烙铁 锡炉温度点检记录表
合集下载
恒温电烙铁日常点检记录表

点检人: 确认人:
附:此表格每天交接班后由工作人员落实,IPQC确认,OK后在状态栏打"V",NG打X,放假打
子有限公司
日常ቤተ መጻሕፍቲ ባይዱ检记录表
月份
文件编号: 24 25 26 27 28 29 30 31
设备编号
项目
1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温
XXX电子有限公司
恒温电烙铁日常点检记录表
月份 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好
附:此表格每天交接班后由工作人员落实,IPQC确认,OK后在状态栏打"V",NG打X,放假打
子有限公司
日常ቤተ መጻሕፍቲ ባይዱ检记录表
月份
文件编号: 24 25 26 27 28 29 30 31
设备编号
项目
1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温
XXX电子有限公司
恒温电烙铁日常点检记录表
月份 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好 1.检查电源插头和电源线无破损 2.检查烙铁头焊接区无氧化 3.打开电源开关,烙铁头应快速升温 4.检查接地良好
PZGLI007-309 烙铁温度检查管理表A0

线别:
产品名称:
计划点检时间
烙铁温度 规格:
第一次点检时间
烙铁温度检查管理表
产品型号: 第二次点检时间
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
第 实施点检时刻 一 实际Fra bibliotek检结果 次 点 检点 检 者
实施点检时刻
第
二 实际点检结果 次
点 检点 检 者
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31 次/天;上两幅图中,第一次点检用“.”表示,第二次点检用“×”表
线别:
产品名称:
计划点检时间
烙铁温度 规格:
第三次点检时间
烙铁温度检查管理表
产品型号:
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
实施点检时刻
第 三 实际点检结果 次 点 检点 检 者
填写说明 1、烙铁温度/电批扭矩测试必须按照要求进行,并且将测试值记录在表格中; 2、电批扭矩/烙铁温度检查要按照频率进行,烙铁温度测试3次/天;电批扭矩3次/天;上两幅图中,第一 示;未生产时在实施点检时刻栏打“/”; 3、以上所有数据要真实的填写,如发现弄虚作假者将进行辞退处理;
产品名称:
计划点检时间
烙铁温度 规格:
第一次点检时间
烙铁温度检查管理表
产品型号: 第二次点检时间
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
第 实施点检时刻 一 实际Fra bibliotek检结果 次 点 检点 检 者
实施点检时刻
第
二 实际点检结果 次
点 检点 检 者
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31
查管理表
工序名称:
日期: 年 月 科长确认
18 19 20 21 22 23 24 25 26 27 28 29 30 31 次/天;上两幅图中,第一次点检用“.”表示,第二次点检用“×”表
线别:
产品名称:
计划点检时间
烙铁温度 规格:
第三次点检时间
烙铁温度检查管理表
产品型号:
工序名称:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
实施点检时刻
第 三 实际点检结果 次 点 检点 检 者
填写说明 1、烙铁温度/电批扭矩测试必须按照要求进行,并且将测试值记录在表格中; 2、电批扭矩/烙铁温度检查要按照频率进行,烙铁温度测试3次/天;电批扭矩3次/天;上两幅图中,第一 示;未生产时在实施点检时刻栏打“/”; 3、以上所有数据要真实的填写,如发现弄虚作假者将进行辞退处理;
电烙铁点检表

**有限公司
电烙铁点检表
烙铁编号
时间 日期 实测判定
文件编号: 年
9 10 11 12 13 14
月
15 16
1
2
3
4
5
6
7
8
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午
烙铁编号
日期 时间 实测判定
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 1、每天上午和下午都要检测电烙铁,温度应在370+/-20℃。 2、填写时合格打√,不合格打×,未使用填NU(不合格请对电烙铁进行调温、重测,直到合格为止方可使用,如是普通电烙铁请更换部件直到合格为止方可使 3、测量时烙铁头上适当的上锡,保证烙铁头与热感器充分接触。待测温仪上的数值基本稳定后读取记录。
记录人:
ห้องสมุดไป่ตู้
审核人:
电烙铁点检表
烙铁编号
时间 日期 实测判定
文件编号: 年
9 10 11 12 13 14
月
15 16
1
2
3
4
5
6
7
8
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午
烙铁编号
日期 时间 实测判定
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 上午 下午 1、每天上午和下午都要检测电烙铁,温度应在370+/-20℃。 2、填写时合格打√,不合格打×,未使用填NU(不合格请对电烙铁进行调温、重测,直到合格为止方可使用,如是普通电烙铁请更换部件直到合格为止方可使 3、测量时烙铁头上适当的上锡,保证烙铁头与热感器充分接触。待测温仪上的数值基本稳定后读取记录。
记录人:
ห้องสมุดไป่ตู้
审核人:
焊锡作业点检表
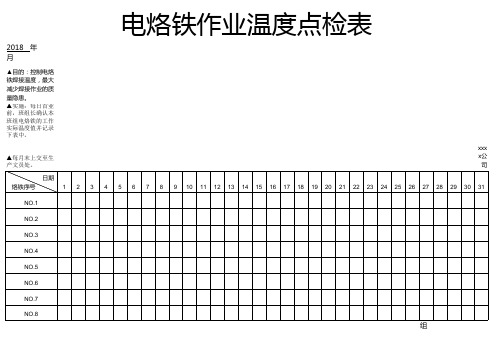
电烙铁作业温度点检表
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
2018 年 月
▲目的:控制电烙铁焊接温度,最大减少焊接作业的质量隐患。 ▲实施:每日首业前,班组长确认本班组电烙铁的工作实际温度值并记录下表中。 ▲每月末上交至生产文员处。 日期 烙铁序号 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 xxxx公司
作成:
审核:
核准:
班组长:
烙铁焊接作业时间/温度标准
焊接位置名称
开关、LED灯、按键、导线、电路板补焊、马达
焊接时间
3″----5″秒
焊接温度 370℃----400℃
IC(芯片)
3″----5″秒
ห้องสมุดไป่ตู้
300℃±10℃
注意事项 1.焊接前检查电路板是否有脱皮、氧化等不良 现象。 2.焊接时,烙铁蘸适量松香。(不冒烟即可) 3.焊点要圆滑,不能有拖尾现象。 4.当温度超出标准,须及时处理(温度仪或烙 铁是否故障)
烙铁温度测试记录表

(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
生产时间 月 日
月日 月日
月日
月日
月日
月日
月日
月日
月日
月日
机型
测试时间 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班
(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
备注:1、标准温度:依《作业指导书》规定的温度范围;
2、每四小时段测试一次,并确保烙铁温度符合《作业指导书》中规定的要求;
3、漏电电压应<3V,当烙铁漏电电压高于3V或温度无法调节到标准温度时应报修或更换烙铁。
填表:
审核:
(标
℃ )
准 范
围
上限 下限
X1 实 测 X2
数 X3 据
X
漏电电压
生产时间 月 日
月日 月日
月日
月日
月日
月日
月日
月日
月日
月日
机型
测试时间 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班 上午 下午 加班
质量体系 质量Biblioteka 录线别工具编号广州市天谱电器有限公司
烙铁温度测试记录表
特性
烙铁温度
表格编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制表:
审核:
批准:FD-QA-N-37123
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
品质部
结果 签名
说明:1、点检次数:每日点检两次,分别为:(1)每日于上班前对将使用之电铬铁作点检1次。(2)电铬铁当日使用完后点检1次。 2、对于当日未使用之电铬铁须作记录,以打“×”表示。 3、点检无异常后方可正常使用,若有异常则立即禁止投入使用,并于结果栏填写“NG”,若确认无异常,则于结果栏填写“OK”由品质点检人签名。 4、此点检记录由品质仪器管理负责人于每月收回整理归档。
中山XX电器有限公司 烙铁/锡炉温度点检记录表
年
序号 编 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 点 检 人
月
标准温度
℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃ ℃±20℃