PZGLI007-057 A0 烙铁温度漏电检测记录表
电气有限公司烙铁点检记录表

日期时间段设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度备注:每台烙铁必须按时点检并如实填写,如有异常及时通知班长或工程技术人员。
点检人为当班维修人员记录,班长负责审核。
有铅烙铁测试温度范围:340℃±20℃,无铅烙铁测试温度范围:380℃±20℃1491011122
8:00-10:0010:00-12:00136783456:00-8:00120:00-22:0022:00-24:000:00-2:002:00-4:0012:00-14:0016:00-18:0018:00-20:0014:00-16:004:00-6:002930232425261516171827281920212231点检人:
审核人:
深 圳 市 鼎 焌 电 气 有 限 公 司
SMT烙铁点检记录表
20 年烙铁温度
f。
电烙铁测试记录表
贴片元件 纤维板元件 铝基板元件 330~360℃ 360~400℃ 400~440℃
温度单位:℃ 1 2 加班 上午 下午 加班 上午 3 下午 加班 上午 4 下午
温度测试人: 5 加班 上午 下午 加班 上午 6 下午 加班 上午 7 下午 加班 上午
年 8 下午
月上午Βιβλιοθήκη 23 下午 加班 上午24 下午 加班
25 上午 下午 加班 上午
26 下午 加班 上午
27 下午 加班 上午
28 下午 加班 上午
29 下午 加班 上午
30 下午 加班 上午
31 下午 加班
适用工位
贴片工位 装配工位 灯板工位
下午
加班
9 上午 下午 加班 上午
10 下午 加班 上午
11 下午 加班 上午
12 下午 加班 上午
13 下午 加班 上午
14 下午 加班 上午
15 下午 加班 上午
16 下午 加班
17 上午 下午 加班 上午
18 下午 加班 上午
19 下午 加班 上午
20 下午 加班 上午
21 下午 加班 上午
22 下午 加班 上午
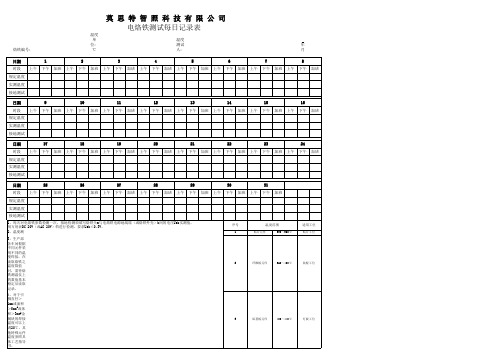
莫 思 特 智 照 科 技 有 限 公 司 电烙铁测试每日记录表
烙铁编号: 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值, 用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
烙铁点检表

ห้องสมุดไป่ตู้
工具编 号:
日期 点检项目 1.温度测试是否正常 2.烙铁嘴表面是否完好
地线是否接好
烙铁周围的的清洁
周保养
电子科技有限公司
名
烙
称
铁
烙铁点检表
使
生
用
产
日
期
年月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
表单编号:MSDX-QR-GC-0061 版本:A0
点 检人员签名
工程人员签名
IPQC抽检员签 备注:
1、必须按照点检作业指导书来点检.原则上在没有更换作业类型的情况下,每一个阶段点检一次,若中途更换作业类型需再点检一次. 2、检测OK打“√”,点检NG打“×”,不适用时打“-”; 3、如遇重大异常状况时必须及时通知工程部设备管理员处理,此表格由工程部保存一年.
电烙铁点检及日常维护保养记录表

试
记录表》
前
铬铁头热 态对地电 阻Biblioteka 万用表测 试≤20Ω
每天 使用
前
铬铁头 目视
无严重变形和 破损
每天 使用
前
手柄 插头
目视 目视
无严重破损 无破损
每天 使用
前
每天 使用
前
表面清洁
清洁铬铁头
日常保养
保养
加锡保养
每天 下班
时
异常处理记录
点检人签名 拉 长 确认
抽查人签名 【填写说明】:① 点检依《点检及维护保养作业指引》规定;②点检合格在框内打“√”,不合格打“×”,有数值规定的要填写数值;③不合格时需记录异常处理栏并即时依班组长-主管-PIE 的途径报告;④未使用时,用右斜“∕”划对角线。
设备名 称:电 烙铁
管理项目 管理方法 管理基准
设备点检及日常维护保养记录表
管
点
理
检
年
月
编
类
管理 频度
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
烙铁温度 依WI规定,记 每天
焊接温度 测试仪测 入《温度点检 使用
PZGLI007-309 烙铁温度检查管理表A0

产品名称:
计划点检时间
烙铁温度 规格:
第一次点检时间
烙铁温度检查管理表
产品型号: 第二次点检时间
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
第 实施点检时刻 一 实际Fra bibliotek检结果 次 点 检点 检 者
实施点检时刻
第
二 实际点检结果 次
点 检点 检 者
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31 次/天;上两幅图中,第一次点检用“.”表示,第二次点检用“×”表
线别:
产品名称:
计划点检时间
烙铁温度 规格:
第三次点检时间
烙铁温度检查管理表
产品型号:
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
实施点检时刻
第 三 实际点检结果 次 点 检点 检 者
填写说明 1、烙铁温度/电批扭矩测试必须按照要求进行,并且将测试值记录在表格中; 2、电批扭矩/烙铁温度检查要按照频率进行,烙铁温度测试3次/天;电批扭矩3次/天;上两幅图中,第一 示;未生产时在实施点检时刻栏打“/”; 3、以上所有数据要真实的填写,如发现弄虚作假者将进行辞退处理;
烙铁温度测试记录表

300℃-400℃
300℃-400℃
300℃-400℃
月
白班 10 夜班
1 白班 夜班 白班
300℃-400℃
2 夜班 白班
300℃-400℃
3 夜班 白班
300℃-400℃
4 夜班 白班
300℃-400℃
5 夜班 白班
300℃-400℃
6 夜班 白班
300℃-400℃
7 夜班 白班
300℃-400℃
8 夜班 白班
300℃-400℃
9 夜班
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
22 白班 夜班
300℃-400℃
23 白班 夜班
300℃-400℃
24 白班 夜班
300℃-400℃
25 白班 夜班
300℃-400℃
26 白班 夜班烙铁Fra bibliotek度测试记录表年
烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 填写说明: 1、每天上班前根据不同的产品进行温度调节和测试,温度300℃-400℃允许误差范围在±20%。并认真作好记录; 2、如果不合格请对电烙铁进行调温后重测直到合格为止方可使用,如是普通恒温电烙铁出现不合格请进行更换部件直到合格为止方可使用; 3、未使用 用"-"表示 21 白班 夜班
恒温烙铁点检记录表
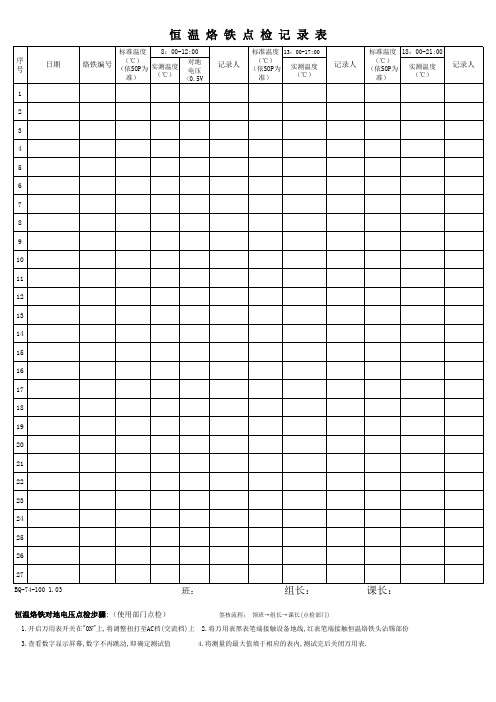
3.查看数字显示屏幕,数字不再跳动,即确定测试值
4.将测量的最大值填于相应的表内,测试完后关闭万用表.
序 号
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 BQ-74-100 1.03
恒温烙铁点检记录表
标准温度 8:00-12:00
烙铁编号
(℃) (依SOP为 实测温度
准) (℃)
对地 电压 <0.5V
记录人
标准温度 13:00-17:00
(℃) (依SOP为
准)
实测温度 (℃)
记录人
标准温度 18:00-21:00
(℃) (依SOP为
准)
实测温度 (℃)
记录人
领
ቤተ መጻሕፍቲ ባይዱ
班:
组长:
课长:
恒温烙铁对地电压点检步骤:(使用部门点检)
签核流程: 领班→组长→课长(点检部门)
1.开启万用表开关在"ON"上,将调整扭打至AC档(交流档)上 2.将万用表黑表笔端接触设备地线,红表笔端接触恒温烙铁头沾锡部份
烙铁测试记录表

部门:
烙铁编号
温度范围 按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
烙铁温度记录表
部门:
烙铁编号
温度范围 按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
按机型当前作 业指导书要求
月份:
日期 17 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午
年
月
18
19
20
记录人
注意事项:1.所测烙铁温度必须符合相应工位作业指导书要求。 3.每日必须在生产前10分钟对烙铁进行点检及确认。
月份:
日期
1
上午
下午
上午
下午
上午
下午
上午
下午
上午
下午
上午
下午
上午
下午
பைடு நூலகம்
上午
下午
上午
下午
上午
下午
上午
下午
年
月
烙铁温度测试记录表

(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
生产时间 月 日
月日 月日
月日
月日
月日
月日
月日
月日
月日
月日
机型
测试时间 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班
(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
备注:1、标准温度:依《作业指导书》规定的温度范围;
2、每四小时段测试一次,并确保烙铁温度符合《作业指导书》中规定的要求;
3、漏电电压应<3V,当烙铁漏电电压高于3V或温度无法调节到标准温度时应报修或更换烙铁。
填表:
审核:
(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
生产时间 月 日
月日 月日
月日
月日
月日
月日
月日
月日
月日
月日
机型
测试时间 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班
质量体系 质量Biblioteka 录线别工具编号广州市天谱电器有限公司
烙铁温度测试记录表
特性
烙铁温度
表格编号
恒温烙铁测试记录表
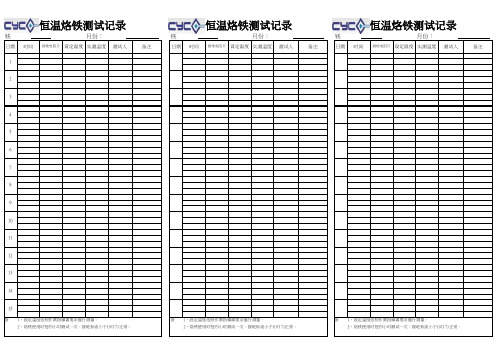
烙铁编号: 月份: 烙铁编号: 月份: 烙铁编号: 月份: 日期时间接地电阻Ω设定温度实测温度测试人备注日期时间接地电阻Ω设定温度实测温度测试人备注日期时间接地电阻Ω设定温度实测温度测试人备注备注:备注:备注:CYC-C-CS-010-01-A CYC-C-CS-010-01-A CYC-C-CS-010-01-A 12
13
14
15
2、烙铁使用时每四小时测试一次。
接地标准小于10Ω为正常。
2、烙铁使用时每四小时测试一次。
接地标准小于10Ω为正常。
2、烙铁使用时每四小时测试一次。
接地标准小于10Ω为正常。
1
2
3
4
5
6
7
恒温烙铁测试记录
恒温烙铁测试记录恒温烙铁测试记录1、設定溫度依照作業指導書要求進行測量。
1、設定溫度依照作業指導書要求進行測量。
1、設定溫度依照作業指導書要求進行測量。
8
9
10
11。