刀具清单
完整版MasterCAM9.1刀具清单功能

后办理自动生成刀具清单,使用方法:将下面的内容复制到记事本内,并将其更名为Mpfan.pst , pst 为后缀,再将该文件拷贝至 MasterCAM9.1 的安装目录C:\Mcam9\Mill\Posts ,覆盖原文件,尔后启动软件,可以在 NC 程序开头生成刀具清单。
经典版本,绝对好用!# Post Name: MPFAN# Product: MILL# Machine Name: FANUC# Control Name: 6M# Description: GENERIC FANUC 6M STYLE POST# Associated Post:# Mill/Turn: NO# 4-axis/Axis subs.: NO# 5-axis: NO# Executable## ************************************************************************# *----------------------------------------------------------------------*# *POST PROCESSOR INTENDED FOR *# *#*DO NOT DISTRIBUTE!! # *----------------------------------------------------------------------*VERSION!6BETA*TESTING*#************************************************************************ ##---------------#| REVISION LOG|# ------------------------------------------------------------------------# Programmers Note:# CNC8/15/2005 - grt - Updated for Mill Version 6## ---------------#| FEATURES:|# ------------------------------------------------------------------------#Users Note:##Following Misc_Reals & Misc_Integers are used:##mi1 - Work coordinate system#0 = Reference return is generated and G92 with the#X, Y and Z home positions at file head.# 1 thru 3 = Reference return is generated and G92 with the#X, Y and Z home positions at each tool.# 4 thru 9 = The WCS of G54 thru G59 respectively at each tool. ##Options / Usage:#It is recommended to start and end cutter compensation on a linear move. #Rotary axis assumes a "Z" plunge at feed into part, position of the#substituted axis at absolute zero position and the retraction from path #by the post call to the G28 machine Z home position.# --------------------------------------------------------------------------# DEBUG/PROGRAM SWITCHES, debugging and program switches# --------------------------------------------------------------------------bug1: 1# 1 = Output post to screen, 2 = output leader to screen bug2: 0# Append postline labels, non-zero is column position? bug3: 0# Append whatline no. to each NC line?bug4: 0# Append NCI line no. to each NC line?whatno : yes# Do not perform whatline branches?strtool_v7 : 2 get_1004: 1 rpd_typ_v7 : 1#Use Version 7 toolname, 1= path components,2=string #Find gcode 1004 with getnextop? #Use Version 7 style contour flags?arcoutput : 2 breakarcs : 0# 0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 #Break arcs, 0 = no, 1 = quadrants, 2 = 180deg. max arcsstagetool : 0 use_gear: no # 0 = Do not pre-stage tools, 1 = Stage tools # Set to yes to output gear range codes# --------------------------------------------------------------------------#FORMAT STATEMENTS - n=nonmodal, l=leading, t=trailing, i=inc, d=delta #--------------------------------------------------------------------------fs1#Decimal, absolute, 4 placefs2#Decimal, deltafs310#Integer, not leadingfs420l#Integer, two leadingfs530l#Integer, three leadingfs640l#Integer, four leadingfs7#Decimal, absolute, 1 placefs8#Decimal, absolute, 2 placefs9#Decimal, absolute, 3 placefs10 0 4t#No decimal, absolute, four trailingfs#Decimal, absolute, four trailing# --------------------------------------------------------------------------# FORMAT ASSIGNMENTS# --------------------------------------------------------------------------#Axis output formats - Linear#-------------------------------------------------------------------------- fmt X 1 x# X axis positionfmt Y 1 y# Y axis positionfmt Z 1 z# Z axis positionfmt X 1 xr# X rapid position from tool change fmt Y 1 yr# Y rapid position from tool change fmt Z 1 zr# Z rapid position from tool change fmt X 1 xh# X home positionfmt Y 1 yh# Y home positionfmt Z 1 zh# Z home position# --------------------------------------------------------------------------#Axis output formats - Circular#-------------------------------------------------------------------------- fmt I 2 i# Arc center description in Xfmt J 2 j# Arc center description in Yfmt K 2 k# Arc center description in Zfmt R 1 arcrad# Arc Radiusfmt R- 1 arcradm# Arc Radius over 180 degree sweep# --------------------------------------------------------------------------#Axis output formats - Rotary substitution#-------------------------------------------------------------------------- fmt A 9 xs# Linear to rotary calculation of Xfmt B 9 ys# Linear to rotary calculation of Y# --------------------------------------------------------------------------#Program & Sequence number format#-------------------------------------------------------------------------- fmt O 6 progno# Program numberfmt N 3 n# Sequence nos.# --------------------------------------------------------------------------#Tool format#-------------------------------------------------------------------------- fmt T 3 t# Tool Nofmt T 3 first_tool# First Tool Used (bldnxtool: yes)fmt T 3 next_tool # Next Tool Used(bldnxtool: yes) fmt D 3 tloffno# Diameter Offset Nofmt H 3 tlngno# Length Offset Nofmt"T" 1tnote# Note formatfmt"D-" 1toffnote# Note formatfmt"H-" 1tlngnote# Note formatfmt"Dia-" 2tldia# Note format# --------------------------------------------------------------------------#Spindle Speeds & Feedrate output formats#--------------------------------------------------------------------------fmt S 6 speed# Spindle Speedfmt F 8 fr# Feedratefmt F 7 frdeg# Feedrate for rotaryfmt M 3 gear# Gear range# --------------------------------------------------------------------------#Drill variable formats#--------------------------------------------------------------------------fmt G 3 drillref# Initial / Reference Toggle (G98/G99)fmt P 10 dwell# Dwellfmt Z 1 initht# Initial Heightfmt R 1 refht# Reference Heightfmt Z 1 depth# Depthfmt Q 2 peck1# First peck increment (positive)fmt 1 peck2# Second or last peck (positive)fmt 1 peckclr# Safety distancefmt 1 retr# Retract heightfmt F 8 frplunge# Plunge feedrate in drill cycles# --------------------------------------------------------------------------#Miscellaneous output formats#--------------------------------------------------------------------------fmt M 5 ssrange# Spindle Speed Rangefmt C 4 coolant# Coolant# --------------------------------------------------------------------------#INITIALIZE - initialize system variables and define user variables#--------------------------------------------------------------------------qtoolpln: no# MP386 - Enable tool plane optionqtoolopt: no# MP386 - Enable tool optimizationarctype: 2# Arc center 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.do_full_arc : 0#Allow full circle output? 0=no, 1=yeshelix_arc: 0#Support helix arc output, 0=no, 1=all planes, 2=XY plane only bldnxtool : yes# Build next tool tableldrcode: 65# Leader character dec. equiv. (fleader outputs code) ncldr: 20# No. of leader characters (fleader outputs code) nobrk: no# Omit breakup of x/y & z rapid movesomitcrlf: no# Omit CR/LFomitrefht : no# Don't use reference height on first non-canned Z move omitseq: yes# Omit sequence no.omitz: no# Omit first Z movement for non-canned-cycles progname: 1# Use uppercase for program namescalex# Scaling of .NCI at input - x,y,z,i,j,kscaley# Scaling of .NCI at input - x,y,z,i,j,kscalez# Scaling of .NCI at input - x,y,z,i,j,kseqmax: 9999# Max. sequence no.skipmotest: no# Skip motion test in linearspaces: 1# No. of spaces to add between fieldstooltable : 1# Read for tool table and pwrttabsswp: 0# Absolute sweepdrlgsel: -1# Drill Select Initializemaxfrdeg: 9999# Limit for feed in deg/minabsinc: 0# Absolute/Incremental toggle for modalitytcnt: 0# Count the number of tool changesadelta: 0# Calculation for deg/minldelta: 0# Calculation for deg/minzdelta: 0# Calculation for deg/minalzdelta: 0# Calculation for deg/minfrdelta: 0# Calculation for deg/minfrdegcalc : 0# Calculation for deg/mincircum: 0# Calculation for deg/minrotstrt: 1# Flag for first rotary positionnewglobal : 1# Error Check (Leave this variable set to 1)# --------------------------------------------------------------------------#FORMULAS - global formulas#--------------------------------------------------------------------------ssrange= mi3# Gear Range Selectspeed= abs ( ss )# Absolute spindle speedarcradm= arcrad# Negative arcradspdlsel= fsg3(ss)# Spindle on selector based on pos. or neg. ss# --------------------------------------------------------------------------#CANNED CYCLES - select long or short code#--------------------------------------------------------------------------usecandrill : yes# Use canned cycle for drillusecanpeck : yes# Use canned cycle for Peckusecanchip: yes# Use canned cycle for Chip Break usecantap: yes# Use canned cycle for Tapusecanbore1 : yes# Use canned cycle for Bore1usecanbore2 : yes# Use canned cycle for Bore2usecanmisc1 : yes# Use canned cycle for Misc1usecanmisc2 : yes# Use canned cycle for Misc2# --------------------------------------------------------------------------#Lookup table definitions - for math functions FLOOK and FRANGE #--------------------------------------------------------------------------flktbl13# Lookup table definitions - table no. - no. entries 401000 # Low gear range412500 # Med gear range425000 # Hi gear range# --------------------------------------------------------------------------# Strings - String labels must start with 's' - they are not pre-assigned# --------------------------------------------------------------------------#Select operation notesop00NULL# String definitionsop01END-MIll#""sop02END-MIll#""sop03DRIll#""sop04END-MIll#""sop05S-MILL#""sop062D-SWEPT..#""sop073D-SWEPT..#""sop08REVOLVED..#""sop09LOFT......#""sop10COONS.....#""sop11TRIM .....#""sop12FILLET....#""sop13ROUGH.....#""sop14OP14......#""sop15OP15......#""sopnote# Target stringfstrsel sop00 opcode sopnote# --------------------------------------------------------------------------# Select motion G codesg00G0# Linear movement at rapid feedratesg01G1# Linear movement at feedratesg02G2# Circular interpolation CWsg03G3# Circular interpolation CCWsgcode# Target stringfstrsel sg00 gcode sgcode# --------------------------------------------------------------------------# Select incremental or absolute G codesg90G90# Absolute G codesg91G91# Incremental G codesgabsinc# Target stringfstrsel sg90 absinc sgabsinc# --------------------------------------------------------------------------# Select spindle startsm04M4# Spindle reversesm05M5# Spindle offsm03M3# Spindle forwardspdlon# Target stringfstrsel sm04 spdlsel spdlon# --------------------------------------------------------------------------# Cutter compensation codescc0""# Cutter compensation state not changedsg40G40# Cancel cutter compensationsg41G41# Cutter compensation leftsg42G42# Cutter compensation rightsg140G40# Last linear move cancel cutter comp (see note)#Note: to cancel comp after last move, remove G40 string#with sg140 and remove "#" at the postline call "pcancelcc" sccomp# Target stringfstrsel scc0 ccomp sccomp# --------------------------------------------------------------------------# Select work plane G codesg17G17# XY plane codesg19G19# XZ plane codesg18G18# YZ plane codesgplane# Target stringfstrsel sg17 plane sgplane# --------------------------------------------------------------------------# Work coordinate systemsg50G92# Work coordinate system G codesg51G92#"""""sg52G92#"""""sg53G92#"""""sg54G54#"""""sg55G55#"""""sg56G56#"""""sg57G57#"""""sg58G58#"""""sg59G59#"""""sgwcs# Target stringfstrsel sg50 mi1 sgwcs# --------------------------------------------------------------------------# Canned drill cycle string selectsg81G81#drill- no dwellsg81d G82#drill- with dwellsg83G83#peck drill - no dwellsg83d G83#peck drill - with dwellsg73G73#chip break - no dwellsg73d G73#chip break - with dwellsg84G84#tap- no dwellsg84d G74#tap- with dwell (selects left hand) sg85G85#bore #1- no dwellsg85d G89#bore #1- with dwellsg86G86#bore #2- no dwellsg86d G86#bore #2- with dwellsgm1G81#misc #1- no dwellsgm1d G82#misc #1- with dwellsgm2G81#misc #2- no dwellsgm2d G82#misc #2- with dwellsgdrill#Target stringdrlgsel = drillcyc * 2 + fsg2 ( dwell )# 16 possible combinations:#drillcyc = 0..7#dwell= 0 or non-zero (2 states) fstrsel sg81 drlgsel sgdrill# --------------------------------------------------------------------------# Generate 'sgear' stringsgear0M**# auto gear rangesgear1M41# Low gear rangesgear2M42# Med gear rangesgear3M43# High gear range - selected in parameters by mi3sgearfstrsel sgear0 gear sgear# --------------------------------------------------------------------------# POSTLINES, USER-DEFINED -Postline labels start with 'p'.#End a line with ',' to continue on the next line.#End a line with ', e' to generate carriage return and linefeed.#--------------------------------------------------------------------------#Program general output control, user defined# --------------------------------------------------------------------------pinit# Initialize Varslinarc = 0rotstrt = 1pabs# Absolute G code outputabsinc = 0sgabsincpinc# Incremental G code outputabsinc = 1sgabsincpcooloff# Coolant off "M" code outputif prv_coolant > 0, "M09"pcoolon# Coolant off "M" code outputif coolant = 1, "M08" if coolant = 2, "M07"# Flood # Mistpcoolnl# Coolant off "M" code outputif coolant = 0, "M09" if coolant = 1, "M08" if coolant = 2, "M07"# Off # Flood # Mistpfr# Feedrate W/O Negative Feedratesif fr > 0, frpcan# Canned text - cantext = 0, 1, 2, 3if cantext = 1, "M01"#optional stopif cantext = 2, " "#user optionif cantext = 3, " "#user option# --------------------------------------------------------------------------#Work coordinate output, user defined#--------------------------------------------------------------------------pg92_sof# G92 coordinate setting at start"/", n, pinc, "G28", "Z0.", e"/", n, "G28", "X0.", "Y0.", e"/", n, *sgwcs, *xh, *yh, *zh, epg92_out# G92 coordinate setting at tool change"/", n, "G28", "X0.", "Y0.", eif gcode <> 1003, "/", n, *sgwcs, *xh, *yh, *zh, epwcs# G54+ coordinate settingif mi1 >= 4, *sgwcs# --------------------------------------------------------------------------#Gear selection control, user defined#-------------------------------------------------------------------------- pgear# Find spindle rangegear = frange ( 1, speed )*gearprange# Find spindle rangeif use_gear = 1, pgear# --------------------------------------------------------------------------# Cutter comp. output control, user defined# --------------------------------------------------------------------------pccdia2# Cutter Compensation2if ccomp <> 4, tloffnopccdia# Cutter Compensationif ccomp <> 0, pccdia2# --------------------------------------------------------------------------#Axis substitution motion, user defined#--------------------------------------------------------------------------pdrlxyrot# Substitute Axis X/Y with Rotary axis w/ drillingif rotaxis = 0, x, yif rotaxis = 1, y, xsif rotaxis = 2, x, yspfrd# Feedrate W/O Negative Feedrates (deg/min)if frdeg > maxfrdeg, frdeg = maxfrdegif frdelta > .5, *frdeg#Value to exceed to output frdegprotaxis1a # Substitute Axis X/Y with Rotary axisif rotstrt = 0, n, sgcode, y, z, *xs, pfrd, pcan, eif rotstrt = 1, n, xs, eif rotstrt = 1, n, sgcode, y, z, pfrd, pcan, eprotaxis1 # Substitute Axis X/Y with Rotary axisif gcode = 0, n, sgcode, y, z, *xs, pcan, eif gcode = 1, protaxis1aprotaxis2a # Substitute Axis X/Y with Rotary axisif rotstrt = 0, n, sgcode, x, z, *ys, pfrd, pcan, eif rotstrt = 1, n, ys, eif rotstrt = 1, n, sgcode, x, z, pfrd, pcan, eprotaxis2 # Substitute Axis X/Y with Rotary axisif gcode = 0, n, sgcode, x, z, *ys, pcan, eif gcode = 1, protaxis2aprotaxis# Substitute Axis X/Y with Rotary axisif rotstrt = 1, !frif fr < 0, fr = prv_fr!frif rotaxis = 1, ldelta = abs ( y - prv_y )if rotaxis = 2, ldelta = abs ( x - prv_x )zdelta = abs ( z - prv_z )if rotaxis = 1, adelta = ( ( abs ( xs - prv_xs ) ) / 360 ) * circumif rotaxis = 2, adelta = ( ( abs ( ys - prv_ys ) ) / 360 ) * circumalzdelta = sqrt ( adelta^2 + ldelta^2 + zdelta^2 )frdegcalc =fr * ( 360 / circum )if alzdelta <> 0, frdeg = ( adelta / alzdelta ) * frdegcalc if adelta = 0, frdeg = frfrdelta = abs ( frdeg - prv_frdeg )if rotaxis = 1, protaxis1if rotaxis = 2, protaxis2if gcode = 1, rotstrt = 0!x, !y, !zprotary# Rotary Moveif rotaxis = 1, xr = 0if rotaxis = 2, yr = 0if rotaxis > 0, linarc = 1 circum = rotdia * pi #Force X to zero #Force Y to zero# --------------------------------------------------------------------------#Axis linear/circular motion, user defined#--------------------------------------------------------------------------parctyp2# Arc output for R w/ sign over 180 degree sweepabsswp = abs ( sweep )!absswpif absswp <= 180, *arcradif absswp > 180, *arcradmparctyp1# Arc output for R w/ no sign*arcradparctyp0# Arc output for IJKif plane = 0, *i, *j, kif plane = 1, i, *j, *kif plane = 2, *i, j, *kparctyp# Select the arc outputif arcoutput = 0, parctyp0if arcoutput = 1, parctyp1if arcoutput = 2, parctyp2prapidm# Linear line movement - at rapid feedraten, sgplane, sccomp, pccdia, sgcode, x, y, z, pcanplinm# Linear line movement - at feedraten, sccomp, pccdia, sgcode, x, y, z, pfr, pcanpcirm# Circular interpolationn, sgplane, sccomp, pccdia, sgcode, x, y, z, parctyp, pfr, pcan# --------------------------------------------------------------------------# Drilling, user defined# --------------------------------------------------------------------------pdrillref# Determine G98 or G99if initht <> refht, drillref = 98if initht = refht, drillref = 99pdwell# Determine whether to output dwellif dwell <> 0, *dwellptlchg0dr2 # Null tool change for drillinggcode = 0if zr < prv_zr, n, sgcode, *xr, *yr, en, sgcode, *zr, eptlchg0drl # Null tool change for drillingif prv_opcode = 3 & zr <> prv_zr, ptlchg0dr2# --------------------------------------------------------------------------#POSTLINES, PRE-DEFINED - Postline names are pre-assigned.#Lines do not need to end with ', e' for carriage return and linefeed.#--------------------------------------------------------------------------pcomment# Manual Entry - COMMENTS (on a block by itself) 1005,1006 "(", scomm, ")"pheader# File header"%""(", progname,".NC)""(20",year,"-",month,"-",day,",", time, ")"psof0# Start of file for tool zeropsofpsof# Start of file for non-zero tool numberpinit!opcode, !coolantif tcnt = 1, stagetool = 2prognocommentn, "G40 G49 G80 G17 G21"n, "GO G91 G28 Z0."# if stagetool = 0, n, *t, "M6"protaryn, *t, "M6"if stagetool = 0, n, *next_tooln, *sg00,*sg90,*sg54,pabs, *xr, *yrn, *speed, *spdlon, prangen, "G43", tlngno, *zr, pcoolonptlchg0# Null tool changeif opcode = 3, ptlchg0drlif prv_speed <> speed, n, speedif coolant <> prv_coolant, n, pcoolnl!opcode, !coolantptlchg# Tool changepinit!opcoden, pcooloffn,*sm05n, pinc, "G28", "Z0."if stagetool = 0, n, *t, "M6"if stagetool = 0, n, *next_tooln, "M01"commentprotaryn, *sg00,pabs,*sg54, *xr, *yrn, *speed, *spdlon, prangen, "G43", tlngno, *zr, pcoolon!coolantpeof0# End of file for tool zeropeofpeof# End of file for non-zero tooln, pcooloffn, *sm05# n, pinc, "G30", "Z0."n, "G91 G28 Z0."n, "G91 G28 Y0."if stagetool = 0, n, *first_tool, "M6"n, "M30""%"# --------------------------------------------------------------------------#Axis motion#--------------------------------------------------------------------------prot0# Toolplane postline - Custom post requiredprot# Toolplane postline - Custom post requiredprapid# Linear line movement - at rapid feedrateif rotaxis <> 0, protaxiselse, prapidmpzrapid# Linear movement in Z axis only - at rapid feedraten, sgcode, zplin1# First linear movement after SOF, whatno must be setplin2# Second linear movement after SOF, whatno must be setplin# Linear line movement - at feedrateif rotaxis <> 0, protaxiselse, plinmpz# Linear movement in Z axis only - at feedraten, sgcode, z, pfrpcir1# First circular movement after SOF, whatno must be set pcir2# Second circular movement after SOF, whatno must be setpcir# Circular interpolationif rotaxis <> 0, protaxiselse, pcirm# --------------------------------------------------------------------------#Drilling#--------------------------------------------------------------------------pdrill# Canned Drill Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, pdwell, *frplungeppeck# Canned Peck Drill Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, *peck1, *frplungepchpbrk# Canned Chip Break Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, *peck1, *frplungeptap# Canned Tap Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, *frplungepbore1# Canned Bore #1 Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, pdwell, *frplungepbore2# Canned Bore #2 Cyclepdrillrefn, *drillref, *sgdrill, pdrlxyrot, *depth, *refht, *frplungepmisc1# Canned Misc #1 Cycle (User Option)pdrillpmisc2# Canned Misc #2 Cycle (User Option)pdrillpdrill_2# Canned Drill Cyclen, pdrlxyrot, refht, depthppeck_2# Canned Peck Drill Cyclepdrill_2pchpbrk_2# Canned Chip Break Cyclepdrill_2ptap_2# Canned Tap Cyclepdrill_2pbore1_2# Canned Bore #1 Cyclepdrill_2pbore2_2# Canned Bore #2 Cyclepdrill_2pmisc1_2# Canned Misc #1 Cyclepdrill_2pmisc2_2# Canned Misc #2 Cyclepdrill_2pcanceldc# Cancel canned drill cycle!gcoden, "G80"prv_z = inithtpcancelcc# Cancel cutter comp.#n, "G40"pwrtt# Write tool table, scans entire file, null tools are negativetnote = ttoffnote = tloffnotlngnote = tlngnoif t >= 0, "(", *tnote, " ", *toffnote, " ", *tlngnote, " ", *tldia, " ",*sopnote, ")"if t >= 0, tcnt = tcnt + 1# --------------------------------------------------------------------------# Numbered questions for Mastercam --Used by Mill 5# --------------------------------------------------------------------------38. Rapid feedrate? 10000. of associated CFG file? T400.munications port number for receive and transmit (1 or 2) ? 281.Data rate (110,150,300,600,1200,2400,4800,9600,14400,19200,38400)? 960082.Parity (E/O/N)? E83.Data bits (7 or 8)? 784.Stop bits (1 or 2)? 285.Strip line feeds? N86.Delay after end of line (seconds)? 087.Ascii, Eia, or Binary (A/E/B)? A88.Echo keyboard to screen in terminal emulation? n89.Strip carriage returns? N90.Drive and subdirectory for NC files? of executable post processor? MP of reverse post processor? RP93. Reverse post PST file name? RPABS100.Number of places BEFORE the decimal point for sequence numbers? 3 101.Number of places AFTER the decimal point for sequence numbers? 0 103. Maximum spindle speed? 8000107.# --------------------------------------------------------------------------# Switches to Enable OR Disable toolpath parameter screen buttons# --------------------------------------------------------------------------161.Enable Home Position button? Y162.Enable Reference Point button? y163.Enable Misc. V alues button? y164.Enable Rotary Axis button? N165.Enable Tool Plane button? y166.Enable Construction Plane button? y167.Enable Tool Display button? y168.Check tplane during automatic work origin creation? y# --------------------------------------------------------------------------#Default Miscellaneous Real Values#--------------------------------------------------------------------------202.203.204.205.206.207.208.209.210.# --------------------------------------------------------------------------#Default Miscellaneous Real Values (METRIC)#--------------------------------------------------------------------------# --------------------------------------------------------------------------#Enable/Disable Miscellaneous Real Variable switches#--------------------------------------------------------------------------1611. Enable miscellaneous real variable 1? y1612. Enable miscellaneous real variable 2? y1613. Enable miscellaneous real variable 3? y1614. Enable miscellaneous real variable 4? y1615. Enable miscellaneous real variable 5? y1616. Enable miscellaneous real variable 6? y1617. Enable miscellaneous real variable 7? y1618. Enable miscellaneous real variable 8? y1619. Enable miscellaneous real variable 9? y1620. Enable miscellaneous real variable 10? y# --------------------------------------------------------------------------# Default Miscellaneous Integer Values# --------------------------------------------------------------------------301. Default Work Coordinate System (0 thru 3=G92, 4 thru 9=G54-G59)? 4 302. Miscellaneous integer variable 2 (mi2)? 0303.Miscellaneous integer variable 3 (mi3)? 0304.Miscellaneous integer variable 4 (mi4)? 0305.Miscellaneous integer variable 5 (mi5)? 0306.Miscellaneous integer variable 6 (mi6)? 0307.Miscellaneous integer variable 7 (mi7)? 0308.Miscellaneous integer variable 8 (mi8)? 0309.Miscellaneous integer variable 9 (mi9)? 0310.Miscellaneous integer variable 10 (mi10)? 0# --------------------------------------------------------------------------#Enable/Disable Miscellaneous Integer Variable switches#--------------------------------------------------------------------------1621. Enable miscellaneous integer variable 1? y1622. Enable miscellaneous integer variable 2? y1623. Enable miscellaneous integer variable 3? y1624. Enable miscellaneous integer variable 4? y1625. Enable miscellaneous integer variable 5? y1626. Enable miscellaneous integer variable 6? y1627. Enable miscellaneous integer variable 7? y1628. Enable miscellaneous integer variable 8? y1629. Enable miscellaneous integer variable 9? y。
厨房烹饪器具清单
厨房烹饪器具清单以下是您在厨房中常见的烹饪器具清单,帮助您在烹饪过程中更加高效和方便:1. 炒锅:一种常见的平底锅,用于炒菜和煎食物。
炒锅:一种常见的平底锅,用于炒菜和煎食物。
2. 煎锅:类似于炒锅,但具有较低的边缘,适用于煎饼和薄饼。
煎锅:类似于炒锅,但具有较低的边缘,适用于煎饼和薄饼。
3. 砂锅:一种重底锅,可以快速加热,适用于炖煮,炖肉和制作汤类食物。
砂锅:一种重底锅,可以快速加热,适用于炖煮,炖肉和制作汤类食物。
4. 蒸锅:用于蒸煮食物的特殊锅具,通常由两部分组成:水槽和用于放置食物的蒸屉。
蒸锅:用于蒸煮食物的特殊锅具,通常由两部分组成:水槽和用于放置食物的蒸屉。
5. 烤盘:用于烤制食物,如烤肉,蔬菜和饼干的平底烤盘。
烤盘:用于烤制食物,如烤肉,蔬菜和饼干的平底烤盘。
6. 烤箱:一种用于烤制食物的电器设备,具有调节温度和时间的功能。
烤箱:一种用于烤制食物的电器设备,具有调节温度和时间的功能。
7. 电饭煲:用于煮熟大米的电器设备,可以自动保持温度。
电饭煲:用于煮熟大米的电器设备,可以自动保持温度。
8. 搅拌机:用于混合食材,制作果汁和调制饮品的电器设备。
搅拌机:用于混合食材,制作果汁和调制饮品的电器设备。
9. 切菜板:用于切割食材的平板,通常由塑料或木材制成。
切菜板:用于切割食材的平板,通常由塑料或木材制成。
10. 菜刀:用于切割和处理食材的刀具。
菜刀:用于切割和处理食材的刀具。
11. 剪刀:用于剪裁和修剪食材的工具,如剪去鱼鳞等。
剪刀:用于剪裁和修剪食材的工具,如剪去鱼鳞等。
12. 厨房秤:用于准确称量食材的设备,常用于烘焙和配料。
厨房秤:用于准确称量食材的设备,常用于烘焙和配料。
13. 量杯:用于准确测量液体和固体食材的杯子,常用于烘焙和调料。
量杯:用于准确测量液体和固体食材的杯子,常用于烘焙和调料。
14. 勺子:用于搅拌和舀取食材的厨具,分为汤勺、木勺、金属勺等。
勺子:用于搅拌和舀取食材的厨具,分为汤勺、木勺、金属勺等。
学校班级管制刀具排查记录表

学校班级管制刀具排查记录表一、基本信息1. 学校名称:____________________2. 年级:____________________3. 班级:____________________4. 排查日期:____________________5. 排查人员:____________________二、排查目的为了确保校园安全,预防学生携带管制刀具进入校园,根据我国相关法律法规,结合学校实际情况,特制定本排查记录表。
通过本次排查,旨在加强校园安全管理,保障广大师生的生命财产安全。
三、排查内容1. 学生基本信息(1)姓名:____________________(3)年龄:____________________(4)学号:____________________(5)家庭住址:____________________(6)联系方式:____________________2. 排查过程(1)学生自觉上交管制刀具排查人员向学生宣传管制刀具的危害,引导学生自觉上交。
以下是学生上交的管制刀具清单:学生姓名:____________________上交物品:____________________上交时间:____________________(2)排查人员实地查看排查人员深入班级、宿舍、公共区域等场所,对可能藏有管制刀具的地方进行实地查看。
以下是排查情况:地点:____________________检查人员:____________________检查结果:____________________(3)学生互查组织学生开展互查活动,互相监督,共同维护校园安全。
以下是学生互查情况:互查时间:____________________互查人员:____________________互查结果:____________________3. 排查结果(1)学生携带管制刀具情况经过排查,发现以下学生携带管制刀具:学生姓名:____________________携带物品:____________________发现时间:____________________处理措施:____________________(2)学生藏匿管制刀具情况经过排查,发现以下学生藏匿管制刀具:学生姓名:____________________藏匿地点:____________________发现时间:____________________处理措施:____________________四、处理措施1. 对携带管制刀具的学生,由排查人员对其进行批评教育,并通知家长共同教育。
2016年全国职业院校技能大赛赛卷 高职组 GZ-56三维建模数字化设计与制造赛题 --刀具、工具、量具及附品清单

赛项刀具、工具、量具及附品清单
(上半场和下半场比赛都用)
一、赛位三维扫描附品清单(赛场统一提供)
序号
项目及规格
数量
1
手动二维转盘(规格Φ360*6MM)
1个
2
不干胶标志点
1张
3
黑色背景布
1块
4
黑色转盘垫块
2块
5
黑色橡皮泥
若干块
6
显像剂
1瓶
7
环保纸箱(喷显像剂使用)
1个
8
双面胶带
1卷
9
棉签
若干根
23
毛刷
1把(每工位)
24
0-200mm游标卡尺
1把(每工位)选手自备
25
1~13自紧钻夹头
2个(每工位)选手自备
附表、垫铁规格
序号
规格(单位:mm)
序号
规格(单位:mm)
1
5×16 ×100
5
12×36×150
2
6×18×1006Fra bibliotek14×48×150
3
8×24×100
7
18×60×150
4
10×30×100
各1个(每工位)选手自备
15
数据线(RS232)
1根(每工位)
16
油石
2块(每工位)
17
活扳手(10寸)
1把(每工位)
18
光电式寻边器
1个(每工位)选手自备
19
Z轴对刀仪
1个(每工位)选手自备
20
百分表及表座
1套(每工位)选手自备
21
卸刀器(BT40)
1(每工位)赛场公共区域提供
日常生活用品清单13

日常生活用品清单
生活中,我们离不开各种日常用品,它们给我们的生活带来方便和舒适。
下面是我整理的日常生活用品清单,希望可以对您的日常生活有所帮助。
厨房用品
1.炒锅:用于炒菜、煎蛋等烹饪食物。
2.砧板:用于切菜、肉等食材,保护桌面。
3.刀具:包括菜刀、削皮刀、剪刀等,方便处理食材。
4.筷子:用于用餐的工具。
5.清洁布:用于擦拭桌面、清洁厨房用具等。
卫生用品
1.牙刷、牙膏:保持口腔清洁。
2.毛巾:洗脸、擦手等日常使用。
3.洗发水、沐浴露:清洁头发和身体。
4.卫生纸:清洁卫生间。
5.漱口水:口腔清洁。
家居用品
1.洗衣液、洗衣粉:清洁衣物。
2.扫帚、拖把:清扫地面。
3.垃圾桶、垃圾袋:收集垃圾。
4.衣架:晾晒衣物。
5.抱枕、地毯:装饰家居,增添舒适感。
个人用品
1.镜子:照明打扮。
2.化妆品:美容打扮。
3.手机、电脑:沟通、工作娱乐。
4.钥匙、钱包:携带个人物品。
5.饮水杯:补充水分。
其他日常用品
1.笔、笔记本:记录重要事项。
2.电池、充电器:电子设备用品。
3.书籍、杂志:阅读学习。
4.蜡烛、打火机:备用照明工具。
5.食物、水:补充能量。
以上就是我整理的日常生活用品清单,每样物品都在我们日常生活中扮演重要角色,让我们的生活更加便利和美好。
希望这个清单可以帮助您更好地管理日常生活用品。
日用品清单
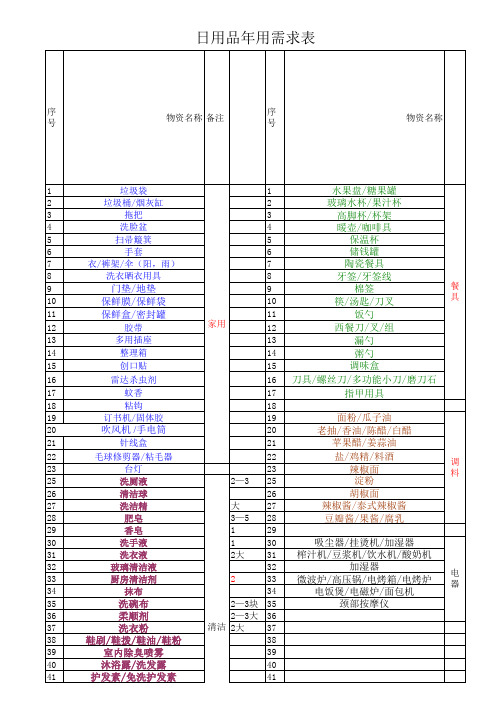
日用品年用需求表
书架 ,毛巾 ,花瓶 ,跑步机 ,瓷器, 电脑 ,吸尘器 ,艺术碳雕, 山水壁画,微波炉, 空调, 枕头, 床单 ,枕头套 ,被子, 茶杯, 饭碗 ,牙刷 ,牙膏 ,浴巾,洗脸巾 ,沐浴露 ,洗发露 ,纸 ,垃圾桶 ,勺子 ,筷子 ,锅 ,洗脸盆, 洗洁精,香皂, 洗衣粉, 梳子, 洗衣粉 ,花露水 ,手电筒 ,牙签, 电器插座 ,锁, 枕头,床单, 枕头套 ,被子, 茶杯 ,饭碗 ,牙刷, 牙膏, 浴巾 ,洗脸巾, 沐浴露 ,洗发露, 纸 ,垃圾桶, 勺子, 筷子 ,锅 ,洗脸盆 ,洗洁精 ,香皂 ,洗衣粉, 梳子 ,洗衣粉 ,花露水 ,手电筒 ,牙签 ,电器插座 ,锁 ,靠垫 ,抱枕, 果盘, 相框,花瓶, 放遥控板的小篮子, 纸巾盒, 烟灰缸, 床头柜上的小饭盒, 勺子, 筷子 ,洗洁精 ,手表 ,随身听 ,笔记本电脑 ,包 ,常备药, 维生素类 ,衣服架 ,夹长,绳子, 纸篓, 创可贴 ,纱布 ,胶布&胶 ,双面胶, 凉席, 竹枕 ,各种型号电池 ,闹钟 ,台灯 .
大米、小米、白面、食用油、肥皂、洗衣液。
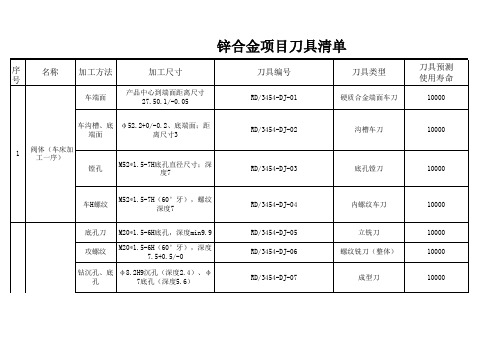
锌合金机加工刀具清单
序
名称
加工方法
号
加工尺寸
车端面
产品中心到端面距离尺寸 27.50.1/-0.05
刀具编号
RD/3454-DJ-01
刀具类型
硬质合金端面车刀
车沟槽、底 φ52.2+0/-0.2、底端面;距
端面
离尺寸3
1
阀体(车床加 工一序)
镗孔
M52*1.5-7H底孔直径尺寸;深 度7
RD/3454-DJ-02 RD/3454-DJ-03
沟槽车刀 底孔镗刀
刀具预测 使用寿命
10000
10000
10000
车H螺纹
M52*1.5-7H(60°牙),螺纹 深度7
底孔刀 M20*1.5-6H底孔,深度min9.9
攻螺纹
M20*1.5-6H(60°牙),深度 7.5+0.5/-0
钻沉孔、底 φ8.2H9沉孔(深度2.4)、φ
孔
7底孔(深度5.6)
RD/3454-DJ-04 RD/3454-DJ-05 RD/3454-DJ-06 RD/3454-DJ-07
内螺纹车刀 立铣刀
螺纹铣刀(整体) 成型刀
10000 10000 10000 10000
攻螺纹孔 M8X1-7H螺纹孔()深3.6
RD/3454-DJ-08
粗加工
φ4深19.66立铣刀
阀体(四轴加 工一序,双工
位)
扩孔
(φ4.4-φ4深19.66)成型刀
RD/3454-DJ-09 RD/3454-DJ-10
攻螺纹 攻牙5V1-1螺纹孔,深度3.5
RD/3454-DJ-11
钻孔
φ1.7
RD/3454-DJ-12
基于C_Hooks的MasterCAM_刀具清单_功能开发

3.1 实现对 MPPARAM.DLL 的调用
要实现 Toollist.DLL 的刀具参数读取功能, 必须建立与
MPPARAM.DLL 之间的动态链接库通信。 因此在 Toollist 的
CPP 中应调用 MPPARAM.DLL 的参数读取函数, 具 int觹 re-
set, / / 重置输入文件;
1 MasterCAM 中参数信息的传递流程分析[1]
MasterCAM 中 用 户 可 以 进 行 二 维 、 三 维 建 模 , 编 制 刀 具路径, 然后通过不同的后置处理程序生成适合于不同数 控 系 统 的 NC 程 序 。 为 保 证 NC 程 序 的 准 确 性 , 要 求 在 这 一 过 程 中 各 种 相 关 的 参 数 信 息 必 须 完 整 无 误 地 传 递 到 NC 程序中。 以 FANUC 数控系统的后置处理为例, MasterCAM 中 一 个 完 整 的 参 数 信 息 传 递 流 程 如 图 1 所 示 。 MasterCAM 中一个完整的参数信息传递包括以下三个方面。
图 6 PLC 梯形图
该 系 统 是 全 年 24 小 时 开 机 运 行 的 , 现 原 中 央 空 调 系 统平均每天用电:
(1298.4+1117.6) / 2 = 1208 千瓦时。 以此每天用电量计算, 则原中央空调系统全年用电: 1208×365 = 440920 千瓦时。 使用了节能系统后, 按照全年最低 平 均 节 电 率 12%计 算, 整个系统可节约用电: 440920×12%=52910.4 千瓦时。 折合人民币: 52910.4×0.81=42857.4 元。 由以上数据得出, 节能系统至少能为业主这个中小 型 中 央 空 调 系 统 每 年 节 约 4 万 元 以 上 的 电 费 。 以 每 年 20 个工程, 每个工程节约 4 万元来统计, 节能系统为企业、 为社会每年可节约上百万元的电费。 将来节能工程在社 会铺开以后, 将大大减轻了国家供电的压力, 间接减少
个人物品分类清单

个人物品分类清单一、衣物类1、上衣衬衫:包括长袖衬衫、短袖衬衫、棉质衬衫、丝绸衬衫等。
T 恤:各种颜色、图案和款式的 T 恤。
毛衣:针织毛衣、羊绒毛衣等。
外套:风衣、夹克、羽绒服、大衣等。
2、裤子牛仔裤:直筒牛仔裤、阔腿牛仔裤、紧身牛仔裤等。
休闲裤:棉质休闲裤、运动裤等。
西裤:正式场合穿着的西裤。
3、裙子连衣裙:长款连衣裙、短款连衣裙、碎花连衣裙等。
半身裙:短裙、中裙、长裙,如 A 字裙、包臀裙等。
4、内衣文胸:不同尺码和款式的文胸。
内裤:各种材质和风格的内裤。
5、袜子短袜:棉质短袜、运动短袜等。
长袜:丝袜、棉袜等。
6、睡衣夏季睡衣:轻薄的棉质或丝绸睡衣。
冬季睡衣:加厚保暖的睡衣套装。
7、配饰帽子:棒球帽、贝雷帽、毛线帽等。
围巾:棉质围巾、羊毛围巾等。
手套:保暖手套、皮手套等。
二、鞋类1、运动鞋跑步鞋:适合跑步运动的鞋子。
篮球鞋:专门为篮球运动设计的鞋子。
网球鞋:打网球时穿着的鞋子。
2、休闲鞋帆布鞋:经典的帆布鞋款式。
板鞋:滑板鞋等。
平底鞋:舒适的平底休闲鞋。
3、皮鞋正装皮鞋:搭配西装的皮鞋。
休闲皮鞋:日常穿着的皮鞋款式。
4、凉鞋女士凉鞋:高跟凉鞋、平底凉鞋等。
男士凉鞋:简约款式的凉鞋。
5、靴子短靴:秋冬季节的短靴。
长靴:过膝长靴、中筒靴等。
三、箱包类1、背包学生书包:适合上学使用的书包。
旅行背包:容量较大,适合旅行的背包。
2、挎包单肩挎包:各种材质和款式的单肩挎包。
斜挎包:小巧轻便的斜挎包。
3、手提包女士手提包:正式场合或日常使用的手提包。
男士公文包:上班携带文件等物品的公文包。
4、钱包长款钱包:可以容纳较多卡片和现金的钱包。
短款钱包:简约的短款钱包。
5、旅行箱登机箱:适合短途旅行的小型旅行箱。
托运箱:容量较大,需要托运的旅行箱。
四、饰品类1、项链金项链:黄金材质的项链。
银项链:纯银或镀银的项链。
珍珠项链:由珍珠串成的项链。
2、手链玉石手链:如翡翠手链等。
金属手链:不锈钢、钛钢等材质的手链。
烹饪必备物品清单
烹饪必备物品清单
1. 基本炊具
- 炒锅:选择一个不粘锅或铁锅,适合各种炒菜和炒饭。
- 平底锅:适用于煎鱼、煎蛋等烹饪。
- 煮锅:用于煮汤、煮面和煮粥等。
- 蒸锅:可用于蒸鱼、蔬菜和包子等。
- 烤盘:适合烘焙食品,如饼干、蛋糕等。
2. 刀具
- 主厨刀:用于切割和切片各种食材。
- 剁刀:适合处理肉类等需要切块的食材。
- 菜刀:用于切割蔬菜和水果。
3. 厨房工具
- 搅拌碗和搅拌器:用于搅拌面糊、混合调料等。
- 食物计量工具:包括量杯、秤等,帮助确保食材比例准确。
- 筛子:用于过滤面粉、筛选调料等。
- 锡纸和烤盘垫:方便烤箱使用,减少清洁工作量。
- 镊子和铲子:用于翻煎、翻炒等烹饪操作。
4. 厨房电器
- 微波炉:加热和解冻食材的快速方式。
- 搅拌机或食物加工机:用于制作汁料、碎肉等。
- 电饭锅:方便煮饭和蒸煮食材。
5. 厨房配件
- 厨房刷和洗碗机:保持厨房干净整洁。
- 烹饪用的厨房手套:防止烫伤和受伤。
以上是一些基本的烹饪必备物品清单,供您参考。
当然,实际需要根据个人喜好和烹饪需求来调整。
希望您在厨房里享受美食制作的乐趣!。
超市备品耗材明细

备品清单一:生鲜1:蔬果:保鲜膜;包装盒;手拉袋;叶菜捆扎带;胶带封口机(带)铝钉封口机(铝钉);西瓜刀;水果刀;周转箱;垃圾桶(大)垃圾袋;散货铲;夹子;喇叭。
2:水产:手拉袋;封口机(带);铝锭封口机(铝钉);橡胶锤;冰模;冰铲;冰车;渔网;刮鱼器;杀鱼刀;刮水器;鱼缸刷;海水精;制冰机用盐水;垃圾桶(袋)不锈钢桶;鱼缸用温度计;制氧泵;喇叭;棉衣;3:肉品:托盘;保鲜膜;手拉袋;砧板;刀具;刮水器;不锈钢桶;垃圾桶;封口机(带);铝钉机(铝钉);橡胶手套;喇叭;棉衣;4:熟食:托盘;手拉袋;夹子;试吃盘;牙签;一次性口罩;一次性手套;洗手液;钢丝手套;五断车;喇叭。
5:烘焙;手拉袋;托盘;夹子;试吃盘;一次性口罩一次性手套;烤炉用手套;周转箱;垃圾桶;洗手液;面包袋;托盘;喇叭。
二:客服1:接待::服务台:包装绳;封箱带;存包牌;寄包柜打印纸;封口机;雨伞套;急救箱;钱箱;垃圾篓;抹布;光盘。
(B)退换货:封箱带;透明胶带;订书机;曲别针;(C)赠品区:封箱带;垃圾篓;赠品已领章;印泥;计算器;捆扎绳;垃圾篓。
2:收银:(A)金融室:计算器;点钞机;验钞机;点币机;困钱带;订书机;垃圾篓(B)收银台:验钞机;腰包;点钞液;垃圾篓;解磁器;小方筐;马甲代;抹布;发票纸;消磁板;钱箱(中控台)3:仓管:橡胶带;胶水;曲别针;封箱带;订书机;验可标签;印章;传真机(纸);垃圾篓;白板。
4:信息:货架卡;报表纸;垃圾桶;电内码;磅秤机标签;工具;色带;打印墨水。
三:保洁:拖把尘推;垃圾袋(箱);刮水器;洗地机;吸水器;雨衣;胶鞋,大衣橡胶手套;清洁剂;钢丝球;橡胶板;刀片;抹布;水桶;香蕉水海军刷;高压水枪,笤箸,扫箸;铁锹;垃圾车;四:防损:手电筒;橡胶棒,稽核章;办公用品;雨衣;雨鞋,军大衣;一次性相机;录像带(监控室);隔离锥;看车牌;遮阳伞;连锁;五:人资:办公用品;服装;表单;文件夹;书立;白板;白板笔(擦);直尺;记事本;自备用标签;美工刀,橡皮,油性笔,水性笔,荧光笔,胶带,修正液(带)铅笔;订书机(钉);曲别针;回形针;双面胶;打印纸,复印纸;胶水。
数控铣加工中心(学生组)实操试题
每超差 0. 01 扣 0.5 分
φ
20
+0.2 0
IT
每超差 0. 01 扣 0.5 分
R
2.5
+0.3 −0.3
IT
一处每处超差扣 0.2 分
2 三 其它
Ra3.2
φ12
+0.021 0
孔
φ12
+0.021 0
Ra0.8
0.2±0.1×45°
Ra1.6 未列尺寸
畸形
小计分数
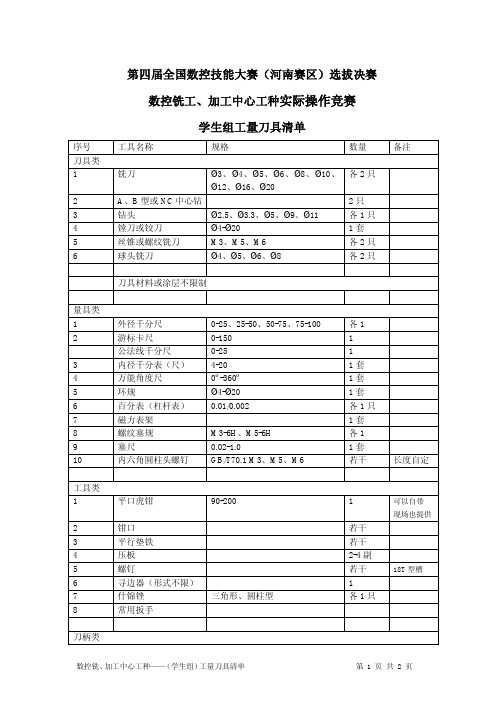
XS-JGZX-01 组合件
M3-6H、M5-6H 0.02-1.0 GB/T70.1 M3、M5、M6
各1
1
1 1套 1套 1套 各1只 1套 各1 1套 若干
长度自定
工具类 1
平口虎钳
90-200
2
钳口
3
平行垫铁
4
压板
5
螺钉
6
寻边器(形式不限)
7
什锦锉
三角形、圆柱型
8
常用扳手
1
若干 若干 2-4 副 若干 1 各1只
可以自带 现场也提供
畸形
一处错误扣 1 分
小计分数
50
XS-JGZX-01b 上盖
一 外形
φ
77
−0.06 −0.1
×
18+−00.15
4 要素完成得配分
1
φ
77
−0.06 −0.1
IT
每超差 0. 01 扣 0.5 分
18+−00.15
IT
每超差 0.01 扣 1 分
2-
60
+0 −0.04
台阶
4 要素完成得配分
家庭采购清单模板

家庭采购清单模板一、食品类1. 主食类- 大米:数量:单价:- 面粉:数量:单价:- 面条:数量:单价:- 面包:数量:单价:- 饼干:数量:单价:- 馒头:数量:单价:- 粥料:数量:单价:- 粉丝:数量:单价:2. 蔬菜类- 白菜:数量:单价:- 西红柿:数量:单价:- 黄瓜:数量:单价:- 茄子:数量:单价:- 菠菜:数量:单价:- 豆芽:数量:单价:- 青椒:数量:单价:- 胡萝卜:数量:单价:3. 水果类- 苹果:数量:单价: - 香蕉:数量:单价: - 橙子:数量:单价: - 葡萄:数量:单价: - 草莓:数量:单价: - 桃子:数量:单价: - 梨子:数量:单价: - 西瓜:数量:单价:4. 肉类- 猪肉:数量:单价: - 牛肉:数量:单价: - 鸡肉:数量:单价: - 鱼肉:数量:单价: - 羊肉:数量:单价: - 虾:数量:单价: - 蟹:数量:单价: - 鸭肉:数量:单价:二、日用品类1. 卫生纸:数量:单价:2. 洗发水:数量:单价:3. 沐浴露:数量:单价:4. 牙膏:数量:单价:5. 牙刷:数量:单价:6. 毛巾:数量:单价:7. 餐巾纸:数量:单价:8. 洗洁精:数量:单价:三、家居用品类1. 床上用品- 床单:数量:单价:- 被套:数量:单价:- 枕套:数量:单价:- 毛毯:数量:单价:2. 厨房用品- 刀具:数量:单价:- 炒锅:数量:单价:- 碗碟:数量:单价:- 勺子:数量:单价:- 锅铲:数量:单价:- 烤盘:数量:单价:- 水杯:数量:单价:3. 家具- 沙发:数量:单价:- 餐桌椅:数量:单价:- 电视柜:数量:单价:- 床:数量:单价:- 衣柜:数量:单价:- 书桌椅:数量:单价:- 鞋柜:数量:单价:- 电脑桌椅:数量:单价:四、电子产品类1. 手机:数量:单价:2. 电视:数量:单价:3. 电脑:数量:单价:4. 空调:数量:单价:6. 洗衣机:数量:单价:7. 微波炉:数量:单价:8. 音响:数量:单价:五、其他类1. 化妆品- 面霜:数量:单价:- 面膜:数量:单价:- 眼霜:数量:单价:- 口红:数量:单价:- 睫毛膏:数量:单价:- 粉底液:数量:单价:- 香水:数量:单价:- 指甲油:数量:单价:2. 学习用品- 笔:数量:单价:- 笔记本:数量:单价:- 文件夹:数量:单价:- 计算器:数量:单价:- 橡皮擦:数量:单价:- 胶水:数量:单价:- 蜡笔:数量:单价:六、总结根据以上清单,我们可以制定一个详细的家庭采购计划,确保家庭生活所需物品的充足。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M3标准丝攻
高速钢
3 加工滑块面/侧面/合箱面
M4标准丝攻
高速钢
1 加工合箱面
序号 1
刀具名称 面铣刀
2
面铣刀
3
铣刀
4
铣刀
5
铣刀
6
铣刀
8
中心钻
9
中心钻
10
钻头
11
钻头
12
钻头
13
挤压丝攻
14
挤压丝攻
15
挤压丝攻
刀具清单
刀具规格
刀具材质 数量
备注
ø25*120
45钢刀盘 硬质合金刀片
1 加工定位面
ø50*50
ø12*95 ø6*50 ø8*65 ø4.9*50 ø12*45 ø6*120 ø2.75*40 ø3.63*40 ø6.8*40 M8标准丝攻
45钢刀盘 硬质合金刀片
硬质合金 硬质合金 硬质合金 硬质合金 硬质合金 硬质合金 硬质合金 硬质合金 硬质合金 高速钢
1 加工合箱面
1 加工滑块面 1 加工侧面 1 加工合箱面 1 加工合箱面 1 加工合箱面 3 加工滑块面/合箱面/侧面 3 加工滑块面/侧面/合箱面 1 加工合箱面 1 加工合箱面 1 加工合箱面