烙铁温度点检表
合集下载
电烙铁日常点检表
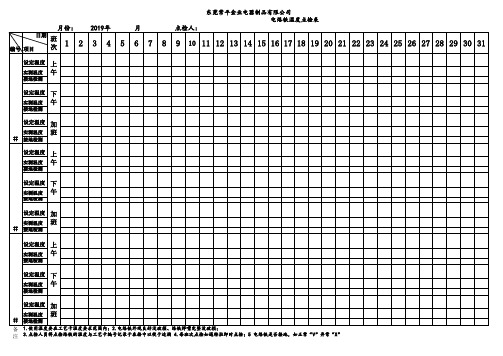
东莞常平金业电器制品有限公司
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
电烙铁日常点检表

XX有限公司 电烙铁日常点检表
设备名称 NO item(项目)
电烙铁 Notes(要求)
设备型号
设备编号
年月
备注
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
检查烙铁头状 检查烙铁头是否完
况
好,有无氧化?
2
烙铁温度参数 点检烙铁温度:350
确认
±20℃。
3
பைடு நூலகம்
电源连接、开 关按件指示灯 确认
检查电源是否连接 、各开关按键是否 损坏、指示是否明 亮?
4
设备接地检查
检查地线连接是否 断开、松动?
点检人
确认人
备注:点检OK时,打“√”.能用数值记录请详细记录当前数值;发现异常打“×”并在备注栏内说明,工程应及时修复,并填写维修记录
审核:
批准:
设备名称 NO item(项目)
电烙铁 Notes(要求)
设备型号
设备编号
年月
备注
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
检查烙铁头状 检查烙铁头是否完
况
好,有无氧化?
2
烙铁温度参数 点检烙铁温度:350
确认
±20℃。
3
பைடு நூலகம்
电源连接、开 关按件指示灯 确认
检查电源是否连接 、各开关按键是否 损坏、指示是否明 亮?
4
设备接地检查
检查地线连接是否 断开、松动?
点检人
确认人
备注:点检OK时,打“√”.能用数值记录请详细记录当前数值;发现异常打“×”并在备注栏内说明,工程应及时修复,并填写维修记录
审核:
批准:
FM-PD-005A0 烙铁温度点检表
恒温烙铁温度点检作业步骤: 1、开启电源,并将恒温烙铁温度旋钮调整至SOP规定之规格中心值范围内; 2、将数字温度计开关打至“ON”,并加锡于测试传感线之测量点; 3、将烙铁头与传感线头接触保持10~15S; 4、目测温度计上显示值,数字不再跳动、闪烁,即可确定所测温度; 5、若所测温度未超过规格范围,则将点检值记录于点检表内; 6、若所测温度超过规定范围,调整温度旋钮再测,直到满足此点检误差范围为止; 7、关闭数字温度计开关于“OFF”位置,(点检完成后不可再调温度设定值)。 注意事项: 1、重测后确定为烙铁不良时,在备注栏注明,立即送修。 3、当烙铁未使用时,可将点检时间推至使用时。
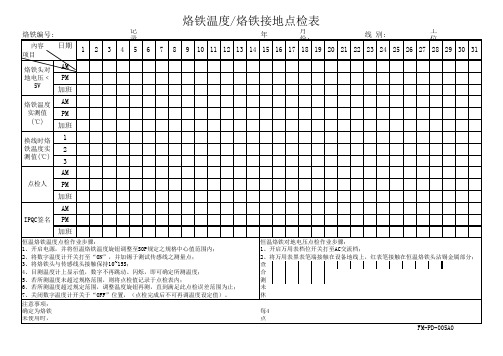
烙铁温度/烙铁接地点检表
烙铁编号:
內容 项目 烙铁头对 地电压﹤ 烙铁温度 实测值 (℃) 换线时烙 铁温度实 测值(℃)
记录者: 日期 AM PM 加班 AM PM 加班 1 2 3 AM PM 加班 AM 1 2 3 4 5 6 7 8 9
年
月
份:
线 別:
工位:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检人
IPQC签名
PM 加班
恒温烙铁对地电压点检作业步骤: 1、开启万用表档位开关打至AC交流档; 2、将万用表黑表笔端接触在设备地线上,红表笔接触在恒温烙铁头沾锡金属部分; 3、查看数字显示屏幕,数字不再跳动、闪烁,即确定所测值,合格的记“√”,不 合格的记“×”(大于规定值重测,重测仍超出规定值须送修); 4、测试完毕后关闭万用表电源。 5、未使用时请在表格内划“∕”。 6、休息日用“△”表示。 2、每4小时点检一次,恒温烙铁移换工位,此记录表随之移换并作备注。 4、点检须在上班后半小时内完成。
焊锡作业点检表
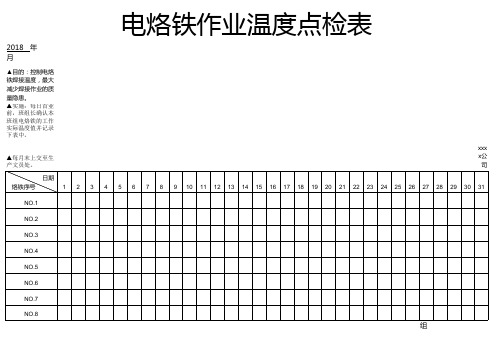
电烙铁作业温度点检表
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
电烙铁点检表

**有限公司
电烙铁点检表
烙铁编号
时间 日期 实测判定
文件编号: 年
9 10 11 12 13 14
月
15 16
1
2
3
4
5
6
7
8
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午
烙铁编号
日期 时间 实测判定
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 1、每天上午和下午都要检测电烙铁,温度应在370+/-20℃。 2、填写时合格打√,不合格打×,未使用填NU(不合格请对电烙铁进行调温、重测,直到合格为止方可使用,如是普通电烙铁请更换部件直到合格为止方可使 3、测量时烙铁头上适当的上锡,保证烙铁头与热感器充分接触。待测温仪上的数值基本稳定后读取记录。
记录人:
ห้องสมุดไป่ตู้
审核人:
电烙铁点检表
烙铁编号
时间 日期 实测判定
文件编号: 年
9 10 11 12 13 14
月
15 16
1
2
3
4
5
6
7
8
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午
烙铁编号
日期 时间 实测判定
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 1、每天上午和下午都要检测电烙铁,温度应在370+/-20℃。 2、填写时合格打√,不合格打×,未使用填NU(不合格请对电烙铁进行调温、重测,直到合格为止方可使用,如是普通电烙铁请更换部件直到合格为止方可使 3、测量时烙铁头上适当的上锡,保证烙铁头与热感器充分接触。待测温仪上的数值基本稳定后读取记录。
记录人:
ห้องสมุดไป่ตู้
审核人:
电烙铁每日点检表

电烙铁每日点检表
文件编号:R-Байду номын сангаасF.E-213-F3/内部资料
点检日期(年/月):
序
日期
号 烙铁编号 检测项目
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
接地检测 实测温度
序号
1 2 3
温度范围 适用器件
有铅 无铅
320~350 300~℃330 300~℃330
℃
360~390 330~℃360 340~℃370
℃
插装元件 贴片元件 维修工位
填
确
表
认
人
人
:
:
2
接地检测 实测温度
3
接地检测 实测温度
4
接地检测
实测温度
5
接地检测
实测温度
6
接地检测
实测温度
7
接地检测 实测温度
8
接地检测 实测温度
9
接地检测 实测温度
10
接地检测 实测温度
11
接地检测 实测温度
12
接地检测 实测温度
13
接地检测 实测温度
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
文件编号:R-Байду номын сангаасF.E-213-F3/内部资料
点检日期(年/月):
序
日期
号 烙铁编号 检测项目
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
接地检测 实测温度
序号
1 2 3
温度范围 适用器件
有铅 无铅
320~350 300~℃330 300~℃330
℃
360~390 330~℃360 340~℃370
℃
插装元件 贴片元件 维修工位
填
确
表
认
人
人
:
:
2
接地检测 实测温度
3
接地检测 实测温度
4
接地检测
实测温度
5
接地检测
实测温度
6
接地检测
实测温度
7
接地检测 实测温度
8
接地检测 实测温度
9
接地检测 实测温度
10
接地检测 实测温度
11
接地检测 实测温度
12
接地检测 实测温度
13
接地检测 实测温度
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
恒温烙铁点检记录表
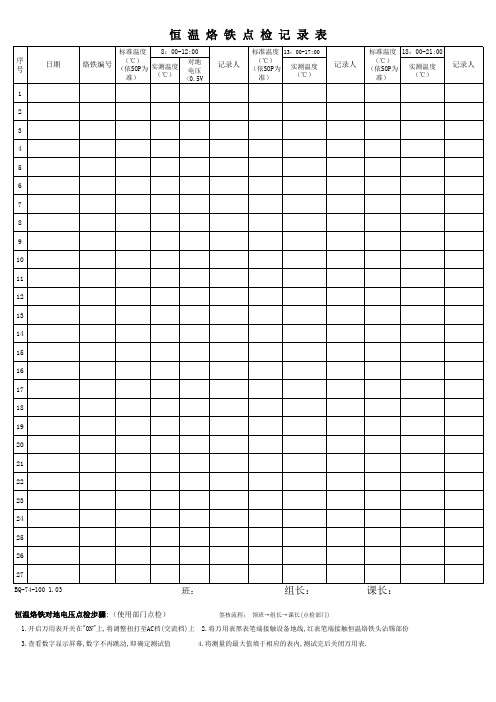
3.查看数字显示屏幕,数字不再跳动,即确定测试值
4.将测量的最大值填于相应的表内,测试完后关闭万用表.
序 号
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 BQ-74-100 1.03
恒温烙铁点检记录表
标准温度 8:00-12:00
烙铁编号
(℃) (依SOP为 实测温度
准) (℃)
对地 电压 <0.5V
记录人
标准温度 13:00-17:00
(℃) (依SOP为
准)
实测温度 (℃)
记录人
标准温度 18:00-21:00
(℃) (依SOP为
准)
实测温度 (℃)
记录人
领
ቤተ መጻሕፍቲ ባይዱ
班:
组长:
课长:
恒温烙铁对地电压点检步骤:(使用部门点检)
签核流程: 领班→组长→课长(点检部门)
1.开启万用表开关在"ON"上,将调整扭打至AC档(交流档)上 2.将万用表黑表笔端接触设备地线,红表笔端接触恒温烙铁头沾锡部份
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞美迪格电子科技有限公司 烙铁温度点检表
烙铁编号:
日期 测试值 项目
线别/站别: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
时 间 测试值(℃) 标 准 (℃) 点检结果 时 间 测试值(℃) 标 准 (℃) 点检结果 时 间 测试值(℃) 标 准 (℃) 点检结果 2、检测时在2-3S内取最高温度值记录于表中。 备注: a.SMD器件:焊接温度:330±10℃,焊接时间:1~3S;拆焊温度:310~350℃ b.接插件:焊接温度:350±10℃,焊接时间:1~3S; c.敏感怕热器件(LED,CCD.传感器等):焊接温度:260~300℃,焊接时间:1~3S; d.焊接大的元件脚,温度≤380℃; 4.胶壳插脚焊接温度:440±10℃,焊接时间:1~3S; 点检人:
1、定期点检,每四小时对烙铁温度点检一次;点检结果合格画“√” ,不合格画“X”并
技有限公司 检表
年 月 表格编号:XHY-QR-SC-118
19 20 21 22 23 24 25 26 27 28 29 30 31
” ,不合格画“X”并送维修。
烙铁编号:
日期 测试值 项目
线别/站别: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
时 间 测试值(℃) 标 准 (℃) 点检结果 时 间 测试值(℃) 标 准 (℃) 点检结果 时 间 测试值(℃) 标 准 (℃) 点检结果 2、检测时在2-3S内取最高温度值记录于表中。 备注: a.SMD器件:焊接温度:330±10℃,焊接时间:1~3S;拆焊温度:310~350℃ b.接插件:焊接温度:350±10℃,焊接时间:1~3S; c.敏感怕热器件(LED,CCD.传感器等):焊接温度:260~300℃,焊接时间:1~3S; d.焊接大的元件脚,温度≤380℃; 4.胶壳插脚焊接温度:440±10℃,焊接时间:1~3S; 点检人:
1、定期点检,每四小时对烙铁温度点检一次;点检结果合格画“√” ,不合格画“X”并
技有限公司 检表
年 月 表格编号:XHY-QR-SC-118
19 20 21 22 23 24 25 26 27 28 29 30 31
” ,不合格画“X”并送维修。