容器焊接工艺评定》标准释义一、前言JB4708-1992《钢制压力容器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的局面,它的实施为确保压力容器焊接质量起到了积极推动作用。
JB4708-1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面对焊接工艺评定的认识并不完全相同。
各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍缺乏。
制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。
10多年来压力容器行业发生了巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国际权威性的规范ASME《锅炉及压力容器规范》在国内越来越普及,影响极深。
全国压力容器标准化技术委员会充分考虑到JB4708-1992实施以来的重大变化,在1998年就将修订JB4708-1992列入了计划。
标准起草单位充分调研了标准的实施情况,认真对比ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》(1995年版),严格按照修订标准程序,逐步提出讨论稿、征求意见稿、送审稿、报批稿。
本标准的修订原则是:在JB4708-1992实施后国内焊接工艺评定实践基础上,根据我国压力容器法规及标准规定,从实际出发积极参照采用ASME《锅炉及压力容器规范》第IX 卷《焊接和钎焊评定》,肯定合理条款,修正错误内容,增加相关章节,以使修改后的标准能切实有效保证压力容器焊接接头使用性能,力求其技术要求不低于美国同类标准,在国内同类标准中处于领先水平。
由于压力容器焊接工艺评定标准的专业性与实践性都非常强,真正认识与理解焊接工艺评定标准也绝非易事,需要认真学习相关专业知识和进行焊接工艺评定实践。
压力容器制造安装单位受压元件焊缝部位焊工钢印标记管理程序

12 受压元件焊缝部位焊工钢印标记管理程序HNJL/CX-12 1.目的本程序对压力容器受压元件焊缝的焊工钢印标记办法作出了规定。
2.适用范围适用于压力容器受压元件焊缝的焊工钢印标记的管理。
3.主要职责受压元件焊缝的焊工钢印由车间持证焊工具体负责打印,焊接质检员负责监督实施。
4.管理程序4.1焊工钢印由技术质量部统一管理及编号、发放,由焊接、热处理质控责任人通知车间及有关部门执行。
4.2焊工钢印位置:必须按本规定在距离焊缝中心线50mm处打焊工钢印,钢印一(以下焊工钢印位置同此规定)。
4.4 B类焊缝焊工钢印位置,打在丁字缝附近距焊缝中心线50mm处,见图一B1、B2。
如有两个或两个以上的纵缝,则打在间距较小的两纵缝内。
接管的对接焊缝(含法兰与接管的对接焊缝)打在距焊缝50mm处。
接管(包括人孔接管)与筒体或封头的焊缝(D类焊缝),焊工钢印位置在筒体或封头上,距焊缝中心线50mm处,见图四D1。
图四4.7补强圈与接管、筒体或封头焊缝(D类焊缝)的焊工钢印位置:补强圈里圈的焊缝焊工钢印,打在筒体或封头上距焊缝中心线50mm处,见图五中D1;补强圈外圈的焊缝,焊工钢印打在图五中D2位置;4.8换热管与管板连接的焊缝,焊工钢印打在管板边缘处,管板与筒体连接的焊缝,焊工钢印打在管板外园上。
4.9检查和验收压力容器主要受压元件焊缝附近必须有施焊者的焊工钢印,焊接质检员必须对焊工钢印进行检查,检查合格后将质检员自己的钢印打在焊工钢印后面距离焊工钢印20-30mm处,同时按焊工证内的规定项目核查焊工资格。
凡没按上述规定办的,不得进行探伤和水压试验。
如果发现焊工钢印漏打,在有记录确认基础上,允许补打。
对不允许打钢印的压力容器:如不锈钢、有耐腐蚀性能容器、低温容器等,则用电刻笔或记号笔,经质检员检查并用简图记录存案,产品出厂复制一份列入产品质量证明书,提供给用户。
5 相关支持性文件无。
焊缝编号及焊工钢印管理制度
焊缝编号及焊工钢印管理制度绍兴市力博锅炉制造有限公司二00五年十二月1总则1.1锅炉和压力容器受压元件焊缝编号,按JB/T4709《钢制压力容器焊接规程》的有关规定。
1.2凡锅炉和压力容器受压元件的焊缝,必须打上施焊焊工的钢印才能送检,无钢印者检验员有权拒绝检验,焊接检验员应经常督促焊工及时打上钢印。
1.3一条焊缝(包括内,外焊缝)如由数人同施焊,则应分别打个人的钢印。
1.4返修焊缝还应按规定打返修的钢印。
2焊接编号方法2.1圆筒部分的纵向接头,球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的封头,均属A类焊接接头。
2.2壳体部分的环向接头,但已规定为A,C,D类的焊接接头除外。
2.3平盖,管板与圆筒非对接连接的封头,法兰与壳体,接管连接的封头,内封头与圆筒的搭接接头,均属C类焊接接头。
2.4 接管,人孔,凸缘,补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A ,B类焊接接头除外。
3焊工钢印的使用3.1纵焊缝(含焊接接头,检查试件)在焊缝离起弧端50mm,且距焊缝边缘20—35mm处。
3.2环焊缝在“T ”字型接头顶端,距环缝边缘20—35mm。
3.3人孔,接管及其他相贯角焊缝,距焊缝边缘20—35mm,一般应打在鞍形相惯下部(大R处)息引弧处。
3.4法兰与短管的钢印位置,在起弧处的法兰侧面。
3.5一条焊缝如有多人同时施焊,应分别打上各人的钢印。
3.6返修焊缝如非本人直接返修,在返修焊缝适当的位置打上返修焊工钢印,若返修而去除了原钢印,则应补打该钢印。
3.7种植后的钢印应清晰可辨,因磨损面模糊不清的钢印应重新种植。
4焊工钢印要求。
本公司焊工钢印统一由字母“S”“G”各两位阿拉伯数字组成。
得资格证的焊工统一由供应科采购低应力钢印,并由技术科确定钢印序号并加载存档以备后查。
若焊工考委会发放焊工钢印则按考委会的焊工钢印。
焊工钢印应小于3.5号,深度0.3-0.5,严禁用凿子冲头等锋口工具代替。
钢制压力容器焊接规程

J422
J427 J507 J427 J507 J427 J507 J427
埋弧 焊
焊
剂
焊丝钢号
型号
对应牌号 示例
H08 H08Mn
HJ401-H08A
HJ 431
H08MnA
HJ401-H08A
HJ 431
H08MnA
HJ401-H08A
HJ 431
------H08
------HJ401-H08A
2.2.1.4 高合金钢的焊缝金属应保证力学性能和耐腐蚀性能。
2.2.1.5 不锈钢复合钢板基层的焊缝金属应保证力学性能,且需控制抗拉强度 的上限;复层的焊缝金属应保证需腐蚀性能,当有力学性能要求时还应保证力学 性能。
2.2.2 不同钢号相焊的焊缝金属
2.2.2.1 不同钢号的碳素钢、低合金钢之间的焊缝金属应保证力学性能。推荐采 用与强度级别较低的母材匹配的焊接材料。
2.2.2.2 碳素钢、低合金钢与奥氏体高合金钢之间的焊缝金属应保证抗裂性能和 力学性能。推荐采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
2.3 焊接材料必须有产品质量证明书,并符合相应标准的规定,且满足图样的技 术要求,进厂时按有关质保体系规定验收或复验,合格后方准使用。
2.3 常用钢号推荐选用的焊接材料见表 1,不同钢号相焊推荐选用的焊接材料 见表 2。
E1-13-16 E1-13-15
A212
A022 G202 G207
H0Cr20Ni1 4Mo3
-------
-----------
HJ26 0
------
-----------
-----------
------
------
容器焊接规范

钢制压力容器焊接规程JB/T 4709—2000关于发布《钢制压力容器焊接工艺评定》等四项行业标准的通知国机管[2000]401号各有关单位:根据国家质量技术监督局规定的压力容器行业标准审批程序,现发布《钢制压力容器焊接工艺评定》等四项行业标准,编号与名称如下:强制性标准:JB 4708—2000 钢制压力容器焊接工艺评定(代替JB 4708—1992)JB 4710—2000 钢制塔式容器(代替JB 4710—1992)JB 4744—2000 钢制压力容器产品焊接试板的力学性能检验(代替GB 150—1998附录E)推荐性标准:JB/T 4709—2000 钢制压力容器焊接规程(代替JB/T 4709—1992)以上标准于2000年10月1日起实施,其出版发行工作责成全国压力容器标准化技术委员会按期组织完成。
2000年8月15日前言本标准对JB/T 4709—1992进行修订。
本标准依据JB/T 4709—1992实施以来所取得的经验,参照近期国际同类标准进行了下列变动:1 增加附录A“不锈钢复合钢焊接规程”和附录B“焊接工艺规程推荐表格”。
2 第3章增加了如下内容:①焊材选用并应通过焊接工艺评定要求;②从GB/T 5118选用焊条的规定;③表1和表3增加了一些钢号;④增加了表2。
3 第5章增加了表4,表5增加了一些钢号。
4 第8章增加了焊后热处理厚度的规定。
表6中增加了一些钢号,调整了焊后热处理温度;增加了表7。
本标准从实施之日起,代替JB/T 4709—1992。
本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由全国压力容器标准化技术委员会提出,由全国压力容器标准化技术委员会制造分委员会归口。
本标准负责起草单位:合肥通用机械研究所、锦西化工机械厂和大连石油化工设计院。
本标准主要起草人:戈兆文、龙红、严国华。
参加本标准编制的工作单位及人员有:中国石化集团公司咨询公司:寿比南、杨国义。
压力容器焊缝编号规则

受压容器焊接接头分类:
A类:圆筒部分(包括接管)和锥壳部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒链接的环向接头
1 编号依据
1.1 按GB150要求进行焊缝编号:
1.2 焊缝分为A 、B 、C 、D 、E 五个类别。
前四类代表受压元件之间类别,最后一个字母代表受压元件与非受压元件之间的类别。
2 职责
所有产品焊缝编号,均由焊接部门编制,并绘制出编码图作产品检验、无损检测以及存档的依据。
3 编号原则
3.1 每台容器的每个焊缝,均应编制号码。
号码只能是唯一的,不能重复出现。
3.2 A 和B 类焊缝中,每个类别焊缝须有字母数字加隔断号,再加数字顺序组成:
为:A1-1、A2-1、A3-1、A4-1、A5-1…… B1-1、B2-1、B3-1、B4-1、B5-1…… 3.3 其他焊缝,采用大流水顺序号码组成:
为:C1、C2、C3、C4、C5……
D1、D2、D3、D4、D5…… E1、E2、E3、E4、E5……
4 编号顺序
4.1 以设计图的左下角为开始位置,顺时针方向旋转编制。
4.2 每个类别号码焊缝,以左视图方向向右侧投影,以正上方12点开始为第一个编码,
见图2,顺时针旋转编制。
作业指导书 文件号 DL-QI-U15 焊缝编号规则
版 号 A 更改次数 0 章节号
15
本章正文 共 2 页第 2 页
图2 编号顺序示意图
4.3 所有类别焊缝编码均由焊接技术部门编制,其他部门照办。
4.4 除了A类和B类按3.1条和3.2条编制以外,其他类别可按实际情况,按唯一流水顺序号进行编制。
压力容器焊缝标记规定

压力容器焊缝标记规定预备知识在工业和技术领域中,压力容器是热门的应用之一。
压力容器指那些可装载气体或液体的设备,受到外界压力的影响可能会失效。
造成事故的风险非常高,因此,制造和维护这种设备需要极为严格的规定和标准。
将焊缝标记得当是保证设备质量、可靠性和安全性的关键之一。
本文将探讨压力容器焊缝标记规定。
焊缝标记的目的和重要性压力容器焊缝标记规定,是指在压力容器制造和维护过程中,对焊接接口位置、焊缝深度和焊缝种类等信息进行标记,以便于跟踪设备的制造和使用历史,确定设备的使用期限和维护周期,防止潜在的安全事故发生,保证设备的安全性和可靠性。
在一些压力容器事故中,往往是由于焊接接口处的气孔、夹渣、焊接疏松或错位等焊接缺陷导致压力容器的损坏,给人员和物质带来巨大的危害。
如果将焊接缺陷标记在焊缝上,就可以有效地避免暴露在潜在危险之中。
压力容器焊缝标记规范焊缝标记应严格遵守《压力容器技术监察条例》、《钢制压力容器制造安全规范》和《压力容器安全技术监察规程》等标准规范。
1. 标记的位置焊接接头处应标明光滑的焊缝,包括整体和部分焊缝,以便对设备进行跟踪。
标记应为有色标记,标记颜色应与背景颜色区别明显。
标记应在焊接接头完成后立即进行。
标记的标记方向与结构、毛料、力位等应保持一致,避免产生混乱。
2. 标记内容标记应包括焊缝编号、焊工编号、焊接日期、焊接时间和焊缝类型等信息。
标记号码的格式规定,第一部分是代表焊接工艺符号的字母代码,第二部分是顺序号,第三部分是代表焊口类型的代码。
例如,"G50L"代表用气保焊法焊接的第50个焊口为拉伸型焊口。
各部分之间应留有间距,方便阅读。
标记的内容应刻在容器表面,以避免涂层磨损或腐蚀导致无法识别。
标记内容应清晰明确,不应存在打错字、丢失编号和重复编号等问题。
3. 标记的材料和方法标记应使用持久性好、耐高温、耐腐蚀、耐磨损的材料。
常用的材料包括钢印、电蚀蚀刻,氧化,焊接及激光标记。
NBT_47015-2011(JBT_4709)_压力容器焊接规程表格、焊接工艺指导书表格

焊接工艺规程
编号_______________
产品编号___________________项目___________________
用户___________________位号___________________
图号___________________名称___________________
烘干温度/时间
焊丝牌号/规格
焊剂
烘干温度/时间
焊丝牌号/规格
保护气体
混合比
压力容器技术特性
部位
设计压力,MPa
设计温度,℃
试验压力,MPa
焊接接头系数
容器类别
备注
表C.3接头焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
图号
接头名称
接头编号
焊接工艺评定报告编号
焊工持证项目
检验
序号
本厂
监检单位
第三方或用户
母材
厚度
mm
焊缝金属
厚度
mm
焊接技术
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量
kJ/cm
施焊技术
牌号
直径
极性
电流,A
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径体流量
正面
背面
版次
阶段
说明
修改标记及处数
编制人及日期
审核人及日期
备注
表C.1接头编号表
接头编号示意图
接头编号
焊接工艺卡编号
焊接工艺评定报告编号
欧盟压力容器标准中焊缝分类

EN 13445-5:2009 (E) Issue 1 (2009-07)26Figure 6.6.2-3 — Type of weldsBS EN 13445-5:2009EN 13445-5:2009 (E) Issue 1 (2009-07)22Table 6.6.2-1 — Extent of non-destructive testingEXTENT FOR TESTING GROUP o1a 1b 2a i2b i3a 3b 4EXTENT FOR PARENT MATERIALS l,m,nTYPE OF WELD a, pTESTING b1 to 10 1.1, 1.2,8.18.2, 9.1,9.2, 9.3, 101.1, 1.28.18.2, 9.1,9.2, 101.1, 1.2,8.11.1, 8.1Full penetration 1 Longitudinal joints RT or UT 100 % 100 % (100-10) % (100-10) % 25 % 10 % 0 butt weld MT or PT 10 % 10 % d10 % 10 % d10 % 10 % d0 2a Circumferential joints on a shell RT or UT 100 % 25 % (100-10) % (25-10) % 10 % 10 % c0MT or PT 10 % 10 % d10 % 10 % d10 % 10 %d0 2b Circumferential joints on a shell with backing strip k RT or UT NA 100 % NA 25 % NA 25 % 0MT or PT NA 10 % NA 10 % NA 10% 0 2c Circumferential joggle joint k RT or UT NA 100 % NA 25 % NA 25 % 0MT or PT NA 10 % NA 10 % NA 10% 0 3a Circumferential joints on a nozzle d i > 150 mm RT or UT 100 % 25 % (100-10) % (25-10) % 10 % 10 % c0 or e > 16 mm MT or PT 10 % 10 % d10 % 10 % d10 % 10 %d0 3b Circumferential joints on a nozzle d i > 150 mm RT or UT NA 100 % NA 25 % NA 25% 0 or e > 16 mm with backing strip k MT or PT NA 10 % NA 10 % NA 10% 04 Circumferential joints on a nozzle RT or UT 0 0 0 0 0 0 0d i≤ 150 mm and e≤ 16 mm MT or PT 100 % 10 % (100-10) % 10 % 10 % 10 % 05 All welds in spheres, heads and hemispherical heads RT or UT 100 % 100 % (100-10) % (100-10) % 25 % 10 % 0to shells MT or PT 10 % 10% d10 % 10 % d10 % 10 % d06 Assembly of a conical shell with a cylindrical RT or UT 100 % 25 % (100-10) % (25-10) % 10 % 10 % 0shell without a knuckle (large end of the cone) q, r MT or PT 100 % 100 % 100 % 100 % 100 % 100 % 100 %7 Assembly of a conical shell with a cylindrical RT or UT 100 % 25 % (100-10) % (25-10) % 10 % 10 % 0shell without a knuckle (small end of the cone) MT or PT 10 % 10 % d10 % 10 % d10 % 10 % d0 Circumferential lapped 8a General application shell to head RT or UT NA NA NA NA NA NA 0 joints k MT or PT NA NA NA NA NA NA 0 8b Bellows to shell MT ot PT 100 % 100 % 100 % 25 % 25 % 10 % 0 e≤ 8 mm RT or UT 0 % 0 % 0 % 0 % 0 % 0 % 0 BS EN 13445-5:2009EN 13445-5:2009 (E) Issue 1 (2009-07)23Table 6.6.2-1 (continued)EXTENT FOR TESTING GROUPo1a1b2a i 2b i3a 3b4EXTENT FOR PARENT MATERIALS l,m,nTYPE OF WELD a, pTESTING b1 to 101.1, 1.2, 8.1 8.2, 9.1, 9.2, 9.3, 10 1.1, 1.2 8.18.2, 9.1, 9.2, 10 1.1, 1.2, 8.1 1.1, 8.1 9 With full penetration RT or UT 100 % 100 % (100-10) % (100-10) % 25 % 10 % 0MT or PT 10 % 10 % d 10 % 10 % d 10 % 10 % d 0 Assembly of a flat head or a tubesheet, with a cylindrical shell10 With partial penetration if a > 16 mm RT or UT NA NA NA NA 25 % 10 % 0 (a as defined in figure 6.6.2-1) jMT or PT NA NA NA NA 10 % 10 % 0 11 With partial penetration if a ≤ 16 mm RT or UT NA NA NA NA 0 0 0 Assembly of a flange or a collar with a shell(a as defined in figure 6.6.2-1) j MT or PT NA NA NA NA 10 % 10 % 0 12 With full penetration RT or UT 100 % 100% (100-10) % (100-10) % 25 % 10 % 0MT or PT 10 % 10 % d 10 % 10 % d 10 % 10 % d 0 13 With partial penetration j RT or UT NA NA NA NA 0 0 0 Assembly of a flange or a collar with a nozzleMT or PT NA NA NA NA 10 % 10 % 0 14 With full or partial penetration RT or UT 0 00 00 0 0 d i ≤ 150 mm and e ≤ 16 mm jMT or PT 10 % 10 % d 10 % 10 % d 10 % 10 % 0 Nozzle or branch e 15 With full penetration d i> 150 mm or e > 16 mm RT or UT 100 % 25 % (100-25) % (25-10) % 25 % 10 % 0MT or PT 10 % 10 % d 10 % 10 % d 10 % 10 % d 0 16 With full penetration d i ≤ 150 mm and e ≤ 16 mm. RT or UT 00 00 0 0 0MT or PT 100 % 10 % (100-10) % 10 %10 % 10 % 0 17 with partial penetration for any d i RT or UT 100 % 25 % (100-25) % (25-10) % 25 % 10 % 0 a > 16 mm (see figure 6.6.2-2)MT or PT j 10 % 10 % d 10 % 10 % d 10 % 10 % d 0 18 with partial penetration d i > 150 mm. RT or UT NA NA NA NA 0 0 0 a ≤ 16 mm.(see figure 6.6.2-2)MT or PT j NA NA NA NA 10 % 10 % 0 19 With partial penetration d i ≤ 150 mm. RT or UT 00 00 0 0 0a ≤ 16 mm.(see figure 6.6.2-2) MT or PT j 100 % 10 % (100-10) % 10 % 10 % 10 % 0 Tube ends into tubesheet 20MT or PT 100 % 100 % 100 % 100 % 25 % 10 % 0 Permanent attachments f21 With full penetration or partial penetration RT or UT 25 % g 10 % d 10 % 10 % d 10 % 10 % d 0MT or PT100 %10 %100 %10 %100 %10 % dBS EN 13445-5:2009EN 13445-5:2009 (E) Issue 1 (2009-07)24Table 6.6.2-1 (continued)EXTENT FOR TESTING GROUP o1a 1b 2a i 2b i3a 3b 4EXTENT FOR PARENT MATERIALS l,m,n TYPE OF WELD a, pTESTING b1 to 101.1, 1.2, 8.1 8.2, 9.1, 9.2, 9.3, 10 1.1, 1.2 8.1 8.2, 9.1, 9.2, 10 1.1, 1.2, 8.1 1.1, 8.1Pressure retaining areas after removal oftemporary attachments22 MT or PT 100 % 100 %100 % 100 % 100 % 100 %0 Cladding by welding h23 MT or PT 100 % 100 % 100 % 100 % 100 % 100 % 0 Repairs 24 RT or UT 100 % 100 % 100 % 100 % 100 % 100 % 0 MT or PT 100 % 100 % 100 % 100 % 100 % 100 % 0 aSee figure 6.6.2-3 bRT = Radiographic testing, UT = Ultrasonic testing, MT = Magnetic particle testing, PT = Penetrant testing c2 % if e ≤ 30mm and same WPS as longitudinal, for steel groups 1.1 and 8.1 d10 % if e > 30 mm, 0 % if e ≤ 30 mm ePercentage in the table refers to the aggregate weld length of all the nozzles see 6.6.1.2 b). fNo RT or UT for weld throat thickness ≤ 16 mm g10 % for steel groups 8.2, 9.1, 9.2, 9.3 and 10 hVolumetric testing if risks of cracks due to parent material or heat treatment iFor explanation of the reduction in NDT in testing group 2, see 6.6.1.2 jIn exceptional cases or where the design or load bearing on the joint is critical, it may be necessary to employ both techniques (i.e. RT & UT, MT & PT). See table 6.6.3-1 for other circumstances for use of both techniques kFor limitations of application see EN 13445-3:2009, 5.7.3.2. lThe percentage of surface examination refers to the percentage of length of the welds both on the inside and the outside mRT and UT are volumetric while MT and PT are surface testing. When referenced in this table both volumetric and surface are necessary to the extent shown. nNA means “type of joint not allowed" (see EN 13445-3:2009, Annex A). oIn case of cyclic loading refer to Annex G.2. pAnnex A of EN 13445-3:2009 gives design limitations on welds. qUnless the design is such that the thickness at the weld exceeds 1,4 e j (See clause 7.6.6 of EN 13445-3:2009). In which case, use NDT of line 2a. rFor connections with a knuckle, case 2a applies.BS EN 13445-5:2009EN 13445-5:2009 (E) Issue 1 (2009-07)25Figure 6.6.2-1 —Definition of “a” for types of weld 10 and 11Figure 6.6.2-2 — Definition of “a” for types of weld 17, 18 and 19BS EN 13445-5:2009。
压力容器焊接工艺卡

焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()16图号母材3厚度()接头名称筒体纵缝焊接顺序接头型式对接坡口型式V接头编号A1、A2、A3、A4坡口角度(℃)60°焊接工艺评定报告编号钝边() 2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为8条,每2条定位焊缝间距为250,定位焊缝长度为30、厚度为6-10。
3、焊完进行100%无损探伤。
焊接方法直通焊焊接层次焊接方法填充材料焊接电流电弧电压(V)焊接速度()气体流量()预热温度(℃)型(牌)号直径()极性电流(A)层间温度(℃)焊后热处理定位焊H10ф2直流反接80-11512-1410-168-10焊剂烘干温度250℃封底焊H10ф2.5直流反接115-1512-1410-168-10焊 接 工 艺卡 .:1焊 接 工 艺卡 .: 2钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期 年 月 日审核日期 年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 16图 号母材3厚度()接头名称 筒体环缝 焊接顺序接头型式 对 接 坡口型式 V接头编号B1、B2、B3、B4、B5坡口角度(℃) 60°焊接工艺评定报告编号钝边() 2-6焊缝余高() 焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为28条,每2条定位焊缝间距为12°,定位焊缝长度为30、厚度为6-10。
焊 接 工 艺卡 .:33、焊完进行100%无损探伤。
焊接方法 直通焊焊接 层次 焊接方法填充材料焊接电流 电弧 电压(V) 焊接速度() 气体流量() 预热温度(℃) 型(牌)号直径() 极性 电流(A) 层间温度(℃)焊后热处理 定位焊 H10 ф2 直流反接 80-115 12-14 10-16 8-10 焊剂烘干温度 250℃封底焊 H10 ф2.5 直流反接 115-150 12-14 10-16 8-10钨极直径() 正面焊H10431ф4交流600-65034-3748喷嘴直径() 气体成份编制日期年 月 日审核日期年 月 日焊接层次顺序示意图:母材1 16 厚度() 16 焊接工艺卡编号母材2 16厚度() 8图 号母材3厚度()接头名称 接管与壳体 焊接顺序接头型式对 接卡 .:4焊接层次顺序示意图:母材116厚度()16焊接工艺卡编号母材216厚度()8图号母材3厚度()接头名称人孔与壳体焊接顺序接头型式对接坡口型式单边V接头编号D4坡口角度(℃)60°焊接工艺评定报告编号钝边()2-6焊缝余高()焊工持证项目组装间隙()2~31、在坡口与坡口边缘各20范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
锅炉压力容器压力管道焊工证项目代号含义

锅炉压力容器压力管道焊工证项目代号含义锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
(一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
焊工钢印管理规则

文件编号:
焊工钢印管理规则第A版第O次修订
次:1/1
为了严格执行《压力容器安全技术监察规程》,加强焊接质量管理,提高焊工责任心,特制定本规则。
1焊工钢印:
a.焊工代号钢印,由生产科统一编号,登记存档。
b.焊工代号钢印实行专人专用。
C.焊工焊接完毕,及时处理完焊渣,飞溅物,打上自己的代号钢印〈打印深度应控制在0∙3-0∙5mm以内),交质检员检查。
d.对无焊工钢印的焊缝,检验员应要求焊工补打钢印,再给予检验。
2钢印标记位置
a.拼接封头焊缝,焊工代号钢印打法见示意图<附图)。
b.筒体纵缝钢印打在纵缝下部并平行纵焊缝,距离纵缝50mm,距环缝IOOmm处。
C.筒体环焊缝钢印打在距环焊缝50mπι,距纵缝IOOmm处,T型接头的内侧。
d.筒体上的法兰和短节及加强圈的焊缝钢印打在距焊缝20mm处的筒体较高位置上。
已接管与法兰、短节与法兰的焊缝钢印打在距焊缝20mm处的接
筒体焊缝标记示意图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
受压容器焊接接头分类:
A类:圆筒部分(包括接管)和锥壳部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒链接的环向接头
1 编号依据
1.1 按GB150要求进行焊缝编号:
1.2 焊缝分为A 、B 、C 、D 、E 五个类别。
前四类代表受压元件之间类别,最后一个字母代表受压元件与非受压元件之间的类别。
2 职责
所有产品焊缝编号,均由焊接部门编制,并绘制出编码图作产品检验、无损检测以及存档的依据。
3 编号原则
3.1 每台容器的每个焊缝,均应编制号码。
号码只能是唯一的,不能重复出现。
3.2 A 和B 类焊缝中,每个类别焊缝须有字母数字加隔断号,再加数字顺序组成:
为:A1-1、A2-1、A3-1、A4-1、A5-1…… B1-1、B2-1、B3-1、B4-1、B5-1…… 3.3 其他焊缝,采用大流水顺序号码组成:
为:C1、C2、C3、C4、C5……
D1、D2、D3、D4、D5…… E1、E2、E3、E4、E5……
4 编号顺序
4.1 以设计图的左下角为开始位置,顺时针方向旋转编制。
4.2 每个类别号码焊缝,以左视图方向向右侧投影,以正上方12点开始为第一个编码,
见图2,顺时针旋转编制。
作业指导书 文件号 DL-QI-U15 焊缝编号规则
版 号 A 更改次数 0 章节号
15
本章正文 共 2 页第 2 页
图2 编号顺序示意图
4.3 所有类别焊缝编码均由焊接技术部门编制,其他部门照办。
4.4 除了A类和B类按3.1条和3.2条编制以外,其他类别可按实际情况,按唯一流水顺序号进行编制。